Пристрій для правки шліфувального круга
Номер патенту: 79866
Опубліковано: 25.07.2007
Автори: Настасенко Валентин Олексійович, Урсал Костянтин Георгійович
Формула / Реферат
1. Пристрій для правки шліфувального круга, який містить нерухомий зубчастий вінець і привідну шестірню, що знаходиться з ним у зачепленні і встановлена в корпусі, у якому розміщений з можливістю радіального переміщення правильний інструмент, при цьому зубчастий вінець виконаний з порожниною для доступу шліфувального круга до правильного інструмента, пристрій оснащений розміщеними на осях опорними роликами, встановленими в корпусі напроти привідної шестірні та призначеними для контакту із внутрішньою поверхнею зубчастого вінця, що мають можливість обертання навколо своїх осей, на внутрішній поверхні зубчастого вінця виконана клиноподібна канавка, а ролики мають профіль, ідентичний їй, між правильним інструментом і механізмом його переміщення розміщена кулька, яка введена у напрямний отвір для правильного інструмента з можливістю контакту з його п'яткою, що притиснута до кульки за допомогою підп'ятної пружини, який відрізняється тим, що на поверхні корпусу встановлено стрижневий мікрометричний вимірювальний інструмент стандартного типу, закріплений до корпусу, наприклад, хомутом з підкладкою, який своїм вимірювальним стрижнем контактує з кронштейном, введеним іншим своїм кінцем у напрямний отвір для правильного інструмента з упором в кульку.
2. Пристрій для правки шліфувального круга за п. 1, який відрізняється тим, що зубчастий вінець із боку порожнини для вводу шліфувального круга закріплений двома опорними стиками, висота яких узгоджена з максимальним діаметром шліфувального круга, що вводиться у порожнину зубчастого вінця.
3. Пристрій для правки шліфувального круга за п. 2, який відрізняється тим, що опорні стійки зубчастого вінця встановлені на рухомій каретці, що розміщена на нерухомій планці, яка закріплена на шліфувальній головці верстата, при цьому каретка встановлена отворами П-подібної опори на введені в нерухому планку напрямні штифти, які обладнані пружинами для притиску каретки до другого стрижневого мікрометричного вимірювального інструмента стандартного типу, що забезпечує зсув каретки на величину припуску для правки шліфувального круга за допомогою введеного в різьбовий отвір на нерухомій планці різьбового хвостовика, який є продовженням стрижня.
4. Пристрій для правки шліфувального круга за п. 3, який відрізняється тим, що другий стрижневий мікрометричний вимірювальний інструмент стандартного типу, який забезпечує пересування каретки на величину припуску для правки шліфувального круга, встановлений на закріпленому на нерухомій планці кронштейні з можливістю контакту його вимірювального стрижня зі стінкою каретки.
