Пристрій для навивання і калібрування гвинтових заготовок
Номер патенту: 37301
Опубліковано: 25.11.2008
Автори: Палюх Андрій Ярославович, Івасечко Роман Романович, Ляшук Олег Леонтійович, Гевко Іван Богданович

Формула / Реферат
Пристрій для навивання і калібрування гвинтових заготовок, який складається з ступінчастої оправки, жорстко зв'язаної з приводом обертання, а з торця більшого ступеня оправки виконано один гвинтовий виток з кроком, рівним товщині заготовки, притискного ролика і механізму калібрування, який виконано у вигляді калібрувального ролика, механізму направлення затиску кінця стрічки, який відрізняється тим, що він оснащений плитою, з лівої сторони якої встановлено вертикальну стійку з приводним механізмом і механізмом радіального притиску, а з правої сторони від механізму радіального притиску встановлено механізм калібрування, який виконано у вигляді стійки, яка паралельна до площини вертикальної стінки, а на висоті осі оправки до стійки жорстко встановлено планшайбу, осі яких є співвісними, а по боках центрального отвору планшайби рівномірно по колу встановлено горизонтально, наприклад, два конічні калібруючі ролики, які розміщені по гвинтовій лінії з кутом підйому, рівним куту підйому каліброваної гвинтової заготовки, крім цього, конічні калібруючі ролики зв'язані з механізмом регулювання радіального переміщення відомої конструкції, крім цього, по зовнішньому діаметру притискного ролика механізму радіального притиску виконано гвинтову канавку дрібного профілю протилежним до кроку гвинтової заготовки зі збільшеним кутом нахилу зовнішньої поверхні притискного ролика з зони виходу гвинтової заготовки з пристрою.
