Спосіб прокатки злитків
Номер патенту: 8081
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Хрістиченко Олександр Миколайович, Коцегуб Павло Харитонович, Кукуй Давид Пенхусович, Губайдулін Вячеслав Фуатович, Отєрін Володимир Давидович, Столба Володимір Анатолійович
Формула / Реферат
Способ прокатки слитков, включающий задачу слитка в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков на контактной поверхности металла с валками, отличающийся тем, что, с целью повышения качества проката путем улучшения условии захвата металла, соотношение скоростей задачи слитка в валки большим и меньшим основанием выдерживают в пределах
где В - ширина большего основания слитка, мм;
b - ширина меньшего основания слитка, мм;
Vб - скорость задачи слитка в валки большим основанием, м/с;
Vм - скорость задачи слитка в валки меньшим основанием, м/с.
Текст
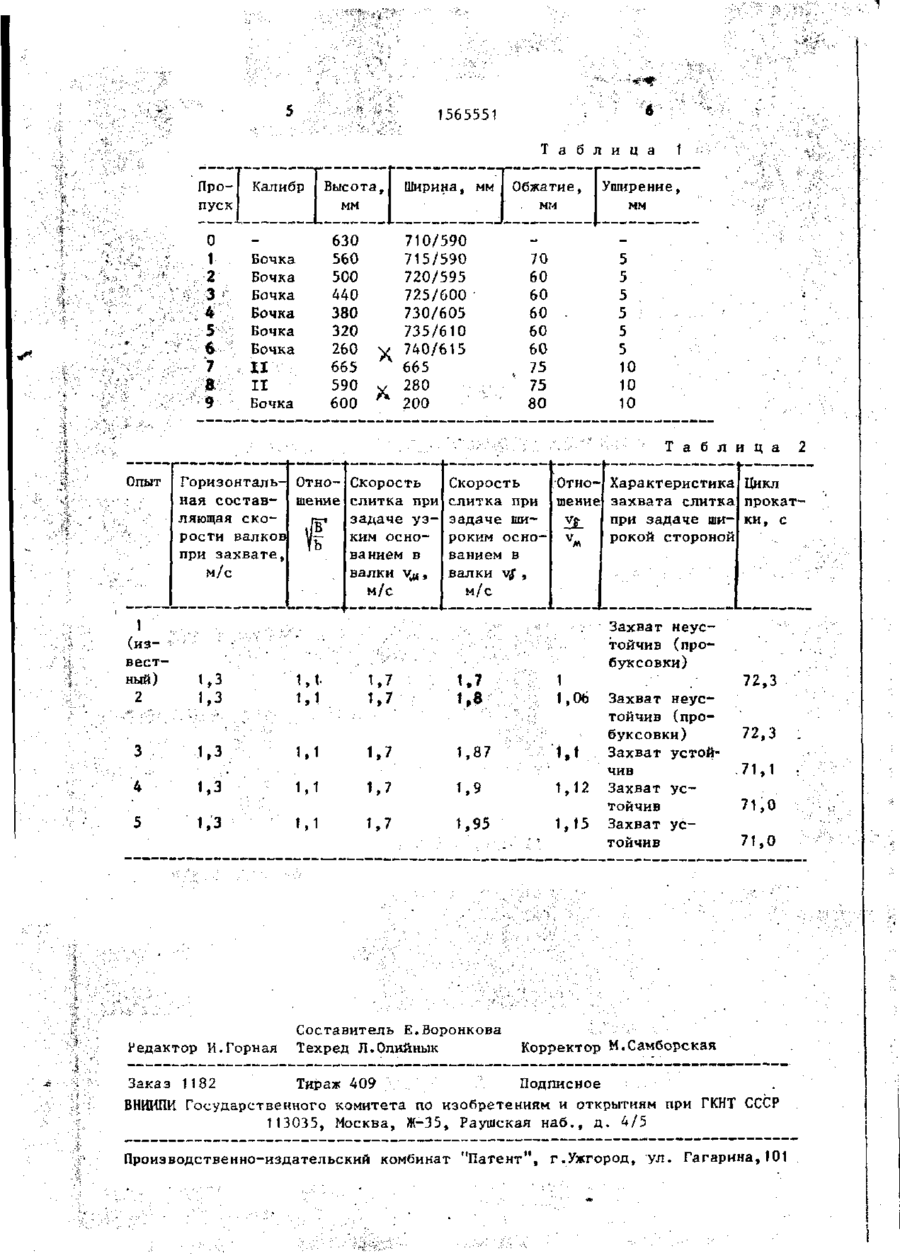
Изобретение относится к прокат Изобретение относится к прокатному производству, в частности к прокатке на блюминге. Целью изобретения является повышение качества проката путем улучшения условий захвата металла. Способ осуществляют следующим образом. Установлено, что величина угла смятия при одинаковой скорости задачи слитка в валки большим и меньшим основаниями обратно пропорциональна ширине основания. Так как условия захвата определяются в основном углом захвата, то естественно, что при задаче меньшим основанием условия захвата улучшаются за счет большей величины угла смятия. Однако следует учитывать влияние ширины слитка на условия захвата. Увеличение ширины слитка улучшает условия захвата металла валками, что несколько снижает отрицательное влияние снижения ному производству, в частности к прокатке на блюминге. Целью изобретения является повышение качества прокатки путем улучшения условий захвата металла. Для этого соотношения скоростей при задаче слитка в валки большим и меньшим основанием вьщерживают в пределах Vg/v w • -jB/bj где Vg. и v M скорости задачи слитка в валки соответственно большим и меньшим основаниями 1 В и Ь - соответственно ширина большего и меньшего оснований. Способ позволяет улучшить условия захвата металла валками. 2 табл. угла смятия при задаче слитка в валки большим основанием. Получена зависимость отношения скоростей задачи слитка в валки от отношения ширины оснований. При подобном отношении скоростей захват обоих оснований при предельных углах захвата происходит практически в одинаковых условиях, т.е. без снижения цикла оборотов валков и без пробуксовок. При 1 -г b наблюда ются пробуксовки в первоначальный .