Текст
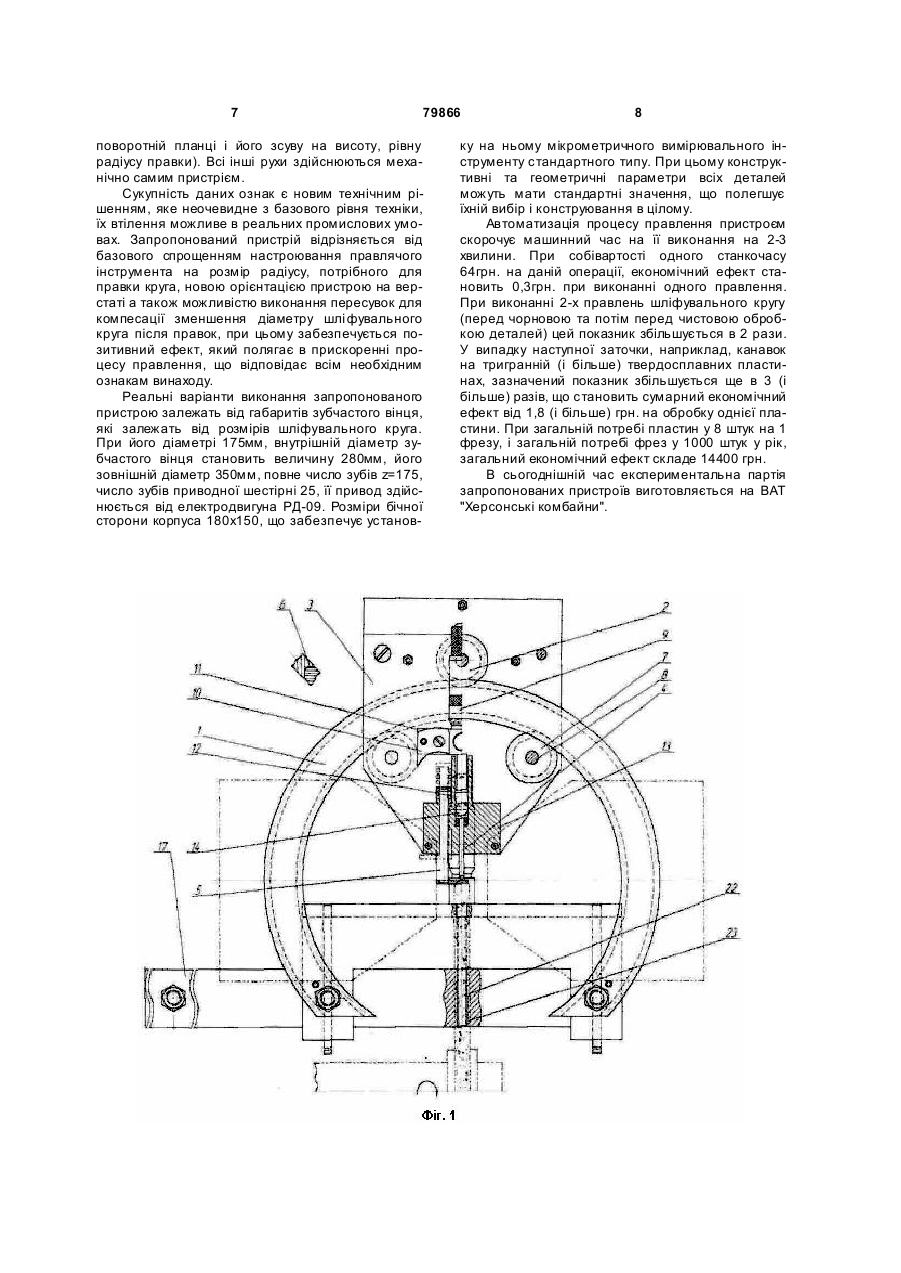
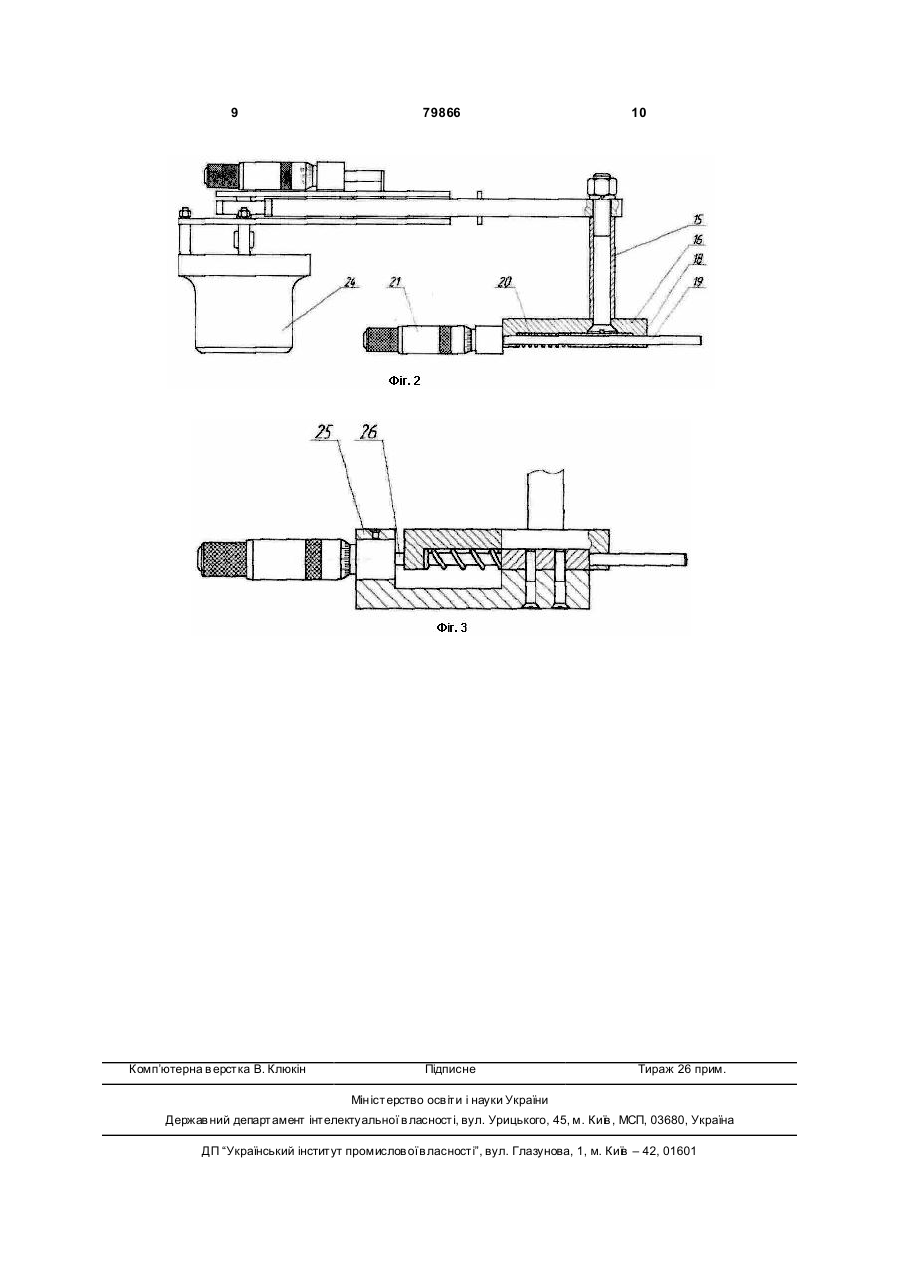
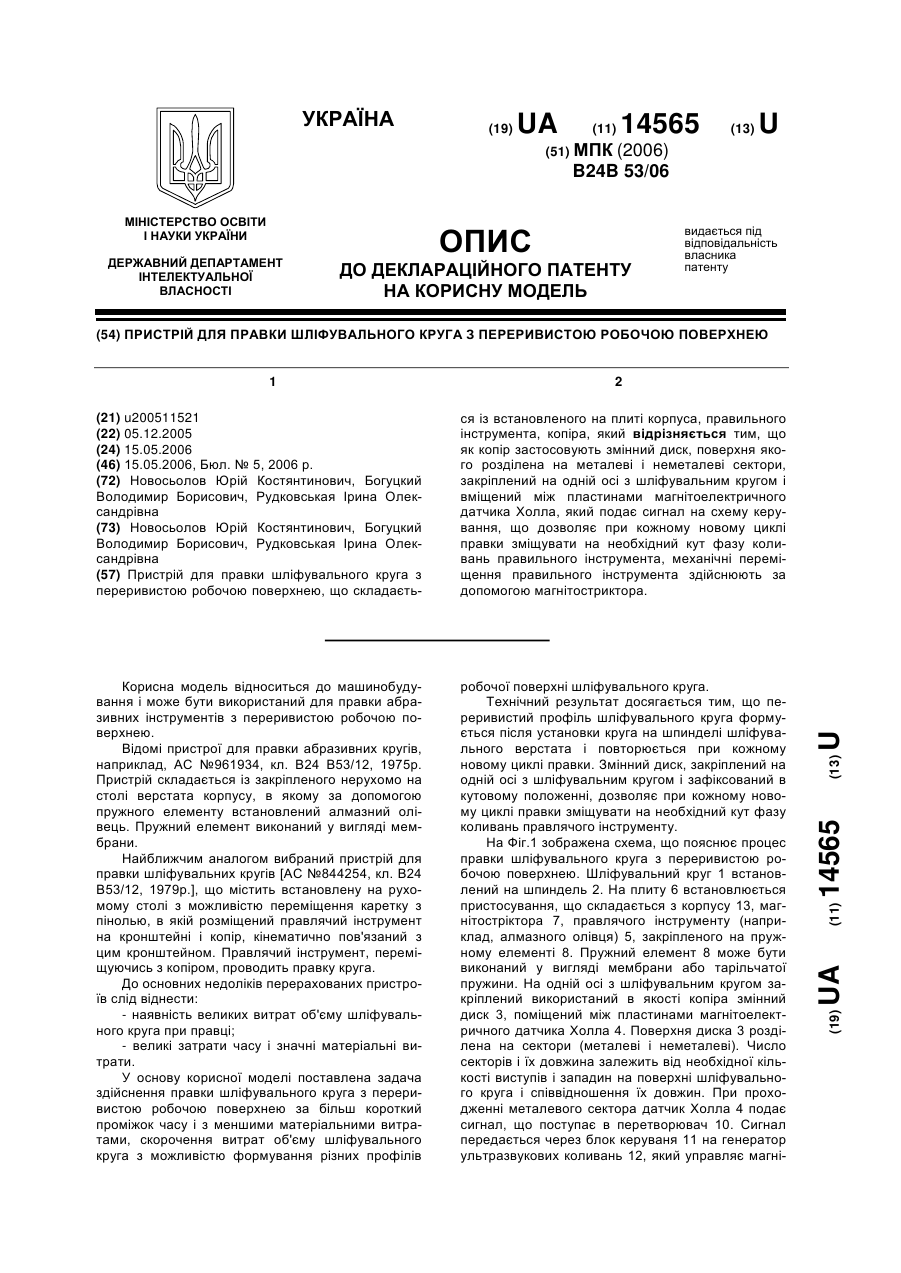
1. Пристрій для правки шліфувального круга, який містить нерухомий зубчастий вінець і привідну шестірню, що знаходиться з ним у зачепленні і встановлена в корпусі, у якому розміщений з можливістю радіального переміщення правильний інструмент, при цьому зубчастий вінець виконаний з порожниною для доступу шліфувального круга до правильного інструмента, пристрій оснащений розміщеними на осях опорними роликами, встановленими в корпусі напроти привідної шестірні та призначеними для контакту із вн утрішньою поверхнею зубчасто го вінця, що мають можливість обертання навколо своїх осей, на внутрішній поверхні зубчастого вінця виконана клиноподібна канавка, а ролики мають профіль, ідентичний їй, між правильним інструментом і механізмом його переміщення розміщена кулька, яка введена у напрямний отвір для правильного інструмента з можливістю контакту з його п'яткою, що притиснута до кульки за допомогою підп'ятної пружини, який відрізня C2 2 UA 1 3 79866 ний на привідному валу поворотний кронштейн, на якому встановлена рухлива в тангенціальному напрямку каретка із правлячим інструментом і привід переміщення каретки, виконаний у вигляді закріпленої на каретці зубчастої рейки і зубчастої передачі, ведене колесо якої перебуває в зачепленні із зубчастою рейкою каретки. Зубчаста передача виконана у вигляді встановленого соосно привідному валу нерухомого центрального зубчастого колеса, що жорстко закріплене на одній осі з веденим колесом і планетарним зубчастим колесом, яке перебуває в зачепленні центральним зубчастим колесом, причому передатне відношення зубчастої пари, утворене центральними і планетарним зубчастими колісами, дорівнює відношенню діаметра дуги профілю шлі фувального круга до діаметра ділильної окружності веденого колеса [див. А.С. СРСР №863315, МПК В24В53/06, заявка 2910052/25-08. Пристрій для правки шліфувального кругу. Авт. винах. М.С.Іцкович та ін. Опубл. у Бюл. №34 від 15.09.81]. Недоліком даного пристрою є складність налагодження для виконання опуклої дугової правки на торці дискового шліфувального кругу. Відомий також пристрій для правлення шліфувального кругу, який містить нерухомий зубчастий вінець і привідну шестерню, що перебуває з ним у зачепленні, встановлену в корпусі, в якому розміщений з можливістю радіального переміщення правлячий інструмент. При цьому зубчастий вінець виконаний з порожниною для доступу шліфувального кругу до правлячого інструмента, пристрій оснащений розміщеними на осях опорними роликами, встановленими в корпусі напроти привідної шестерні та призначеними для контакту із внутрішньою