Вузол стерилізації поданого з рулону матеріалу в машині для пакування розливних харчових продуктів
Номер патенту: 76819
Опубліковано: 15.09.2006
Автори: Річчі Ерманно, Веллані Фабіо, Андерссон Ян, Сьоренсен Карстен, Еліас Детлеф, Ферраріні Філіппо
Формула / Реферат
1. Вузол (3) стерилізації, призначений для стерилізації стрічки (2) пакувального матеріалу в машині (1) для пакування розливних харчових продуктів, де до складу вузла стерилізації входять:
ванна (7), котра містить стерилізуючий засіб, у який безперервно подається згадана стрічка (2);
асептичне середовище (30), яке містить камеру обробки (8), зв'язану з виходом (12) із згаданої ванни (7), і містить засоби (17) висушування для видалення залишків стерилізуючого засобу із згаданої стрічки (2); та асептичну камеру (25), яка зв'язана із згаданою камерою обробки (8) через отвір (27) для проходу згаданої стрічки (2), і в якій згадана стрічка (2) згортається і поздовжньо зварюється з утворенням труби (29), котра безперервно заповнюється продуктом, що підлягає пакуванню;
згадані засоби (17) висушування, які містять принаймні одне сопло (22) для спрямування потоку стерильного повітря на згадану стрічку (2); та
контур (24) обробки повітря для регулювання умов процесу в згаданому асептичному середовищі (30), де контур містить засоби (40) усмоктування, призначені для всмоктування повітря із згаданої камери обробки (8); та засоби (41) обробки повітря, що містять перші нагрівальні засоби (45) і перші засоби (55, 56) постачання для подавання стерильного повітря всередину згаданої асептичної камери (25);
який відрізняється тим, що містить другі засоби постачання (54) для подавання стерильного повітря від згаданих засобів (41) обробки повітря до згаданого сопла (22); і другі нагрівальні засоби (69), зв'язані із згаданими другими засобами постачання (54) з метою регулювання температури повітря, що подається до згаданого сопла (22).
2. Вузол за п. 1, який відрізняється тим, що містить перші клапанні засоби (50) для приєднання, з можливістю регулювання, згаданих перших засобів (55, 56) постачання і згаданих других засобів постачання (54) до згаданих засобів (41) обробки повітря.
3. Вузол за п. 2, який відрізняється тим, що згадані перші клапанні засоби містять розподільний пристрій (50), який має вхід (51), з'єднаний із згаданими засобами (41) обробки повітря, два виходи, які приєднані, до згаданих перших засобів (55, 56) постачання і згаданих других засобів постачання (54), відповідно, і першу та другу заслінки (57, 58) для регулювання потоку від згаданого входу (51) до кожного із згаданих виходів (52, 53).
4. Вузол за п. 3, який відрізняється тим, що згаданий розподільний пристрій (50) містить корпус (60), котрий має циліндричну порожнину (61), яка в свою чергу має вісь (В);
при цьому згаданий вхід (51) і згадані виходи (52, 53) визначаються відповідними отворами, які виконані у згаданому корпусі (60) і мають осі (D, С), перпендикулярні до згаданої осі (В) згаданої порожнини (61) та з'єднані із згаданою порожниною.
5. Вузол за п. 4, який відрізняється тим, що згадані заслінки (57, 58) мають відповідні циліндричні ущільнювальні поверхні (64), коаксіальні із згаданою порожниною (61), котрі герметично ковзають по внутрішній поверхні згаданої порожнини (61).
6. Вузол за п. 5, який відрізняється тим, що згадані заслінки (57, 58) обертаються навколо згаданої осі (В) згаданої порожнини (61).
7. Вузол за п. 6, який відрізняється тим, що згаданими заслінками (57, 58) керують відповідні приводи (65, 66).
8. Вузол за будь-яким одним із пунктів від 3 до 7, який відрізняється тим, що одна (57) із згаданих заслінок має отвір (68), котрий уможливлює існування залишкового потоку до згаданих других засобів постачання (54), навіть коли згаданий другий вихід (52) закритий.
9. Вузол за будь-яким одним із попередніх пунктів, який відрізняється тим, що він містить перехідну камеру (6), котра зв'язана із входом (11) у ванну (7) та, із згаданими засобами (40) усмоктування; і другі клапанні засоби (74, 75), котрі розміщені між згаданою камерою обробки (8) і згаданою перехідною камерою (6) та можуть рухатися між відкритим положенням, в якому згадана камера обробки (8) безпосередньо зв'язана із згаданою перехідною камерою (6), і закритим положенням, в якому згадана камера обробки (8) зв'язана із згаданою перехідною камерою (6) через згадану ванну (7).
10. Вузол за будь-яким одниміз попередніх пунктів, який відрізняється тим, що він містить бар'єр (80) для створення локального перепаду тиску між згаданою асептичною камерою (25) і згаданою камерою обробки (8); при цьому згаданим бар'єром (80) визначається згаданий отвір (27), через який надходить згадана стрічка (2), між згаданою камерою обробки (8) і згаданою асептичною камерою (25).
11. Вузол за одним із попередніх пунктів, який відрізняється тим, що згаданий отвір (27) виконано асиметричним відносно площини переміщення стрічки (2), оснащеної відкривальними пристроями (5), причому отвір (27) вищий з того боку, що обернений до поверхні згаданої стрічки (2), з якої видаються згадані відкривальні пристрої (5).
12. Вузол за п. 11, який відрізняється тим, що він містить ролик (31), котрий призначено для спрямування згаданої стрічки (2) і котрий міститься в згаданій асептичній камері (25) безпосередньо нижче по потоку від згаданого отвору (27); при цьому згаданий бар'єр містить перегородку (80), якою визначається згаданий отвір (27) і яка має форму, щоб бути ближче до згаданого ролика (31).
13. Вузол за будь-яким одним із пунктів від 9 до 12, який відрізняється тим, що згадана перехідна камера зв'язана із зовнішнім середовищем через нормально закритий прохід (70), який відкривається під дією пониженого тиску.