Текст
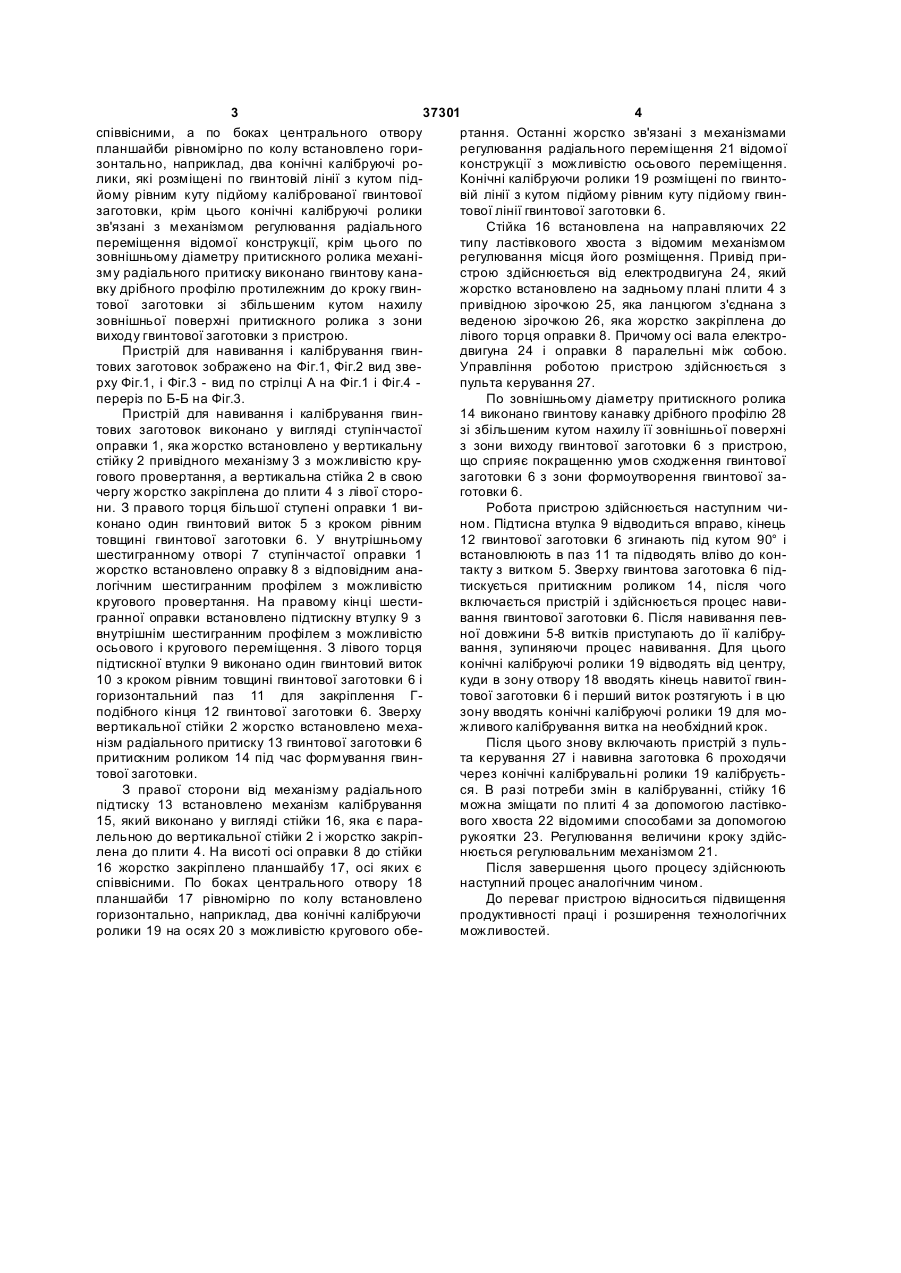
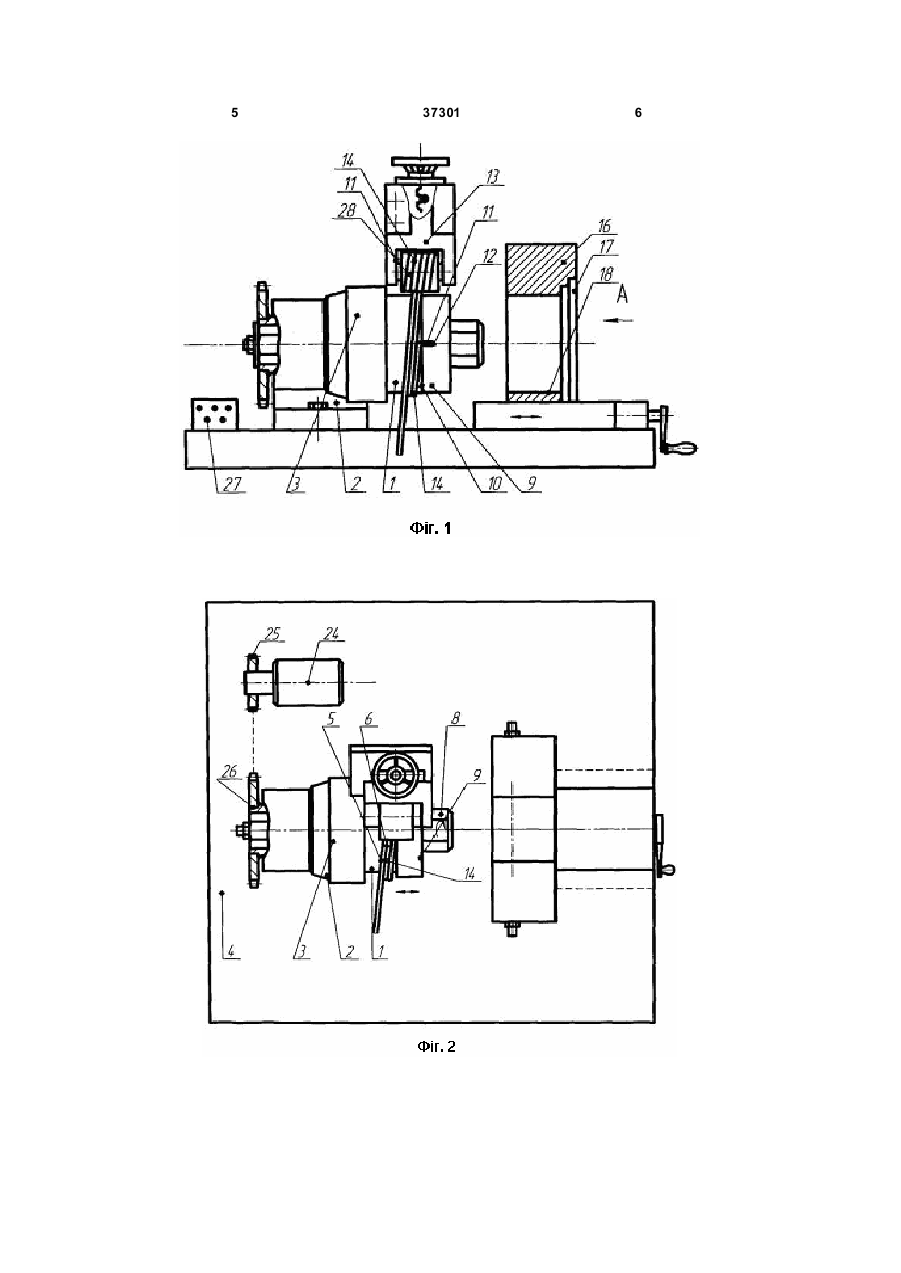
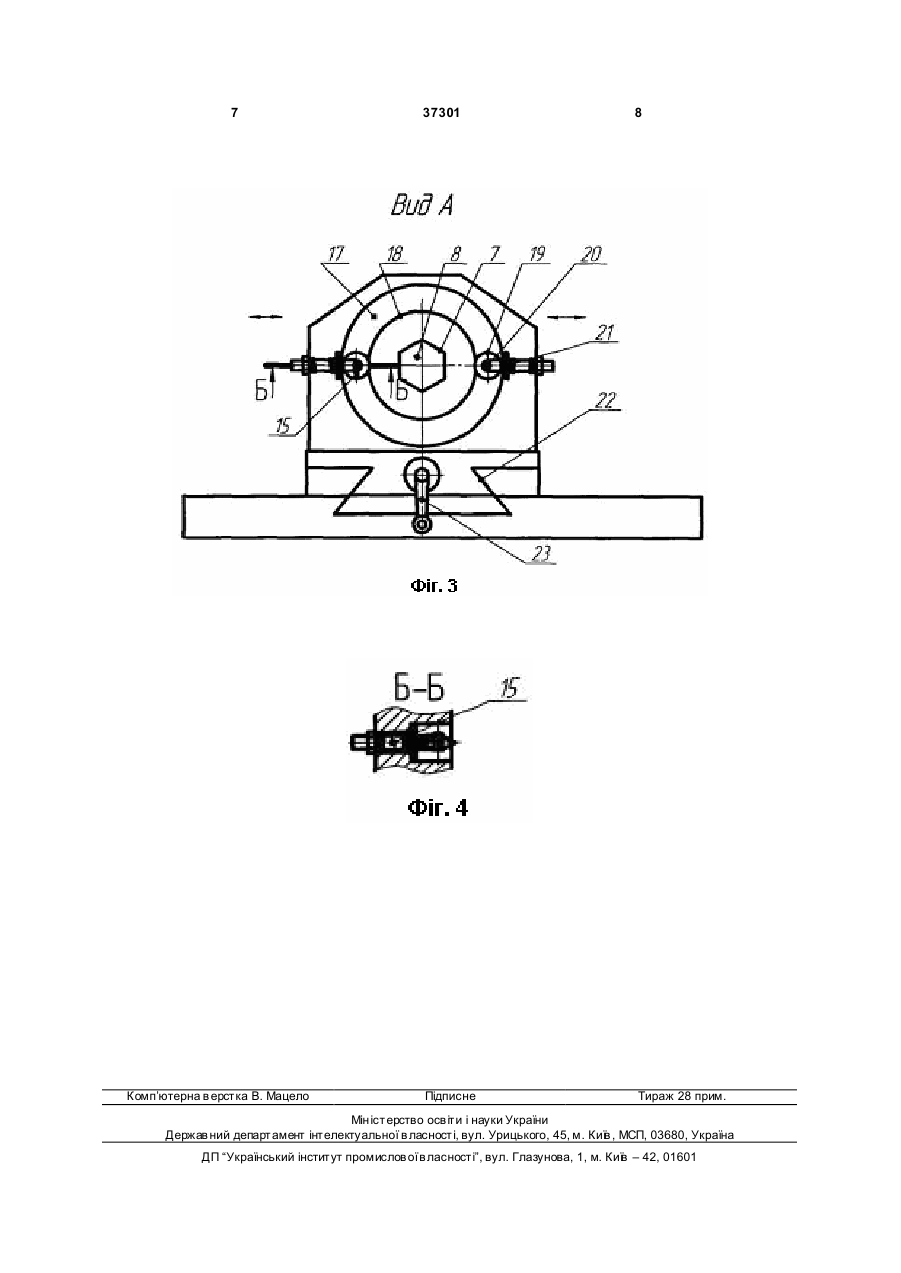
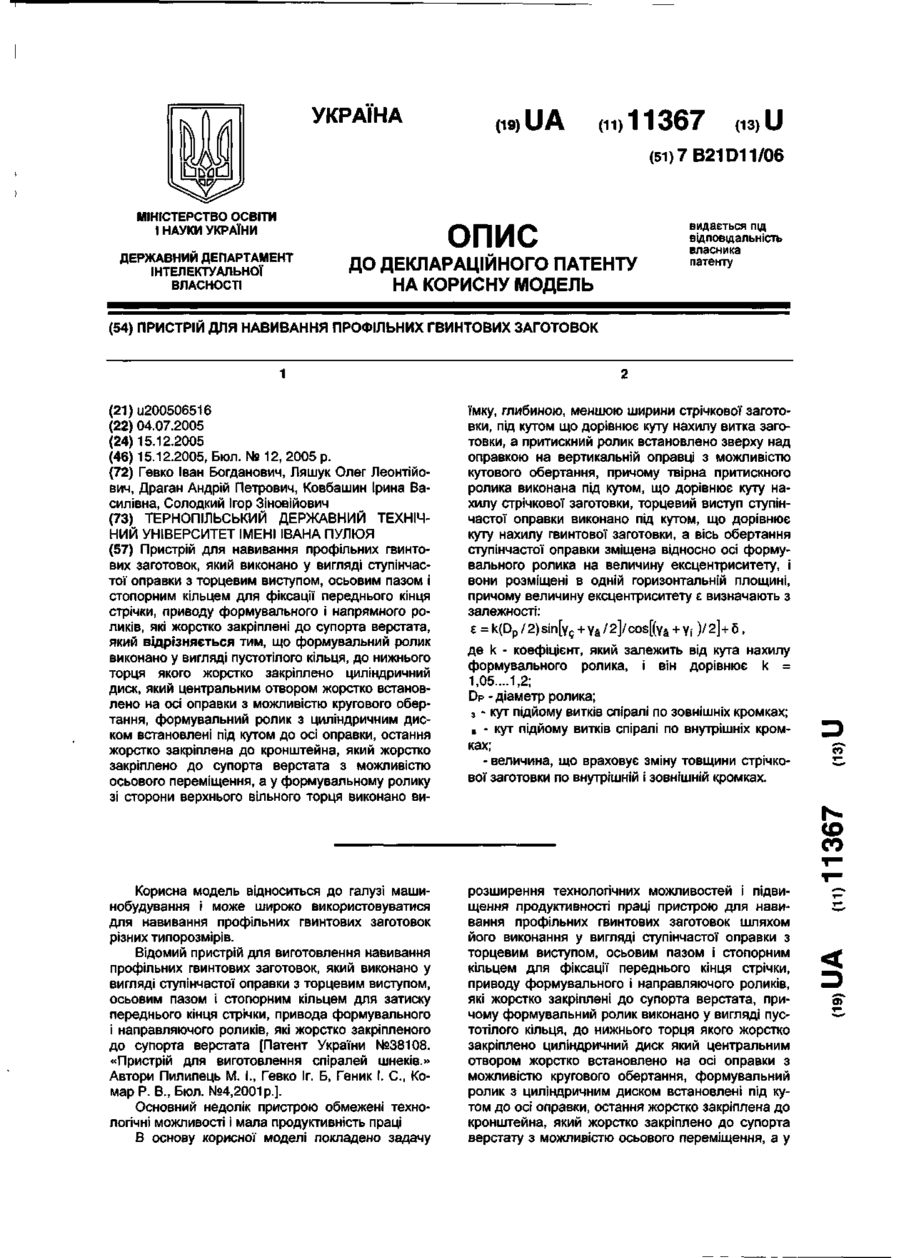
Пристрій для навивання і калібрування гвинтових заготовок, який складається з ступінчастої оправки, жорстко зв'язаної з приводом обертання, а з торця більшого ступеня оправки виконано один гвинтовий виток з кроком, рівним товщині заготовки, притискного ролика і механізму калібрування, який виконано у вигляді калібрувального ролика, механізму направлення затиску кінця стрічки, який відрізняє ться тим, що він оснащений плитою, з лівої сторони якої встановлено вертикальну стійку 3 37301 4 співвісними, а по боках центрального отвору ртання. Останні жорстко зв'язані з механізмами планшайби рівномірно по колу встановлено горирегулювання радіального переміщення 21 відомої зонтально, наприклад, два конічні калібруючі роконструкції з можливістю осьового переміщення. лики, які розміщені по гвинтовій лінії з кутом підКонічні калібруючи ролики 19 розміщені по гвинтойому рівним куту підйому каліброваної гвинтової вій лінії з кутом підйому рівним куту підйому гвинзаготовки, крім цього конічні калібруючі ролики тової лінії гвинтової заготовки 6. зв'язані з механізмом регулювання радіального Стійка 16 встановлена на направляючих 22 переміщення відомої конструкції, крім цього по типу ластівкового хвоста з відомим механізмом зовнішньому діаметру притискного ролика механірегулювання місця його розміщення. Привід призму радіального притиску виконано гвинтову канастрою здійснюється від електродвигуна 24, який вку дрібного профілю протилежним до кроку