Пристрій для профільної правки периферії шліфувального круга

Формула / Реферат
1. Пристрій для профільної правки периферії шліфувального круга, що містить правильний інструмент, встановлений у пристрої з можливістю обертання і подачі на врізання та кінематично зв'язаний з поворотним важелем, який відрізняється тим, що правильний інструмент установлений на оправці, поворотний важіль виконаний Н-подібним, при цьому через одні його консолі пропущена вісь його повороту, а в протилежних консолях важеля, повернених у бік шліфувального круга, закріплені центри, у яких встановлена оправка.
2. Пристрій за п. 1, який відрізняється тим, що на одному з кінців оправки співвісно останній закріплений ротор гідро- або пневмодвигуна, статор якого нерухомо закріплений на важелі.
3. Пристрій за п. 1, який відрізняється тим, що співвісно оправці, виконаній порожнистою, розміщений гідроциліндр із зустрічно встановленими в ньому поршнями, підпружиненими у взаємно протилежному напрямку, робочі порожнини якого з'єднані з отвором, що проходить через нього і оправку, з розміщеним у ньому зворотним клапаном, крім того, робочі порожнини гідроциліндра з'єднані також через канали, що виходять на торці оправки по місцю її контакту зі згаданими центрами для подачі консистентного мастила.
4. Пристрій за п. 1, який відрізняється тим, що один з центрів, у яких встановлена оправка, підпружинений до неї в осьовому напрямку.
Текст
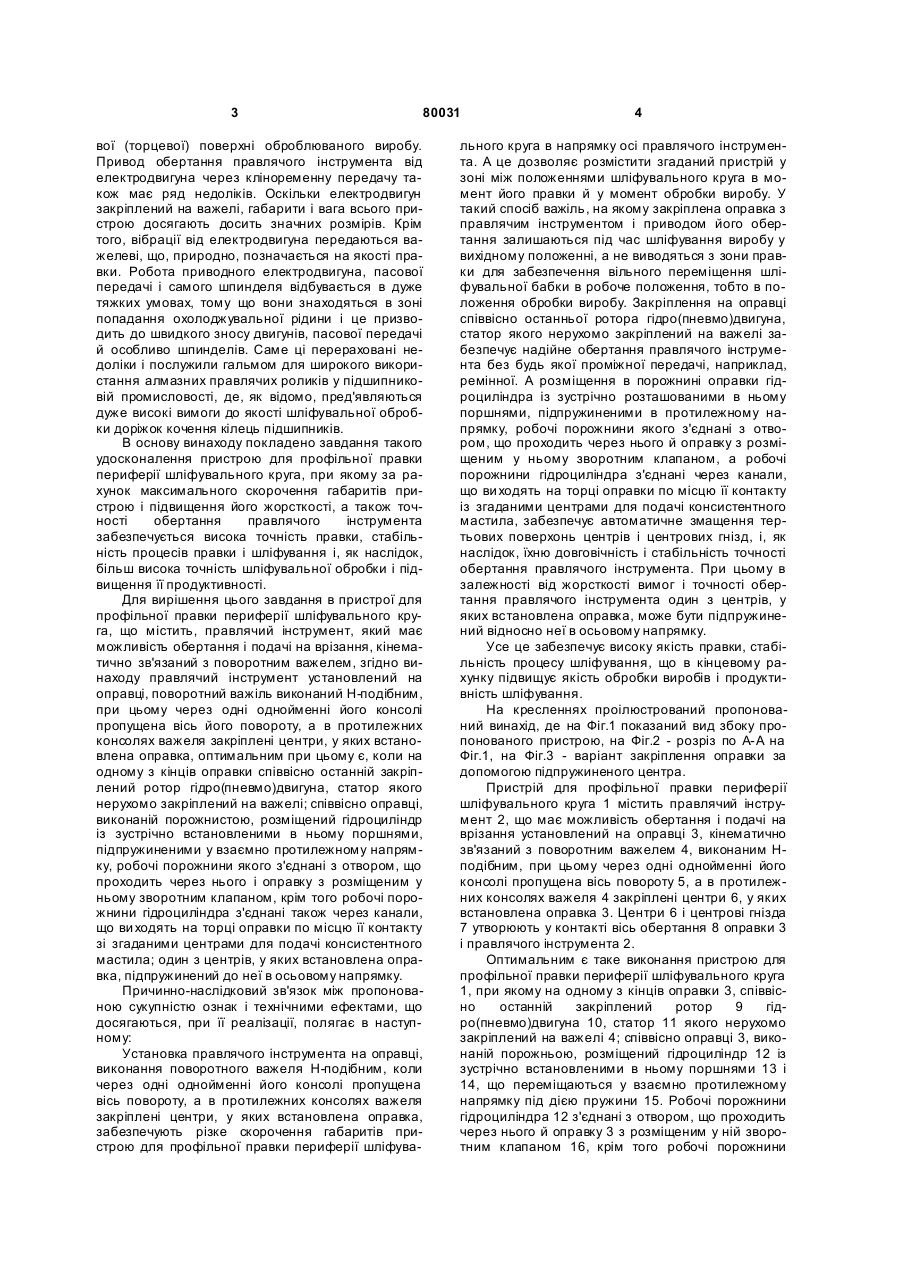
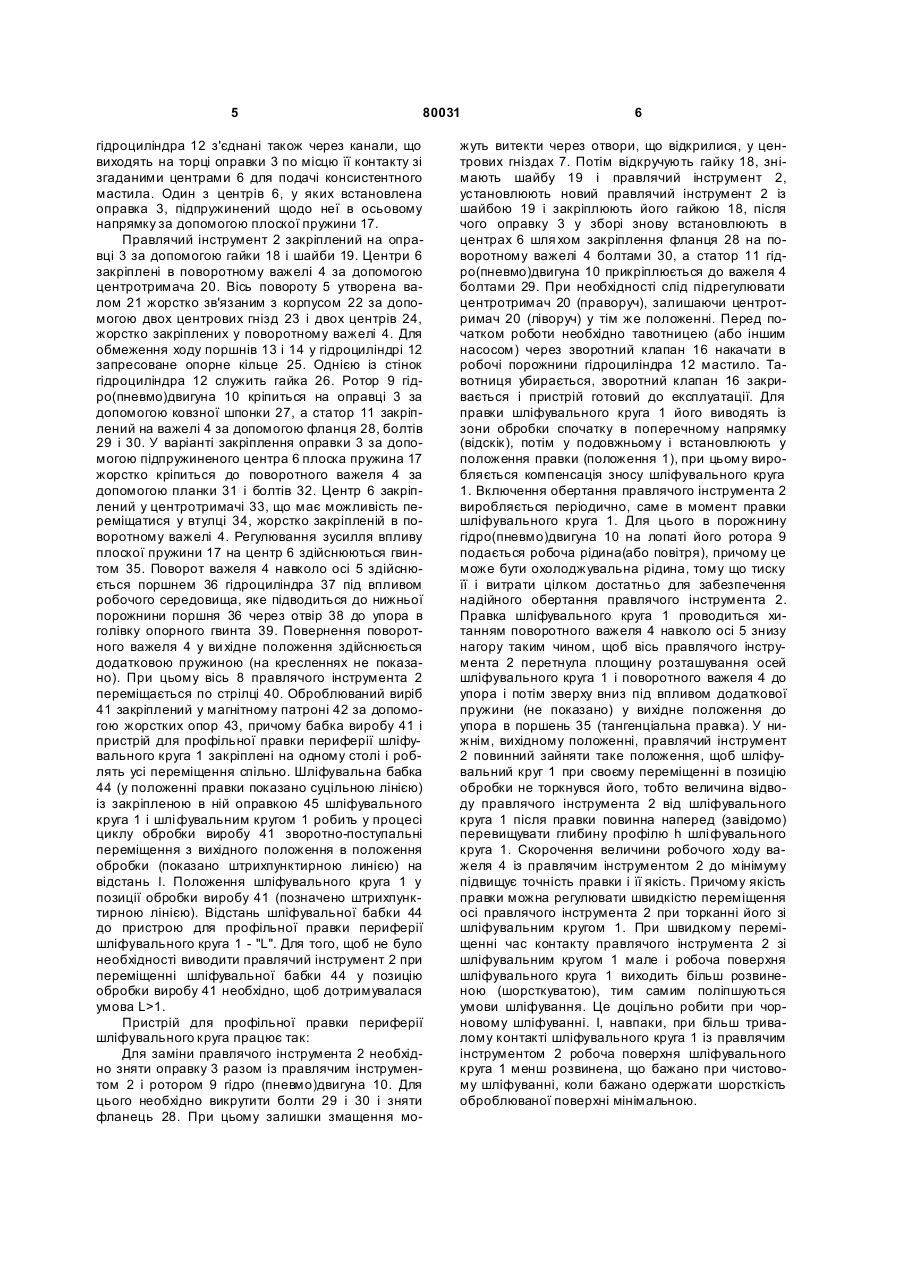
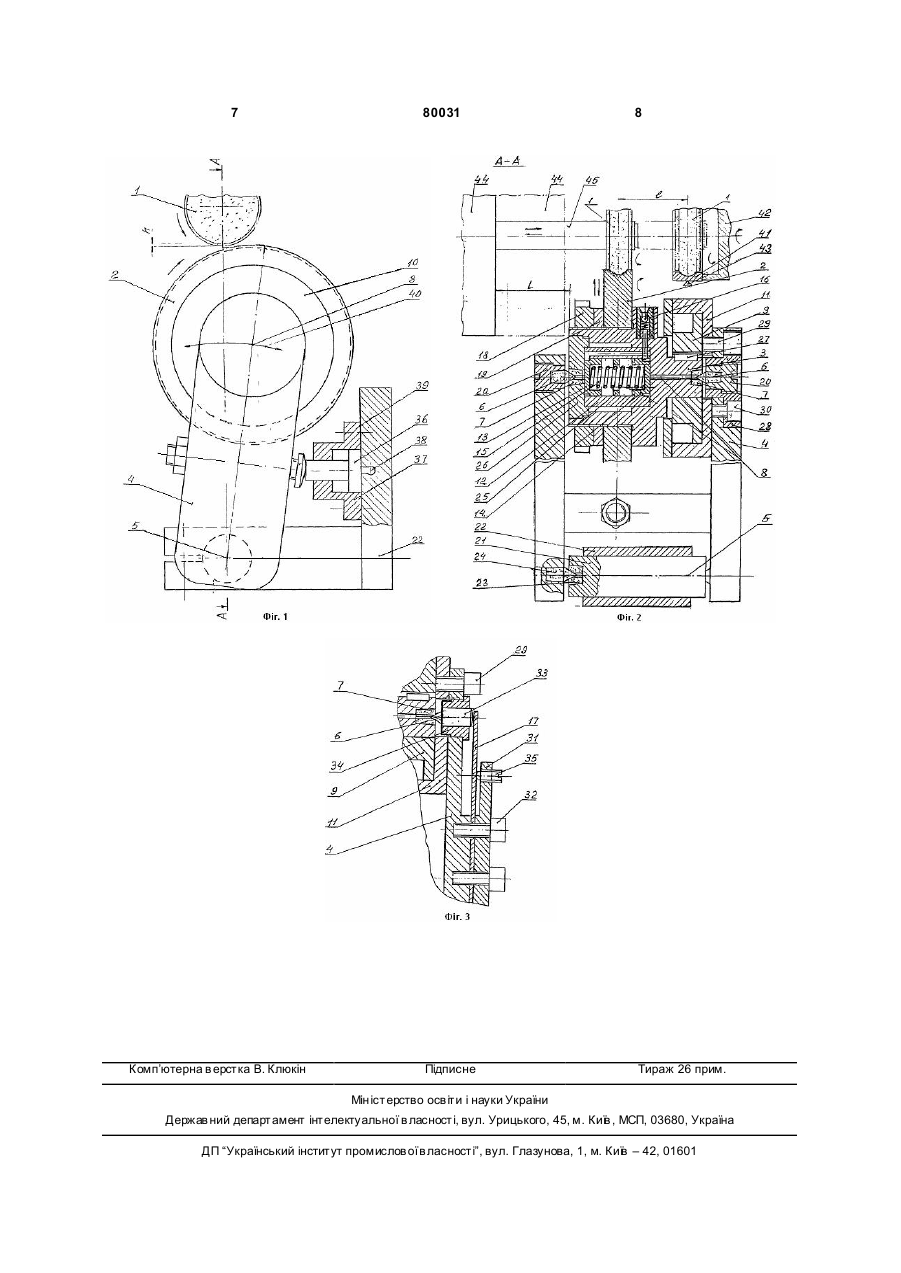
1. Пристрій для профільної правки периферії шліфувального круга, що містить правильний інструмент, встановлений у пристрої з можливістю обертання і подачі на врізання та кінематично зв'язаний з поворотним важелем, який відрізняється тим, що правильний інструмент установлений на оправці, поворотний важіль виконаний Н C2 2 (19) 1 3 80031 вої (торцевої) поверхні оброблюваного виробу. Привод обертання правлячого інструмента від електродвигуна через кліноременну передачу також має ряд недоліків. Оскільки електродвигун закріплений на важелі, габарити і вага всього пристрою досягають досить значних розмірів. Крім того, вібрації від електродвигуна передаються важелеві, що, природно, позначається на якості правки. Робота приводного електродвигуна, пасової передачі і самого шпинделя відбувається в дуже тяжких умовах, тому що вони знаходяться в зоні попадання охолоджувальної рідини і це призводить до швидкого зносу двигунів, пасової передачі й особливо