Текст
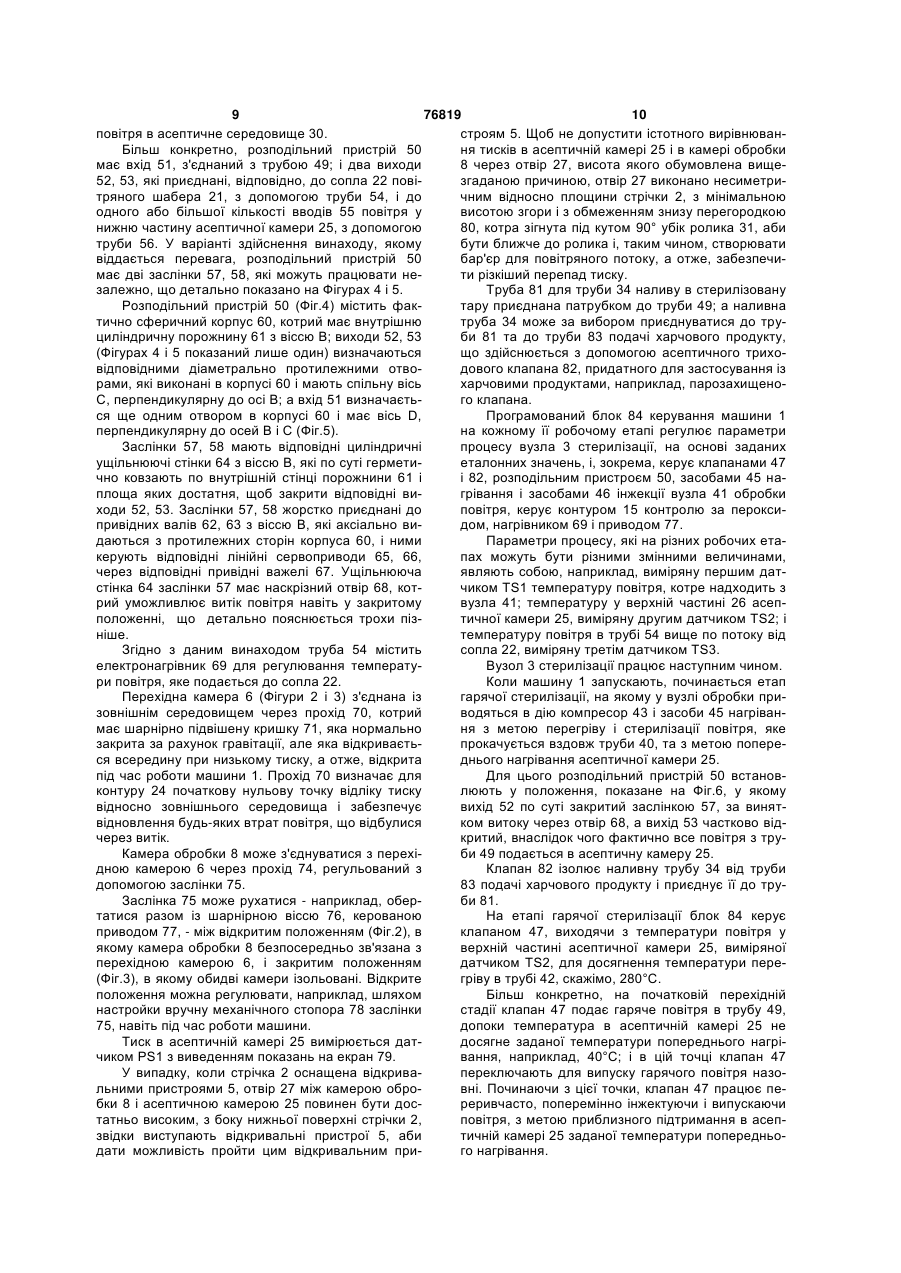
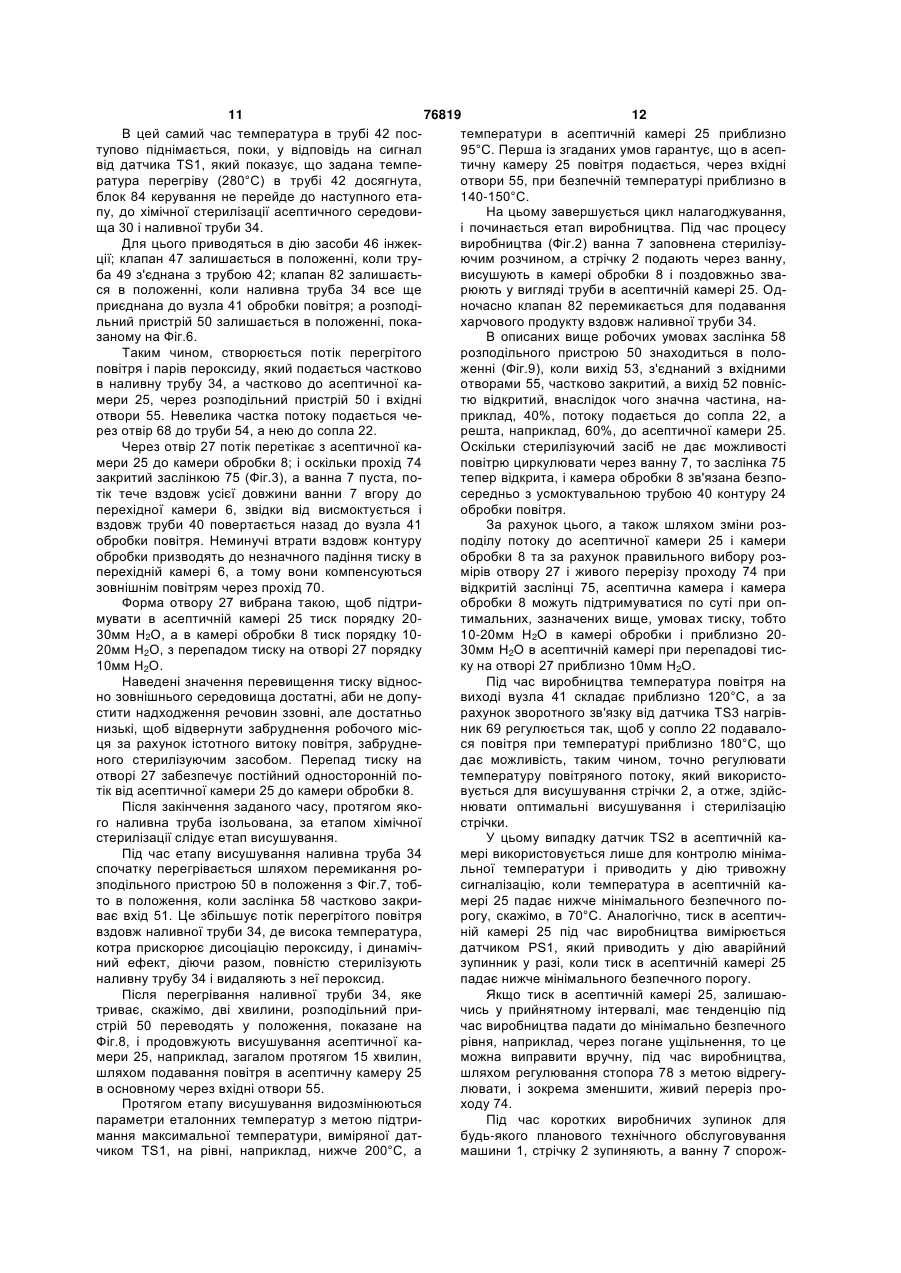
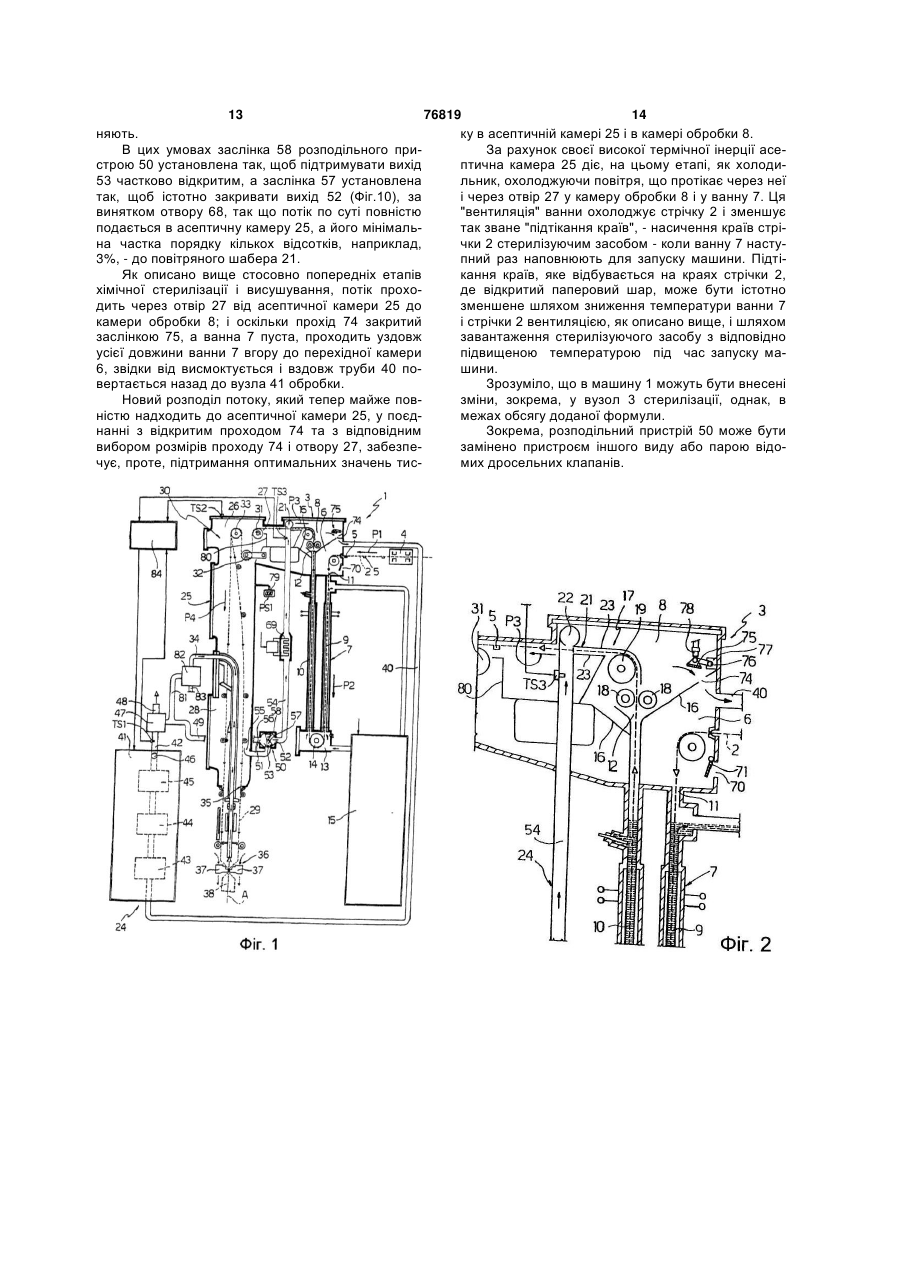
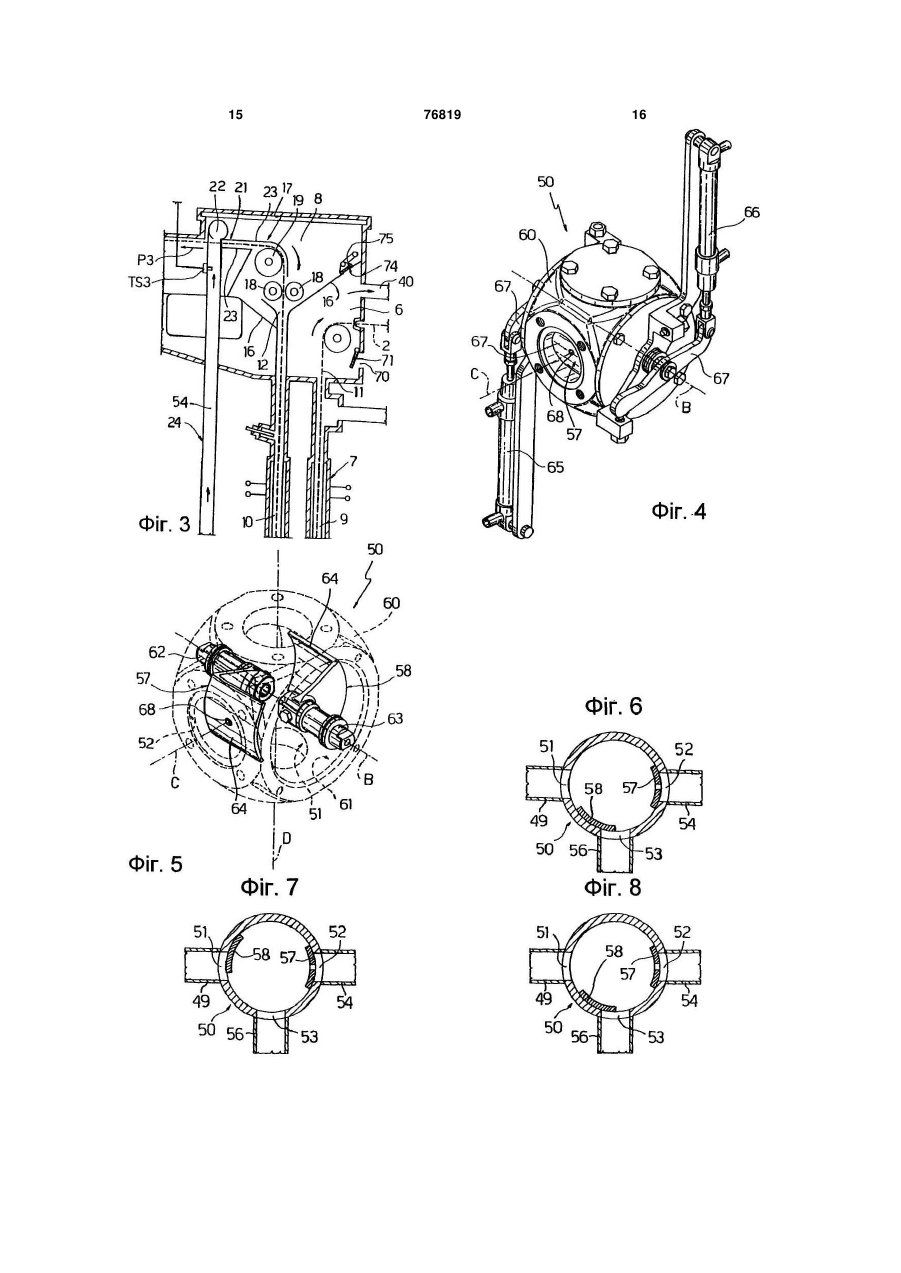
1. Вузол (3) стерилізації, призначений для стерилізації стрічки (2) пакувального матеріалу в машині (1) для пакування розливних харчових продуктів, де до складу вузла стерилізації входять: ванна (7), котра містить стерилізуючий засіб, у який безперервно подається згадана стрічка (2); асептичне середовище (30), яке містить камеру обробки (8), зв'язану з виходом (12) із згаданої ванни (7), і містить засоби (17) висушування для видалення залишків стерилізуючого засобу із згаданої стрічки (2); та асептичну камеру (25), яка зв'язана із згаданою камерою обробки (8) через отвір (27) для проходу згаданої стрічки (2), і в якій згадана стрічка (2) згортається і поздовжньо зварюється з утворенням труби (29), котра безперервно заповнюється продуктом, що підлягає пакуванню; згадані засоби (17) висушування, які містять принаймні одне сопло (22) для спрямування потоку стерильного повітря на згадану стрічку (2); та контур (24) обробки повітря для регулювання умов процесу в згаданому асептичному середовищі (30), де контур містить засоби (40) усмоктування, призначені для всмоктування повітря із згаданої камери обробки (8); та засоби (41) обробки повітря, що містять перші нагрівальні засоби (45) і перші засоби (55, 56) постачання для подавання стерильного повітря всередину згаданої асептичної камери (25); який відрізняється тим, що містить другі засоби постачання (54) для подавання стерильного повітря від згаданих засобів (41) обробки повітря до 2 (19) 1 3 76819 4 11. Вузол за одним із попередніх пунктів, який відкамеру (6), котра зв'язана із входом (11) у ванну різняється тим, що згаданий отвір (27) виконано (7) та, із згаданими засобами (40) усмоктування; і другі клапанні засоби (74, 75), котрі розміщені між асиметричним відносно площини переміщення згаданою камерою обробки (8) і згаданою перехідстрічки (2), оснащеної відкривальними пристроями ною камерою (6) та можуть рухатися між відкритим (5), причому отвір (27) вищий з того боку, що обеположенням, в якому згадана камера обробки (8) рнений до поверхні згаданої стрічки (2), з якої вибезпосередньо зв'язана із згаданою перехідною даються згадані відкривальні пристрої (5). 12. Вузол за п. 11, який відрізняється тим, що він камерою (6), і закритим положенням, в якому згадана камера обробки (8) зв'язана із згаданою пемістить ролик (31), котрий призначено для спрямурехідною камерою (6) через згадану ванну (7). вання згаданої стрічки (2) і котрий міститься в зга10. Вузол за будь-яким одним із попередніх пункданій асептичній камері (25) безпосередньо нижче тів, який відрізняється тим, що він містить бар'єр по потоку від згаданого отвору (27); при цьому (80) для створення локального перепаду тиску між згаданий бар'єр містить перегородку (80), якою згаданою асептичною камерою (25) і згаданою визначається згаданий отвір (27) і яка має форму, камерою обробки (8); при цьому згаданим бар'єщоб бути ближче до згаданого ролика (31). ром (80) визначається згаданий отвір (27), через 13. Вузол за будь-яким одним із пунктів від 9 до 12, який відрізняється тим, що згадана перехідна який надходить згадана стрічка (2), між згаданою камерою обробки (8) і згаданою асептичною камекамера зв'язана із зовнішнім середовищем через рою (25). нормально закритий прохід (70), який відкривається під дією пониженого тиску. Винахід стосується вузла стерилізації поданого з рулону матеріалу в машині для пакування розливних харчових продуктів. Відомі машини для пакування розливних харчових продуктів, як-то: плодово-ягідного соку, вина, томатного соусу, пастеризованого молока або молока тривалого зберігання (ультрависокої пастеризації) тощо, в яких упаковки формуються з нескінченої труби пакувального матеріалу, утвореної з поздовжньо звареної стрічки. Пакувальний матеріал має багатошарову структуру, яка містить шар паперу, з обох боків покритий шарами термозварюваного матеріалу, наприклад, поліетилену. А у випадку асептичних упаковок для харчових продуктів тривалого зберігання, наприклад, молока ультрависокої пастеризації, пакувальний матеріал містить шар захисного матеріалу, яким є, наприклад, алюмінієва фольга, і який накладають на шар термозварюваного пластичного матеріалу та в свою чергу покривають іншим шаром термозварюваного пластичного матеріалу, котрий зрештою і є внутрішньою поверхнею упаковки, а отже, контактує з харчовим продуктом. Для виготовлення асептичних упаковок стрічка пакувального матеріалу розмотується з барабана і проходить через вузол стерилізації, в якому вона стерилізується, наприклад, шляхом занурення у ванну з рідким стерилізуючим засобом, таким як розчин концентрованого пероксиду водню у воді. Більш конкретно, вузол стерилізації містить ванну, на практиці заповнену стерилізуючим засобом, у який безперервно падають стрічку. Для зручності ванна складається з двох паралельних відгалужень, з'єднаних знизу з утворенням Uподібного маршруту, достатньо довгого для того, щоб гарантувати обробку пакувального матеріалу протягом достатньо тривалого відрізку часу. Для ефективної обробки у відносно короткий часовий період, а отже, з метою зменшення розмірів стерилізаційної камери, стерилізуючий засіб повинен підтримуватися при