Рольганг
Номер патенту: 82349
Опубліковано: 10.04.2008
Автори: Кулаков Леонід Васильович, Жучков Сергій Михайлович, Хрустенко Юрій Михайлович, Токмаков Павло Вадимович, Ротару Іон Теодорович, Шеремет Володимир Олександрович, Коротченков Валерій Михайлович

Формула / Реферат
1. Рольганг, переважно для ліній порізки гарячого прокату, що містить встановлені в рамі горизонтальні приводні ролики, плити між ними, напрямні лінійки й два ряди неприводних вертикальних роликів, встановлених у плитах на осях з можливістю регулювання відстані між рядами, який відрізняється тим, що один з рядів неприводних вертикальних роликів, встановлених на плитах з можливістю регулювання відстані між рядами, зміщений відносно іншого ряду на величину, рівну половині відстані між роликами, встановленими в кожному з рядів.
2. Рольганг по п. 1, який відрізняється тим, що величина відстані між неприводними вертикальними роликами, встановленими в кожному з рядів, становить 1,45-1,50 діаметра непривідного вертикального ролика.
3. Рольганг по п. 1 або 2, який відрізняється тим, що відстань між проекціями осей неприводних вертикальних роликів, встановлених із протилежних сторін рольганга, на площину, перпендикулярну поздовжній осі рольганга, становить 1,30-1,60 діаметра неприводних вертикальних роликів.
Текст
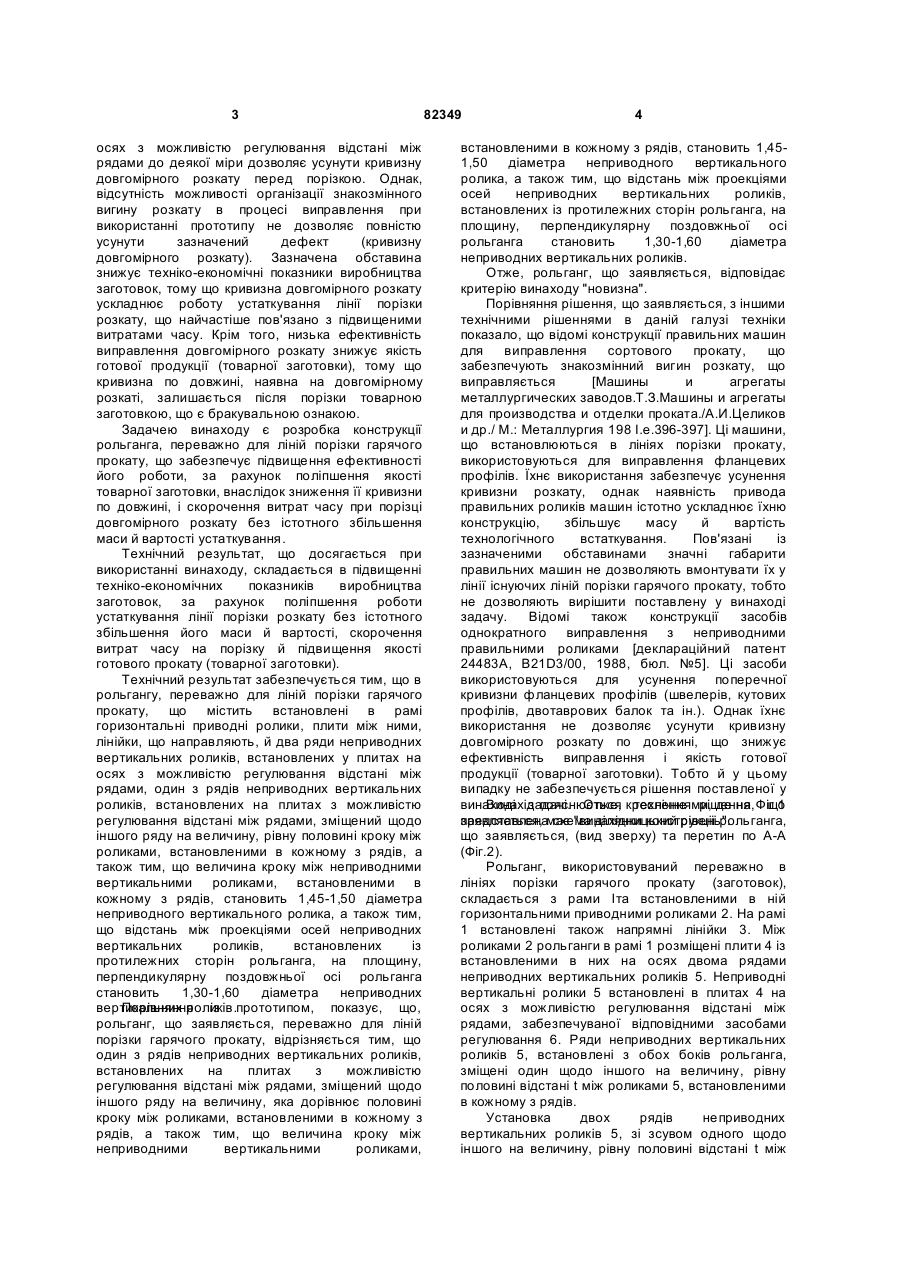
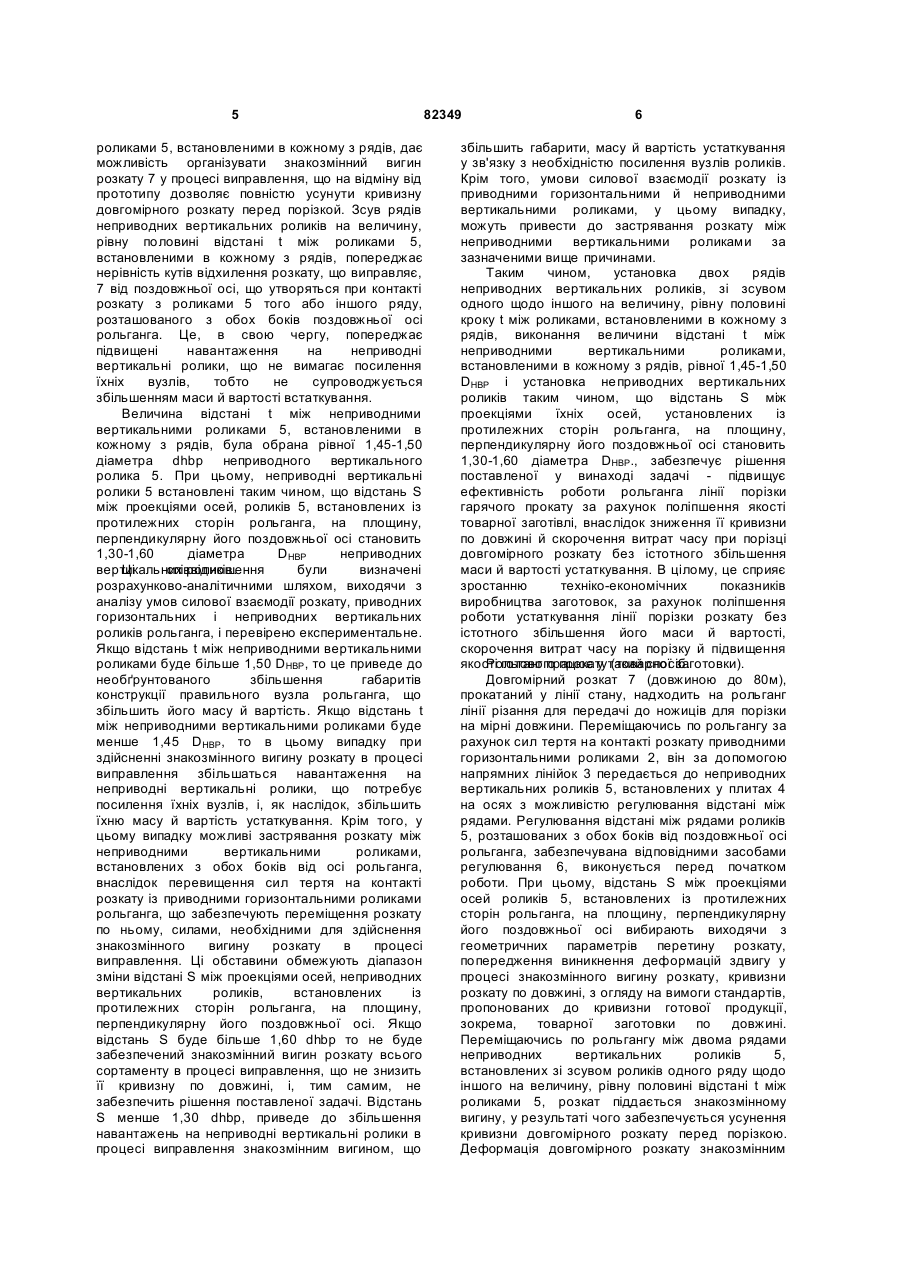
1. Рольганг, переважно для ліній порізки гарячого прокату, що містить встановлені в рамі C2 2 (19) 1 3 осях з можливістю регулювання відстані між рядами до деякої міри дозволяє усунути кривизну довгомірного розкату перед порізкою. Однак, відсутність можливості організації знакозмінного вигину розкату в процесі виправлення при використанні прототипу не дозволяє повністю усунути зазначений дефект (кривизну довгомірного розкату). Зазначена обставина знижує техніко-економічні показники виробництва заготовок, тому що кривизна довгомірного розкату ускладнює роботу устаткування лінії порізки розкату, що найчастіше пов'язано з підвищеними витратами часу. Крім того, низька ефективність виправлення довгомірного розкату знижує якість готової продукції (товарної заготовки), тому що кривизна по довжині, наявна на довгомірному розкаті, залишається після порізки товарною заготовкою, що є бракувальною ознакою. Задачею винаходу є розробка конструкції рольганга, переважно для ліній порізки гарячого прокату, що забезпечує підвищення ефективності його роботи, за рахунок поліпшення якості товарної заготовки, внаслідок зниження її кривизни по довжині, і скорочення витрат часу при порізці довгомірного розкату без істотного збільшення маси й вартості устаткування. Технічний результат, що досягається при використанні винаходу, складається