шпинделів. Саме ці перераховані недоліки і послужили гальмом для широкого використання алмазних правлячих роликів у підшипниковій промисловості, де, як відомо, пред'являються дуже високі вимоги до якості шліфувальної обробки доріжок кочення кілець підшипників. В основу винаходу покладено завдання такого удосконалення пристрою для профільної правки периферії шліфувального круга, при якому за рахунок максимального скорочення габаритів пристрою і підвищення його жорсткості, а також точності обертання правлячого інструмента забезпечується висока точність правки, стабільність процесів правки і шліфування і, як наслідок, більш висока точність шліфувальної обробки і підвищення її продуктивності. Для вирішення цього завдання в пристрої для профільної правки периферії шліфувального круга, що містить, правлячий інструмент, який має можливість обертання і подачі на врізання, кінематично зв'язаний з поворотним важелем, згідно винаходу правлячий інструмент установлений на оправці, поворотний важіль виконаний Н-подібним, при цьому через одні однойменні його консолі пропущена вісь його повороту, а в протилежних консолях важеля закріплені центри, у яких встановлена оправка, оптимальним при цьому є, коли на одному з кінців оправки співвісно останній закріплений ротор гідро(пневмо)двигуна, статор якого нерухомо закріплений на важелі; співвісно оправці, виконаній порожнистою, розміщений гідроциліндр із зустрічно встановленими в ньому поршнями, підпружиненими у взаємно протилежному напрямку, робочі порожнини якого з'єднані з отвором, що проходить через нього і оправку з розміщеним у ньому зворотним клапаном, крім того робочі порожнини гідроциліндра з'єднані також через канали, що ви ходять на торці оправки по місцю її контакту зі згаданими центрами для подачі консистентного мастила; один з центрів, у яких встановлена оправка, підпружинений до неї в осьовому напрямку. Причинно-наслідковий зв'язок між пропонованою сукупністю ознак і технічними ефектами, що досягаються, при її реалізації, полягає в наступному: Установка правлячого інструмента на оправці, виконання поворотного важеля Н-подібним, коли через одні однойменні його консолі пропущена вісь повороту, а в протилежних консолях важеля закріплені центри, у яких встановлена оправка, забезпечують різке скорочення габаритів пристрою для профільної правки периферії шліфува 4 льного круга в напрямку осі правлячого інструмента. А це дозволяє розмістити згаданий пристрій у зоні між положеннями шліфувального круга в момент його правки й у