Спосіб електронно-променевого переплаву губчастого активного металу
Номер патенту: 79499
Опубліковано: 25.06.2007
Автори: Левицький Микола Іванович, Тур Олександр Олексійович, Ладохін Сергій Васильович, Чернявський Вадим Борисович, Лапшук Тамара Володимирівна, Гладков Андрій Сергійович

Формула / Реферат
1. Спосіб електронно-променевого переплаву губчастого активного металу, що включає подачу його на попереднє нагрівання в зону дії електронних променів з наступною плавкою в проміжну ємність, що має вигляд компактного блока криці круглого перерізу, рафінування металу в проміжній ємності, злив рідкого металу в кристалізатор і формування в ньому злитка, який відрізняється тим, що губчастий активний метал подають на попереднє нагрівання і плавку у вигляді компактного блока плоского перерізу, причому при попередньому нагріванні блока підтримують його температуру на рівні температури, що забезпечує дегазацію металу і випаровування летких домішок, і робочий тиск у вакуумній камері не вище 13 Па, а плавку ведуть при робочому тиску не нижче ![]() Па, при цьому швидкість випаровування (
Па, при цьому швидкість випаровування (![]() ) основи губчастого металу задають зі співвідношення
) основи губчастого металу задають зі співвідношення ![]() , де
, де ![]() - маса компактного блока, кг;
- маса компактного блока, кг; ![]() - маса злитка, кг;
- маса злитка, кг; ![]() - сумарна площа випаровування, м2;
- сумарна площа випаровування, м2; ![]() - тривалість плавки, год.
- тривалість плавки, год.
2. Спосіб за п. 1, який відрізняється тим, що попереднє нагрівання компактного блока губчастого активного металу здійснюють електричними нагрівачами, зокрема в індукторі або прохідній муфельній печі.
Текст
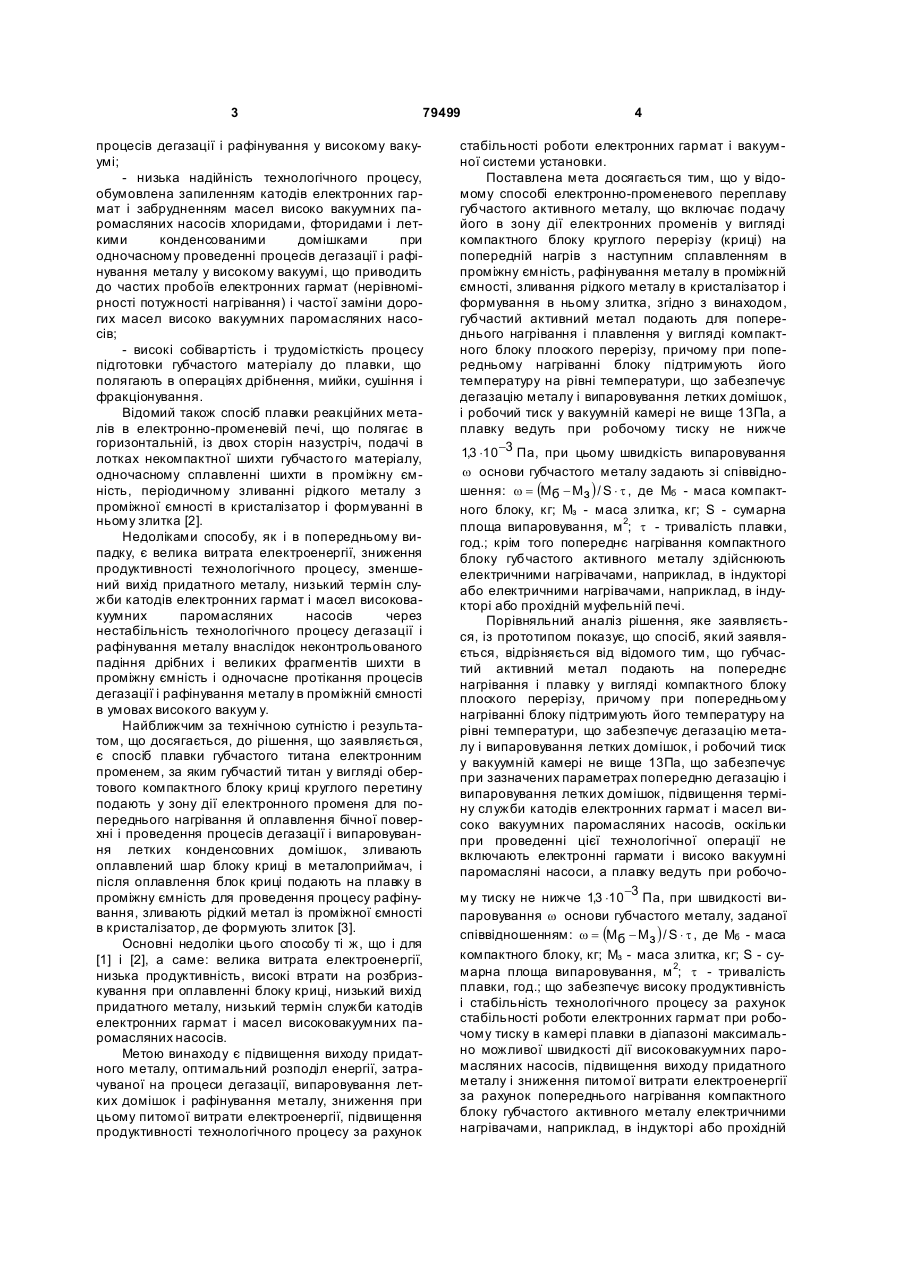
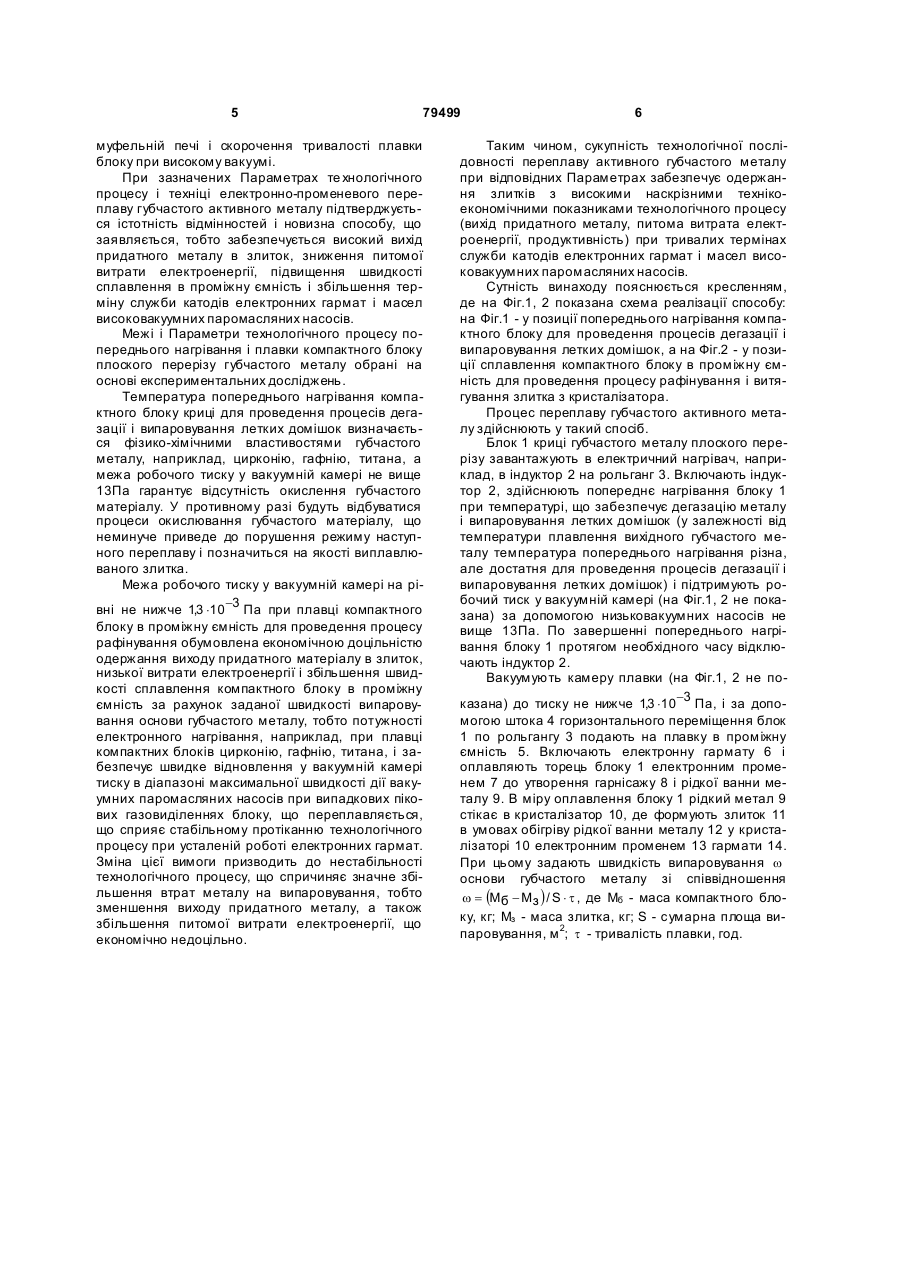
1. Спосіб електронно-променевого переплаву губчастого активного металу, що включає подачу його на попереднє нагрівання в зону дії електронних променів з наступною плавкою в проміжну ємність, що має вигляд компактного блока криці круглого перерізу, рафінування металу в проміжній ємності, злив рідкого металу в кристалізатор і формування в ньому злитка, який відрізняється тим, що губчастий активний метал подають на попереднє нагрівання і плавку у вигляді компактного блока плоского перерізу, причому при попередньому нагріванні блока підтримують його температуру на рівні температури, що забезпечує дегазацію металу і випаровування летких домішок, і робочий тиск у вакуумній камері не вище 13 Па, а плавку ведуть при робочому тиску не нижче 1,3 ×10-3 Па, при Винахід стосується області спеціальної електрометалургії і може бути використаний при одержанні в електронно-променевих установках компактних злитків реакційних металів, наприклад, цирконію, гафнію, титана, з використанням як шихти губчастого матеріалу. Відомий спосіб електронно-променевої плавки губчастого активного металу, наприклад, цирконію або титана, що полягає в подачі його в рідку металеву ванну у проміжній ємності при низькій потужності нагрівання електронним променем для проведення процесів дегазації металу і випаровування летких домішок з наступною плавкою в цій ємності при підвищеній