Пристрій для калібрування гвинтових заготовок з рівномірно збільшеним кроком
Номер патенту: 81956
Опубліковано: 10.07.2013
Автори: Дячун Андрій Євгенович, Павельчук Юрій Федорович, Лотоцький Роман Ігорович, Ляшук Олег Леонтійович, Кучвара Іван Миколайович
Формула / Реферат
Пристрій для калібрування гвинтових заготовок з рівномірно збільшеним кроком по довжині шнека, який виконано у вигляді ступінчастої оправки з осьовим пазом, ступінчаста оправка жорстко з'єднана з приводом обертання, а з торця більшого ступеня оправки виконано один гвинтовий виток з кроком, рівним товщині заготовки, притискного ролика, притискної втулки і механізмів притиску, який відрізняється тим, що механізм калібрування виконано у вигляді кронштейна, який встановлено на приводному валу, вісь якого є паралельною до осі ступінчастої оправки, на якому нарізана різь з рівномірно збільшеним кроком по його довжині, а всередині кронштейна на встановлену вісь, перпендикулярно до приводного вала квадратного поперечного перерізу, на вільному кінці якого встановлено клин півкруглої форми по зовнішньому діаметру, який є у взаємодії з сусіднім витком гвинтової заготовки.
Текст
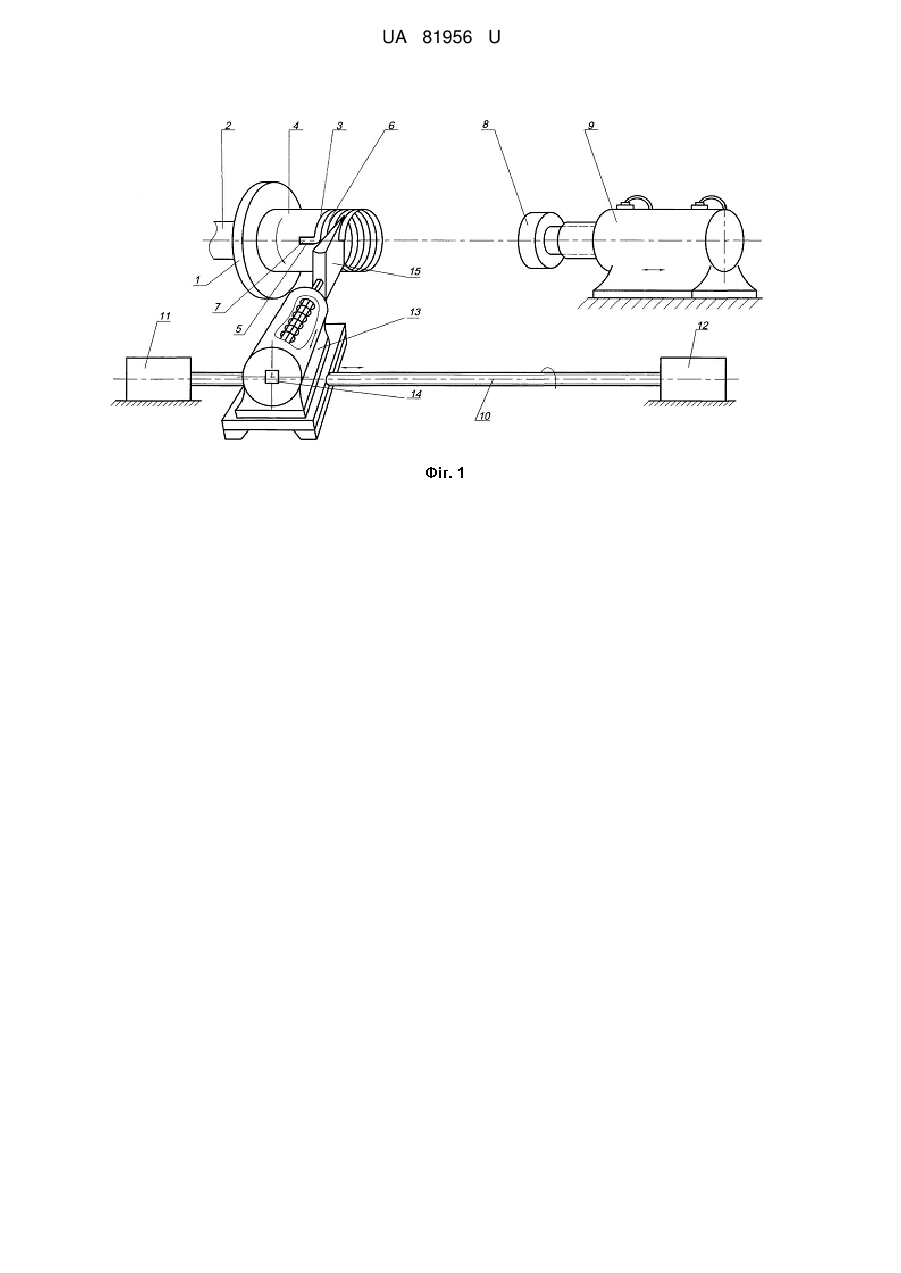
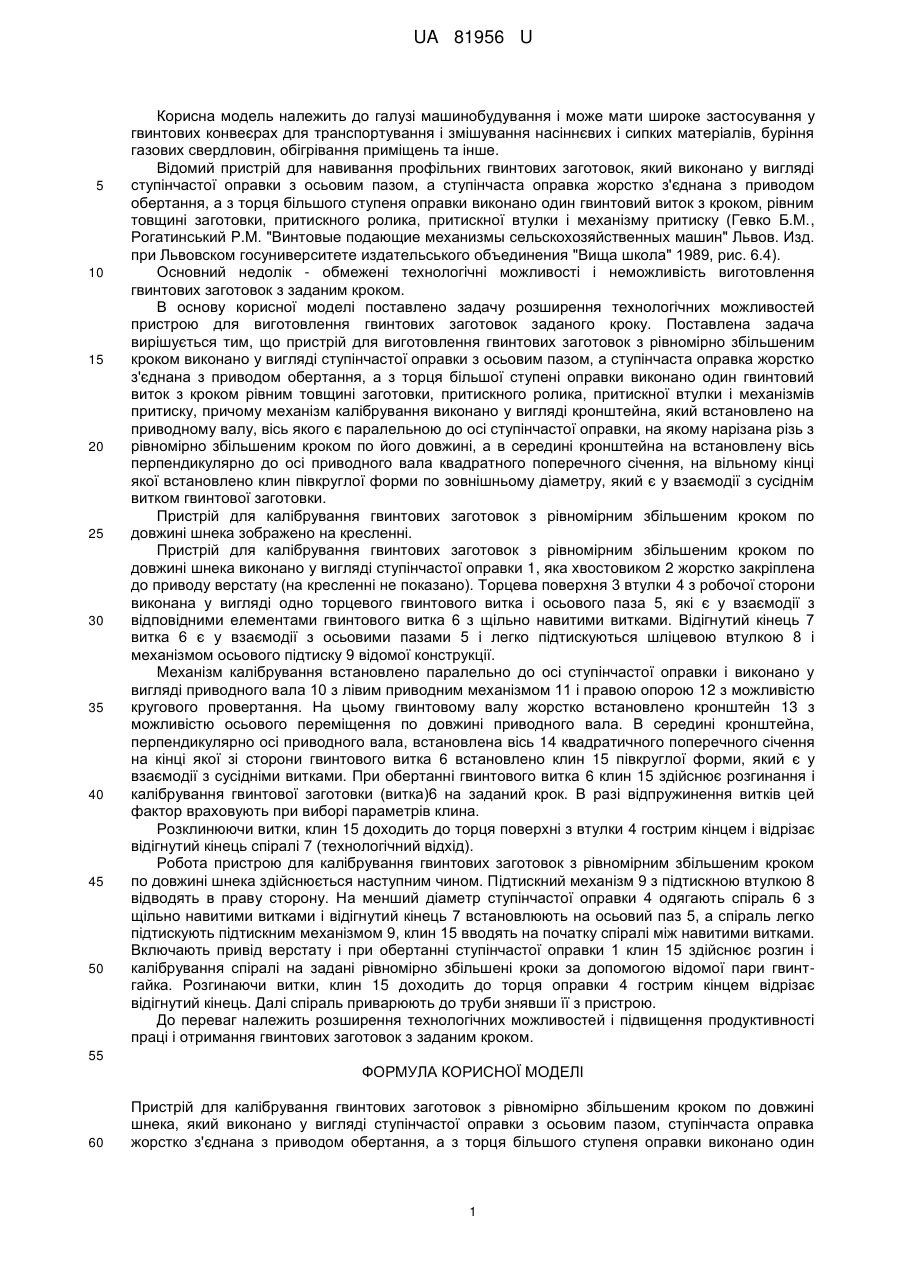
Реферат: Пристрій для калібрування гвинтових заготовок з рівномірно збільшеним кроком включає шнек, привід обертання, притискний ролик, притискну втулку, механізми притиску, механізм калібрування, привідний вал, клин півкруглої форми по зовнішньому діаметру. Шнек виконано у вигляді ступінчастої оправки з осьовим пазом. Механізм калібрування виконано у вигляді кронштейна. На привідному валу нарізана різь з рівномірно збільшеним кроком по його довжині. UA 81956 U (12) UA 81956 U UA 81956 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до галузі машинобудування і може мати широке застосування у гвинтових конвеєрах для транспортування і змішування насіннєвих і сипких матеріалів, буріння газових свердловин, обігрівання приміщень та інше. Відомий пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з осьовим пазом, а ступінчаста оправка жорстко з'єднана з приводом обертання, а з торця більшого ступеня оправки виконано один гвинтовий виток з кроком, рівним товщині заготовки, притискного ролика, притискної втулки і механізму притиску (Гевко Б.