підвищеній температурі, наприклад, порядку 70°С. Вузол стерилізації містить також камеру обробки, яка розміщена над ванною і в якій стрічка пакувального матеріалу висушується; та асептичну камеру, в якій стрічка згортається і поздовжньо зварюється з утворенням труби, котра далі безперервно заповнюється продуктом, що підлягає пакуванню. Більш конкретно, в камері обробки стрічку обробляють з метою видалення будь-яких залишків стерилізуючого засобу, прийнятна кількість якого в запакованому продукті регулюється жорсткими стандартами (максимально допустима кількість знаходиться в області кількох часток на мільйон). Така обробка, зазвичай, складається з механічного видалення будь-яких крапель, що знаходяться на матеріалі, з наступним висушуванням повітрям. Краплі можуть бути видалені, наприклад, пропусканням матеріалу через пару віджимних валків, які для зручності розміщені поблизу входу в камеру обробки, і після проходження яких матеріал все ще покритий плівкою стерилізуючого засобу, але на ньому немає макроскопічних крапель. Висушування може виконуватися шляхом спрямування струменів стерильного повітря на матеріал. Перед тим, як стрічка покине асептичну камеру, її скручують у циліндр і поздовжньо зварюють з утворенням, у відомий спосіб, нескінченої поздовжньо звареної, вертикальної труби. Іншими словами, труба пакувального матеріалу утворює подовження асептичної камери і безперервно заповнюється розливним харчовим продуктом, а потім для формування окремих упаковок подається до пристрою формування і (поперечного) заварювання, де труба стискається у поперечному напрямі парою затискних губок і зварюється з утворенням подушкоподібних пакетів. Подушкоподібні пакети відділяються шляхом 5 76819 6 розрізування заварених зон між пакетами і далі обробки, зв'язану з виходом із згаданої ванни, і подаються на кінцевий згинальний пристрій, де містить засоби висушування для видалення заливони механічно згинаються з набуттям завершеної шків стерилізуючого засобу із згаданої стрічки; та форми. асептичну камеру, яка зв'язана із згаданою камеПакувальні машини згаданого вище типу широю обробки через отвір для проходу згаданої роко і задовільно використовуються в багатьох стрічки і в якій згадана стрічка згортається і поздогалузях харчової промисловості для виготовлення вжньо зварюється з утворенням труби, котра безасептичних упаковок з поданого з рулону пакуваперервно заповнюється продуктом, що підлягає льного матеріалу. Зокрема, експлуатаційні харакпакуванню; теристики вузла стерилізації забезпечують цілком згадані засоби висушування, які містять придостатнє узгодження із стандартами, якими регунаймні одне сопло для спрямування потоку стерилюється стерильність упаковок і кількість залишльного повітря на згадану стрічку; та кового стерилізуючого засобу. контур обробки повітря для регулювання умов Однак, власне в цій промисловості відчуваєтьпроцесу в згаданому асептичному середовищі, де ся потреба проведення подальших удосконалень, контур містить засоби усмоктування, призначені зокрема, стосовно регулювання температури повідля всмоктування повітря із згаданої камери обтря, яке використовується для висушування стрічробки; та засоби обробки повітря, що містять перки пакувального матеріалу у вузлі стерилізації. ші нагрівальні засоби і перші засоби постачання Дійсно, випробовування показали, що локальдля подавання стерильного повітря всередину на обробка гарячим повітрям на виході з ванни із згаданої асептичної камери; стерилізуючим засобом, окрім висушування стрічякий відрізняється тим, що містить другі засоки, одночасно підвищує ефективність стерилізуюби постачання для подавання стерильного повітря чого засобу. від згаданих засобів обробки повітря до згаданого У відомих машинах тиск і температурні умови сопла; і другі нагрівальні засоби, зв'язані із згадав камері обробки і в асептичній камері зазвичай ними другими засобами постачання, для регулюрегулюються з допомогою замкненого контуру обвання температури повітря, що подається до згаробки повітря, який висмоктує повітря з камери даного сопла. обробки і подає його назад в асептичну камеру, Отже, температура повітря, що подається в температура в якій контролюється датчиком. Поасептичну камеру, і повітря, випущеного соплом з токи повітря, що спрямовані на пакувальний матеметою висушування стрічки, може за будь-яких ріал, можуть створюватися "повітряними шабераробочих умов ефективно і незалежно регулюватими", повітря до яких подається із стерильної ся для досягнення оптимального висушування і камери, наприклад, з допомогою рециркуляційного стерилізації, без ризику пошкодити пакувальний трубопроводу, як це показано в документі ЕР-Аматеріал через обдування його надмірно гарячим 1050467. повітрям. Оскільки в цьому рішенні температура повітря, У варіанті здійснення винаходу, якому віддаподаного повітряними шаберами, не може регується перевага, передбачені клапанні засоби для люватися незалежно, то надзвичайно важко досяприєднування першого засобу постачання і другогти балансу параметрів процесу, розрахованого на го засобу постачання, з можливістю регулювання, одночасну оптимізацію ефективності висушування до засобів обробки повітря, внаслідок чого стериі стерилізації ("показник знезараження"). льне повітря, котре подається в асептичне сереУ відомому альтернативному рішенні висушудовище, може