гвинжорстко встановлено на задньому плані плити 4 з тової заготовки зі збільшеним кутом нахилу привідною зірочкою 25, яка ланцюгом з'єднана з зовнішньої поверхні притискного ролика з зони веденою зірочкою 26, яка жорстко закріплена до виходу гвинтової заготовки з пристрою. лівого торця оправки 8. Причому осі вала електроПристрій для навивання і калібрування гвиндвигуна 24 і оправки 8 паралельні між собою. тових заготовок зображено на Фіг.1, Фіг.2 вид звеУправління роботою пристрою здійснюється з рху Фіг.1, і Фіг.3 - вид по стрілці А на Фіг.1 і Фіг.4 пульта керування 27. переріз по Б-Б на Фіг.3. По зовнішньому діаметру притискного ролика Пристрій для навивання і калібрування гвин14 виконано гвинтову канавку дрібного профілю 28 тових заготовок виконано у вигляді ступінчастої зі збільшеним кутом нахилу її зовнішньої поверхні оправки 1, яка жорстко встановлено у вертикальну з зони виходу гвинтової заготовки 6 з пристрою, стійку 2 привідного механізму 3 з можливістю крущо сприяє покращенню умов сходження гвинтової гового провертання, а вертикальна стійка 2 в свою заготовки 6 з зони формоутворення гвинтової зачергу жорстко закріплена до плити 4 з лівої стороготовки 6. ни. З правого торця більшої ступені оправки 1 виРобота пристрою здійснюється наступним чиконано один гвинтовий виток 5 з кроком рівним ном. Підтисна втулка 9 відводиться вправо, кінець товщині гвинтової заготовки 6. У внутрішньому 12 гвинтової заготовки 6 згинають під кутом 90° і шестигранному отворі 7 ступінчастої оправки 1 встановлюють в паз 11 та підводять вліво до конжорстко встановлено оправку 8 з відповідним анатакту з витком 5. Зверху гвинтова