в підвищенні техніко-економічних показників виробництва заготовок, за рахунок поліпшення роботи устаткування лінії порізки розкату без істотного збільшення його маси й вартості, скорочення витрат часу на порізку й підвищення якості готового прокату (товарної заготовки). Технічний результат забезпечується тим, що в рольгангу, переважно для ліній порізки гарячого прокату, що містить встановлені в рамі горизонтальні приводні ролики, плити між ними, лінійки, що направляють, й два ряди неприводних вертикальних роликів, встановлених у плитах на осях з можливістю регулювання відстані між рядами, один з рядів неприводних вертикальних роликів, встановлених на плитах з можливістю регулювання відстані між рядами, зміщений щодо іншого ряду на величину, рівну половині кроку між роликами, встановленими в кожному з рядів, а також тим, що величина кроку між неприводними вертикальними роликами, встановленими в кожному з рядів, становить 1,45-1,50 діаметра неприводного вертикального ролика, а також тим, що відстань між проекціями осей неприводних вертикальних роликів, встановлених із протилежних сторін рольганга, на площину, перпендикулярну поздовжньої осі рольганга становить 1,30-1,60 діаметра неприводних вертикальних роликів.прототипом, показує, що, Порівняння із рольганг, що заявляється, переважно для ліній порізки гарячого прокату, відрізняється тим, що один з рядів неприводних вертикальних роликів, встановлених на плитах з можливістю регулювання відстані між рядами, зміщений щодо іншого ряду на величину, яка дорівнює половині кроку між роликами, встановленими в кожному з рядів, а також тим, що величина кроку між неприводними вертикальними роликами, 82349 4 встановленими в кожному з рядів, становить 1,451,50 діаметра неприводного вертикального ролика, а також тим, що відстань між проекціями осей неприводних вертикальних роликів, встановлених із протилежних сторін рольганга, на площину, перпендикулярну поздовжньої осі рольганга становить 1,30-1,60 діаметра неприводних вертикальних роликів. Отже, рольганг, що заявляється, відповідає критерію винаходу "новизна". Порівняння рішення, що заявляється, з іншими технічними рішеннями в даній галузі техніки показало, що відомі конструкції правильних машин для виправлення сортового прокату, що забезпечують знакозмінний вигин розкату, що виправляється [Машины и агрегаты металлургических заводов.Т.З.Машины и агрегаты для производства и отделки проката./А.И.