поверхнею зубчастого вінця, а правлячий інструмент кинематично пов'язаний зі згаданою шестернею за допомогою введеної у пристрій гітари змінних зубчастих коліс і мікрометричного гвинта із зубчастою головкою, при цьому опорні ролики встановлені з можливістю обертання навколо своїх осей. На внутрішній поверхні зубчастого вінця виконана клиноподібна канавка, а ролики мають профіль, ідентичний останній, між правлячим інструментом і мікрометричним гвинтом розміщена введена у пристрій кулька [див. патент РФ №2056270, МПК В24В53/06, заявка 5007823/08 від 03.07.91. Пристрій для правки шліфувального кругу. Авт. винах. Настасенко В.О., Богданов В.П., Бергер Е.Г. Опубл. у Бюл. №8 від 20.03.96]. Недоліками даного пристрою є складність конструкції за рахунок потреби гітари змінних зубчастих коліс, що ускладнює налагодження пристрою при правленні шліфувального кругу по радіусу дуги кола, складність доступу до мікрометричного гвинта при налагоджуванні, недостатня жорсткість за рахунок кріплення зубчастого вінця на одній опорі, а також неможливість пересувок для компенсації зменшення діаметру кругу при правленнях. Очікуваними технічними результатами запропонованого винаходу є усунення зазначених недоліків. 4 В основу пропонуємого технічного рішення поставлена мета створення пристрою, який дозволяє: 1) спростити налагодження при правленні кругу по радіусу дуги кола та полегшити доступ до механізму настроювання правлячого інструменту, за рахунок використання встановленого на корпусі стрижневого мікрометричного вимірювального інструменту стандартного типу (наприклад, мікрометру МК 0-25, Державний стандарт СРСР ГОСТ 6507-78); 2) підвищити жорсткість кріплення зубчастого вінця за рахунок його установки на двух стійках; 3) розширити можливості виконання багатьох правок шліфувального кругу, які ведуть до зменшення його діаметру, за рахунок розміщення пристрію на рухоміій каретці, зсув якої фіксується своїм стрижневим мікрометричним вимірювальним інструментом стандартного типу. Це досягається тим, що пристрій для правлення шліфувального круга, який містить нерухомий зубчастий вінець і привідну шестерню, що перебуває з ним у зачепленні і встановлена в корпусі, у якому розміщений з можливістю радіального переміщення правлячий інструмент, при цьому зубчастий вінець виконаний з порожниною для доступ у шлі фувального кругу до правлячого інструменту, на внутрішній поверхні зубчастого вінця виконана клиноподібна канавка, з якою введені в контакт опорні ролики, що розміщені на осях, які встановлені в корпусі напроти привідної шестерні з зможливістю обертання навколо своїх осей і мають профіль, ідентичний канавці, між правлячим інструментом і механізмом його переміщення розміщена кулька, яка введена у