заготовка 6 підлогічним шестигранним профілем з можливістю тискується притискним роликом 14, після чого кругового провертання. На правому кінці шестивключається пристрій і здійснюється процес навигранної оправки встановлено підтискну втулку 9 з вання гвинтової заготовки 6. Після навивання певвнутрішнім шестигранним профілем з можливістю ної довжини 5-8 витків приступають до її калібруосьового і кругового переміщення. З лівого торця вання, зупиняючи процес навивання. Для цього підтискної втулки 9 виконано один гвинтовий виток конічні калібруючі ролики 19 відводять від центру, 10 з кроком рівним товщині гвинтової заготовки 6 і куди в зону отвору 18 вводять кінець навитої гвингоризонтальний паз 11 для закріплення Гтової заготовки 6 і перший виток розтягують і в цю подібного кінця 12 гвинтової заготовки 6. Зверху зону вводять конічні калібруючі ролики 19 для мовертикальної стійки 2 жорстко встановлено мехажливого калібрування витка на необхідний крок. нізм радіального притиску 13 гвинтової заготовки 6 Після цього знову включають пристрій з пульпритискним роликом 14 під час формування гвинта керування 27 і навивна заготовка 6 проходячи тової заготовки. через конічні калібрувальні ролики 19 калібруєтьЗ правої сторони від механізму радіального ся. В разі потреби змін в калібруванні, стійку 16 підтиску 13 встановлено механізм калібрування можна зміщати по плиті 4 за допомогою ластівко15, який виконано у вигляді стійки 16, яка є паравого хвоста 22 відомими способами за допомогою лельною до вертикальної стійки 2 і жорстко закріпрукоятки 23. Регулювання величини кроку здійслена до плити 4. На висоті осі оправки 8 до стійки нюється регулювальним механізмом 21. 