Целиков и др./ М.: Металлургия 198 I.e.396-397]. Ці машини, що встановлюються в лініях порізки прокату, використовуються для виправлення фланцевих профілів. Їхнє використання забезпечує усунення кривизни розкату, однак наявність привода правильних роликів машин істотно ускладнює їхню конструкцію, збільшує масу й вартість технологічного встаткування. Пов'язані із зазначеними обставинами значні габарити правильних машин не дозволяють вмонтувати їх у лінії існуючих ліній порізки гарячого прокату, тобто не дозволяють вирішити поставлену у винаході задачу. Відомі також конструкції засобів однократного виправлення з неприводними правильними роликами [деклараційний патент 24483A, В21D3/00,1988, бюл. №5]. Ці засоби використовуються для усунення поперечної кривизни фланцевих профілів (швелерів, кутових профілів, двотаврових балок та ін.). Однак їхнє використання не дозволяє усунути кривизну довгомірного розкату по довжині, що знижує ефективність виправлення і якість готової продукції (товарної заготовки). Тобто й у цьому випадку не забезпечується рішення поставленої у винаході задачі. Отже, кресленнями, де на Фіг.1 Винахід пояснюється технічне рішення, що представленамає "винахідницький рівень". заявляється, схема ділянки конструкції рольганга, що заявляється, (вид зверху) та перетин по А-А (Фіг.2). Рольганг, використовуваний переважно в лініях порізки гарячого прокату (заготовок), складається з рами Іта встановленими в ній горизонтальними приводними роликами 2. На рамі 1 встановлені також напрямні лінійки 3. Між роликами 2 рольганги в рамі 1 розміщені плити 4 із встановленими в них на осях двома рядами неприводних вертикальних роликів 5. Неприводні вертикальні ролики 5 встановлені в плитах 4 на осях з можливістю регулювання відстані між рядами, забезпечуваної відповідними засобами регулювання 6. Ряди неприводних вертикальних роликів 5, встановлені з обох боків рольганга, зміщені один щодо іншого на величину, рівну половині відстані t між роликами 5, встановленими в кожному з рядів. Установка двох рядів неприводних вертикальних роликів 5, зі зсувом одного щодо іншого на величину, рівну половині відстані t між 5 роликами 5, встановленими в кожному з рядів, дає можливість організувати знакозмінний вигин розкату 7 у процесі виправлення, що на відміну від прототипу дозволяє повністю усунути кривизну довгомірного розкату перед порізкой. Зсув рядів неприводних вертикальних роликів на величину, рівну половині відстані t між роликами 5, встановленими в кожному з рядів, попереджає нерівність кутів відхилення розкату, що виправляє, 7 від поздовжньої осі, що утворяться при контакті розкату з роликами 5 того або іншого ряду, розташованого з обох боків поздовжньої осі рольганга. Це, в свою чергу, попереджає підвищені навантаження на неприводні вертикальні ролики, що не вимагає посилення їхніх вузлів, тобто не супроводжується збільшенням маси й вартості встаткування. Величина відстані t між неприводними вертикальними роликами 5, встановленими в кожному з рядів, була обрана