направляючий отвір для правлячого інструменту з можливісю контакту з його п'яткою, яка притиснута до кульки за допомогою підп'ятної пружини. При цьому на поверхні корпуса встановлено ручний стрижневий мікрометричний вимірювальний інструмент стандартного типу, закріплений, наприклад, хомутом з підкладкою, який своїм вимірювальним стрижнем контактує з кронштейном, введеним іншим своїм кінцем у направляючий отвір для правлячого інструменту з упором в кульку. Для підвищення жорсткості пристрою, зубчастий вінець із боку порожнини для вводу шліфувального круга закріплений двома опорними стійками, висота яких узгоджена з максимальним діаметром шліфувального круга. Для забезпечення пересувок при правці кругу, опорні стійки зубчастого вінця встановлені на рухомій каретці, що розміщена на нерухомій планці, яка закріплена на шліфувальній головці верстата, при цьому каретка встановлена отворами П-образної опори на введені в нерухому планку направляючі шті фти, які оснащені пружинами для притиску каретки від нерухомої планки до ручного стрижневого мікрометричного вимірювального інструменту стандартного типу, який забезпечує зсув каретки на величину припуску для правки шліфувального круга за допомогою введеного в різьбовий отвір на нерухомій планці різьбового хвостовика, який є продовженням стрижня. При цьому ручний мікрометричий вимірювальний інструмент стандартного типу, який забезпечує пересування каретки на величину припуску для правки шліфувального кругу, може бути встановлений на закріпленому на 5 79866 нерухомій планці кронштейні, з можливістю контакту його вимірювального стрижня зі стінкою каретки. На відміну від прототипу, стрижневий мікрометричний вимірювальний пристрій стандартного типу встановлено на поверхні корпусу і закріплено на ньому, наприклад, хомутом з підкладкою, який своїм вимірювальним стрижнем має контакт з кронштейном, що введений іншим своїм кінцем у направляючий отвір для правлячого інструмента і контактує з кулькою. Для підвищення жорсткості пристрою, його зубчастий вінець із боку порожнини для доступу шліфувального кругу закріплений двома опорними стійками, висота яких погоджена з максимальним діаметром шліфувального круга. Для забезпечення пересувок пристрою при кожній новій правці круга, опорні стійки зубчастого вінця розміщені на рухомій каретці, встановленій на нерухомій планці, закріпленій на шліфувальній головці верстата, при цьому каретка встановлена отворами П-образної опори на введені в нерухому планку направляючі шті фти, що оснащені пружинами для притиску каретки від нерухомої планки до другого стрижневого мікрометричного вимірювального інструменту стандартного типу, який забезпечує зсув каретки на величину припуску для правки шліфувального круга