Спосіб виробництва прокату
Номер патенту: 8047
Опубліковано: 26.12.1995
Автори: Мінаєв Олександр Анатолійович, Сайгаков Анатолій Авраамович, Сердюк Генадій Анатолійович, Бердічевський Юрій Євгенович, Холодило Валерій Андрійович, Кацнельсон Генріх Майорович, Стурза Василь Іванович
Формула / Реферат
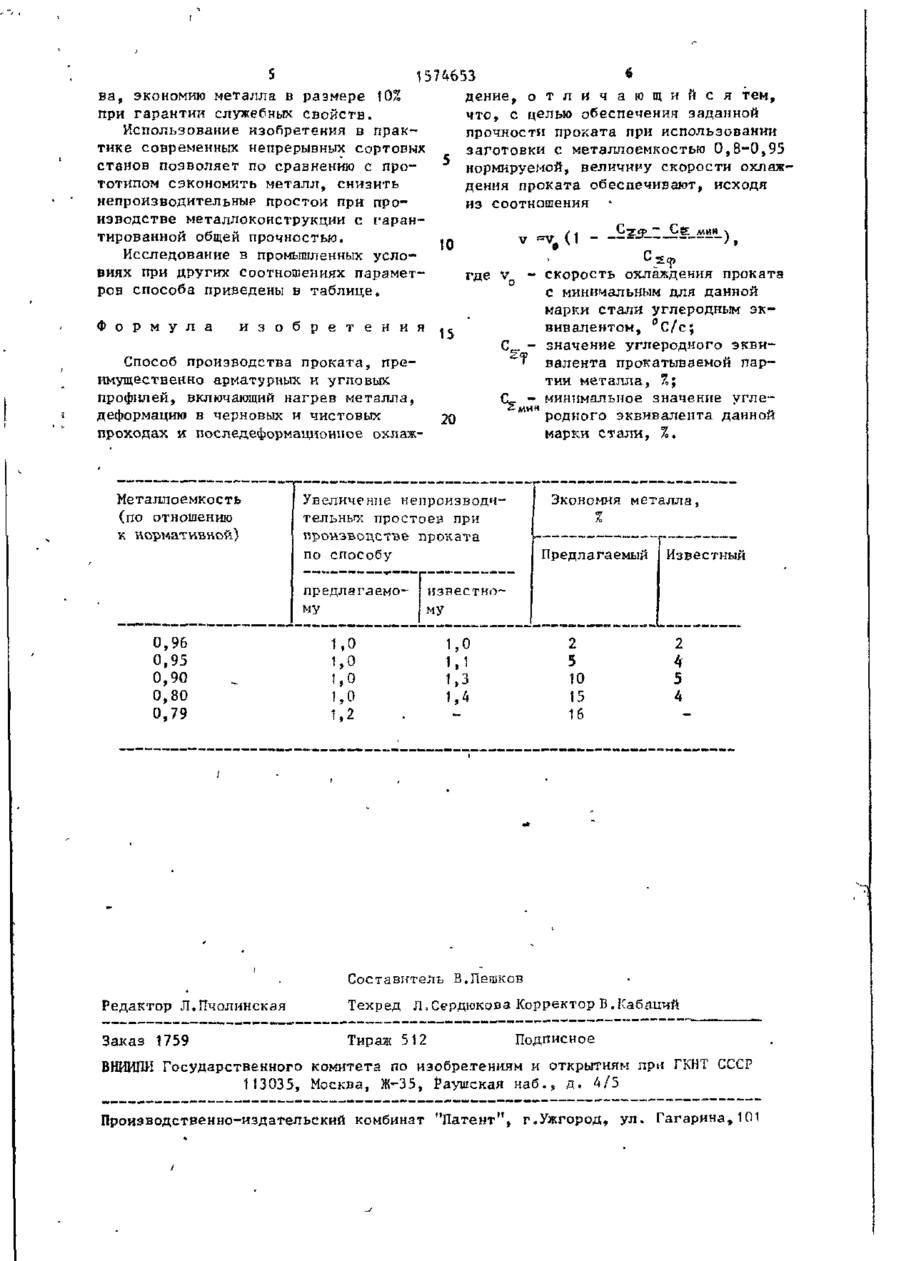
Способ производства проката, преимущественно арматурных и угловых профилей, включающий нагрев металла, деформацию в черновых и чистовых проходах и послед еформационное охлаждение, отличающийся тем, что, с целью обеспечения заданной прочности проката при использовании заготовки с металлоемкостью 0,8-0,95 нормируемой, величину скорости охлаждения проката обеспечивают, исходя из соотношения
где v0 - скорость охлаждения проката с минимальным для данной марки стали углеродным эквивалентом, 0С/с;
Сåф - значение углеродного эквивалента прокатываемой партии металла, %;
Сåмин - минимальное значение углеродного эквимин валента данной марки стали, %.
