Спосіб дугового зварювання

Формула / Реферат
Спосіб дугового зварювання, при якому зварювальну ванну утримують електромагнітними силами, які з'являються внаслідок взаємодії зварювального струму, що пропускають крізь рідкий метал хвостової частини зварювальної ванни, з магнітним полем, який відрізняється тим, що магнітне поле генерують, пропускаючи частину зварювального струму по стрижню, розміщений в площині стику, який зварюють, над хвостовою частиною зварювальної ванни перпендикулярно електроду, при цьому струм по стрижню пропускають в напрямку струму, що протікає в хвостовій частині зварювальної ванни.
Текст
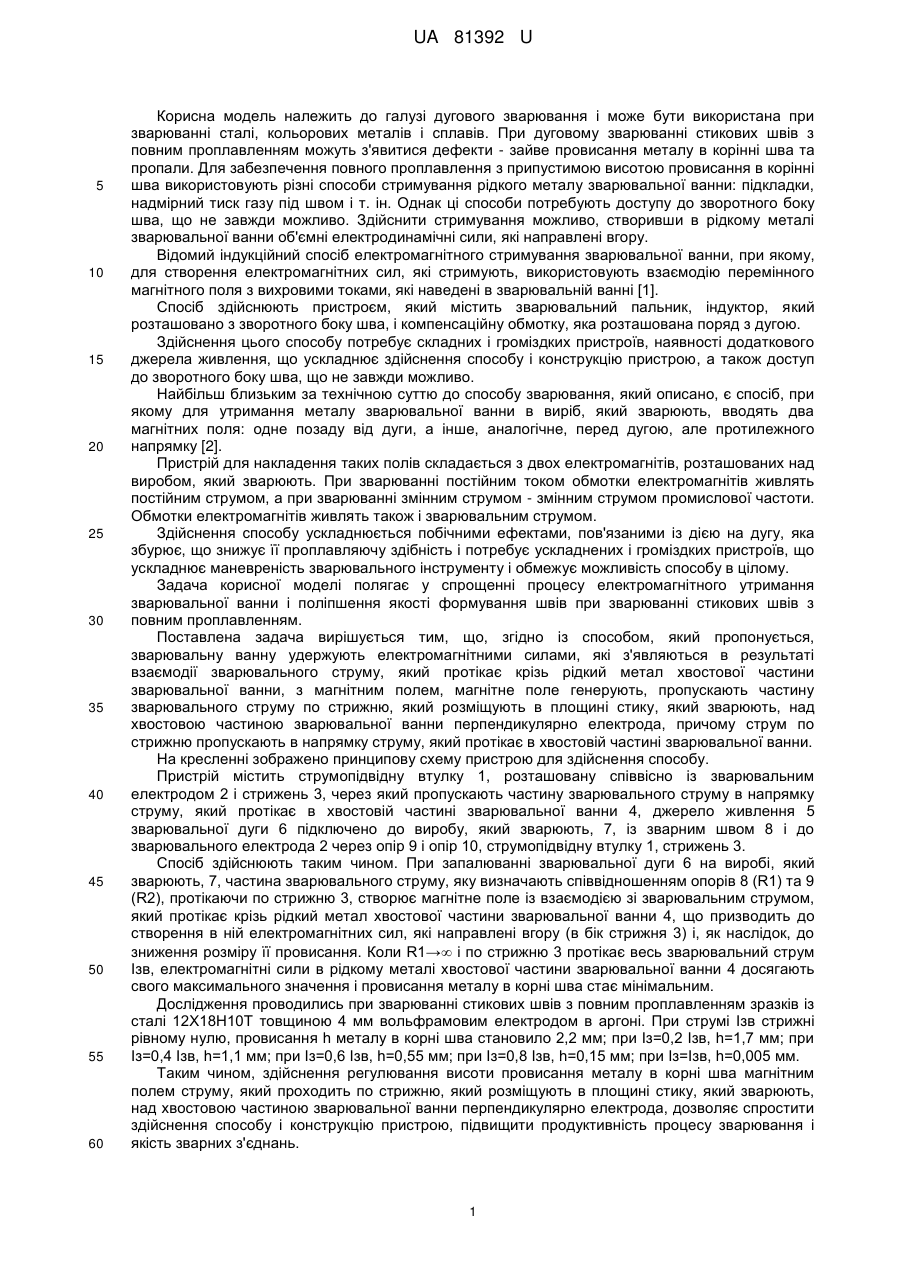
Реферат: UA 81392 U UA 81392 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі дугового зварювання і може бути використана при зварюванні сталі, кольорових металів і сплавів. При дуговому зварюванні стикових швів з повним проплавленням можуть з'явитися дефекти - зайве провисання металу в корінні шва та пропали. Для забезпечення повного проплавлення з припустимою висотою провисання в корінні шва використовують різні способи стримування рідкого металу зварювальної ванни: підкладки, надмірний тиск газу під швом і т. ін. Однак ці способи потребують доступу до зворотного боку шва, що не завжди можливо. Здійснити стримування можливо, створивши в рідкому металі зварювальної ванни об'ємні електродинамічні сили, які направлені вгору. Відомий індукційний спосіб електромагнітного стримування зварювальної ванни, при якому, для створення електромагнітних сил, які стримують, використовують взаємодію перемінного магнітного поля з вихровими токами, які наведені в зварювальній ванні [1]. Спосіб здійснюють пристроєм, який містить зварювальний пальник, індуктор, який розташовано з зворотного боку шва, і компенсаційну обмотку, яка розташована поряд з дугою. Здійснення цього способу потребує складних і громіздких пристроїв, наявності додаткового джерела живлення, що ускладнює здійснення способу і конструкцію пристрою, а також доступ до зворотного боку шва, що не завжди можливо. Найбільш близьким за технічною суттю до способу зварювання, який описано, є спосіб, при якому для утримання металу зварювальної ванни в виріб, який зварюють, вводять два магнітних поля: одне позаду від дуги, а інше, аналогічне, перед дугою, але протилежного напрямку [2]. Пристрій для накладення таких полів складається з двох електромагнітів, розташованих над виробом, який зварюють. При зварюванні постійним током обмотки електромагнітів живлять постійним струмом, а при зварюванні змінним струмом - змінним струмом промислової частоти. Обмотки електромагнітів живлять також і зварювальним струмом. Здійснення способу