М., Рогатинський P.M. "Винтовые подающие механизмы сельскохозяйственных машин" Львов. Изд. при Львовском госуниверситете издательського объединения "Вища школа" 1989, рис. 6.4). Основний недолік - обмежені технологічні можливості і неможливість виготовлення гвинтових заготовок з заданим кроком. В основу корисної моделі поставлено задачу розширення технологічних можливостей пристрою для виготовлення гвинтових заготовок заданого кроку. Поставлена задача вирішується тим, що пристрій для виготовлення гвинтових заготовок з рівномірно збільшеним кроком виконано у вигляді ступінчастої оправки з осьовим пазом, а ступінчаста оправка жорстко з'єднана з приводом обертання, а з торця більшої ступені оправки виконано один гвинтовий виток з кроком рівним товщині заготовки, притискного ролика, притискної втулки і механізмів притиску, причому механізм калібрування виконано у вигляді кронштейна, який встановлено на приводному валу, вісь якого є паралельною до осі ступінчастої оправки, на якому нарізана різь з рівномірно збільшеним кроком по його довжині, а в середині кронштейна на встановлену вісь перпендикулярно до осі приводного вала квадратного поперечного січення, на вільному кінці якої встановлено клин півкруглої форми по зовнішньому діаметру, який є у взаємодії з сусіднім витком гвинтової заготовки. Пристрій для калібрування гвинтових заготовок з рівномірним збільшеним кроком по довжині шнека зображено на кресленні. Пристрій для калібрування гвинтових заготовок з рівномірним збільшеним кроком по довжині шнека виконано у вигляді ступінчастої оправки 1, яка хвостовиком 2 жорстко закріплена до приводу верстату (на кресленні не показано). Торцева поверхня 3 втулки 4 з робочої сторони виконана у вигляді одно торцевого гвинтового витка і осьового паза 5, які є у взаємодії з відповідними елементами гвинтового витка 6 з щільно