потужності електронного нагріву для здійснення рафінування, зливу рідкого металу з проміжної ємності в кристалізатор і формування в ньому злитка [1]. Недоліками способу є: - низький вихід придатного металу через розбризкування губчастого активного матеріалу при попаданні холодних кусків губки в рідку ванну металу проміжної ємності внаслідок вибухового характеру виділення газів і летких домішок; - велика питома витрата електроенергії і зниження продуктивності технологічного процесу, зв'язані з необхідністю зниження швидкості плавки в умовах одночасного протікання процесів дегазації металу, випаровування летких домішок і рафінування через почережне зниження і підвищення потужності електронного нагрівання; - нестабільність роботи електронних гармат і вакуумної системи установки, що знаходяться під впливом безперервного потоку газів, пари хлоридів, фторидів, летких конденсовних домішок і губчастого матеріалу, що переплавляється, з технологічної камери в електронні гармати і високо вакуумні паромасляні насоси, що виникає в умовах нерівномірного газовиділення і випаровування летких компонентів з губчастого матеріалу, що розплавляється, при одночасному проведенні (13) 79499 (11) UA (19) ка, кг; Мз - маса злитка, кг; S - сумарна площа випаровування, м 2; t - тривалість плавки, год. 2. Спосіб за п. 1, який відрізняється тим, що попереднє нагрівання компактного блока губчастого активного металу здійснюють електричними нагрівачами, зокрема в індукторі або прохідній муфельній печі. C2 цьому швидкість випаровування ( w ) основи губчастого металу задають зі співвідношення w (Мб - Мз ) / S × t , де Мб - маса компактного бло= 3 79499 процесів дегазації і рафінування у високому вакуумі; - низька надійність технологічного процесу, обумовлена запиленням катодів електронних гармат і забрудненням масел високо вакуумних паромасляних насосів хлоридами, фторидами і леткими конденсованими домішками при одночасному проведенні процесів дегазації і рафінування металу у високому вакуумі, що приводить до частих пробоїв електронних гармат (нерівномірності потужності нагрівання) і частої заміни дорогих масел високо вакуумних паромасляних насосів; - високі собівартість і трудомісткість процесу підготовки губчастого матеріалу до плавки, що полягають в операціях дрібнення, мийки, сушіння і фракціонування. Відомий також спосіб плавки реакційних металів в електронно-променевій печі, що полягає в горизонтальній, із двох сторін назустріч, подачі в лотках некомпактної шихти губчасто го матеріалу, одночасному сплавленні шихти в проміжну ємність, періодичному зливанні рідкого металу з проміжної ємності в кристалізатор і формуванні в ньому злитка [2]. Недоліками способу, як і в попередньому випадку, є велика витрата електроенергії, зниження продуктивності технологічного процесу, зменшений вихід придатного металу, низький термін служби катодів електронних гармат і масел високовакуумних паромасляних насосів через нестабільність технологічного процесу дегазації і рафінування металу внаслідок неконтрольованого падіння дрібних і великих фрагментів шихти в проміжну ємність і одночасне протікання процесів дегазації і рафінування металу в проміжній ємності