бути по-різному розподілено між вання здійснюється в низькому висушувальному асептичною камерою і соплом, в залежності від каналі, через який матеріал подається з камери робочого етапу в машині, аби весь час вона праобробки в асептичну камеру. Однак, і в цьому вицювала в умовах оптимального тиску. падку відсутнє незалежне регулювання темпераДалі варіант здійснення даного винаходу, якотури повітря всередині висушувального каналу. му віддається перевага і який не вносить обмеІншою проблемою, що виникає в зв'язку з нежень, буде описано, як приклад, з посиланням на достатнім регулюванням температури повітря, яке додані ілюстрації, де: подається в асептичну камеру, є ризик перегріву на Фіг.1 схематично показана машина для папакувального матеріалу в реальних робочих умокування розливних харчових продуктів, і особлива вах, що призводить до "утворення пузирів" між увага приділена вузлу стерилізації згідно з даним шарами. винаходом; Задачею даного винаходу є запропонувати вуна Фіг.2 і 3 схематично показані часткові перезол для стерилізації пакувального матеріалу, консрізи вузла стерилізації згідно з винаходом у двох трукція якого дозволила б усунути згадані вище різних робочих умовах; недоліки, що типово пов'язуються з відомими вузна Фіг.4 показана перспектива розподільного лами. пристрою, призначеного для регулювання потоку Згідно з даним винаходом пропонується вузол повітря, спрямованого до вузла стерилізації; стерилізації, призначений для стерилізації стрічки на Фіг.5 показана перспектива розподільного пакувального матеріалу в машині для пакування пристрою з Фіг.4, де для ясності видалені деякі розливних харчових продуктів, де до складу вузла деталі; стерилізації входять: на Фіг.6, 7, 8, 9 і 10 показані різні положення ванна, котра містить стерилізуючий засіб, у розподільного пристрою в різних робочих умовах який безперервно подається згадана стрічка; машини. асептичне середовище, яке містить камеру Позицією 1 на Фіг.1 позначено загалом усю 7 76819 8 машину для пакування розливних харчових продументі ЕР-А-1050468, аби забезпечити прохід відкктів і для безперервного виробництва асептичних ривальних пристроїв 5 без їх взаємодії з роликаупаковок розливного харчового продукту з поданоми. го з рулону пакувального матеріалу 2 (котрий далі Нижче по потоку від віджимних роликів 18 згадується просто, як "стрічка 2"). стрічка 2 з допомогою привідного ролика 19 відхиМашина 1 містить вузол 3 стерилізації, який ляється вздовж горизонтальної траєкторії Р3. призначений для стерилізації стрічки 2 і до якого Засоби висушування 17 містять також відомий стрічка 2 подається з барабана (не показаний) так званий "повітряний шабер" 21 (показаний схеуздовж траєкторії Р1. матично), який утворений соплом 22 для спрямуМашина 1 містить також блок 4, розміщений вання струменя повітря на горішню поверхню стрівище по потоку від вузла 3 стерилізації, для начки 2, котрою на практиці зрештою визначається кладання відкривальних пристроїв 5 багаторазової внутрішня поверхня кожної упаковки, і двома пладії на стрічку 2, який євідомим пристроєм для інстинами 23, котрі спрямовують струмінь по суті жекції пластичного матеріалу у форму, і крізь який паралельно, але назустріч, до напряму перемікроками подають стрічку 2. На виході з блока 4 щення стрічки 2. стрічка містить послідовність розміщених на однаСопло 22 є частиною контуру 24 обробки повіковій відстані один від одного відкривальних притря, який трохи пізніше описано детально. строїв 5 (на Фіг.1 вони схематично показані лише Вузол 3 стерилізації містить також вертикальна частині стрічки 2), які видаються з однієї поверну асептичну камеру або колону 25, котра має хні стрічки 2 - в наведеному прикладі, з нижньої верхню частину 26, яка через отвір 27 для проходу поверхні. стрічки 2 зв'язана з камерою обробки 8, і видовжеВузол стерилізації 3 містить перехідну камеру ну нижню частину 28, у якій стрічка 2 поздовжньо 6, в яку стрічка 2 подається спочатку; стерилізазгортається в циліндр і поздовжньо зварюється з ційну ванну 7, котра містить рідкий стерилізуючий утворенням нескінченої труби 29 пакувального засіб, наприклад, 30%-й розчин пероксиду водню матеріалу з вертикальною віссю Α. Таким чином, (Н2О2) у воді, через який подають стрічку 2; і камеасептичною камерою 25 разом з камерою обробки ру обробки 8, у якій стрічка 2 висушується, як це 8 визначається асептичне середовище 30. детально пояснюється трохи пізніше. Верхня частина 26 містить низку привідних і Ванна 7 являє собою по суті U-подібну трубу, напрямних роликів 31, 32, 33 для спрямування яка під час роботи заповнена до заданого рівня стрічки 2 з горизонтальної траєкторії Р3 до вертистерилізуючим засобом і яка в свою чергу утворекальної траєкторії Р4, яка паралельна осі А труби на двома вертикальними, відповідно, вхідним і 29. Більш конкретно, ролик 31 є рушійним і розмівихідним, відгалуженнями 9, 10, що мають згори щений безпосередньо нижче по потоку від отвору відповідні отвори 11, 12, котрими для стрічки 2, 27; ролик 32 натяжний і являє собою механізм відповідно, визначаються вхід у ванну 7 і вихід з натягу; а ролик 33 також натяжний і забезпечує неї і котрі зв'язані, відповідно, з перехідною камепідтягування стрічки 2 і її відхилення донизу. рою 6 і камерою обробки 8. Знизу обидва відгалуТруба 29, яка сформована нижче по потоку від ження