навитими витками. Відігнутий кінець 7 витка 6 є у взаємодії з осьовими пазами 5 і легко підтискуються шліцевою втулкою 8 і механізмом осьового підтиску 9 відомої конструкції. Механізм калібрування встановлено паралельно до осі ступінчастої оправки і виконано у вигляді приводного вала 10 з лівим приводним механізмом 11 і правою опорою 12 з можливістю кругового провертання. На цьому гвинтовому валу жорстко встановлено кронштейн 13 з можливістю осьового переміщення по довжині приводного вала. В середині кронштейна, перпендикулярно осі приводного вала, встановлена вісь 14 квадратичного поперечного січення на кінці якої зі сторони гвинтового витка 6 встановлено клин 15 півкруглої форми, який є у взаємодії з сусідніми витками. При обертанні гвинтового витка 6 клин 15 здійснює розгинання і калібрування гвинтової заготовки (витка)6 на заданий крок. В разі відпружинення витків цей фактор враховують при виборі параметрів клина. Розклинюючи витки, клин 15 доходить до торця поверхні з втулки 4 гострим кінцем і відрізає відігнутий кінець спіралі 7 (технологічний відхід). Робота пристрою для калібрування гвинтових заготовок з рівномірним збільшеним кроком по довжині шнека здійснюється наступним чином. Підтискний механізм 9 з підтискною втулкою 8 відводять в праву сторону. На менший діаметр ступінчастої оправки 4 одягають спіраль 6 з щільно навитими витками і відігнутий кінець 7 встановлюють на осьовий паз 5, а спіраль легко підтискують підтискним механізмом 9, клин 15 вводять на початку спіралі між навитими витками. Включають привід верстату і при обертанні ступінчастої оправки 1 клин 15 здійснює розгин і калібрування спіралі на задані рівномірно збільшені кроки за допомогою відомої пари гвинтгайка. Розгинаючи витки, клин 15 доходить до торця оправки 4 гострим кінцем відрізає відігнутий кінець. Далі спіраль приварюють до труби знявши її з пристрою. До переваг належить розширення технологічних можливостей і підвищення продуктивності праці і отримання гвинтових заготовок з заданим кроком. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Пристрій для калібрування гвинтових заготовок з рівномірно збільшеним кроком по довжині шнека, який виконано у вигляді ступінчастої оправки з осьовим пазом, ступінчаста оправка жорстко з'єднана з приводом обертання, а з торця більшого ступеня оправки виконано один 1 UA 81956 U 5 гвинтовий виток з кроком, рівним товщині заготовки, притискного ролика, притискної втулки і механізмів притиску, який відрізняється тим, що механізм калібрування виконано у вигляді кронштейна, який встановлено на приводному валу, вісь якого є паралельною до осі ступінчастої оправки, на якому нарізана різь з рівномірно збільшеним кроком по його довжині, а всередині кронштейна на встановлену вісь, перпендикулярно до приводного вала квадратного поперечного перерізу, на вільному кінці якого встановлено клин півкруглої форми по зовнішньому діаметру, який є у взаємодії з сусіднім витком гвинтової заготовки. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for calibrating screw blanks with uniformly increased pitch
Автори англійськоюLiashuk Oleh Leontiiovych, Diachun Andrii Yevhenovych, Pavelchuk Yurii Fedorovych, Kuchvara Ivan Mykolaiovych, Lototskyi Roman Ihorovych
Назва патенту російськоюУстройство для калибровки винтовых заготовок с равномерно увеличенным шагом
Автори російськоюЛяшук Олег Леонтиевич, Дячун Андрей Евгеньевич, Павельчук Юрий Федорович, Кучвара Иван Николаевич, Лотоцкий Роман Игоревич
МПК / Мітки
МПК: B21D 11/06
Мітки: калібрування, кроком, збільшеним, рівномірно, пристрій, заготовок, гвинтових
Код посилання
<a href="https://ua.patents.su/4-81956-pristrijj-dlya-kalibruvannya-gvintovikh-zagotovok-z-rivnomirno-zbilshenim-krokom.html" target="_blank" rel="follow" title="База патентів України">Пристрій для калібрування гвинтових заготовок з рівномірно збільшеним кроком</a>
Пристрій для навивання і калібрування гвинтових заготовок

Номер патенту: 37301
Опубліковано: 25.11.2008
Автори: Гевко Іван Богданович, Ляшук Олег Леонтійович, Палюх Андрій Ярославович, Івасечко Роман Романович
МПК: B21D 11/00
Мітки: гвинтових, заготовок, пристрій, калібрування, навивання