Текст
Изобретение относится к металлургии, а именно к производству проката преимущественно арматурных и угловых профилей с повышенным комплексом служебных свойств. Цель изобретения - обеспечение заданной прочности проката при использовании заготовки с металлоемкостью 0,8-0,95 нормируемой. Заготовку из низколегированной стали 35 ГС нагревали до 1200°С и прокатывали на периодический профиль № 10, Формировали профиль с металлоемкостью, равной 0,9 нормативной металлоемкости. Величину скорости охлаждения проката определяли из соотношения V=V0 (1 vo скорость принудительного охлаждения проката с минимальным для данной марки стали углеродным эквивалентом, С /с; С £ а - значение углеродного эквивалента прокатываемого металла, %; С £ м и н - минимальное значение углеродного эквивалента данной марки стали. Способ позволяет получить экономию металла в размере 10-15% при производстве металлопродукции с гарантированной общей прочностью. 1 табл. сл Изобретение относится к металлургии, а именно к производству проката^ преимущественно арматурных и угловых профилей с повышенным- комплексом служебных свойств. Цель изобретения - обеспечение заданной прочности проката при использовании заготовки с металлоемкостью 0,8-0,95 нормируемой. Величину скорости принудительного охлаждения сортового проката определяют из соотношения: v . где V - скорость принудительного охлаждения проката с минимальным для данной марки стали углеродным эквивалентом, °С/с; - значение углеродного.эквивалента прокатываемого металла , %: С„ - минимальное значение углеродного эквивалента данной марки стали, %. Изменение скорости принудительного охлаждения в паузах между прокаткой металла обратно пропорционально изменению углеродного эквивалента пос сл '1574653 леднего необходимо для создания требуемого уровня служебных свойств, определенного из условия обеспечения общей прочности профиля при его заданной металлоемкости. Дифференцированное охлаждение каждой данной партии плавки необходимо для того, чтобы вся производимая продукция в пределах марки стали имела постоянный ,« уровень служебных свойств при постоянной металлоемкости и гарантии общей прочности. Это обеспечивает улучшение технологичности производства и увеличение экономии металла, так как * 5 в данном случае прокатка металла во всем диапазоне изменения углеродного эквивалента осуществляется с постоянной металлоемкостью готового профиля. Требуемая общая прочность обеспечивается упрочнением металла путем его 20 принудительного охлаждения. Изменение скорости принудительного охлаждения должно быть обратно пропорционально изменению