з'єднані нижньою частиною 13 ванни 7, де ролика 33 у відомий спосіб, котрий не описано, знаходиться горизонтальний привідний ролик 14. безперервно заповнюється продуктом через налиОтже, всередині ванни 7 стрічка 2 рухається вну трубу 34 і подається донизу назовні через нивздовж U-подібної траєкторії Р2, довжину якої вижній отвір 35 в асептичній камері 25, утворюючи, бирають так, щоб забезпечити, що пакувальний таким чином, по суті подовження асептичної каматеріал протягом достатньо тривалого часу мери. утримується у стерилізуючому засобі. Машина 1 містить відомий вузол 36 формуВанна 7 приєднана до відомого контуру 15 ковання і поперечного заварювання (не показаний у нтролю за пероксидом (в деталях не показаний), і деталях), у якому труба 29 пакувального матеріапід час роботи в ній підтримується регульована лу стискається і зварюється упоперек парою губок температура, наприклад, порядку 70°С. 37 з утворенням асептичних подушкоподібних паКамера обробки 8 (Фігури 2 і 3) знаходиться кетів 38, котрі зрештою відрізаються і у відомий над перехідною камерою 6 і відділена від неї переспосіб згинаються з набуттям форми окремих упагородками 16 та містить засоби висушування, заковок. гальна позиція 17, призначені для видалення заКонтур 24 обробки повітря містить усмоктувалишків стерилізуючого засобу із стрічки 2. льну трубу 40, котра зв'язана з перехідною камеЗасоби висушування 17 (Фігури 2 і 3) містять рою 6; та відомий вузол обробки 41 (не показаний два паралельні, горизонтальні, натяжні віджимні у деталях), який має вхід, приєднаний до труби 40, ролики 18 - принаймні один з яких покритий відноі вихідну трубу 42. Вузол обробки 41 містить, у сно м'яким матеріалом - котрі розміщені поблизу відомий спосіб, компресор 43; засоби 44 очищення входу в камеру обробки 8, з обох боків стрічки 2, і для видалення залишків стерилізуючого засобу; котрі взаємодіють з відповідними протилежними засоби 45 нагрівання для нагрівання і стерилізації поверхнями стрічки 2 і чинять на них тиск, аби віповітря; засоби 46 інжекції для розпилювання стеджати всі краплі стерилізуючого засобу і повернурилізуючого засобу у вихідній трубі 42. ти назад у ванну 7. Вихідна труба 42 приєднана до входу трихоДля зручності віджимні ролики 18 містять віддового клапана 47, який має вихід, приєднаний до повідні проміжні ділянкименшого діаметра (не випускного отвору 48, і вихід, приєднаний до труби показані), які кореспондуються з поздовжньою 49, що веде до розподільного пристрою 50, котрий проміжною ділянкою стрічки 2, як показано в докупризначений для регулювання потоку стерильного 9 76819 10 повітря в асептичне середовище 30. строям 5. Щоб не допустити істотного вирівнюванБільш конкретно, розподільний пристрій 50 ня тисків в асептичній камері 25 і в камері обробки має вхід 51, з'єднаний з трубою 49; і два виходи 8 через отвір 27, висота якого обумовлена вище52, 53, які приєднані, відповідно, до сопла 22 повізгаданою причиною, отвір 27 виконано несиметритряного шабера 21, з допомогою труби 54, і до чним відносно площини стрічки 2, з мінімальною одного або більшої кількості вводів 55 повітря у висотою згори і з обмеженням знизу перегородкою нижню частину асептичної камери 25, з допомогою 80, котра зігнута під кутом 90° убік ролика 31, аби труби 56. У варіанті здійснення винаходу, якому бути ближче до ролика і, таким чином, створювати віддається перевага, розподільний пристрій 50 бар'єр для повітряного потоку, а отже, забезпечимає дві заслінки 57, 58, які можуть працювати нети різкіший перепад тиску. залежно, що детально показано на Фігурах 4 і 5. Труба 81 для труби 34 наливу в стерилізовану Розподільний пристрій 50 (Фіг.4) містить фактару приєднана патрубком до труби 49; а наливна тично сферичний корпус 60, котрий має внутрішню труба 34 може за вибором приєднуватися до труциліндричну порожнину 61 з віссю В; виходи 52, 53 би 81 та до труби 83 подачі харчового продукту, (Фігурах 4 і 5 показаний лише один) визначаються що здійснюється з допомогою асептичного триховідповідними діаметрально протилежними отводового клапана 82, придатного для застосування із рами, які виконані в корпусі 60 і мають спільну вісь харчовими продуктами, наприклад, парозахищеноС, перпендикулярну до осі В; а вхід 51 визначаєтьго клапана. ся ще одним отвором в корпусі 60 і має вісь D, Програмований блок 84 керування машини 1 перпендикулярну до осей В і С (Фіг.5). на кожному її робочому етапі регулює параметри Заслінки 57, 58 мають відповідні циліндричні процесу вузла 3 стерилізації, на основі заданих ущільнюючі стінки 64 з віссю В, які по суті герметиеталонних значень, і, зокрема, керує клапанами 47 чно ковзають по внутрішній стінці порожнини 61 і і 82, розподільним пристроєм 50, засобами 45 наплоща яких достатня, щоб закрити відповідні вигрівання і засобами 46 інжекції вузла 41 обробки ходи 52, 53. Заслінки 57, 58 жорстко приєднані до повітря, керує контуром 15 контролю за пероксипривідних валів 62, 63 з віссю В, які аксіально видом, нагрівником 69 і приводом 77. даються з протилежних сторін корпуса 60, і ними Параметри процесу, які на різних робочих етакерують відповідні лінійні сервоприводи 65, 66, пах можуть бути різними змінними величинами, через відповідні привідні важелі 67. Ущільнююча являють собою, наприклад, виміряну першим датстінка 64 заслінки 57 має наскрізний отвір 68, котчиком