Спосіб прокатки злитків
Номер патенту: 7900
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Следнев Володимір Петрович, Шум Валентин Борисович, Губайдулін Вячеслав Фуатович, Коцегуб Павло Харитонович, Кукуй Давид Пенхусович, Столба Володимір Анатолійович, Светлічний Олексій Васильович, Хрістиченко Олександр Миколайович
Формула / Реферат
Способ прокатки слитков по авт. св. № 1565551, отличающийся тем, что, с целью увеличения производительности процесса путем исключения пробуксовок валков, после снятия конусности слитка скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, равную
где 0,1 £ K £ 1;
Н0 - высота раската после снятия конусности, мм;
Нn - высота раската в данном пропуске, мм.
Текст
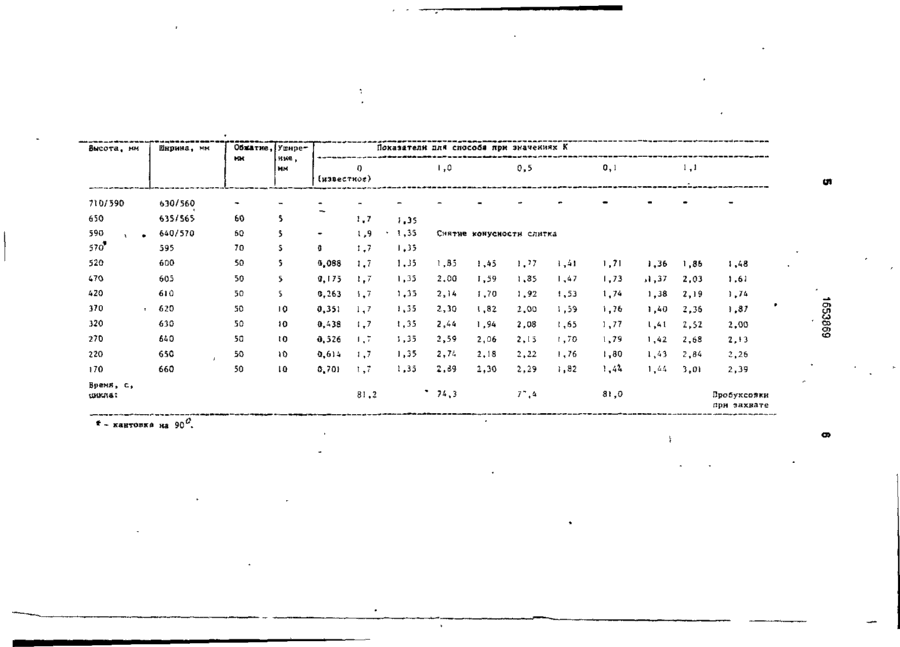
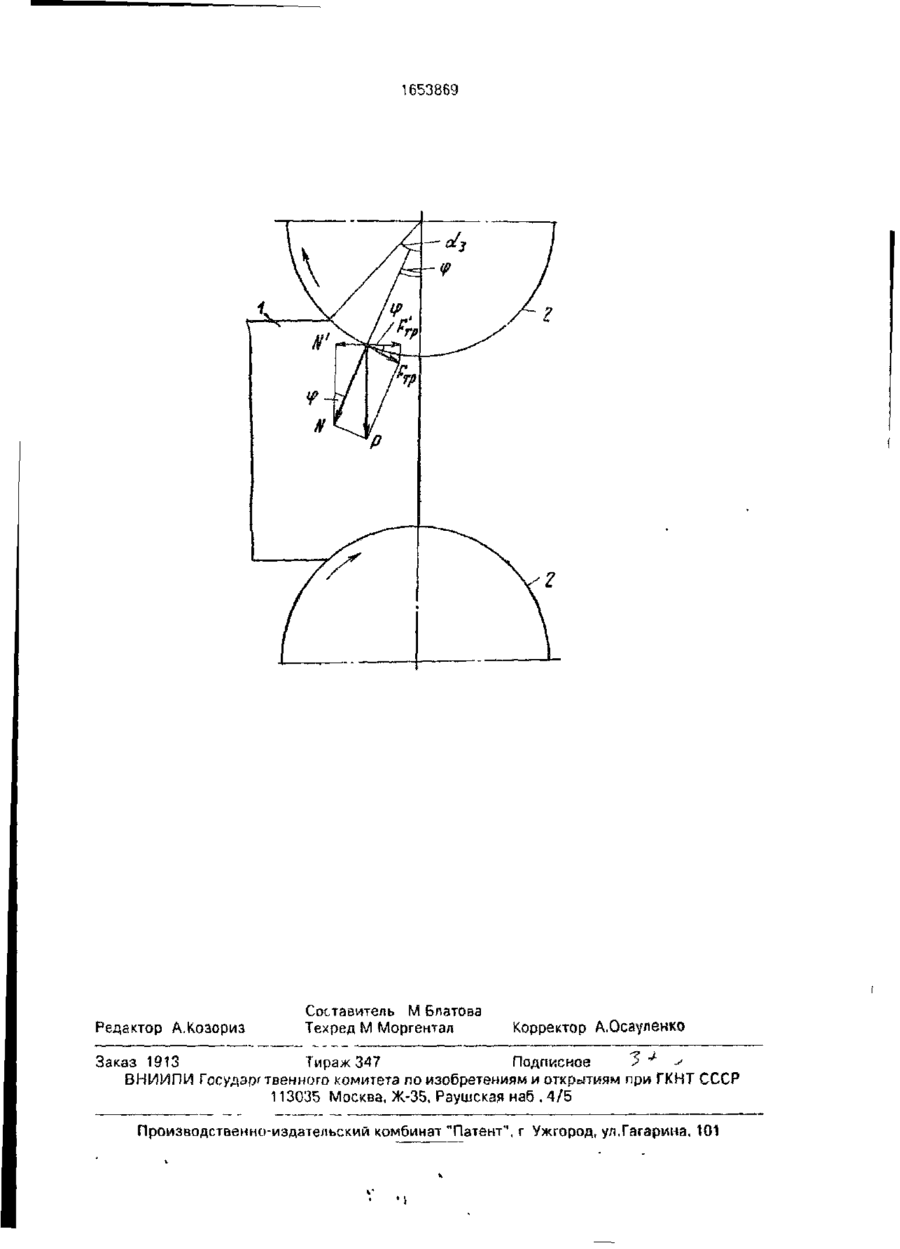
Изобретение относится к прокатному Изобретение относится к прокатному производству в частности к прокатке заготовок из слитков на блюминге, и является усовершенствованием способа по авт ев N? 1565551 Цель изобретения - увеличение производительности процесса путем исключения пробуксорок валкое Способ сос т оит в том. что задачу слитка в валки производят со скоростью, превыша ющей горизонтальную составляющую окружной скорости валков на контактной поверхности металла с ааліами, соотношение скоростей задачи слитка в валки большим и меньшим основанием выдерживают в пределах J L ! > v l T , а после снятия коVM b нусности слитка скорость задачи металла в валки и скорость захвата металла валками увеличивают в кахдом последующем пропуске на величину, равную где 01 < К -угол приложения равнодей- 5 ствующей сил прокатки; Так как а < 24-26° для бочки валков' и ;«0,4-0,6a .то даже незначительное увеличение силы N вызывает превалирующий 10 рост силы FTp над силой N ,т е. условия захвата значительно улучшаются. П р и м е р . На блюминге 950 производят прокатку слитков кипящей стали на слябы 15 170x660, Исходное сечение оснований слитка: большего 710x630 мм, меньшего 590 х 560 мм. Режим обжатий приведен в таблице Диаметр бочки 830 мм. Бочка гладкая без 20 сетки разгара и насечки. Скорость захвата в первых трех проходах до снятия конусности фиксируется и составляет Уз=1,35 м/с. Скорость задачи слитка