ускладнюється побічними ефектами, пов'язаними із дією на дугу, яка збурює, що знижує її проплавляючу здібність і потребує ускладнених і громіздких пристроїв, що ускладнює маневреність зварювального інструменту і обмежує можливість способу в цілому. Задача корисної моделі полягає у спрощенні процесу електромагнітного утримання зварювальної ванни і поліпшення якості формування швів при зварюванні стикових швів з повним проплавленням. Поставлена задача вирішується тим, що, згідно із способом, який пропонується, зварювальну ванну удержують електромагнітними силами, які з'являються в результаті взаємодії зварювального струму, який протікає крізь рідкий метал хвостової частини зварювальної ванни, з магнітним полем, магнітне поле генерують, пропускають частину зварювального струму по стрижню, який розміщують в площині стику, який зварюють, над хвостовою частиною зварювальної ванни перпендикулярно електрода, причому струм по стрижню пропускають в напрямку струму, який протікає в хвостовій частині зварювальної ванни. На кресленні зображено принципову схему пристрою для здійснення способу. Пристрій містить струмопідвідну втулку 1, розташовану співвісно із зварювальним електродом 2 і стрижень 3, через який пропускають частину зварювального струму в напрямку струму, який протікає в хвостовій частині зварювальної ванни 4, джерело живлення 5 зварювальної дуги 6 підключено до виробу, який зварюють, 7, із зварним швом 8 і до зварювального електрода 2 через опір 9 і опір 10, струмопідвідну втулку 1, стрижень 3. Спосіб здійснюють таким чином. При запалюванні зварювальної дуги 6 на виробі, який зварюють, 7, частина зварювального струму, яку визначають співвідношенням опорів 8 (R1) та 9 (R2), протікаючи по стрижню 3, створює магнітне поле із взаємодією зі зварювальним струмом, який протікає крізь рідкий метал хвостової частини зварювальної ванни 4, що призводить до створення в ній електромагнітних сил, які направлені вгору (в бік стрижня 3) і, як наслідок, до зниження розміру її провисання. Коли R1→ і по стрижню 3 протікає весь зварювальний струм Ізв, електромагнітні сили в рідкому металі хвостової частини зварювальної ванни 4 досягають свого максимального значення і провисання металу в корні шва стає мінімальним. Дослідження проводились при зварюванні стикових швів з повним проплавленням зразків із сталі 12Х18Н10Т товщиною 4 мм вольфрамовим електродом в аргоні. При струмі Ізв стрижні рівному нулю, провисання h металу в корні шва становило 2,2 мм; при Із=0,2 Ізв, h=1,7 мм; при Із=0,4 Ізв, h=1,1 мм; при Із=0,6 Ізв, h=0,55 мм; при Із=0,8 Ізв, h=0,15 мм; при Із=Ізв, h=0,005 мм. Таким чином, здійснення регулювання висоти провисання металу в корні шва магнітним полем струму, який проходить по стрижню, який розміщують в площині стику, який зварюють, над хвостовою частиною зварювальної ванни перпендикулярно електрода, дозволяє спростити здійснення способу і конструкцію пристрою, підвищити продуктивність процесу зварювання і якість зварних з'єднань. 