момент захвата, что снижает производительность стана и вынуждает опе|ратора снижать обороты валков при захвате. Следует учитывать, что чрезмерное увеличение скорости задачи металла в валки приводит к ускоренному износу станин клети и подшипников рабочих валков. П р и м е р . На стане 950 производят прокатку слитков кипящей стали г СЛ с 0* СЛ СЛ СЛ 1565551 на слябы 200 х 600 мм. Исходное сечение оснований слитка: большего 710 х 630, меньшего 590*560. Режим обжатий приведен в табл.1. Диаметр бочки 830 мм, угол захвата при Kh = 60 мм равен 22 , бочка гладкая без сетки разгара и насечки. Наиболее показательными являются 2-6 пропуски. В этих пропусках величина to В" — практически постоянна и равна о 1,1. Скорость захвата во всех проходах зафиксирована и составляет *1,4 м/с или 32 об/мин, а ее горизон- )$ тальная составляющая при угле захвата 22 равна 1,3 м/с. Первоначальная задача слитка в валки производится меньшим основанием, т.е. в нечетных пропусках ели- 20 ток задается в валки основанием с меньшей шириной. Рабочие рольганги клети 950 имеют регулируемый привод. Изменение скорости рольгангов осуществляется путем изменения напряже- 25 ния, подаваемого на якорь двигателей. Для совпадения скорости рольгангов со скоростью слитка выброс слитка из валков во всех случаях прокатки осуществляют на 2,3-2,5 м. При прохож- зо дении этого расстояния, двигаясь в сторону валков, слиток в момент задачи получает практически такую же линейную скорость, как и ролики рольганга, угловая скорость которых оп„ ределяется тахометром, установленным на валах двигателей, и далее пересчитывается в линейную с учетом передаточного числа редуктора и диаметра роликов. Привод валков клети до 950 индивидуальный. Пробуксовки при захвате определяются по звуку и по току на якорях двигателей валков. Во всех случаях производится хронометраж цикла прокатки.45 Результаты исследований сведены в табл.2. Как видно из приведенных данных, увеличение скорости задачи слитка в валки большим (широким) основанием менее чем на величину -JT не дает положительных результатов (опыт 2 ) , Увеличение скорости задачи слитка широким основанием в валки более чем на величину-у — улучшает условия захь вата за счет большей величины снятия кромки при касании металла с валками, Однако это улучшение не происходит до бесконечности и при превышении отношения скорости задачи слитка в валки к горизонтальной составляющей скорости валков при захвате более чем 1,5 улучшения условий захвата не наблюдается. Ф о р м у л а и з о б р е т е н и я Способ прокатки слитков, включающий задачу слитка в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков на контактной поверхности металла с валками, о т л и ч а ю щ и й с я тем, что, с целью повышения качества проката путем улучшения условий захвата металла, соотношение скоростей задачи слитка в валки большим и меньшим основанием выдерживают в пределах VS где В >- ширина большего основания слитка, мм^ Ъ - ширина меньшего основания 1 слитка, мм , Vr- - скорость задачи слитка в валки большим основанием, м/сі v u - скорость задачи слитка в валки меньшим основанием, м/с. 1565551 Т а б л и ц а Пропуск 0 1 2 •з 4 5 6 7 8 9 Высота, Калибр Ширина, мм Обжатие, мм мм 630 560 710/590 715/590 720/595 725/600 730/605 735/610 740/615 Бочка Бочка Бочка Бочка Бочка Бочка 500 440 380 320 II 665 Бочка 590 v/ 2 8 0 600 ' 200 260 II •v 665 1 Уширение, мм 70 60 60 60 . 