рівної 1,45-1,50 діаметра dhbp неприводного вертикального ролика 5. При цьому, неприводні вертикальні ролики 5 встановлені таким чином, що відстань S між проекціями осей, роликів 5, встановлених із протилежних сторін рольганга, на площину, перпендикулярну його поздовжньої осі становить 1,30-1,60 діаметра DHBP неприводних вертикальних роликів. Ці співвідношення були визначені розрахунково-аналітичними шляхом, виходячи з аналізу умов силової взаємодії розкату, приводних горизонтальних і неприводних вертикальних роликів рольганга, і перевірено експериментальне. Якщо відстань t між неприводними вертикальними роликами буде більше 1,50 DHBP, то це приведе до необґрунтованого збільшення габаритів конструкції правильного вузла рольганга, що збільшить його масу й вартість. Якщо відстань t між неприводними вертикальними роликами буде менше 1,45 DHBP, то в цьому випадку при здійсненні знакозмінного вигину розкату в процесі виправлення збільшаться навантаження на неприводні вертикальні ролики, що потребує посилення їхніх вузлів, і, як наслідок, збільшить їхню масу й вартість устаткування. Крім того, у цьому випадку можливі застрявання розкату між неприводними вертикальними роликами, встановлених з обох боків від осі рольганга, внаслідок перевищення сил тертя на контакті розкату із приводними горизонтальними роликами рольганга, що забезпечують переміщення розкату по ньому, силами, необхідними для здійснення знакозмінного вигину розкату в процесі виправлення. Ці обставини обмежують діапазон зміни відстані S між проекціями осей, неприводних вертикальних роликів, встановлених із протилежних сторін рольганга, на площину, перпендикулярну його поздовжньої осі. Якщо відстань S буде більше 1,60 dhbp то не буде забезпечений знакозмінний вигин розкату всього сортаменту в процесі виправлення, що не знизить її кривизну по довжині, і, тим самим, не забезпечить рішення поставленої задачі. Відстань S менше 1,30 dhbp, приведе до збільшення навантажень на неприводні вертикальні ролики в процесі виправлення знакозмінним вигином, що 82349 6 збільшить габарити, масу й вартість устаткування у зв'язку з необхідністю посилення вузлів роликів. Крім того, умови силової взаємодії розкату із приводними горизонтальними й неприводними вертикальними роликами, у цьому випадку, можуть привести до застрявання розкату між неприводними вертикальними роликами за зазначеними вище причинами. Таким чином, установка двох рядів неприводних вертикальних роликів, зі зсувом одного щодо іншого на величину, рівну половині кроку t між роликами, встановленими в кожному з рядів, виконання величини відстані t між неприводними вертикальними роликами, встановленими в кожному з рядів, рівної 1,45-1,50 DHBP і установка неприводних