в валки Vp в первом и втором проходах выдерживается согласно 25 предлагаемому сгТособу в соотношении щей надежный захват и исключающий пробуксовки. Рабочие рольганги клети 950 имеют регулируемый привод. Изменение скорости рольгангов осуществляется изменением напряжения, подаваемого на якорь двигателя. Для совпадения скорости рольгангов со скоростью слитков выброс слитков из валков осуществляется на 2,3-2,5 м. При прохождении этого расстояния, двигаясь й сторону валков, он получает практически такую же линейную скорость, как и ролики рольганга, угловая скорость которых определяется тахометрами, установленными на валках двигателей, и далее пересчитывается в линейную с учетом передаточного числа редуктора и диаметра роликов. Привод валков клети 950 индивидуальный. Угловая скорость валков при захвате записывается на осциллографе совместно с током Пробуксовки определяются по звуку и по току на якорях двигателей, Во всех случаях производится хронометраж цикла прокатки. Предлагаемый способ позволяет повысить производительность процесса прокатки. Формула изобретения Способ прокатки слитков по авт ев № 1565551, о т л и ч а ю щ и й с я тем, что с Ь 1.7 V рм 590 цельюувеличения производительности проЗО цесса путем исключения пробуксовок валПосле кантовки слитка снятие конуснокое, после снятия конусности слитка сти (третий пропуск) производят на тех же скорость задачи слитка в вапки увеличивают скоростях, что и в первом пропуске. Четверв каждом последующем пропуске на величитый пропуск является точкой отсчета, от кону, равную торой начинается увеличение скоростей (1 + К задачи слитка в валки и захвата слитка валНо } ' ками. Этот пропуск должен выполняться на где 0,1 < К < 1 ; максимальной возможной и в то же время Но - высота раската после снятия конусисключающей пробуксовки скорости захваности, мм, та и прокатки. В данном случае скорость 40 Нп ~ высота раската в данном пропуске. 1,35 м/с является исходной, обеспечиваюмм. Высота, мм Ширина, мм Обжатие, Ушнре мм v . 0,1 60 60 70 5 5 5 0 I ,7 і .35 50 5 0,088 • ,7 JJ5 1,35 ! ,4-5 1,59 640/570 1 .7 1 .9 1 -7? 