момент обробки виробу. У такий спосіб важіль, на якому закріплена оправка з правлячим інструментом і приводом його обертання залишаються під час шліфування виробу у вихідному положенні, а не виводяться з зони правки для забезпечення вільного переміщення шліфувальної бабки в робоче положення, тобто в положення обробки виробу. Закріплення на оправці співвісно останньої ротора гідро(пневмо)двигуна, статор якого нерухомо закріплений на важелі забезпечує надійне обертання правлячого інструмента без будь якої проміжної передачі, наприклад, ремінної. А розміщення в порожнині оправки гідроциліндра із зустрічно розташованими в ньому поршнями, підпружиненими в протилежному напрямку, робочі порожнини якого з'єднані з отвором, що проходить через нього й оправку з розміщеним у ньому зворотним клапаном, а робочі порожнини гідроциліндра з'єднані через канали, що ви ходять на торці оправки по місцю її контакту із згаданими центрами для подачі консистентного мастила, забезпечує автоматичне змащення тертьових поверхонь центрів і центрових гнізд, і, як наслідок, їхню довговічність і стабільність точності обертання правлячого інструмента. При цьому в залежності від жорсткості вимог і точності обертання правлячого інструмента один з центрів, у яких встановлена оправка, може бути підпружинений відносно неї в осьовому напрямку. Усе це забезпечує високу якість правки, стабільність процесу шліфування, що в кінцевому рахунку підвищує якість обробки виробів і продуктивність шліфування. На кресленнях проілюстрований пропонований винахід, де на Фіг.1 показаний вид збоку пропонованого пристрою, на Фіг.2 - розріз по А-А на Фіг.1, на Фіг.3 - варіант закріплення оправки за допомогою підпружиненого центра. Пристрій для профільної правки периферії шліфувального круга 1 містить правлячий інструмент 2, що має можливість обертання і подачі на врізання установлений на оправці 3, кінематично зв'язаний з поворотним важелем 4, виконаним Нподібним, при цьому через одні однойменні його консолі пропущена вісь повороту 5, а в протилежних консолях важеля 4 закріплені центри 6, у яких встановлена оправка 3. Центри 6 і центрові гнізда 7 утворюють у контакті вісь обертання 8 оправки 3 і правлячого інструмента 2. Оптимальним є таке виконання пристрою для профільної правки периферії шліфувального круга 1, при якому на одному з кінців оправки 3, співвісно останній закріплений ротор 9 гідро(пневмо)двигуна 10, статор 11 якого нерухомо закріплений на важелі 4; співвісно оправці 3, виконаній порожньою, розміщений