за допомогою введеного в різьбовий отвір на нерухомій планці різьбового хвостовика, що є продовженням стрижня. При цьому мікрометричий вимірювальний інструмент стандартного типу, що забезпечує зсув каретки на величину припуску для правки шліфувального кругу, може бути встановлений з можливістю контакту своїм вимірювальним стрижнем зі стінкою каретки на кронштейні, який закріплений на нерухомій планці або є її продовженням. Пристрій і принцип його роботи пояснюється кресленням. На Фіг.1 показаний пристрій для. виправлення шліфувального кола, який містить: нерухомий зубчастий вінець 1 і приводну шестерню 2, що перебуває з ним у зачепленні, установлену в корпусі 3, у якому розміщений з можливістю радіального переміщення правлячий інструмент 4, вершина якого настроюється за допомогою поворотної планки 5, при цьому зубчастий вінець виконаний з порожниною для доступу шліфувального круга до правлячого інструмента, на внутрішній поверхні зубчастого вінця виконана клиноподібна канавка 6, в яку введені ролики 7, що мають профіль, ідентичний канавці, при цьому ролики розміщені на осях 8 і встановлені в корпусі 3 напроти приводної шестерні для забезпечення контакту із внутрішньою поверхнею канавки зубчастого вінця і мають можливість обертання навколо своїх осей. На корпусі встановлений стрижневий мікрометричний вимірювальний інструмент 9 стандартного типу, закріплений хомутом 10 з підкладкою 11, що через кронштейн 12, введений в отвір направляючої 13 для правлячого інструмент, контактує через кульку 14 з його п'яткою, яка притиснута пружиною до кульки. На Фіг.2 показана установка пристрою на шлифувальній головці верстату. Для підвищення 6 жорсткості, зубчастий вінець із боку порожнини для доступ у шлі фувального круга закріплений двома опорними стійками 15, висота яких погоджена з максимальним діаметром шліфувального круга, а опорні стійки розміщені на рухомій каретці 16, встановленій, наприклад, на нерухомій планці 17, закріпленій на шліфувальній головці верстата. При цьому для забезпечення пересувок при правці круга, каретка встановлена отворами 18 Побразної основи на введених в нерухому планку направляючих штіфта х 19 з пружинами 20, що притискають каретку до другого стрижневого мікрометричного вимірювального інструменту 21 стандартного типу, який забезпечує можливість її пересування, наприклад за допомогою різьбового хвостовика 22, введеного в різьбовий отвір 23 нерухомої планки. Для обертання шестерні 2 застосований електродвигун 24. На Фіг.3 показане друге виконання в якому ручний мікрометричий вимірювальний інструмент стандартного типу, що забезпечує пересування каретки на величину припуску для правки шліфувального круга, встановлено з можливістю контакту вимірювального стрижню 