TS1 температуру повітря, котре надходить з рий уможливлює витік повітря навіть у закритому вузла 41; температуру у верхній частині 26 асепположенні, що детально пояснюється трохи пізтичної камери 25, виміряну другим датчиком TS2; і ніше. температуру повітря в трубі 54 вище по потоку від Згідно з даним винаходом труба 54 містить сопла 22, виміряну третім датчиком TS3. електронагрівник 69 для регулювання температуВузол 3 стерилізації працює наступним чином. ри повітря, яке подається до сопла 22. Коли машину 1 запускають, починається етап Перехідна камера 6 (Фігури 2 і 3) з'єднана із гарячої стерилізації, на якому у вузлі обробки призовнішнім середовищем через прохід 70, котрий водяться в дію компресор 43 і засоби 45 нагріванмає шарнірно підвішену кришку 71, яка нормально ня з метою перегріву і стерилізації повітря, яке закрита за рахунок гравітації, але яка відкриваєтьпрокачується вздовж труби 40, та з метою попереся всередину при низькому тиску, а отже, відкрита днього нагрівання асептичної камери 25. під час роботи машини 1. Прохід 70 визначає для Для цього розподільний пристрій 50 встановконтуру 24 початкову нульову точку відліку тиску люють у положення, показане на Фіг.6, у якому відносно зовнішнього середовища і забезпечує вихід 52 по суті закритий заслінкою 57, за винятвідновлення будь-яких втрат повітря, що відбулися ком витоку через отвір 68, а вихід 53 частково відчерез витік. критий, внаслідок чого фактично все повітря з труКамера обробки 8 може з'єднуватися з перехіби 49 подається в асептичну камеру 25. дною камерою 6 через прохід 74, регульований з Клапан 82 ізолює наливну трубу 34 від труби допомогою заслінки 75. 83 подачі харчового продукту і приєднує її до труЗаслінка 75 може рухатися - наприклад, оберби 81. татися разом із шарнірною віссю 76, керованою На етапі гарячої стерилізації блок 84 керує приводом 77, - між відкритим положенням (Фіг.2), в клапаном 47, виходячи з температури повітря у якому камера обробки 8 безпосередньо зв'язана з верхній частині асептичної камери 25, виміряної перехідною камерою 6, і закритим положенням датчиком TS2, для досягнення температури пере(Фіг.3), в якому обидві камери ізольовані. Відкрите гріву в трубі 42, скажімо, 280°С. положення можна регулювати, наприклад, шляхом Більш конкретно, на початковій перехідній настройки вручну механічного стопора 78 заслінки стадії клапан 47 подає гаряче повітря в трубу 49, 75, навіть під час роботи машини. допоки температура в асептичній камері 25 не Тиск в асептичній камері 25 вимірюється датдосягне заданої температури попереднього нагрічиком PS1 з виведенням показань на екран 79. вання, наприклад, 40°С; і в цій точці клапан 47 У випадку, коли стрічка 2 оснащена відкривапереключають для випуску гарячого повітря назольними пристроями 5, отвір 27 між камерою обровні. Починаючи з цієї точки, клапан 47 працює пебки 8 і асептичною камерою 25 повинен бути досреривчасто, поперемінно інжектуючи і випускаючи татньо високим, з боку нижньої поверхні стрічки 2, повітря, з метою приблизного підтримання в асепзвідки виступають відкривальні пристрої 5, аби тичній камері 25 заданої температури попередньодати можливість пройти цим відкривальним приго нагрівання. 11 76819 12 В цей самий час температура в трубі 42 постемператури в асептичній камері 25 приблизно тупово піднімається, поки, у відповідь на сигнал 95°С. Перша із згаданих умов гарантує, що в асепвід датчика TS1, який показує, що задана темпетичну камеру 25 повітря подається, через вхідні ратура перегріву (280°С) в трубі 42 досягнута, отвори 55, при безпечній температурі приблизно в блок 84 керування не перейде до наступного ета140-150°С. пу, до хімічної стерилізації асептичного середовиНа цьому завершується цикл налагоджування, ща 30 і наливної труби 34. і починається етап виробництва. Під час процесу Для цього приводяться в дію засоби 46 інжеквиробництва (Фіг.2) ванна 7 заповнена стерилізуції; клапан 47 залишається в положенні, коли труючим розчином, а стрічку 2 подають через ванну, ба 49 з'єднана з трубою 42; клапан 82 залишаєтьвисушують в камері обробки 8 і поздовжньо звася в положенні, коли наливна труба 34 все ще рюють у вигляді труби в асептичній камері 25. Одприєднана до вузла 41 обробки повітря; а розподіночасно клапан 82 перемикається для подавання льний пристрій 50 залишається в положенні, покахарчового продукту вздовж наливної труби 34. заному на Фіг.6. В описаних вище робочих умовах заслінка 58 Таким чином, створюється потік перегрітого розподільного пристрою 50 знаходиться в полоповітря і парів пероксиду, який подається частково женні (Фіг.9), коли вихід 53, з'єднаний з вхідними в наливну трубу 34, а частково до асептичної каотворами 55, частково закритий, а вихід 52 повнісмери 25, через розподільний пристрій 50 і вхідні тю відкритий, внаслідок чого значна частина, наотвори 55. Невелика частка потоку подається чеприклад, 40%, потоку подається до сопла 22, а рез отвір 68 до труби 54, а нею до сопла 22. решта, наприклад, 60%, до асептичної камери 25. Через отвір 27 потік перетікає з асептичної каОскільки стерилізуючий засіб не дає можливості мери 25 до камери обробки 8; і оскільки прохід 74 повітрю циркулювати через ванну 7, то заслінка 75 закритий заслінкою 75 (Фіг.3), а ванна 7 пуста, потепер відкрита, і камера обробки 8 зв'язана безпотік тече вздовж усієї довжини