Пристрій для розмірної обробки деталей електричною дугою


Формула / Реферат
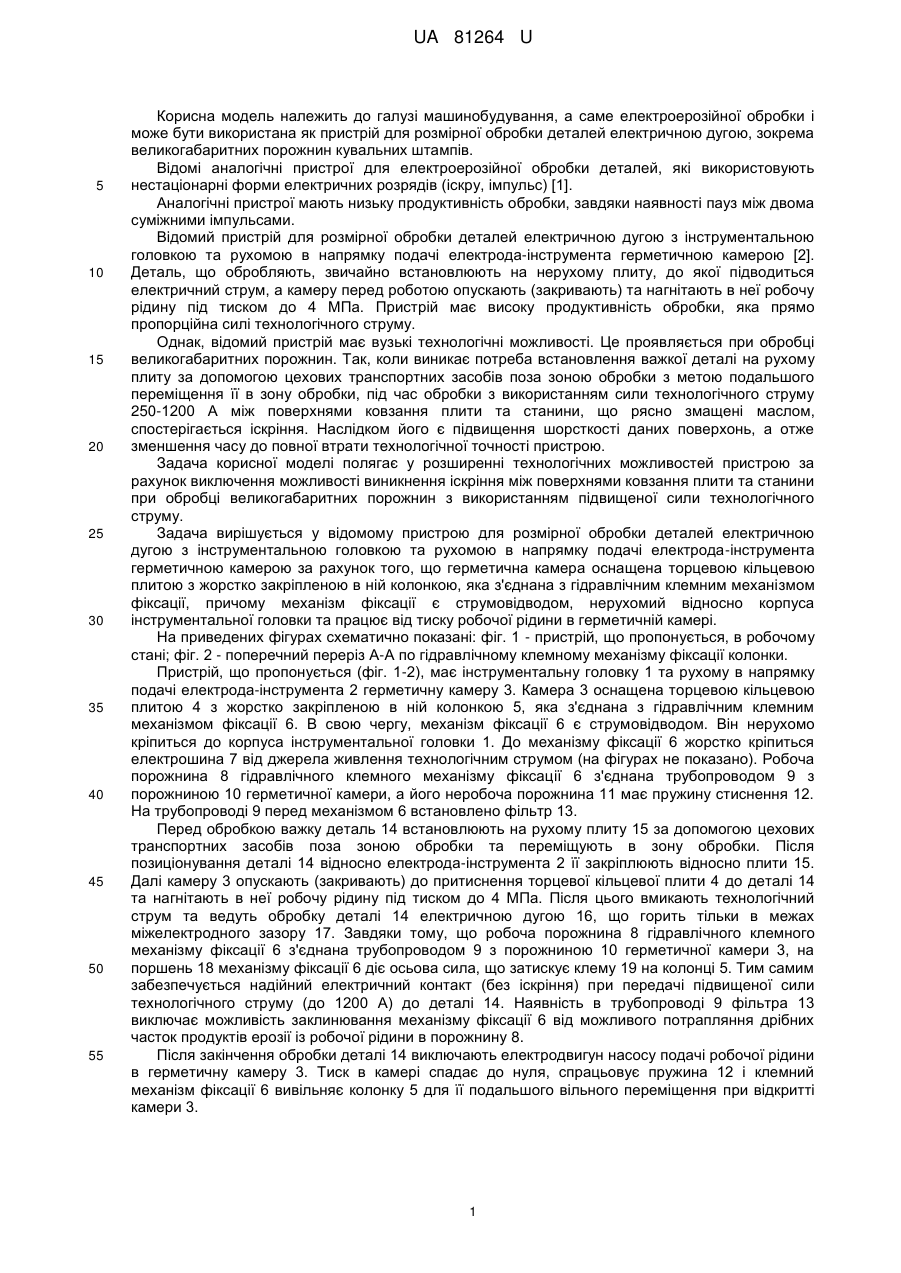
Пристрій для розмірної обробки деталей електричною дугою, що має інструментальну головку та рухому в напрямку подачі електрода-інструмента герметичну камеру, який відрізняється тим, що герметична камера оснащена торцевою кільцевою плитою з жорстко закріпленою в ній колонкою, яка з'єднана з гідравлічним клемним механізмом фіксації, причому механізм фіксації є струмовідводом, нерухомий відносно корпуса інструментальної головки та працює від тиску робочої рідини в герметичній камері.