25 зі стінкою каретки 16, на кронштейні 26, який закріплений на нерухомій планці 17. Принцип роботи пристрою наступний: За допомогою поворотної планки 5, встановленої по діаметральній осі внутрішньої поверхні зубчастого вінця 1, виконується настроювання вершини правлячого інструмента 4 шляхом її торкання з цією планкою, після чого вона виводиться із зони правлення. Потім здійснюється відвід вершини правлячого інструмента 4 на висоту, рівну заданому радіусу R правлення кругу за рахунок зсуву на цю висоту стрижня мікрометричного вимірювального інструменту 10 стандартного типу. Після цього корпус 3 відводять в одне із крайніх положень на зубчастому вінці 1, а шлі фувальний круг вводять в порожнину до контакту із вершиною правлячого інструменту 4 і потім здійснюють його правку при русі корпуса 3, пов'язаного з клиновою западиною зубчастого вінця 1, роликами 7, за допомогою обертання приводної шестерні 2 від електродвигуна 24. При цьому корпус переміщується в інше крайнє положення, після чого відбувається зміна напрямку руху й повернення корпуса у вихідне положення. На цьому цикл правлення завершується і пристрій готовий до виконання наступного циклу, який виконують після пересувки каретки 16 по направляючих шти фта х 19 на величину припуску для правлення круга, за допомогою стрижневого мікрометричного вимірювального інструменту 21 з різьбовим хвостовиком 22, який введений у різьбовий отвір 23 на нерухомій планці 17, або за допомогою стрижневого мікрометричного вимірювального інструменту 21 встановленого на кронштейні 25, який закріплений на нерухомій планці 17 з можливістю контакту своїм вимірювальним стрижнем 26 зі стінкою каретки 16. Виконання правки шліфувального круга за допомогою запропонованого пристрою полегшує даний процес за рахунок скорочення дій, що вимагають підвищеної уваги і часу на їх виконання (крім установки вершини правлячого інструменту по 7 79866 поворотній планці і його зсуву на висоту, рівну радіусу правки). Всі інші рухи здійснюються механічно самим пристрієм. Сукупність даних ознак є новим технічним рішенням, яке неочевидне з базового рівня техніки, їх втілення можливе в реальних промислових умовах. Запропонований пристрій відрізняється від базового спрощенням настроювання правлячого інструмента на розмір радіусу, потрібного для правки круга, новою орієнтацією пристрою на верстаті а також можливістю виконання пересувок для компесації зменшення діаметру шлі фувального круга після правок, при цьому забезпечується позитивний ефект, який полягає в прискоренні процесу правлення, що відповідає всім необхідним ознакам винаходу. Реальні варіанти виконання запропонованого пристрою залежать від габаритів зубчастого вінця, які залежать від розмірів шліфувального