16 жорстко закріплено планшайбу 17, осі яких є Після завершення цього процесу здійснюють співвісними. По боках центрального отвору 18 наступний процес аналогічним чином. планшайби 17 рівномірно по колу встановлено До переваг пристрою відноситься підвищення горизонтально, наприклад, два конічні калібруючи продуктивності праці і розширення технологічних ролики 19 на осях 20 з можливістю кругового обеможливостей. 5 37301 6 7 Комп’ютерна в ерстка В. Мацело 37301 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for winding and calibration of screw billets
Автори англійськоюHevko Ivan Bohdanovych, Paliukh Andrii Yaroslavovych, Ivasechko Roman Romanovych, Liashuk Oleh Leontiiovych
Назва патенту російськоюУстройство для навивания и калибрования винтовых заготовок
Автори російськоюГевко Иван Богданович, Палюх Андрей Ярославович, Ивасечко Роман Романович, Ляшук Олег Леонтиевич
МПК / Мітки
МПК: B21D 11/00
Мітки: гвинтових, калібрування, пристрій, навивання, заготовок
Код посилання
<a href="https://ua.patents.su/4-37301-pristrijj-dlya-navivannya-i-kalibruvannya-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для навивання і калібрування гвинтових заготовок</a>
Пристрій для неперервного навивання гвинтових заготовок

Номер патенту: 36854
Опубліковано: 10.11.2008
Автори: Гевко Ігор Богданович, Палюх Андрій Ярославович, Ляшук Олег Леонтійович, Івасечко Роман Романович
МПК: B21D 11/06
Мітки: гвинтових, навивання, неперервного, пристрій, заготовок
Формула / Реферат:
Пристрій для неперервного навивання гвинтових заготовок, який виконано у вигляді циліндричної оправки, яка лівим кінцем жорстко закріплена в патроні верстата з можливістю кругового обертання, приводу, механізму натягу дроту, притискної оправки з роликами, установчих і кріпильних елементів, який відрізняється тим, що на правому кінці циліндричної оправки з торця виконано відкритий радіальний паз діаметром, більшим від діаметра дроту гвинтової...
Пристрій для навивання профільних гвинтових заготовок
Номер патенту: 11367
Опубліковано: 15.12.2005
Автори: Драган Андрій Петрович, Гевко Іван Богданович, Ляшук Олег Леонтійович, Солодкий Ігор Зіновійович, Ковбашин Ірина Василівна
МПК: B21D 11/06
Мітки: профільних, гвинтових, навивання, пристрій, заготовок
Формула / Реферат:
Пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і напрямного роликів, які жорстко закріплені до супорта верстата, який відрізняється тим, що формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск, який центральним...
Пристрій для калібрування гвинтових гофрованих заготовок
Номер патенту: 26880
Опубліковано: 10.10.2007
Автори: Гевко Роман Богданович, Гладьо Юрій Богданович, Драган Андрій Петрович, Білик Стефанія Григорівна
МПК: B21D 11/06
Мітки: гофрованих, гвинтових, заготовок, калібрування, пристрій
Формула / Реферат:
Пристрій для калібрування гвинтових гофрованих заготовок, який містить привідний встановлювальний вал, базуючі, затискні і калібруючі інструменти, який відрізняється тим, що встановлювальний вал лівим кінцем жорстко закріплений в патроні токарного верстата, а правий підтиснутий правим центром, а на поздовжньому супорті жорстко встановлено змінні калібруючі інструменти у вигляді конічних зубчатих коліс, профіль яких відповідає профілю гофр...