в умовах високого вакуум у. Найближчим за технічною сутністю і результатом, що досягається, до рішення, що заявляється, є спосіб плавки губчастого титана електронним променем, за яким губчастий титан у вигляді обертового компактного блоку криці круглого перетину подають у зону дії електронного променя для попереднього нагрівання й оплавлення бічної поверхні і проведення процесів дегазації і випаровування летких конденсовних домішок, зливають оплавлений шар блоку криці в металоприймач, і після оплавлення блок криці подають на плавку в проміжну ємність для проведення процесу рафінування, зливають рідкий метал із проміжної ємності в кристалізатор, де формують злиток [3]. Основні недоліки цього способу ті ж, що і для [1] і [2], а саме: велика витрата електроенергії, низька продуктивність, високі втрати на розбризкування при оплавленні блоку криці, низький вихід придатного металу, низький термін служби катодів електронних гармат і масел високовакуумних паромасляних насосів. Метою винаходу є підвищення виходу придатного металу, оптимальний розподіл енергії, затрачуваної на процеси дегазації, випаровування летких домішок і рафінування металу, зниження при цьому питомої витрати електроенергії, підвищення продуктивності технологічного процесу за рахунок 4 стабільності роботи електронних гармат і вакуумної системи установки. Поставлена мета досягається тим, що у відомому способі електронно-променевого переплаву губчастого активного металу, що включає подачу його в зону дії електронних променів у вигляді компактного блоку круглого перерізу (криці) на попередній нагрів з наступним сплавленням в проміжну ємність, рафінування металу в проміжній ємності, зливання рідкого металу в кристалізатор і формування в ньому злитка, згідно з винаходом, губчастий активний метал подають для попереднього нагрівання і плавлення у вигляді компактного блоку плоского перерізу, причому при попередньому нагріванні блоку підтримують його температуру на рівні температури, що забезпечує дегазацію металу і випаровування летких домішок, і робочий тиск у вакуумній камері не вище 13Па, а плавку ведуть при робочому тиску не нижче 1,3 ×10-3 Па, при цьому швидкість випаровування w основи губчастого металу задають зі співвідношення: w = (Мб - Мз ) / S × t , де Мб - маса компактного блоку, кг; Мз - маса злитка, кг; S - сумарна площа випаровування, м 2; t - тривалість плавки, год.; крім того попереднє нагрівання компактного блоку губчастого активного металу здійснюють електричними нагрівачами, наприклад, в індукторі або електричними нагрівачами, наприклад, в індукторі або прохідній муфельній печі. Порівняльний аналіз рішення, яке заявляється, із прототипом показує, що спосіб, який заявляється, відрізняється від відомого тим, що губчастий активний метал подають на попереднє нагрівання і плавку у вигляді компактного блоку плоского перерізу, причому при попередньому нагріванні блоку підтримують його температуру на рівні температури, що забезпечує дегазацію металу і випаровування летких домішок, і робочий тиск у вакуумній камері не вище 13Па, що забезпечує при зазначених параметрах попередню дегазацію і випаровування летких домішок, підвищення терміну