круга. При його діаметрі 175мм, внутрішній діаметр зубчастого вінця становить величину 280мм, його зовнішній діаметр 350мм, повне число зубів z=175, число зубів приводної шестірні 25, її привод здійснюється від електродвигуна РД-09. Розміри бічної сторони корпуса 180х150, що забезпечує установ 8 ку на ньому мікрометричного вимірювального інструменту стандартного типу. При цьому конструктивні та геометричні параметри всіх деталей можуть мати стандартні значення, що полегшує їхній вибір і конструювання в цілому. Автоматизація процесу правлення пристроєм скорочує машинний час на її виконання на 2-3 хвилини. При собівартості одного станкочасу 64грн. на даній операції, економічний ефект становить 0,3грн. при виконанні одного правлення. При виконанні 2-х правлень шліфувального кругу (перед чорновою та потім перед чистовою обробкою деталей) цей показник збільшується в 2 рази. У випадку наступної заточки, наприклад, канавок на тригранній (і більше) твердосплавних пластинах, зазначений показник збільшується ще в 3 (і більше) разів, що становить сумарний економічний ефект від 1,8 (і більше) грн. на обробку однієї пластини. При загальній потребі пластин у 8 штук на 1 фрезу, і загальній потребі фрез у 1000 штук у рік, загальний економічний ефект складе 14400 грн. В сьогоднішній час експериментальна партія запропонованих пристроїв виготовляється на ВАТ "Херсонські комбайни". 9 Комп’ютерна в ерстка В. Клюкін 79866 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for wheel dressing
Автори англійськоюNastasenko Valentyn Oleksiiovych
Назва патенту російськоюУстройство для правки шлифовального круга
Автори російськоюНастасенко Валентин Алексеевич
МПК / Мітки
МПК: B24B 53/06
Мітки: пристрій, правки, круга, шліфувального
Код посилання
<a href="https://ua.patents.su/5-79866-pristrijj-dlya-pravki-shlifuvalnogo-kruga.html" target="_blank" rel="follow" title="База патентів України">Пристрій для правки шліфувального круга</a>
Пристрій для правки шліфувального круга з переривистою робочою поверхнею
Номер патенту: 14565
Опубліковано: 15.05.2006
Автори: Богуцкий Володимир Борисович, Рудковськая Ірина Олександрівна, Новосьолов Юрій Костянтинович
МПК: B24B 53/06
Мітки: шліфувального, правки, пристрій, поверхнею, круга, переривистою, робочою
Формула / Реферат:
Пристрій для правки шліфувального круга з переривистою робочою поверхнею, що складається із встановленого на плиті корпуса, правильного інструмента, копіра, який відрізняється тим, що як копір застосовують змінний диск, поверхня якого розділена на металеві і неметалеві сектори, закріплений на одній осі з шліфувальним кругом і вміщений між пластинами магнітоелектричного датчика Холла, який подає сигнал на схему керування, що дозволяє при...