Пристрій для навивання гофрованих гвинтових заготовок
Номер патенту: 22325
Опубліковано: 25.04.2007
Автори: Дячун Андрій Євгенович, Драган Андрій Петрович, Гевко Роман Богданович, Білик Стефанія Григорівна
МПК: B21D 11/06
Мітки: пристрій, гвинтових, заготовок, навивання, гофрованих
Формула / Реферат:
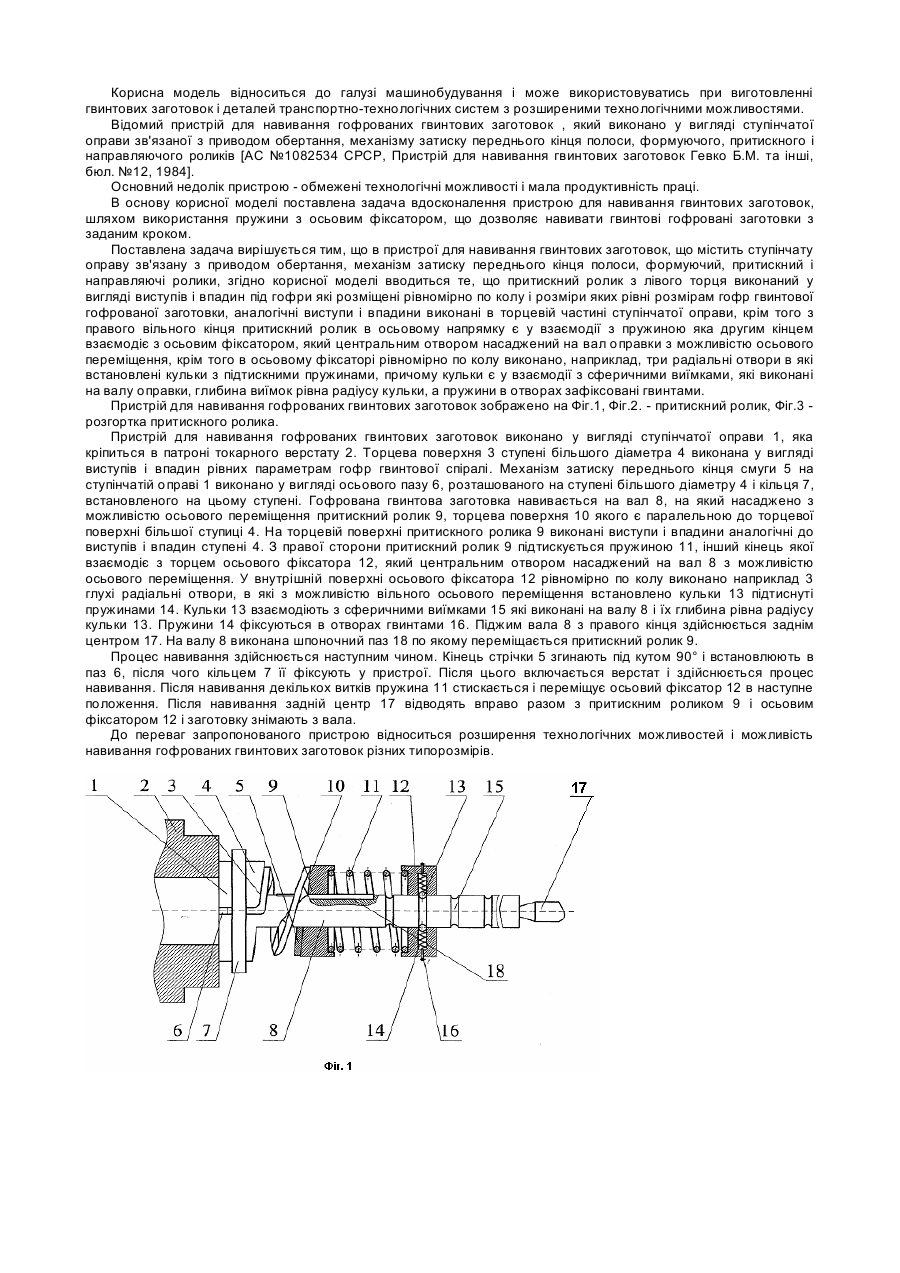
Пристрій для навивання гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправи, зв'язаної з приводом обертання, механізму затиску переднього кінця полоси, формуючого, притискного і напрямних роликів, який відрізняється