служби катодів електронних гармат і масел високо вакуумних паромасляних насосів, оскільки при проведенні цієї технологічної операції не включають електронні гармати і високо вакуумні паромасляні насоси, а плавку ведуть при робочому тиску не нижче 1,3 ×10-3 Па, при швидкості ви паровування w основи губчастого металу, заданої співвідношенням: w = (Мб - Мз ) / S × t , де Мб - маса компактного блоку, кг; Мз - маса злитка, кг; S - сумарна площа випаровування, м 2; t - тривалість плавки, год.; що забезпечує високу продуктивність і стабільність технологічного процесу за рахунок стабільності роботи електронних гармат при робочому тиску в камері плавки в діапазоні максимально можливої швидкості дії високовакуумних паромасляних насосів, підвищення виходу придатного металу і зниження питомої витрати електроенергії за рахунок попереднього нагрівання компактного блоку губчастого активного металу електричними нагрівачами, наприклад, в індукторі або прохідній 5 79499 муфельній печі і скорочення тривалості плавки блоку при високому вакуумі. При зазначених Параметрах те хнологічного процесу і техніці електронно-променевого переплаву губчастого активного металу підтверджується істотність відмінностей і новизна способу, що заявляється, тобто забезпечується високий вихід придатного металу в злиток, зниження питомої витрати електроенергії, підвищення швидкості сплавлення в проміжну ємність і збільшення терміну служби катодів електронних гармат і масел високовакуумних паромасляних насосів. Межі і Параметри технологічного процесу попереднього нагрівання і плавки компактного блоку плоского перерізу губчастого металу обрані на основі експериментальних досліджень. Температура попереднього нагрівання компактного блоку криці для проведення процесів дегазації і випаровування летких домішок визначається фізико-хімічними властивостями губчастого металу, наприклад, цирконію, гафнію, титана, а межа робочого тиску у вакуумній камері не вище 13Па гарантує відсутність окислення губчастого матеріалу. У противному разі будуть відбуватися процеси окислювання губчастого матеріалу, що неминуче приведе до порушення режиму наступного переплаву і позначиться на якості виплавлюваного злитка. Межа робочого тиску у вакуумній камері на рівні не нижче 1,3 ×10-3 Па при плавці компактного блоку в проміжну ємність для проведення процесу рафінування обумовлена економічною доцільністю одержання виходу придатного матеріалу в злиток, низької витрати електроенергії і збільшення швидкості сплавлення компактного блоку в проміжну ємність за рахунок заданої швидкості випаровування основи губчастого металу, тобто потужності електронного нагрівання, наприклад, при плавці компактних блоків цирконію, гафнію, титана, і забезпечує швидке відновлення у вакуумній камері тиску в діапазоні максимальної швидкості дії вакуумних паромасляних насосів при випадкових пікових газовиділеннях блоку, що переплавляється, що сприяє стабільному протіканню технологічного процесу при усталеній роботі електронних гармат. Зміна цієї вимоги призводить до нестабільності технологічного процесу, що спричиняє значне збільшення втрат металу на випаровування, тобто зменшення виходу придатного металу, а також збільшення питомої витрати електроенергії, що економічно недоцільно. 