1 UA 81392 U Джерела інформації: 8 1. Авторське свідоцтво СРСР № 210974, МПК В23К 9/16 8 2. Авторське свідоцтво СРСР № 654964, МПК В23К 9/16 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб дугового зварювання, при якому зварювальну ванну утримують електромагнітними силами, які з'являються внаслідок взаємодії зварювального струму, що пропускають крізь рідкий метал хвостової частини зварювальної ванни, з магнітним полем, який відрізняється тим, що магнітне поле генерують, пропускаючи частину зварювального струму по стрижню, розміщений в площині стику, який зварюють, над хвостовою частиною зварювальної ванни перпендикулярно електроду, при цьому струм по стрижню пропускають в напрямку струму, що протікає в хвостовій частині зварювальної ванни. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding
Автори англійськоюSitnikov Borys Valentynovych
Назва патенту російськоюСпособ дуговой сварки
Автори російськоюСитников Борис Валентинович
МПК / Мітки
МПК: B23K 9/00
Мітки: дугового, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-81392-sposib-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання</a>
Спосіб лазерно-дугового зварювання з використанням плавкого електрода
Номер патенту: 79204
Опубліковано: 10.04.2013
Автори: Долянівська Ольга Валеріївна, Палагеша Андрій Миколайович, Хаскін Владислав Юрійович, Сіора Олександр Васильович, Вайц Дмитро Володимирович, Шелягін Володимир Дмитрович
МПК: B23K 9/167, B23K 26/00
Мітки: зварювання, електрода, використанням, спосіб, плавкого, лазерно-дугового
Формула / Реферат:
1. Спосіб лазерно-дугового зварювання з використанням плавкого електрода сталей і алюмінієвих сплавів, згідно з яким, деталі зварюють при одночасній дії лазерного випромінювання і дуги в одну зварювальну ванну у газовому захисті, який відрізняється тим, що струм зварювальної дуги модулюють імпульсами із частотою рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п. 1, який...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Работінскій Дмітрій Ніколаєвіч, Карасєв Міхаіл Валєнтіновіч, Копіленко Євгеній Аркадійович, Солянік Володимир Володимирович, Павленко Георгій Васильович, Сорока Володимир Леонідович
МПК: B23K 9/095, B23K 9/00, B23K 9/09
Мітки: спосіб, живлення, зварювання, проміжку, короткими, дугового, джерело, замиканнями, здійснення
Формула / Реферат:
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в...