Формула / Реферат:
Пристрій для навивання і калібрування гвинтових заготовок, який складається з ступінчастої оправки, жорстко зв'язаної з приводом обертання, а з торця більшого ступеня оправки виконано один гвинтовий виток з кроком, рівним товщині заготовки, притискного ролика і механізму калібрування, який виконано у вигляді калібрувального ролика, механізму направлення затиску кінця стрічки, який відрізняється тим, що він оснащений плитою, з лівої сторони...
Пристрій для калібрування гвинтових гофрованих заготовок
Номер патенту: 26880
Опубліковано: 10.10.2007
Автори: Білик Стефанія Григорівна, Гевко Роман Богданович, Драган Андрій Петрович, Гладьо Юрій Богданович
МПК: B21D 11/06
Мітки: пристрій, гофрованих, гвинтових, заготовок, калібрування
Формула / Реферат:
Пристрій для калібрування гвинтових гофрованих заготовок, який містить привідний встановлювальний вал, базуючі, затискні і калібруючі інструменти, який відрізняється тим, що встановлювальний вал лівим кінцем жорстко закріплений в патроні токарного верстата, а правий підтиснутий правим центром, а на поздовжньому супорті жорстко встановлено змінні калібруючі інструменти у вигляді конічних зубчатих коліс, профіль яких відповідає профілю гофр...
Пристрій для навивання еліпсних гвинтових заготовок з заданим кроком
Номер патенту: 56733
Опубліковано: 25.01.2011
Автори: Гевко Ігор Богданович, Ляшук Олег Леонтійович, Пономаренко Сергій Володимирович, Диня Володимир Іванович, Стефанів Володимир Михайлович, Драган Андрій Петрович
МПК: B21D 11/06
Мітки: еліпсних, навивання, заготовок, гвинтових, кроком, пристрій, заданим
Формула / Реферат:
Пристрій для навивання еліпсних гвинтових заготовок з заданим кроком, який виконано у вигляді пустотілої еліпсної втулки з внутрішнім нестандартним внутрішнім зачепленням, привідного зубчастого вала, елементів кріплення кінця полоси, механізму подачі, формувального ролика, вісь обертання якого розміщена перпендикулярно осі еліпсної втулки, а в середині внутрішньої пустотілої еліпсної втулки встановлені зубчасті підтискні колеса з підтискними...