5 60 60 5 5 5 5 - . 5 10 10 10 75 75 80 Т а б л и ц а Опыт 2 Горизонталь- Отно- Скорость Скорость Отно- Характеристика Цикл ная состав- шение слитка при слитка при шение захвата слитка прокатляющая скозадаче уз- задаче шиvt при задаче ши- ки, с рости валков ким осно- роким оснорокой стороной при захвате, ванием в ванием в м/с валки уд, валки vf , Ж її м/с \ (известный) 2 м/с Захват неустойчив (пробуксовки) 1,1 1,7 1,7 1,8 ; 1 1,1 1,7 1,1 1,7 1,87 і,1 1,1 1,7 1,9 1,12 Захват ус 1,1 1,7 1,95 і,15 Захват ус і,06 Захват неустойчив (пробуксовки) Захват устой 72,3 чив 71 ,1 тойчив 1/3 тойчив Редактор И.Горная Составитель Е.Боронкова Техред Л.Олийнык 72,3 71 ,0 71 ,о Корректор М.Самборская Заказ 1182 Тираж 409 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwritermethod of rolling ingots
Автори англійськоюKukui Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukuj Davyd Penkhusovych, Korin Andrii Oleksandrovych, Stolba Volodymyr Anatoliiovych, Otierin Volodymyr Davydovych, Hubaidulin Viacheslav Fuatovych, Khristichenko Oleksandr Mykolaiovych, Kotsehub Pavlo Kharitonovych
Назва патенту російськоюСпособ прокатки слитков
Автори російськоюКукуй Давид Пенхусович, Коринь Андрей Александрович, Столба Владимир Анатольевич, Отерин Владимир Давидович, Губайдулин Вячеслав Фуатович, Христиченко Александр Николаевич, Коцегуб Павел Харитонович
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатки, злитків, спосіб
Код посилання
<a href="https://ua.patents.su/4-8081-sposib-prokatki-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки злитків</a>
Спосіб прокатки злитків
Номер патенту: 7900
Опубліковано: 26.12.1995
Автори: Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Шум Валентин Борисович, Губайдулін Вячеслав Фуатович, Коцегуб Павло Харитонович, Светлічний Олексій Васильович, Столба Володимір Анатолійович, Хрістиченко Олександр Миколайович, Следнев Володимір Петрович
МПК: B21B 1/02
Мітки: злитків, прокатки, спосіб
Формула / Реферат:
Способ прокатки слитков по авт. св. № 1565551, отличающийся тем, что, с целью увеличения производительности процесса путем исключения пробуксовок валков, после снятия конусности слитка скорость задачи слитка в валки увеличивают в каждом последующем пропуске на величину, равнуюгде 0,1 £ K £ 1;Н0 - высота раската после снятия конусности, мм;Нn - высота раската в данном пропуске, мм.