углеродного эквивалента, • поскольку чем выше его углеродный эквивалент, тем выше и его прочностные характеристики и тем меньше должна быть величина упрочнения, а следовательно, и скорость принудительного охлаждения. Изменение скорости охлаж- 30 дения обеспечивается изменением гидродинамических характеристик охлаждающих устройств (давление, расход охладителя, скорость его истечения) при помощи регулировочной арматуры. 35 случае профиль прокатывается в поле минусовых допусков, что не обеспечивает дополнительной экономии металла от поставки металлопродукции с гарантированной общей прочностью* П р и м е р . Заготовку 80хР0 мм из низколегированной стали 35ГС нагревар ли до 1200 С и прокатывали на периодический профиль № 10. Прокатка согласно предложенному способу осуществлялась в течение смены работы стана, Формировали профиль с металлоеккостью 0,90 нормативной металлоемкости. В этом случае площадь поперечного сечег ния профиля № 10 равна 70,65 мм . Значение общей прочности для № 10 класса А-Ш составляет 43,4 кН с Таким образом, требуемое значение (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing mill products
Автори англійськоюMinaiev Oleksandr Anatoliiovych, Berdychevskyi Yurii Yevhenovych, Saihakov Anatolii Avraamovych, Katsnelson Henrikh Maiorovych, Serdiuk Hennadii Anatoliiovych, Kholodilo Valerii Andriiovych, Sturza Vasyl Ivanovych
Назва патенту російськоюСпособ производства проката
Автори російськоюМинаев Александр Анатольевич, Бердичевский Юрий Евгеньевич, Сайгаков Анатолий Авраамович, Кацнельсон Генрих Майорович, Сердюк Геннадий Анатольевич, Холодило Валерий Андреевич, Стурза Василий Иванович
МПК / Мітки
МПК: B21B 45/02, C21D 8/00, B21B 1/38
Мітки: виробництва, спосіб, прокату
Код посилання
<a href="https://ua.patents.su/4-8047-sposib-virobnictva-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва прокату</a>
Спосіб обробки стального прокату

Номер патенту: 4887
Опубліковано: 28.12.1994
Автор: Макс Айхер
МПК: C23F 15/00, B21B 45/02
Мітки: обробки, спосіб, стального, прокату
Формула / Реферат:
1. Способ обработки стального проката, преимущественно арматурной стали, проволоки, включающий удаление окалины с проката, поступающего с прокатного нагрева после деформации, нанесение покрытия из цветного металла, предпочтительно цинка, отличающийся тем, что, с целью повышения коррозионной стойкости, непосредственно после удаления окалины осущeствляют непрерывное охлаждение поверхности проката до температур нанесения покрытия ниже 6000С,...
Спосіб виробництва прокату
Номер патенту: 6096
Опубліковано: 29.12.1994