Текст
Реферат: UA 81264 U UA 81264 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме електроерозійної обробки і може бути використана як пристрій для розмірної обробки деталей електричною дугою, зокрема великогабаритних порожнин кувальних штампів. Відомі аналогічні пристрої для електроерозійної обробки деталей, які використовують нестаціонарні форми електричних розрядів (іскру, імпульс) [1]. Аналогічні пристрої мають низьку продуктивність обробки, завдяки наявності пауз між двома суміжними імпульсами. Відомий пристрій для розмірної обробки деталей електричною дугою з інструментальною головкою та рухомою в напрямку подачі електрода-інструмента герметичною камерою [2]. Деталь, що обробляють, звичайно встановлюють на нерухому плиту, до якої підводиться електричний струм, а камеру перед роботою опускають (закривають) та нагнітають в неї робочу рідину під тиском до 4 МПа. Пристрій має високу продуктивність обробки, яка прямо пропорційна силі технологічного струму. Однак, відомий пристрій має вузькі технологічні можливості. Це проявляється при обробці великогабаритних порожнин. Так, коли виникає потреба встановлення важкої деталі на рухому плиту за допомогою цехових транспортних засобів поза зоною обробки з метою подальшого переміщення її в зону обробки, під час обробки з використанням сили технологічного струму 250-1200 А між поверхнями ковзання плити та станини, що рясно змащені маслом, спостерігається іскріння. Наслідком його є підвищення шорсткості даних поверхонь, а отже зменшення часу до повної втрати технологічної точності пристрою. Задача корисної моделі полягає у розширенні технологічних можливостей пристрою за рахунок виключення можливості виникнення іскріння між поверхнями ковзання плити та станини при обробці великогабаритних порожнин з використанням підвищеної сили технологічного струму. Задача вирішується у відомому пристрою для розмірної обробки деталей електричною дугою з інструментальною головкою та рухомою в напрямку подачі електрода-інструмента герметичною камерою за рахунок того, що герметична камера оснащена торцевою кільцевою плитою з жорстко закріпленою в ній колонкою, яка з'єднана з гідравлічним клемним механізмом фіксації, причому механізм фіксації є струмовідводом, нерухомий відносно корпуса інструментальної головки та працює від тиску робочої рідини в герметичній камері. На приведених фігурах схематично показані: фіг. 1 - пристрій, що пропонується, в робочому стані; фіг. 2 - поперечний переріз А-А по гідравлічному клемному механізму фіксації колонки. Пристрій, що пропонується (фіг. 1-2), має інструментальну головку 1 та рухому в напрямку подачі електрода-інструмента 2 герметичну камеру 3. Камера 3 оснащена торцевою кільцевою плитою 4 з жорстко закріпленою в ній колонкою 5, яка з'єднана з гідравлічним клемним механізмом фіксації 6. В свою чергу, механізм фіксації 6 є струмовідводом. Він нерухомо кріпиться до корпуса інструментальної головки 1. До механізму фіксації 6 жорстко кріпиться електрошина 7 від джерела живлення технологічним струмом (на фігурах не показано). Робоча порожнина 8 гідравлічного клемного механізму фіксації 6 з'єднана трубопроводом 9 з порожниною 10 герметичної камери, а його неробоча порожнина 11 має пружину стиснення 12. На трубопроводі 9 перед механізмом 6 встановлено фільтр 13. Перед обробкою важку деталь 14 встановлюють на рухому плиту 15 за допомогою цехових транспортних засобів поза зоною обробки та переміщують в зону обробки. Після позиціонування деталі 14 відносно електрода-інструмента 2 її закріплюють відносно плити 15. Далі камеру 3 опускають (закривають) до притиснення торцевої кільцевої плити 4 до деталі 14 та нагнітають в неї робочу рідину під тиском до 4 МПа. Після цього вмикають технологічний струм та ведуть обробку деталі 14 електричною дугою 16, що горить тільки в межах міжелектродного зазору 17. Завдяки тому, що робоча порожнина 8 гідравлічного клемного механізму фіксації 6 з'єднана трубопроводом 9 з порожниною 10 герметичної камери 3, на поршень 18 механізму фіксації 6 діє осьова сила, що затискує клему 19 на колонці 5. Тим самим забезпечується надійний електричний контакт (без іскріння) при передачі підвищеної сили технологічного струму (до 1200 А) до деталі 14. Наявність в трубопроводі 9 фільтра 13 виключає можливість заклинювання механізму фіксації 6 від можливого потрапляння дрібних часток продуктів ерозії із робочої рідини в порожнину 8. Після закінчення обробки деталі 14 виключають електродвигун насосу подачі робочої рідини в герметичну камеру 3. Тиск в камері спадає до нуля, спрацьовує пружина 12 і клемний механізм фіксації 6 вивільняє колонку 5 для її подальшого вільного переміщення при відкритті камери 3. 