Спосіб прокатки злитків на дуореверсивному стані
Номер патенту: 8080
Опубліковано: 26.12.1995
Автори: Левицький Анатолій Петрович, Терещенко Володимир Петрович, Светлічний Олексій Васильйович, Корінь Андрій Олександрович, Коцегуб Павло Харитонович, Пілюшенко Олександр Віталійович, Лам Матвій Маркович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович, Отерін Володимир Давидович
МПК: B21B 1/02
Мітки: злитків, прокатки, стані, дуореверсивному, спосіб
Формула / Реферат:
Способ прокатки с различными массами слитков на дуореверсивных станах, включающий задачу слитков с различными массами в валки со скоростью, превышающей горизонтальную составляющую окружной скорости валков в очаге деформации, отличающийся тем, что, с целью повышения качества проката путем улучшения условий захвата металла валками при прокатке, соотношение скоростей задачи слитков в валки выдерживают в пределахгде VМ, VБ -...
Спосіб прокатки злитків
Номер патенту: 7940
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Ротару Іон Теодорович, Макаров Григорій Арестович, Кукуй Давид Пенхусович, Шеремет Володимир Олександрович, Омєсь Миколай Михайлович, Полуновський Ісаак Овсійович, Тільга Степан Сергійович, Нечепоренко Володимир Андрійович, Аскерко Григорій Михайлович
МПК: B21B 1/02
Мітки: спосіб, прокатки, злитків
Формула / Реферат:
Способ прокатки слитков спокойных и полу-спокойных низколегированных сталей, включающий прокатку на гладкой бочке и в ящичных калибрах в несколько проходов, отличающийся тем, что прокатку в ящичных калибрах ведут с отношением скорости деформирования центрального продольного участка слитка к скорости деформирования крайних участков в пределах 1,015-1,045.
Спосіб багатострумкової прокатки
Номер патенту: 8082
Опубліковано: 26.12.1995
Автори: Губайдулін Вячеслав Фуатович, Корінь Андрій Олександрович, Шульгін Григорій Митрофанович, Кукуй Давид Пенхусович
МПК: B21B 1/02
Мітки: спосіб, прокатки, багатострумкової
Формула / Реферат:
Способ многоручьевой прокатки, включающий последовательное формирование из слитка в калибрах одновременно нескольких заготовок, связанных между собой перемычками, с последующим их продольным разделением, отличающийся тем, что, с целью повышения стойкости валков и качества поверхности заготовок, совмещенные заготовки перед деформацией размещают ниже линии прокатки и задают в калибры под углом к горизонтали, равным arcsin V2/30R £ j...
Спосіб прокатки на дуореверсивному стані
Номер патенту: 7904
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Следнев Володимір Петрович, Дмітрієв Василь Дмитрійович, Губайдулін Вячеслав Фуатович, Ошеровський Григорий Володимирович
МПК: B21B 1/02
Мітки: прокатки, спосіб, стані, дуореверсивному
Формула / Реферат:
Способ прокатки заготовок на дуореверсивном стане, включающий деформацию нагретого слитка с соотношением сторон поперечного сечения 1:(1,5-2,5) с относительным обжатием по узким граням не менее 15% за проход и последующую деформацию до заданного профиле-размера, отличающийся тем, что, с целью увеличения выхода годного металла, перед задачей в валки передний по ходу прокатки конец заготовки длиной равной 0,9-1,2 длины очага деформации...
Попередній патент: Теплообмінник
Наступний патент: Спосіб виготовлення роторів газових турбін
Випадковий патент: Пристрій для самообкопування бойових машин