Спосіб отримання квадратної заготівки
Номер патенту: 6968
Опубліковано: 31.03.1995
Автори: Скороход Микола Михайлович, Плотніков Петро Іванович, Міронов Євген Костянтинович, Дяченко Михайло Григорійович, Селіщев Сергій Єгорович, Луцький Михайло Борисович, Молочєк Олександр Васильович, Локтіонов Петро Якович, Луценко Віктор Олександрович, Чічкан Артур Олексійович, Дорожко Іван Кирилович
Формула / Реферат
Способ получения квадратной заготовки, преимущественно на непрерывных и полунепрерывных станах, включающий нагрев заготовки и прокатку в ящичных калибрах чистовой группы, отличающийся тем, что прокатку в чистовом калибре производят с продольной деформацией, составляющей 6...7% от суммарной продольной деформации заготовки.
Текст
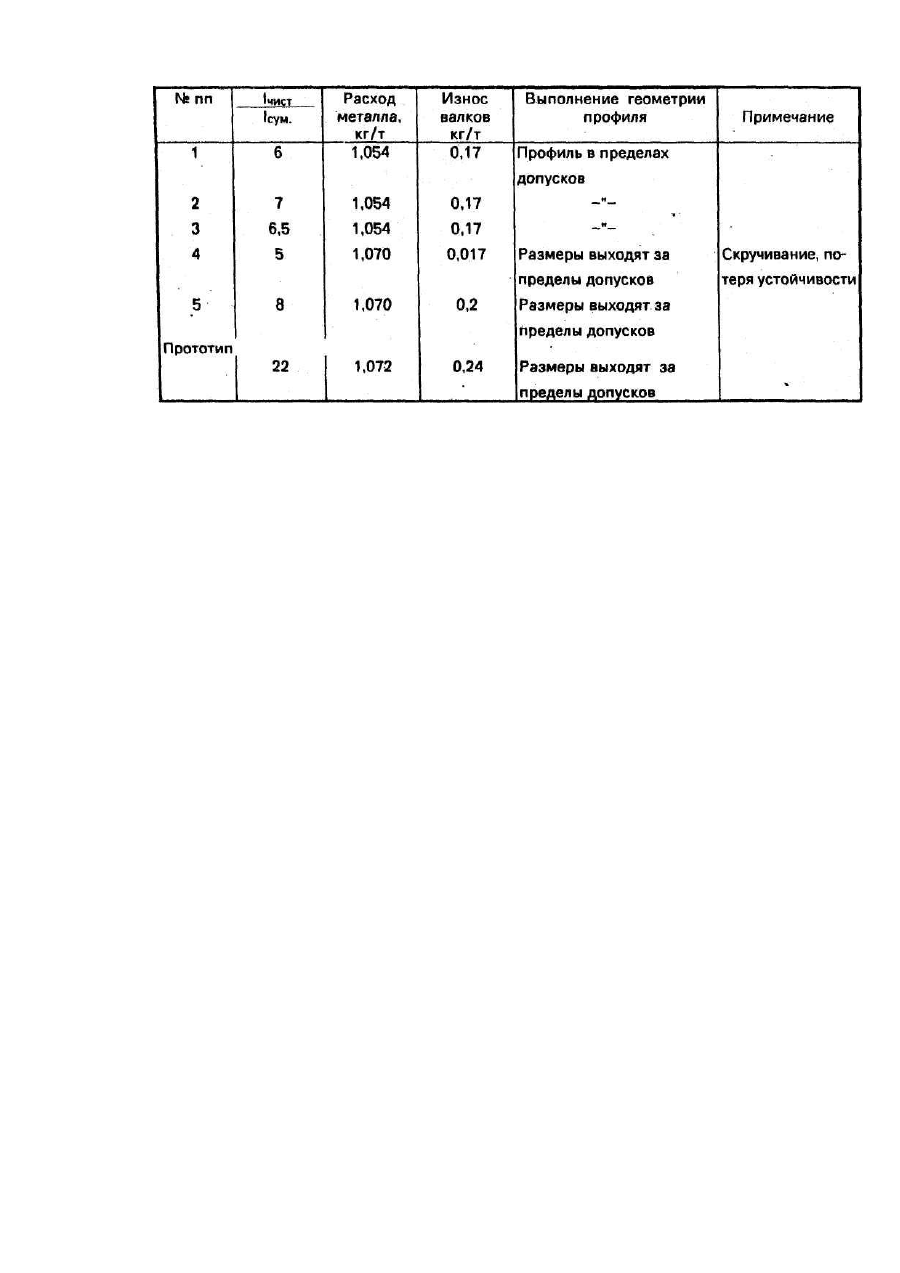
Изобретение относится к прокатному производству, а именно к производству заготовок квадратного сечения. Известен способ получения квадратной заготовки, включающий нагрев заготовок и прокатку их в ящичных калибрах непрерывного стана (см. Шулаев И.П. Прокатка на обжимных и заготовочных станах. М.: Металлургия, 1972, с. 197). Недостатком известного способа является большая величина отношения истинной (логарифмической) продольной деформации в чистовом калибре к суммарной истинной продольной деформации (22%), что приводит к невыполнению геометрии профиля по заданным допускам, повышенному износу калибра и расходу металла. Наиболее близким по технической сущности и достигаемому результату является способ получения квадратной заготовки в условиях крупносортных полунепрерывных станов, включающий нагрев, прокатку и ящичных калибрах первой черновой непрерывной группы, подогрев заготовки в проходной нагревательной печи, обрезку переднего и заднего концов, раскрой на 2 части, прокатку во второй непрерывной группе, передачу раската на 2-ю и 3-ю линию для предчистовой прокатки и прокатки в последнем чистовом калибре (см. Диомидов Б.Б., Литовченко Н.В. Технология прокатного производства. - М.: Металлургия, 1979 г., с. 176). Недостатками данного способа является высокий расход металла за счет потерь на обрезь и угар проходной печи, а также низкое значение отношения истинной продольной деформации в чистовом калибре к суммарной истинной продольной деформации (4%), что приводит к невыполнению геометрического профиля, скручиванию раската, потере устойчивости, и в результате к повышению расхода металла. В основу изобретения поставлена задача усовершенствовать способ получения квадратной заготовки, в котором оптимальное отношение истинной продольной деформации к суммарной истинной продольной деформации позволит повысить точность выполнения