гідроциліндр 12 із зустрічно встановленими в ньому поршнями 13 і 14, що переміщаються у взаємно протилежному напрямку під дією пружини 15. Робочі порожнини гідроциліндра 12 з'єднані з отвором, що проходить через нього й оправку 3 з розміщеним у ній зворотним клапаном 16, крім того робочі порожнини 5 80031 гідроциліндра 12 з'єднані також через канали, що виходять на торці оправки 3 по місцю її контакту зі згаданими центрами 6 для подачі консистентного мастила. Один з центрів 6, у яких встановлена оправка 3, підпружинений щодо неї в осьовому напрямку за допомогою плоскої пружини 17. Правлячий інструмент 2 закріплений на оправці 3 за допомогою гайки 18 і шайби 19. Центри 6 закріплені в поворотному важелі 4 за допомогою центротримача 20. Вісь повороту 5 утворена валом 21 жорстко зв'язаним з корпусом 22 за допомогою двох центрових гнізд 23 і двох центрів 24, жорстко закріплених у поворотному важелі 4. Для обмеження ходу поршнів 13 і 14 у гідроциліндрі 12 запресоване опорне кільце 25. Однією із стінок гідроциліндра 12 служить гайка 26. Ротор 9 гідро(пневмо)двигуна 10 кріпиться на оправці 3 за допомогою ковзної шпонки 27, а статор 11 закріплений на важелі 4 за допомогою фланця 28, болтів 29 і 30. У варіанті закріплення оправки 3 за допомогою підпружиненого центра 6 плоска пружина 17 жорстко кріпиться до поворотного важеля 4 за допомогою планки 31 і болтів 32. Центр 6 закріплений у центротримачі 33, що має можливість переміщатися у втулці 34, жорстко закріпленій в поворотному важелі 4. Регулювання зусилля впливу плоскої пружини 17 на центр 6 здійснюються гвинтом 35. Поворот важеля 4 навколо осі 5 здійснюється поршнем 36 гідроциліндра 37 під впливом робочого середовища, яке підводиться до нижньої порожнини поршня 36 через отвір 38 до упора в голівку опорного гвинта 39. Повернення поворотного важеля 4 у ви хідне положення здійснюється додатковою пружиною (на кресленнях не показано). При цьому вісь 8 правлячого інструмента 2 переміщається по стрілці 40. Оброблюваний виріб 41 закріплений у магнітному патроні 42 за допомогою жорстких опор 43, причому бабка виробу 41 і пристрій для профільної правки периферії шліфувального круга 1 закріплені на одному столі і роблять усі переміщення спільно. Шліфувальна бабка 44 (у положенні правки показано суцільною лінією) із закріпленою в ній оправкою 45 шліфувального круга 1 і шлі фувальним кругом 1 робить у процесі циклу обробки виробу 41 зворотно-поступальні переміщення з вихідного положення в положення обробки (показано штрихпунктирною