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Лебедєв Володимир Костянтинович, Шейко Павло Петрович, Жерносєков Анатолій Максимович, Шевчук Сергій Анатолійович, Патон Борис Євгенович
МПК: B23K 9/167, B23K 9/173
Мітки: електродом, плавким, захисних, дугового, газів, спосіб, зварювання, середовищі
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Видмиш Павло Олександрович, Міронова Марина Володимирівна, Размишляєв Олександр Денисович, Ярмонов Станіслав Володимирович
Мітки: магнітному, електродом, подовжньому, полі, зварювання, спосіб, плавким, дугового, наплавлення
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
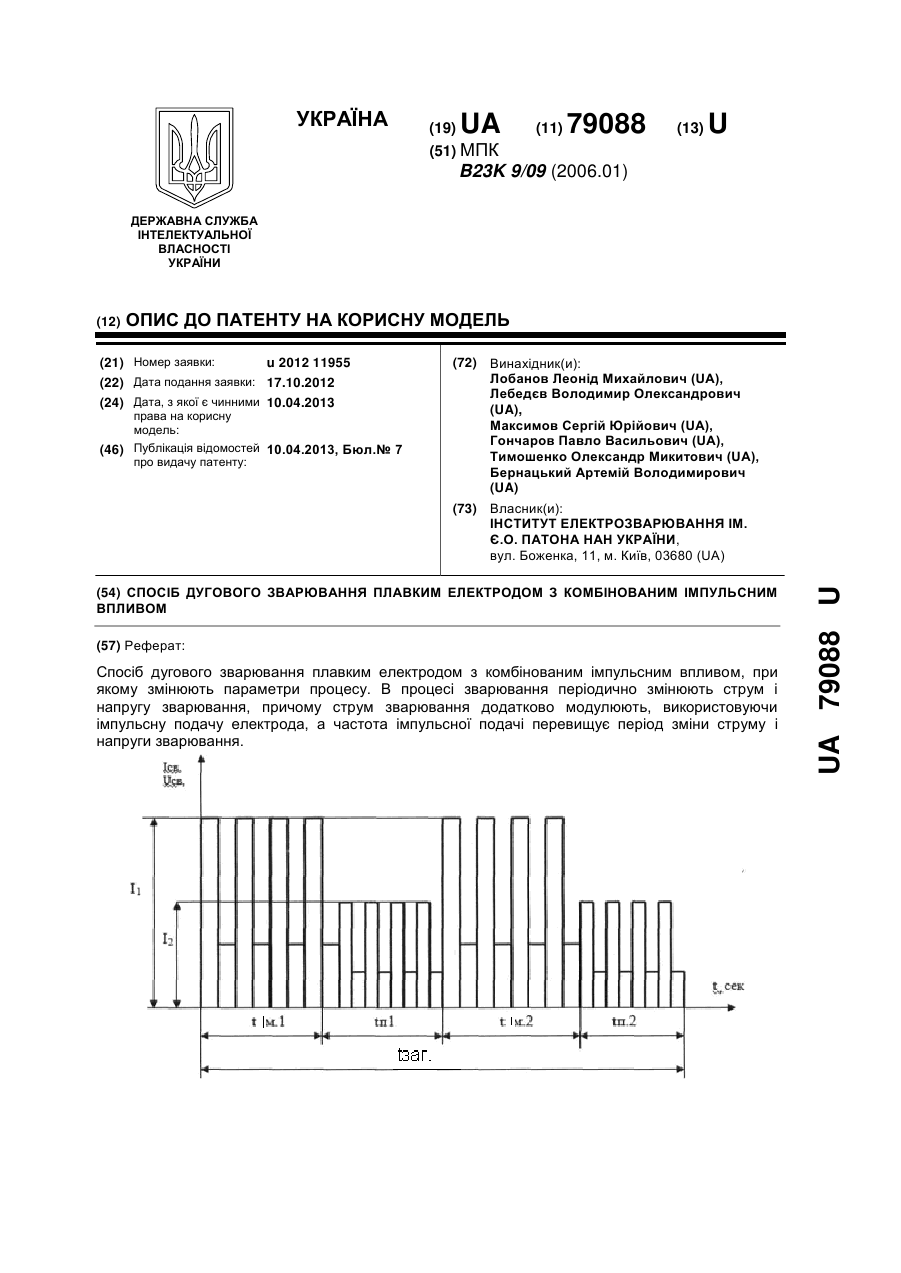
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 79088
Опубліковано: 10.04.2013
Автори: Максимов Сергій Юрійович, Бернацький Артемій Володимирович, Тимошенко Олександр Микитович, Лобанов Леонід Михайлович, Гончаров Павло Васильович, Лебедєв Володимир Олександрович
МПК: B23K 9/09
Мітки: зварювання, електродом, комбінованим, імпульсним, спосіб, дугового, плавким, впливом
Формула / Реферат:
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання.
Попередній патент: Спосіб вирощування фенхелю звичайного в посушливих умовах півдня україни
Наступний патент: С-подібний профіль для швидкоспоруджуваних малоповерхових будинків “nordalpha”
Випадковий патент: Похідні 2-арилімідазолу як інгібітори ферменту pde10a