6 Таким чином, сукупність технологічної послідовності переплаву активного губчастого металу при відповідних Параметрах забезпечує одержання злитків з високими наскрізними технікоекономічними показниками технологічного процесу (вихід придатного металу, питома витрата електроенергії, продуктивність) при тривалих термінах служби катодів електронних гармат і масел високовакуумних паромасляних насосів. Сутність винаходу пояснюється кресленням, де на Фіг.1, 2 показана схема реалізації способу: на Фіг.1 - у позиції попереднього нагрівання компактного блоку для проведення процесів дегазації і випаровування летких домішок, а на Фіг.2 - у позиції сплавлення компактного блоку в проміжну ємність для проведення процесу рафінування і витягування злитка з кристалізатора. Процес переплаву губчастого активного металу здійснюють у такий спосіб. Блок 1 криці губчастого металу плоского перерізу завантажують в електричний нагрівач, наприклад, в індуктор 2 на рольганг 3. Включають індуктор 2, здійснюють попереднє нагрівання блоку 1 при температурі, що забезпечує дегазацію металу і випаровування летких домішок (у залежності від температури плавлення вихідного губчастого металу температура попереднього нагрівання різна, але достатня для проведення процесів дегазації і випаровування летких домішок) і підтримують робочий тиск у вакуумній камері (на Фіг.1, 2 не показана) за допомогою низьковакуумних насосів не вище 13Па. По завершенні попереднього нагрівання блоку 1 протягом необхідного часу відключають індуктор 2. Вакуумують камеру плавки (на Фіг.1, 2 не показана) до тиску не нижче 1,3 ×10-3 Па, і за допомогою штока 4 горизонтального переміщення блок 1 по рольгангу 3 подають на плавку в проміжну ємність 5. Включають електронну гармату 6 і оплавляють торець блоку 1 електронним променем 7 до утворення гарнісажу 8 і рідкої ванни металу 9. В міру оплавлення блоку 1 рідкий метал 9 стікає в кристалізатор 10, де формують злиток 11 в умовах обігріву рідкої ванни металу 12 у кристалізаторі 10 електронним променем 13 гармати 14. При цьому задають швидкість випаровування w основи губчастого металу зі співвідношення w= (Мб - Мз ) / S × t , де Мб - маса компактного блоку, кг; Мз - маса злитка, кг; S - сумарна площа випаровування, м 2; t - тривалість плавки, год. 7 79499 8 Таблиця Техніко-економічна ефективність електронно-променевого переплаву блоку ти тана в злитки Тиск при проведенні процесу,Па Спосіб переплаву попереднього нагрівання За прото типом, що заявляється 13 × 10-1 ¸ 1,3 × 10-2 , 13 плавки 1,3 × 10 -1 Наскрізні техніко-економічні показники Коефіцієнт заміни на тонну злитка питома витра- Швидкість вихід та електроене- плавки в масла високовакатода куумнихПаромапридатргії, пром. ємність, гармати ного, % сляних насосів кг/год. кВт × год. / кг ¸ 92 5,1 18 1 1 1,3 ×10-2 98 2,4 40 0,5 0,3 1,3 × 10 - 2 При повному сплавленні блоку 1 у проміжну ємність 5 у злитку 11 виводять усадкову раковину за заданою програмою обігріву електронним променем 13 гармати 14, і технологічний процес завершують. Приклад: Переплав губчастого активного металу здійснювали