линією) на відстань l. Положення шліфувального круга 1 у позиції обробки виробу 41 (позначено штрихпунктирною лінією). Відстань шліфувальної бабки 44 до пристрою для профільної правки периферії шліфувального круга 1 - "L". Для того, щоб не було необхідності виводити правлячий інструмент 2 при переміщенні шліфувальної бабки 44 у позицію обробки виробу 41 необхідно, щоб дотримувалася умова L>1. Пристрій для профільної правки периферії шліфувального круга працює так: Для заміни правлячого інструмента 2 необхідно зняти оправку 3 разом із правлячим інструментом 2 і ротором 9 гідро (пневмо)двигуна 10. Для цього необхідно викрутити болти 29 і 30 і зняти фланець 28. При цьому залишки змащення мо 6 жуть витекти через отвори, що відкрилися, у центрових гніздах 7. Потім відкручують гайку 18, знімають шайбу 19 і правлячий інструмент 2, установлюють новий правлячий інструмент 2 із шайбою 19 і закріплюють його гайкою 18, після чого оправку 3 у зборі знову встановлюють в центрах 6 шля хом закріплення фланця 28 на поворотному важелі 4 болтами 30, а статор 11 гідро(пневмо)двигуна 10 прикріплюється до важеля 4 болтами 29. При необхідності слід підрегулювати центротримач 20 (праворуч), залишаючи центротримач 20 (ліворуч) у тім же положенні. Перед початком роботи необхідно тавотницею (або іншим насосом) через зворотний клапан 16 накачати в робочі порожнини гідроциліндра 12 мастило. Тавотниця убирається, зворотний клапан 16 закривається і пристрій готовий до експлуатації. Для правки шліфувального круга 1 його виводять із зони обробки спочатку в поперечному напрямку (відскік), потім у подовжньому і встановлюють у положення правки (положення 1), при цьому виробляється компенсація зносу шліфувального круга 1. Включення обертання правлячого інструмента 2 виробляється періодично, саме в момент правки шліфувального круга 1. Для цього в порожнину гідро(пневмо)двигуна 10 на лопаті його ротора 9 подається робоча рідина(або повітря), причому це може бути охолоджувальна рідина, тому що тиску її і витрати цілком достатньо для забезпечення надійного обертання правлячого інструмента 2. Правка шліфувального круга 1 проводиться хитанням поворотного важеля 4 навколо осі 5 знизу нагору таким чином, щоб вісь правлячого інструмента 2 перетнула площину розташування осей шліфувального круга 1 і поворотного важеля 4 до упора і потім зверху вниз під впливом додаткової пружини (не показано) у вихідне положення до упора в поршень 35 (тангенціальна правка). У нижнім, вихідному положенні, правлячий