Пристрій для навивання профільних гвинтових заготовок
Номер патенту: 11367
Опубліковано: 15.12.2005
Автори: Драган Андрій Петрович, Ковбашин Ірина Василівна, Солодкий Ігор Зіновійович, Ляшук Олег Леонтійович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: навивання, заготовок, гвинтових, профільних, пристрій
Формула / Реферат:
Пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і напрямного роликів, які жорстко закріплені до супорта верстата, який відрізняється тим, що формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск, який центральним...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: заготовок, пристрій, гвинтових, гофрованих, виготовлення
Формула / Реферат:
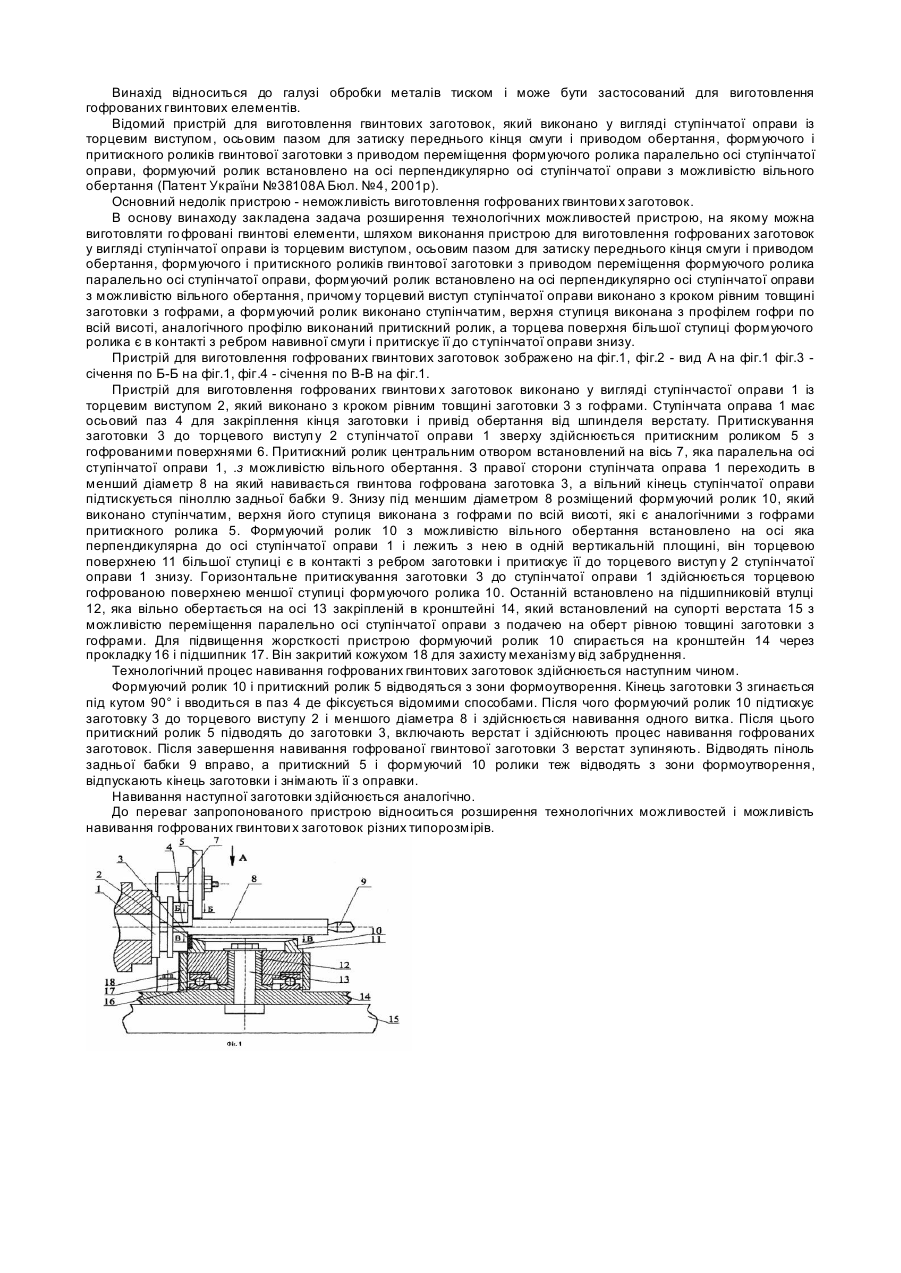
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Попередній патент: Спосіб лікування ендогенної інтоксикації ентеральної недостатності у післяопераційних хворих
Наступний патент: Спосіб відновлення функціонального стану м’язового корсету обличчя
Випадковий патент: Комплекс для переробки відвальних сталеплавильних шлаків