Автори: Деревянко Василь Іванович, Филонов Юрій Всеволодович, Роєва Жана Михайлівна, Коваленко Віктор Федорович, Афанасьєв Сергій Іванович, Чигиринський Віктор Михайлович, Сапригін Хразален Михайлович, Сухий Володимир Іванович
МПК: B21B 1/26
Мітки: виробництва, спосіб, прокату
Формула / Реферат:
(57) 1. Способ производства проката, включающий нагрев заготовок, предварительную и окончательную деформацию в прокатных клетях, подачу охладителя по проходам и межклетовое подстуживание раската в ориентированных вдоль направления прокатки зонах, отличающийся тем, что направление подачи охладителя по проходам последовательно изменяют на обрат ное, чередуя подачу охладителя на верхнюю и нижнюю поверхности раската.2. Способ...
Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Приходько Євгенія Валер'янівна, Нечепоренко Володимир Андрійович, Рибалка Віктор Федорович, Гунькін Ігор Олександрович, Нечепоренко Анатолій Петрович, Худик Валер'ян Тарасович, Івченко Олександр Васильович, Худик Юрій Тарасович, Костюченко Михайло Іванович, Костирко Сергій Андрійович
Мітки: спосіб, прокату, термічного, зміцнення
Формула / Реферат:
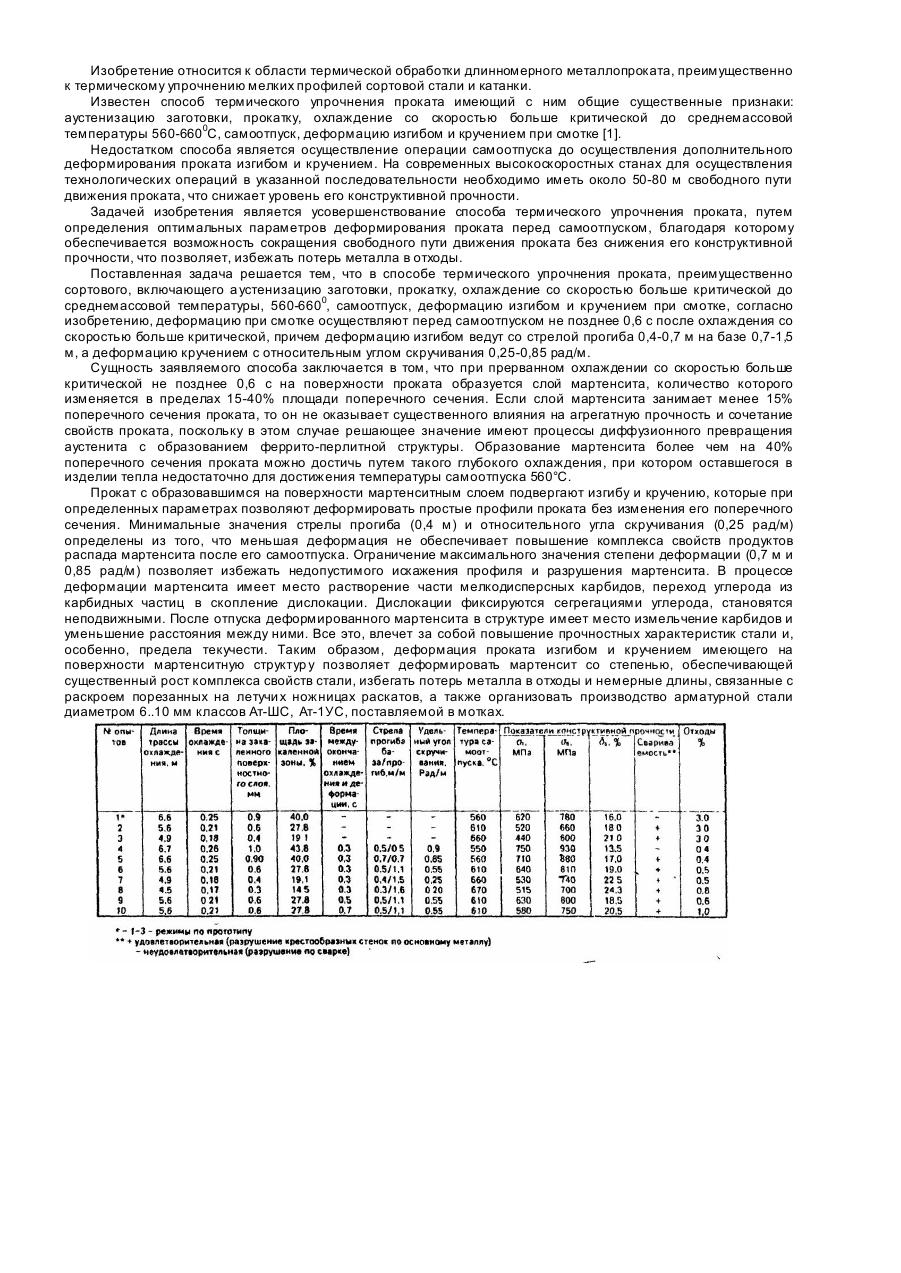
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Спосіб виготовлення прокату
Номер патенту: 7867
Опубліковано: 26.12.1995
Автори: Івченко Олександр Васильович, Мадатян Сергій Ашотович
МПК: C21D 1/02
Мітки: прокату, спосіб, виготовлення
Формула / Реферат:
Способ изготовления проката, преимущественно арматурных стержней, включающий получение стальной заготовки, нагрев заготовки, горячую прокатку, прерванную закалку потоком воды в закрытой камере до достижения заданной среднемассовой температуры с самоотпуском, отличающийся тем, что заготовку получают из стали с содержанием углерода 0,12... 0,24%, закалку осуществляют до среднемассовой температуры 540 ... 660°С, при этом с повышением...
Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Номер патенту: 5308
Опубліковано: 28.12.1994
Автори: Худик Валер'ян Тарасович, Нечепоренко Володимир Андрійович, Гунькін Ігор Олександрович, Черненко Валерій Тарасович, Нечепоренко Анатолій Петрович, Кокшаров Олександр Миколайович, Костюченко Михайло Іванович, Івченко Олександр Васильович
Мітки: виготовлення, термічно-зміцненого, прокату, низьколегованої, низьковуглецевої, сталі, спосіб
Формула / Реферат:
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки...
Попередній патент: Затискувач
Наступний патент: Вимірювальний перетворювач активної потужності
Випадковий патент: Спосіб корекції стану центральної нервової системи в екстремальних умовах діяльності плавскладу