1 UA 81264 U 5 Використання пристрою, що пропонується, порівняно з відомим, розширює технологічні можливості та дозволяє обробляти великогабаритні порожнини з використанням підвищеної сили технологічного струму (до 1200 А). Використані джерела 1. Размерная электрическая обработка металлов: Учеб. пособие для студентов вузов / Б. А. Артамонов, А. Л. Винницкий, Ю. С. Волков, А. В. Глазков; под ред. А. В. Глазкова. - М.: Машиностроение, 1978,-336 с, ил. -С. 184, рис. 109. 2. Боков В. М. Розмірне формоутворення поверхонь електричною дугой. - Кіровоград: Поліграфічно-видавничий центр ТОВ "Імекс-ЛТД", 2002,-300 с - С. 261, рис. 8.4, в. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 Пристрій для розмірної обробки деталей електричною дугою, що має інструментальну головку та рухому в напрямку подачі електрода-інструмента герметичну камеру, який відрізняється тим, що герметична камера оснащена торцевою кільцевою плитою з жорстко закріпленою в ній колонкою, яка з'єднана з гідравлічним клемним механізмом фіксації, причому механізм фіксації є струмовідводом, нерухомий відносно корпуса інструментальної головки та працює від тиску робочої рідини в герметичній камері. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for the dimensional processing of parts by the electric arc
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюУстройство для размерной обработки деталей электрической дугой
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
Мітки: обробки, деталей, розмірної, пристрій, дугою, електричною
Код посилання
<a href="https://ua.patents.su/4-81264-pristrijj-dlya-rozmirno-obrobki-detalejj-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розмірної обробки деталей електричною дугою</a>
Спосіб розмірної обробки електричною дугою деталей серійного виробництва
Номер патенту: 58336
Опубліковано: 11.04.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: обробки, серійного, дугою, спосіб, деталей, електричною, розмірної, виробництва
Формула / Реферат:
Спосіб розмірної обробки електричною дугою деталей серійного виробництва з копіюванням форми торцевої поверхні графітового електрода-інструмента, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють з періодичним поновленням на тому ж електроерозійному верстаті форми торцевої поверхні електрода-інструмента графітовим майстер-електродом, який встановлюють...
Верстат для розмірної обробки електричною дугою деталей складної конфігурації
Номер патенту: 5415
Опубліковано: 15.03.2005
Автори: Боков Віктор Михайлович, Носуленко Віктор Іванович
МПК: B23H 1/00
Мітки: дугою, складної, деталей, верстат, електричною, розмірної, обробки, конфігурації
Формула / Реферат:
Верстат для розмірної обробки електричною дугою деталей складної конфігурації, що має інструментальну головку та герметичну камеру із заготовкою деталі, який відрізняється тим, що герметичну камеру виконано з поворотною кришкою, причому інструментальну головку змонтовано на кришці із зовнішнього боку, а заготовку деталі - із внутрішнього.
Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Номер патенту: 32151
Опубліковано: 12.05.2008
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: торцевих, кільцевих, електричною, плоских, спосіб, поверхонь, розмірної, деталей, дугою, обробки
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично...
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей
Номер патенту: 45498
Опубліковано: 10.11.2009
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: одночасної, електричною, деталей, двох, обробки, дугою, торцевих, спосіб, поверхонь, плоских, розмірної
Формула / Реферат:
1. Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють при дзеркальному розташуванні торцевих поверхонь деталей і поступальному осьовому відносному їх зустрічному русі, з вилученням робочої рідини із торцевого міжелектродного зазору крізь співвісні отвори в...
Спосіб поверхневої розмірної обробки електричною дугою
Номер патенту: 44974
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, розмірної, обробки, дугою, спосіб, поверхневої
Формула / Реферат:
Спосіб поверхневої розмірної обробки електричною дугою з прокачуванням робочої рідини під технологічний тиском крізь торцевий міжелектродний зазор, який відрізняється тим, що обробку здійснюють при постійній швидкості потоку в торцевому міжелектродному зазорі шляхом застосування плоскопаралельного бічного режиму прокачування.