Спосіб правки алмазного шліфувального круга
Номер патенту: 42950
Опубліковано: 15.11.2001
Автори: Польшаков Валерій Іванович, Кузьменко Анатолій Петрович, Захаренко Володимир Сергійович
МПК: B24B 53/00
Мітки: шліфувального, алмазного, круга, правки, спосіб
Формула / Реферат:
Спосіб правки алмазного шліфувального круга, відповідно до якого алмазний шліфувальний круг обробляють торцем абразивного кільця, який відрізняється тим, що алмазному шліфувальному кругу і абразивному кільцю надають заданий відносний обертальний рух, за рахунок чого на поверхні алмазного круга утворюється рівномірна сітка штрихів, при чому абразивне кільце беруть з зовнішнім діаметром 0,625...1,2 діаметра круга і шириною, що не перевищує...
Пристрій для правки шліфувального круга з дугоподібною шліфувальною поверхнею на двокоординатному верстаті
Номер патенту: 78858
Опубліковано: 25.04.2007
Автори: Бурляй Юрій Ігорович, Зіненко Володимир Миколайович, Тарасов Віктор Олексійович, Бурляй Ігор Юрійович
МПК: B24B 53/06
Мітки: пристрій, правки, двокоординатному, верстаті, круга, дугоподібною, шліфувальною, поверхнею, шліфувального
Формула / Реферат:
Пристрій для правки шліфувального круга з дугоподібною шліфувальною поверхнею на двокоординатному верстаті, що містить абразивну пластину для правки дугоподібної шліфувальної поверхні шліфувального круга, пристрій обертання планшайби прецизійної шпиндельної опори, який відрізняється тим, що пристрій позиціонування абразивної пластини для правки дугоподібної шліфувальної поверхні шліфувального круга включає основу, виконану у вигляді...
Пристрій для правки шліфувального круга з переривчастою робочою поверхнею на електропровідній зв’язці
Номер патенту: 37973
Опубліковано: 15.05.2001
Автори: Грабченко Анатолій Іванович, Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович, Уварова Юлія Леонідівна, Хорват Матяш
МПК: B24B 53/04
Мітки: пристрій, зв'язці, переривчастою, круга, правки, поверхнею, шліфувального, електропровідний, робочою
Текст:
...електрохімічна правка поверхні круга. Тому що пристрій забезпечує подачу імпульсів синхронно з поворотом круга на кут, обумовлений кроком западин на поверхні круга, а ділянки робочої поверхні круга мають довжину, також обумовлену кроком цих западин, ділянка поверхні круга, на якому формується западина. послідовно проходить через електропровідні частини ділянок і їхній сумарний вплив визначає розміри і форму западин на робочій поверхні...
Пристрій для закріплення шліфувального круга
Номер патенту: 43643
Опубліковано: 17.12.2001
Автори: Марковський Олексій Вікторович, Матюха Петро Григорович
МПК: B24B 45/00
Мітки: шліфувального, пристрій, круга, закріплення
Формула / Реферат:
Пристрій для закріплення шліфувального круга, що складається з рухомого та нерухомого фланців з виконаними на торцевих поверхнях отворами зі збіжними осями, центруючих елементів та гвинтів для скріплення фланців, який відрізняється тим, що центруючі елементи виконані У, вигляді ступінчастого пальця, що має ексцентричні ступінь, при цьому меньший ступінь встановлена з можливістю контактування з поверхнею отвору в нерухомому фланці, більший...
Попередній патент: Пристрій для закритої репозиції відламків травмованих кісток плеча і передпліччя верхніх кінцівок людини
Наступний патент: Спосіб одержання діоксиду хлору
Випадковий патент: Спосіб одержання активного вугілля