геометрического профиля по заданным допускам, снизить износ калибра и расход металла. Поставленная задача решается тем, что в способе получения квадратной заготовки, преимущественно на непрерывных и полунепрерывных станах, включающем нагрев заготовок и прокату их в ящичных черновых, предчистовом и чистовом калибрах согласно изобретению прокатку в чистовом калибре проводят с истинной продольной деформацией, составляющей 6-7% от суммарной истинной продольной деформации. Выбор отношения истинной продольной деформации в чистовом калибре к суммарной истинной продольной деформации обусловлен точностью выполнения геометрии профиля, износом калибра и расходом металла. Прокатка с отношением истинной продольной деформации в чистовом калибре к суммарной истинной продольной деформации менее 6% приводит к потере устойчивости раската и его скручиванию, и в результате к повышению расхода металла, а также невыполнению геометрии профиля. Прокатка с отношением истинной продольной деформации в чистовом калибре к суммарной истинной деформации более 7% приводит к повышенному износу калибра и невыполнению геометрии профиля по заданным допускам. Способ осуществляется следующим образом. Заготовку нагревают и прокатывают в ящичных калибрах 1-й непрерывной черновой группы, после чего минуя проходную подогревательную печь и ножницы, передают на чистовую линию, где производят окончательную прокатку в предчистовом и чистовом калибрах, причем прокатку в чистовом калибре производят с истинной продольной деформацией, составляющей 6-7% от суммарной истинной продольной деформации. Пример осуществления способа. На крупносортном полунепрерывном стане 600 заготовку сечением 310 х 310 мм нагревали до температуры прокатки и прокатывали в ящичных калибрах за 8 проходов, то есть в отдельно стоящей клети, в непрерывной черновой группе из 5-ти клетей, после чего раскат передавали на чистовую линию прокатки, минуя проходную подогревательную печь и ножницы, для предчисто-вой прокатки и прокатки в последнем чистовом калибре готового профиля сечением 100x100 мм. При этом прокатку в чистовом калибре производили с истинной продольной деформацией, составляющей 6-7% от суммарной истинной продольной деформации. Ниже, в таблице, приведены результаты испытания способа при граничных и средних значениях отношения истинной продольной деформации в чистовом калибре к суммарной истинной продольной деформаций (I чист/I сум) и по прототипу. Таким образом, применение предлагаемого способа позволяет повысить точность выполнения геометрических размеров профиля, снизить износ валков на 0,03 кг/т и снизить расход металла на 10-18 кг на тонну проката.