ванни 7 вгору до середньо з усмоктувальною трубою 40 контуру 24 перехідної камери 6, звідки від висмоктується і обробки повітря. вздовж труби 40 повертається назад до вузла 41 За рахунок цього, а також шляхом зміни розобробки повітря. Неминучі втрати вздовж контуру поділу потоку до асептичної камери 25 і камери обробки призводять до незначного падіння тиску в обробки 8 та за рахунок правильного вибору розперехідній камері 6, а тому вони компенсуються мірів отвору 27 і живого перерізу проходу 74 при зовнішнім повітрям через прохід 70. відкритій заслінці 75, асептична камера і камера Форма отвору 27 вибрана такою, щоб підтриобробки 8 можуть підтримуватися по суті при опмувати в асептичній камері 25 тиск порядку 20тимальних, зазначених вище, умовах тиску, тобто 30мм Н2О, а в камері обробки 8 тиск порядку 1010-20мм Н2О в камері обробки і приблизно 2020мм Н2О, з перепадом тиску на отворі 27 порядку 30мм Н2О в асептичній камері при перепадові тис10мм Н2О. ку на отворі 27 приблизно 10мм Н2О. Наведені значення перевищення тиску відносПід час виробництва температура повітря на но зовнішнього середовища достатні, аби не допувиході вузла 41 складає приблизно 120°С, а за стити надходження речовин ззовні, але достатньо рахунок зворотного зв'язку від датчика TS3 нагрівнизькі, щоб відвернути забруднення робочого місник 69 регулюється так, щоб у сопло 22 подавалоця за рахунок істотного витоку повітря, забруднеся повітря при температурі приблизно 180°С, що ного стерилізуючим засобом. Перепад тиску на дає можливість, таким чином, точно регулювати отворі 27 забезпечує постійний односторонній потемпературу повітряного потоку, який використотік від асептичної камери 25 до камери обробки 8. вується для висушування стрічки 2, а отже, здійсПісля закінчення заданого часу, протягом яконювати оптимальні висушування і стерилізацію го наливна труба ізольована, за етапом хімічної стрічки. стерилізації слідує етап висушування. У цьому випадку датчик TS2 в асептичній каПід час етапу висушування наливна труба 34 мері використовується лише для контролю мінімаспочатку перегрівається шляхом перемикання рольної температури і приводить у дію тривожну зподільного пристрою 50 в положення з Фіг.7, тобсигналізацію, коли температура в асептичній като в положення, коли заслінка 58 частково закримері 25 падає нижче мінімального безпечного поває вхід 51. Це збільшує потік перегрітого повітря рогу, скажімо, в 70°С. Аналогічно, тиск в асептичвздовж наливної труби 34, де висока температура, ній камері 25 під час виробництва вимірюється котра прискорює дисоціацію пероксиду, і динамічдатчиком PS1, який приводить у дію аварійний ний ефект, діючи разом, повністю стерилізують зупинник у разі, коли тиск в асептичній камері 25 наливну трубу 34 і видаляють з неї пероксид. падає нижче мінімального безпечного порогу. Після перегрівання наливної труби 34, яке Якщо тиск в асептичній камері 25, залишаютриває, скажімо, дві хвилини, розподільний причись у прийнятному інтервалі, має тенденцію під стрій 50 переводять у положення, показане на час виробництва падати до мінімально безпечного Фіг.8, і продовжують висушування асептичної карівня, наприклад, через погане ущільнення, то це мери 25, наприклад, загалом протягом 15 хвилин, можна виправити вручну, під час виробництва, шляхом подавання повітря в асептичну камеру 25 шляхом регулювання стопора 78 з метою відрегув основному через вхідні отвори 55. лювати, і зокрема зменшити, живий переріз проПротягом етапу висушування видозмінюються ходу 74. параметри еталонних температур з метою підтриПід час коротких виробничих зупинок для мання максимальної температури, виміряної датбудь-якого планового технічного обслуговування чиком TS1, на рівні, наприклад, нижче 200°С, а машини 1, стрічку 2 зупиняють, а ванну 7 спорож 13 76819 14 няють. ку в асептичній камері 25 і в камері обробки 8. В цих умовах заслінка 58 розподільного приЗа рахунок своєї високої термічної інерції асестрою 50 установлена так, щоб підтримувати вихід птична камера 25 діє, на цьому етапі, як холоди53 частково відкритим, а заслінка 57 установлена льник, охолоджуючи повітря, що протікає через неї так, щоб істотно закривати вихід 52 (Фіг.10), за і через отвір 27 у камеру обробки 8 і у ванну 7. Ця винятком отвору 68, так що потік по суті повністю "вентиляція" ванни охолоджує стрічку 2 і зменшує подається в асептичну камеру 25, а його мінімальтак зване "підтікання країв", - насичення країв стріна частка порядку кількох відсотків, наприклад, чки 2 стерилізуючим засобом - коли ванну 7 насту3%, - до повітряного шабера 21. пний раз наповнюють для запуску машини. ПідтіЯк описано вище стосовно попередніх етапів кання країв, яке відбувається на краях стрічки 2, хімічної стерилізації і висушування, потік проходе відкритий паперовий шар, може бути істотно дить через отвір 27 від асептичної камери 25 до зменшене шляхом зниження температури ванни 7 камери обробки 8; і оскільки прохід 74 закритий і стрічки 2 вентиляцією, як описано вище, і шляхом заслінкою 75, а ванна 7 пуста, проходить уздовж завантаження стерилізуючого засобу з відповідно усієї довжини ванни 7 вгору до перехідної камери підвищеною температурою під час запуску ма6, звідки від висмоктується і вздовж труби 40 пошини. вертається назад до вузла 41 обробки. Зрозуміло, що в машину 1 можуть бути внесені Новий розподіл потоку, який тепер майже повзміни, зокрема, у вузол 3 стерилізації, однак, в ністю надходить до асептичної камери 25, у поєдмежах обсягу доданої формули. нанні з відкритим проходом 74 та з відповідним Зокрема, розподільний пристрій 50 може бути вибором розмірів проходу 74 і отвору 27, забезпезамінено пристроєм іншого виду або парою відочує, проте, підтримання оптимальних значень тисмих дросельних клапанів. 15 76819 16 17 Комп’ютерна верстка О. Гапоненко 76819 Підписне 18 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUnit for sterilizing a web of packaging material on a machine for packaging pourable food products