інструмент 2 повинний зайняти таке положення, щоб шліфувальний круг 1 при своєму переміщенні в позицію обробки не торкнувся його, тобто величина відводу правлячого інструмента 2 від шліфувального круга 1 після правки повинна наперед (завідомо) перевищувати глибину профілю h шлі фувального круга 1. Скорочення величини робочого ходу важеля 4 із правлячим інструментом 2 до мінімуму підвищує точність правки і її якість. Причому якість правки можна регулювати швидкістю переміщення осі правлячого інструмента 2 при торканні його зі шліфувальним кругом 1. При швидкому переміщенні час контакту правлячого інструмента 2 зі шліфувальним кругом 1 мале і робоча поверхня шліфувального круга 1 виходить більш розвиненою (шорсткуватою), тим самим поліпшуються умови шліфування. Це доцільно робити при чорновому шліфуванні. І, навпаки, при більш тривалому контакті шліфувального круга 1 із правлячим інструментом 2 робоча поверхня шліфувального круга 1 менш розвинена, що бажано при чистовому шліфуванні, коли бажано одержати шорсткість оброблюваної поверхні мінімальною. 7 Комп’ютерна в ерстка В. Клюкін 80031 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for profile straightening of the periphery of grinding wheel
Автори англійськоюCherenov Oleksii Borysovych
Назва патенту російськоюУстройство для профильной правки периферии шлифовального круга
Автори російськоюЧеренов Алексей Борисович
МПК / Мітки
МПК: B24B 53/12, B24B 53/06
Мітки: правки, периферії, круга, шліфувального, пристрій, профільної
Код посилання
<a href="https://ua.patents.su/4-80031-pristrijj-dlya-profilno-pravki-periferi-shlifuvalnogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Пристрій для профільної правки периферії шліфувального круга</a>
Пристрій для правки шліфувального круга з переривистою робочою поверхнею
Номер патенту: 14565
Опубліковано: 15.05.2006
Автори: Богуцкий Володимир Борисович, Новосьолов Юрій Костянтинович, Рудковськая Ірина Олександрівна
МПК: B24B 53/06
Мітки: робочою, переривистою, шліфувального, правки, круга, поверхнею, пристрій
Формула / Реферат:
Пристрій для правки шліфувального круга з переривистою робочою поверхнею, що складається із встановленого на плиті корпуса, правильного інструмента, копіра, який відрізняється тим, що як копір застосовують змінний диск, поверхня якого розділена на металеві і неметалеві сектори, закріплений на одній осі з шліфувальним кругом і вміщений між пластинами магнітоелектричного датчика Холла, який подає сигнал на схему керування, що дозволяє при...