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwriterinvention for producing square billet
Автори англійськоюDorozhko Ivan Kyrylovych, Skorokhod Mykola Mykhailovych, Lutskyi Mykhailo Borysovych, Mironov Yevhen Kostiantynovych, Loktionov Petro Yakovych, Lutsenko Viktor Oleksandrovych, Selischev Serhii Yehorovych, Diachenko Mykhailo Hryhoriovych, Chichkan Artur Oleksiiovych, Molochiek Oleksandr Vasyliovych, Plotnikov Petro Ivanovych
Назва патенту російськоюСпособ получения квадратной заготовки
Автори російськоюДорожко Иван Кириллович, Скороход Николай Михайлович, Луцкий Михаил Борисович, Миронов Евгений Константинович, Локтионов Петр Яковлевич, Луценко Виктор Александрович, Селищев Сергей Егорович, Дяченко Михаил Григорьевич, Чичкан Артур Алексеевич, Молочек Александр Васильевич, Плотников Петр Иванович
МПК / Мітки
МПК: B21B 1/02
Мітки: заготівки, спосіб, квадратної, отримання
Код посилання
<a href="https://ua.patents.su/2-6968-sposib-otrimannya-kvadratno-zagotivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання квадратної заготівки</a>
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/02
Мітки: спосіб, прокатування, профілів
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Локтіонов Петро Якович, Луцький Михайло Борисович, Луценко Віктор Олександрович, Тарасов Віктор Іванович, Чічкан Артур Олексійович, Дорожко Іван Кирилович, Бондаренко Микола Андрійович, Проценко Юрій Юрійович
МПК: B21B 1/02
Мітки: спосіб, виготовлення, заготівок
Формула / Реферат:
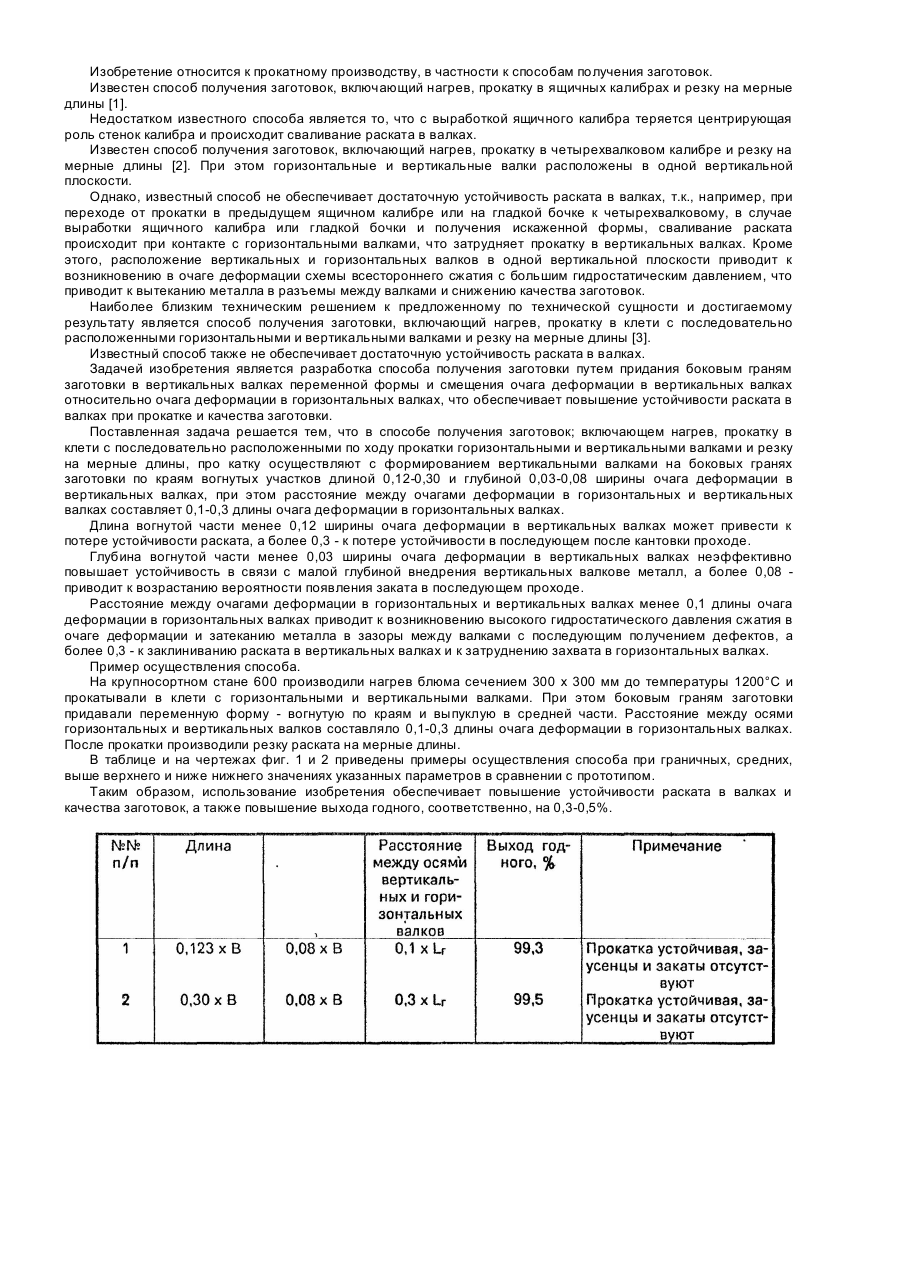
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
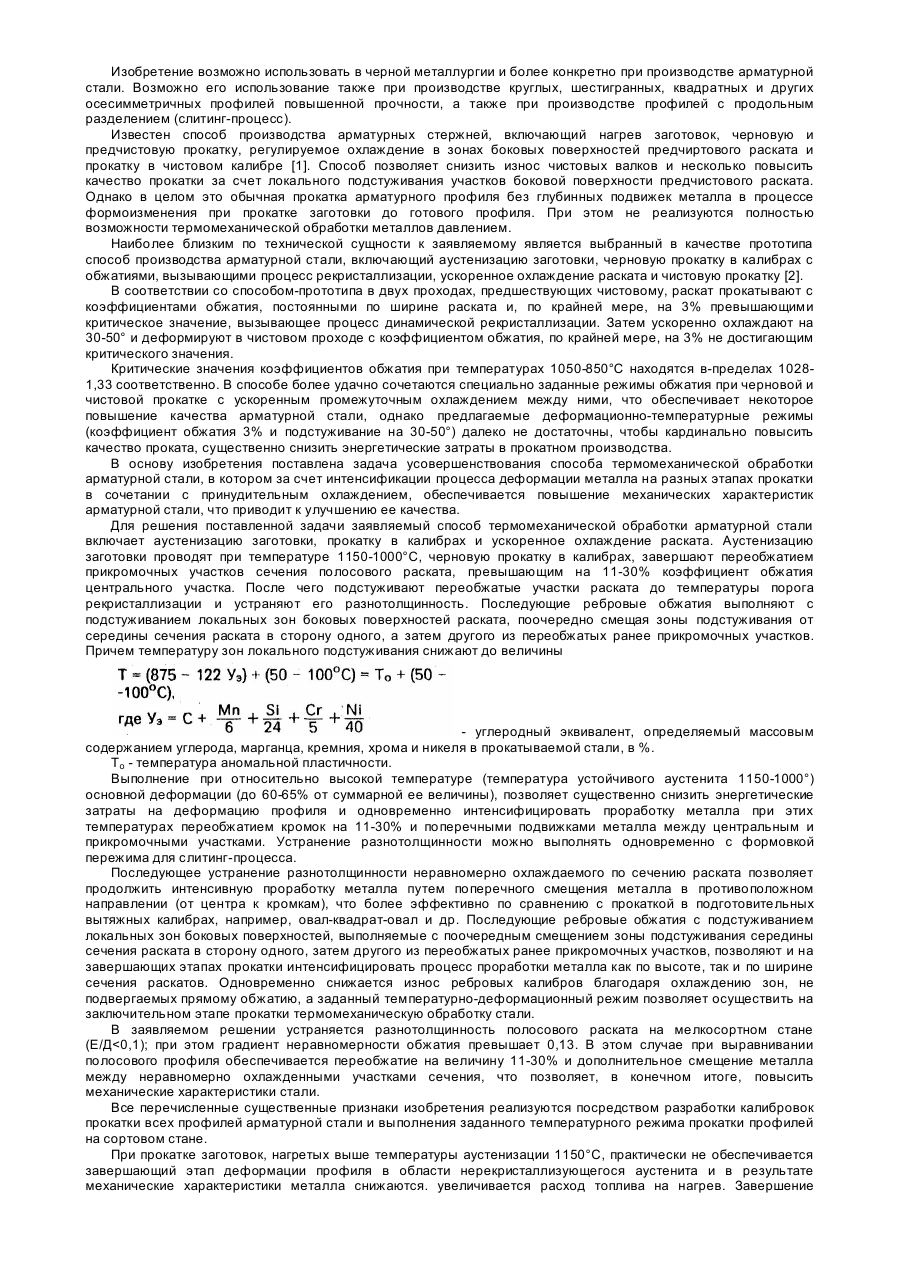
Спосіб термомеханічної обробки арматурної сталі
Номер патенту: 3203
Опубліковано: 26.12.1994
Автори: Филонов Юрій Всеволодович, Крупник Ісаак Абрамович, Енвальд Анатолій Васильович, Сапригін Хразален Михайлович, Крупнік Леонід Ісаакович, Гончар Володимир Павлович, Гавриленко Євген Дмитрович, Зосименко Валерій Дмитрович
Мітки: спосіб, термомеханічної, сталі, арматурної, обробки
Формула / Реферат:
Способ термомеханической обработки арматурной стали, включающий аустенизацию заготовки, прокатку в калибрах и ускоренное охлаждение раската, отличающийся тем, что аустенизацию заготовки проводят при температуре 1150—1000 °C, черновую прокатку в калибрах завершают переобжатием прикромочных участков сечения полосового раската, превышающим на 11—30% коэффициент обжатия центрального участка, затем подстуживают переобжатые участки раската до...
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Филонов Юрій Всеволодович, Кірієнко Анатолій Іванович, Проценко Юрій Юрійович, Мирошниченко Анатолій Васильович, Дорожко Іван Кирилович, Мних Юрій Вікентійович, Гавриленко Євген Дмитрович
МПК: B21B 1/08
Мітки: швелерних, прокатки, спосіб, профілей
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/16
Мітки: прокатування, профілів, круглих, спосіб
Формула / Реферат:
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Попередній патент: Координатно-чутливий фотоелемент
Наступний патент: Установка для виробництва ацетилену
Випадковий патент: Антагоністи рецептора pgd2 для лікування запальних захворювань