Назва патенту російськоюУзел для стерилизации ленты поданного с рулона материала в машине для упаковки разливных пищевых продуктов
МПК / Мітки
МПК: B65B 55/04
Мітки: продуктів, матеріалу, рулону, машини, пакування, розливних, стерилізації, вузол, харчових, поданого
Код посилання
<a href="https://ua.patents.su/9-76819-vuzol-sterilizaci-podanogo-z-rulonu-materialu-v-mashini-dlya-pakuvannya-rozlivnikh-kharchovikh-produktiv.html" target="_blank" rel="follow" title="База патентів України">Вузол стерилізації поданого з рулону матеріалу в машині для пакування розливних харчових продуктів</a>
Вузол стерилізації поданого з рулону матеріалу в машині для пакування розливних харчових продуктів
Номер патенту: 76818
Опубліковано: 15.09.2006
Автори: Бенедетті Паоло, Ферраріні Філіппо
МПК: B65B 55/04
Мітки: вузол, поданого, стерилізації, машини, продуктів, матеріалу, рулону, харчових, пакування, розливних
Формула / Реферат:
1. Вузол стерилізації, призначений для стерилізації стрічки (2) пакувального матеріалу в машині (1) для пакування розливних харчових продуктів, де до складу вузла (3) стерилізації входять:ванна (7), котра містить стерилізуючий засіб, у який безперервно подається згадана стрічка (2);асептичне середовище (30), яке містить камеру обробки (8), зв'язану з виходом (12) із згаданої ванни (7), і містить засоби (17) висушування для...
Спосіб з’єднування внапуск ламінованого матеріалу для пакування розливних харчових продуктів
Номер патенту: 73600
Опубліковано: 15.08.2005
Автори: Саббадіні Девід, Канті Паоло, Морселлі Джанні, Грізенді Роберто, Бенедетті Паоло
МПК: B65H 19/18, B29C 65/02, B29L 9/00, B32B 27/10
Мітки: з'єднування, спосіб, матеріалу, продуктів, внапуск, ламінованого, харчових, розливних, пакування
Формула / Реферат:
1. Спосіб з'єднування між собою внапуск першої (10) і другої (20) стрічок попередньо загнутого ламінованого пакувального матеріалу, призначеного для виготовлення герметичних упаковок для розливних харчових продуктів у пакувальній машині, котра формує упаковку, заповнює її і герметизує, причому кожна стрічка (10, 20) містить принаймні один волокнистий шар (11, 21), що має перший бік (12, 22), покритий принаймні одним першим полімерним шаром...
Спосіб стерилізації рідких і пюреподібних харчових продуктів для одержання напівфабрикату з пасти гарбуза без застосування консервантів
Номер патенту: 70604
Опубліковано: 15.10.2004
Автори: Лимар Анатолій Остапович, Кащеєв Олександр Якович
МПК: A23L 3/00
Мітки: рідких, консервантів, продуктів, спосіб, гарбуза, одержання, стерилізації, пасти, харчових, напівфабрикату, застосування, пюреподібних
Формула / Реферат:
Спосіб стерилізації рідких і пюреподібних харчових продуктів для одержання напівфабрикату з пасти гарбуза без застосування консервантів, що включає прогрівання харчового продукту, який відрізняється тим, що проводять пропускання перемінного електричного струму через стерилізуючий продукт до його кипіння, протягом 5-10 хвилин проводиться кипіння з допомогою дископодібних електродів з нержавіючої сталі, розташованих на протилежних сторонах...
Спосіб пакування харчових продуктів

Номер патенту: 50495
Опубліковано: 15.10.2002
Автор: Шолохов Святослав Юрійович
МПК: B65D 85/60, B65B 11/00
Мітки: продуктів, пакування, спосіб, харчових
Формула / Реферат:
1. Спосіб пакування харчових продуктів, який включає розміщення продукту в пакувальному матеріалі, що формують з двох частин, який відрізняється тим, що обидві його частини після укладання продукту між ними запаюють по контуру з можливістю утворення отвору для закачування газу з тиском, перевищуючим атмосферний, з наступним запаюванням отвору, створюючи герметичність упаковки.2. Спосіб пакування харчових продуктів за п. 1, який...
Пакувальний виріб для пакування харчових сипучих продуктів
Номер патенту: 2132
Опубліковано: 17.11.2003
Автори: Будило Вадим Олександрович, Аверкін Віталій Володимирович
МПК: B65D 27/00, B65D 85/00
Мітки: сипучих, продуктів, харчових, виріб, пакування, пакувальний
Формула / Реферат:
1. Пакувальний виріб для харчових сипучих продуктів, виконаний у вигляді пакета прямокутної форми, який містить утворюючі порожнину бокові стінки, які по висоті пакувального виробу скріплені боковим швом і в нижній частині по довжині пакувального виробу скріплені донним швом, а у верхній, не скріпленій по довжині пакувального виробу частині, утворюють отвір для дозування харчового сипучого продукту, який відрізняється тим, що на кожній із...
Попередній патент: Вузол стерилізації поданого з рулону матеріалу в машині для пакування розливних харчових продуктів
Наступний патент: Гідравлічний ударний механізм
Випадковий патент: Спосіб безперервного розливання металів та сплавів