Пристрій для правки шліфувального круга
Номер патенту: 79866
Опубліковано: 25.07.2007
Автори: Урсал Костянтин Георгійович, Настасенко Валентин Олексійович
МПК: B24B 53/06
Мітки: правки, круга, пристрій, шліфувального
Формула / Реферат:
1. Пристрій для правки шліфувального круга, який містить нерухомий зубчастий вінець і привідну шестірню, що знаходиться з ним у зачепленні і встановлена в корпусі, у якому розміщений з можливістю радіального переміщення правильний інструмент, при цьому зубчастий вінець виконаний з порожниною для доступу шліфувального круга до правильного інструмента, пристрій оснащений розміщеними на осях опорними роликами, встановленими в корпусі напроти...
Спосіб правки алмазного шліфувального круга
Номер патенту: 42950
Опубліковано: 15.11.2001
Автори: Польшаков Валерій Іванович, Захаренко Володимир Сергійович, Кузьменко Анатолій Петрович
МПК: B24B 53/00
Мітки: шліфувального, круга, спосіб, правки, алмазного
Формула / Реферат:
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняється тим, що алмазному шліфувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штрихів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує...
Пристрій для правки шліфувального круга з переривчастою робочою поверхнею на електропровідній зв’язці
Номер патенту: 37973
Опубліковано: 15.05.2001
Автори: Гаращенко Ярослав Миколайович, Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович, Уварова Юлія Леонідівна, Хорват Матяш
МПК: B24B 53/04
Мітки: круга, зв'язці, шліфувального, робочою, пристрій, переривчастою, поверхнею, електропровідний, правки
Текст:
...електрохімічна правка поверхні круга. Тому що пристрій забезпечує подачу імпульсів синхронно з поворотом круга на кут, обумовлений кроком западин на поверхні круга, а ділянки робочої поверхні круга мають довжину, також обумовлену кроком цих западин, ділянка поверхні круга, на якому формується западина. послідовно проходить через електропровідні частини ділянок і їхній сумарний вплив визначає розміри і форму западин на робочій поверхні...
Пристрій для правки шліфувального круга з дугоподібною шліфувальною поверхнею на двокоординатному верстаті
Номер патенту: 78858
Опубліковано: 25.04.2007
Автори: Бурляй Ігор Юрійович, Тарасов Віктор Олексійович, Бурляй Юрій Ігорович, Зіненко Володимир Миколайович
МПК: B24B 53/06
Мітки: круга, шліфувальною, шліфувального, двокоординатному, дугоподібною, поверхнею, правки, верстаті, пристрій
Формула / Реферат:
Пристрій для правки шліфувального круга з дугоподібною шліфувальною поверхнею на двокоординатному верстаті, що містить абразивну пластину для правки дугоподібної шліфувальної поверхні шліфувального круга, пристрій обертання планшайби прецизійної шпиндельної опори, який відрізняється тим, що пристрій позиціонування абразивної пластини для правки дугоподібної шліфувальної поверхні шліфувального круга включає основу, виконану у вигляді...
Попередній патент: Цифровий вимірювач концентрації речовин
Наступний патент: Пристрій для транспортування і очистки коренебульбоплодів
Випадковий патент: Вибухозахищена трансформаторна підстанція