тим, що притискний ролик з лівого торця виконаний у вигляді виступів і западин під гофри, які розміщені рівномірно по колу і розміри яких рівні розмірам гофри гвинтової гофрованої заготовки, аналогічні...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: пристрій, гвинтових, заготовок, гофрованих, виготовлення
Формула / Реферат:
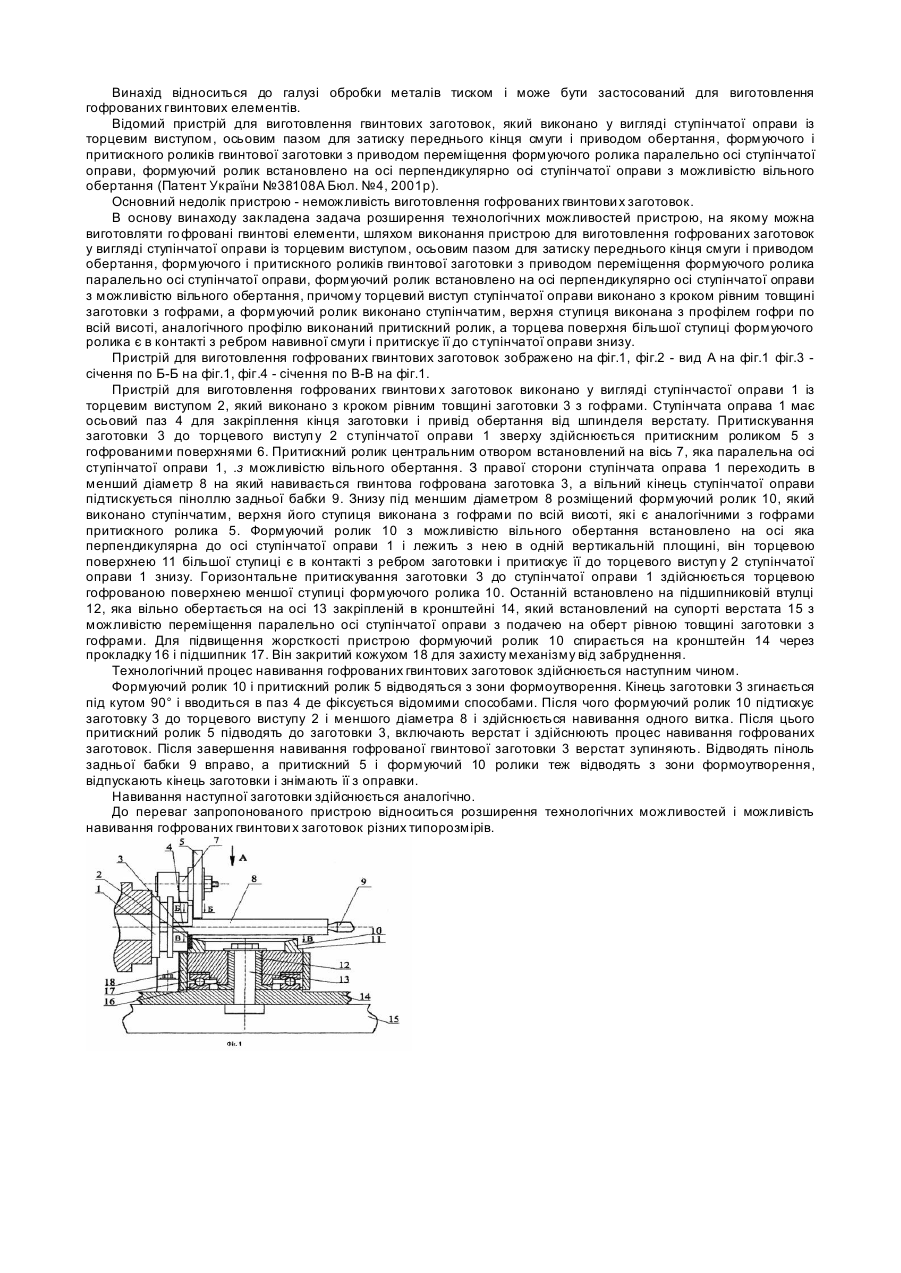
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Попередній патент: Спосіб виробництва сирцевих пряників
Наступний патент: Комплексна освітлювальна установка автомобіля
Випадковий патент: Замок