в дослідно-промисловій електронно-променевій установці ХЕПП-1 у ФТІМС НАН України на прикладі вихідної шихти у вигляді пресованого блоку плоского перерізу губчастого ти тану марки ТГ-120 фракції 12-70мм з розмірами: довжина - 0,6м, ширина - 0,2м, висота - 0,1м. Маса блоків у середньому складала 35 ¸ 40 кг, а густина - 3200кг/м 3. Переплав губчастого титану здійснювали в кристалізатор діаметром 0,15м із застосуванням проміжної ємності перерізом 0,3х0,2м, як за технологією відповідно до опису, викладеного вище, так і за прототипом [3]. При цьому маса злитків складала 34 ¸ 39 кг. З представлених у таблиці основних експериментальних даних, що характеризують технікоекономічну ефективність пропонованих технічних рішень, видно, що в порівнянні з технікою пере Комп’ютерна в ерстка В. Клюкін плаву, що відрізняється від пропонованої, при повному задоволенні вимогам державного стандарту на компактний титан по вмісту домішок пропонований спосіб дає змогу: - збільшити вихід придатного металу в злиток на 6%; - знизити питомі витрати електроенергії більш, ніж у 2 рази; - збільшити швидкість переплаву губчастого матеріалу в проміжну ємність у 2 рази; - збільшити термін служби катодів електронних гармат у 2 рази; - знизити періодичність заміни масла високовакуумнихПаромасляних насосів більш, ніж у 2 рази. Література: 1. Заявка Японії №62-177135 від 04.08.87, С22В 9/22. 2. ДеклараційнийПатент України №36276 від 16.04.01, С22В 9/22. 3.Патент України №53693 від 17.02.03, С22В 9/22. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electron and beam remelting porous active metal
Автори англійськоюLadokhin Serhii Vasyliovych, Cherniavskyi Vadym Borysovych, Tur Oleksandr Oleksiiovych, Lapshuk Tamara Volodymyrivna, Hladkov Andrii Serhiiovych, Levystkyi Mykola Ivanovych
Назва патенту російськоюСпособ электронно-лучевого переплава губчатого активного металла
Автори російськоюЛадохин Сергей Васильевич, Чернявский Вадим Борисович, Тур Александр Алексеевич, Лапшук Тамара Владимировна, Гладков Андрей Сергеевич, Левицкий Николай Иванович
МПК / Мітки
МПК: C22B 9/22
Мітки: активного, губчастого, металу, переплаву, спосіб, електронно-променевого
Код посилання
<a href="https://ua.patents.su/4-79499-sposib-elektronno-promenevogo-pereplavu-gubchastogo-aktivnogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб електронно-променевого переплаву губчастого активного металу</a>
Установка електронно-променевого переплавлення блока губчастого титана
Номер патенту: 21699
Опубліковано: 15.03.2007
Автори: Чернявський Вадим Борисович, Тур Олександр Олексійович, Ірха Євген Юрійович, Кондратій Микола Петрович
Мітки: електронно-променевого, титана, губчастого, переплавлення, установка, блока
Формула / Реферат:
Установка електронно-променевого переплавлення блока губчастого титана, що містить вакуумну плавильну камеру, з'єднані з нею через вакуумні затвори камери завантаження заготовок з механізмами горизонтальної подачі, причому кожна з камер забезпечена щонайменше одним насосом з вакуумними затворами, камеру злитка з механізмом витягування, електронні гармати, проміжну ємкість і кристалізатор, яка відрізняється тим, що в камерах завантаження...