1 ,41 1 ,71 і,35 1 ,47 1,73 1,35 470 420 605 6)0 50 50 5 5 0,175 U7 1 ,35 2.00 0,263 5 ," 1 ,35 2.U I ,70 1 ,92 ! ,53 370 620 10 0,351 1,35 г, зо 1,82 1 ,00 1 ,59 320 630 640 50 50 10 0,438 1 ,7 1.35 2,44 і ,94 г ,08 50 10 0,526 1 ," ! ,35 2,59 2,06 50 50 10 0,614 1 ,7 I ,35 2,74 10 0,701 ' 1 ,35 2,39 220 170 650 660 їремя, с, цикла: , ВНИМПИ Государі твенного комитета по изобретениям и открытиям при ГКНТ СССР 113035 Москва, Ж-35, Раушская наб,4/5 Производственно-издательский комбинат "Патент11, г Ужгород, ул.Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling ingots
Автори англійськоюSlednev Volodymir Petrovych, Kukui Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Stolba Volodymir Anatoliovych, Svetlichnyi Oleksii Vasyliovych, Korin Andrii Oleksandrovych, Hubaidulin Viacheslav Fuatovych, Shum Valentyn Borysovych, Kotsehub Pavlo Harytonovych, Khristychenko Oleksandr Mykolaiovych
Назва патенту російськоюСпособ прокатки слитков
Автори російськоюСледнев Владимир Петрович, Кукуй Давид Пенхусович, Столба Владимир Анатольевич, Светличный Алексей Васильевич, Коринь Андрей Александрович, Губайдулин Вячеслав Фуатович, Шум Валентин Борисович, Коцегуб Павел Харитонович, Христиченко Александр Николаевич
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатки, спосіб, злитків
Код посилання
<a href="https://ua.patents.su/4-7900-sposib-prokatki-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки злитків</a>
Спосіб прокатки злитків на дуореверсивному стані
Номер патенту: 8080
Опубліковано: 26.12.1995
Автори: Отерін Володимир Давидович, Кукуй Давид Пенхусович, Терещенко Володимир Петрович, Коцегуб Павло Харитонович, Лам Матвій Маркович, Корінь Андрій Олександрович, Пілюшенко Олександр Віталійович, Левицький Анатолій Петрович, Светлічний Олексій Васильйович, Губайдулін Вячеслав Фуатович
МПК: B21B 1/02
Мітки: прокатки, дуореверсивному, злитків, спосіб, стані
Формула / Реферат:
Способ прокатки с различными массами слитков на дуореверсивных станах, включающий задачу слитков с различными массами в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков в очаге деформации, отличающийся тем, что, с целью повышения качества проката путем улучшения условий захвата металла валками при прокатке, соотношение скоростей задачи слитков в валки выдерживают в пределахгде VМ, VБ -...
Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Омєсь Миколай Михайлович, Ротару Іон Теодорович, Шеремет Володимир Олександрович, Макаров Григорій Арестович, Аскерко Григорій Михайлович, Нечепоренко Володимир Андрійович, Полуновський Ісаак Овсійович, Кукуй Давид Пенхусович, Тільга Степан Сергійович
МПК: B21B 1/02
Мітки: спосіб, прокатки, злитків
Формула / Реферат:
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Спосіб прокатки листів та смуг

Номер патенту: 7898
Опубліковано: 26.12.1995
Автори: Мітьєв Анатолій Петрович, Кліменко Ігор Валентинович, Горелік Вадім Семенович, Феофілактов Андрій Вікторович, Байков Євген Вікторович
МПК: B21B 1/22
Мітки: спосіб, прокатки, листів, смуг
Формула / Реферат:
Способ прокатки листов и полос, включающий прокатку с рассогласованием окружных скоростей рабочих валков в функции вытяжки полосы в каждом проходе, отличающийся тем, что, с целью повышения качества проката за счет шлифования поверхности в процессе прокатки, прокатку производят с пробуксовкой одного из валков.
Спосіб гарячої прокатки
Номер патенту: 7895
Опубліковано: 26.12.1995
Автори: Столба Володимір Анатолійович, Корінь Андрій Олександрович, Левицький Анатолій Петрович, Губайдулін Вячеслав Фуатович, Абалешев Валерій Олександрович, Шум Валентин Борисович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: гарячої, прокатки, спосіб
Формула / Реферат:
Способ горячей прокатки, включающий нагрев заготовки, деформацию в несколько проходов, подстуживание поверхности проката и последующую прокатку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем...
Спосіб прокатки заготовок на обтискних і заготівельних станах

Номер патенту: 7958
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Альохін Вячеслав Григорович, Мінаєв Олександр Анатолійович, Азаров Сергій Іванович, Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Кац Давід Наумович, Альохін Сергій Григорович, Ємченко Юрій Борисович
МПК: B21B 1/02
Мітки: обтискних, прокатки, станах, заготівельних, заготовок, спосіб
Формула / Реферат:
Способ прокатки заготовок на обжимных и заготовочных станах, включающий деформацию заготовки в ящичных калибрах с формированием впадин на обжимаемых гранях глубиной, составляющей 15-30% от величины абсолютного обжатия в первом пропуске последующего калибра, отличающийся тем, что при прокатке заготовки с отношением длины дуги контакта к средней ее высоте в последнем пропуске предыдущего ящичного калибра в пределах 0,5-0,8 в первом пропуске...
Попередній патент: Заготівка для виробництва горячекатаних листів
Наступний патент: Спосіб прокатки-розділення
Випадковий патент: Шнек екструдера для переробки полімерних матеріалів