Спосіб електронно-променевого переплаву титанової губки

Номер патенту: 51714
Опубліковано: 16.12.2002
Автори: Патон Борис Євгенович, ТРИГУБ Микола Петрович, ДЕРЕЧА Олександр Якович
МПК: C22B 9/04, C22B 9/22, C22B 34/12
Мітки: губки, спосіб, титанової, переплаву, електронно-променевого
Формула / Реферат:
Спосіб електронно-променевого переплаву титанової губки, який включає в себе подачу титанової губки в зону плавки, її плавлення і формування зливка в кристалізаторі, який відрізняється тим, що титанову губку подають у вигляді блоків криці в проміжний тигель, де блоки плавлять електронними променями, формуючи електронними променями на торці блока поверхню плавлення у вигляді конуса обертання, вершина якого направлена в середину блока, при...
Піч електронно-променевого переплаву
Номер патенту: 38014
Опубліковано: 15.05.2001
Автори: ДЕРЕЧА Олександр Якович, Чайка Микола Васильович, Семенов Генадій Степанович, Смітюх Григорій Євдокимович, Цибань Ігор Володимирович
Мітки: піч, переплаву, електронно-променевого
Формула / Реферат:
Піч електронно-променевого переплаву, яка містить: вакуумну плавильну камеру та пристиковані до неї камеру зливка з механізмом витягування, кришку з електронними гарматами, камерою завантаження шихти, яка переплавляється, та механізмом подачі шихти, вузлом плавлення, рафінування та кристалізації, який відрізняється тим, що камера завантаження містить два чи більше змінних живильника з лопатою, що розташовані на візку і мають можливість...
Спосіб одержання тонкого листа в установках електронно – променевого переплаву
Номер патенту: 56194
Опубліковано: 15.05.2003
Автори: ДЕРЕЧА Олександр Якович, Жук Генадій Віліорович, Пікулін Олександр Миколайович, ТРИГУБ Микола Петрович, Патон Борис Євгенович
МПК: C22B 9/22, C21C 5/56, B22D 11/045, B22D 11/12, B22D 11/06
Мітки: переплаву, спосіб, тонкого, електронної, установках, листа, променевого, одержання
Формула / Реферат:
Спосіб одержання тонкого листа в установках електронно-променевого переплаву, який включає плавлення шихти в проміжну місткість, злив розплаву металу або сплаву в кристалізатор і формування плоского зливка, який відрізняється тим, що зливок формують горизонтальним витягуванням з нерухомого кристалізатора і переміщують його поміж прокатними валками, підтримуючи температурний режим прокатки електронно-променевим нагрівом, при цьому товщину...
Проміжна ємність установки електронно-променевого переплаву металів і сплавів
Номер патенту: 57851
Опубліковано: 15.07.2003
Автори: Федоров Віктор Миколайович, Щокін-Кротов Віктор Анатолійович, Наконечний Микола Федорович
МПК: B22D 41/005, C22B 9/22
Мітки: електронно-променевого, ємність, установки, переплаву, металів, проміжна, сплавів
Формула / Реферат:
Проміжна ємність установки електронно-променевого переплаву металів і сплавів, яка складається із зварених між собою дна, бортів і носика, який до них приєднано, яка містить на дні між бортами плиту гарнісажу, яка відрізняється тим, що на донну й бокову поверхні плити нанесений рельєф у вигляді заглибин і виступів, при цьому товщина плити не менша 0,15 м, а площа контакту виступів з поверхнею дна і бортів проміжної ємності становить одну...
Попередній патент: Проміжні сполуки для отримання похідних феноксіоцтової кислоти і спосіб їх одержання
Наступний патент: Рушій судна (варіанти)
Випадковий патент: Піролотриазинові сполуки як інгібітори кінази