вертикальних роликів таким чином, що відстань S між проекціями їхніх осей, установлених із протилежних сторін рольганга, на площину, перпендикулярну його поздовжньої осі становить 1,30-1,60 діаметра DHBP., забезпечує рішення поставленої у винаході задачі - підвищує ефективність роботи рольганга лінії порізки гарячого прокату за рахунок поліпшення якості товарної заготівлі, внаслідок зниження її кривизни по довжині й скорочення витрат часу при порізці довгомірного розкату без істотного збільшення маси й вартості устаткування. В цілому, це сприяє зростанню техніко-економічних показників виробництва заготовок, за рахунок поліпшення роботи устаткування лінії порізки розкату без істотного збільшення його маси й вартості, скорочення витрат часу на порізку й підвищення якості готового прокатутакий спосіб. Рольганг працює у (товарної заготовки). Довгомірний розкат 7 (довжиною до 80м), прокатаний у лінії стану, надходить на рольганг лінії різання для передачі до ножиців для порізки на мірні довжини. Переміщаючись по рольгангу за рахунок сил тертя на контакті розкату приводними горизонтальними роликами 2, він за допомогою напрямних лінійок 3 передається до неприводних вертикальних роликів 5, встановлених у плитах 4 на осях з можливістю регулювання відстані між рядами. Регулювання відстані між рядами роликів 5, розташованих з обох боків від поздовжньої осі рольганга, забезпечувана відповідними засобами регулювання 6, виконується перед початком роботи. При цьому, відстань S між проекціями осей роликів 5, встановлених із протилежних сторін рольганга, на площину, перпендикулярну його поздовжньої осі вибирають виходячи з геометричних параметрів перетину розкату, попередження виникнення деформацій здвигу у процесі знакозмінного вигину розкату, кривизни розкату по довжині, з огляду на вимоги стандартів, пропонованих до кривизни готової продукції, зокрема, товарної заготовки по довжині. Переміщаючись по рольгангу між двома рядами неприводних вертикальних роликів 5, встановлених зі зсувом роликів одного ряду щодо іншого на величину, рівну половині відстані t між роликами 5, розкат піддається знакозмінному вигину, у результаті чого забезпечується усунення кривизни довгомірного розкату перед порізкою. Деформація довгомірного розкату знакозмінним 7 82349 вигином забезпечується за рахунок резерву сил тертя, що має місце на контакті розкату із приводними роликами рольганга, а також за рахунок сил інерції розкату, що рухається по рольгангу. Приклад конкретної реалізації Рольганг, що заявляється, був випробуваний в умовах безперервного заготовочного стана (БЗС) 900/700 цеху «Блюмінг-2» меткомбінату "Криворіжсталь" на ділянці рольганга, що підводить, до ножиців гарячого різання при виробництві товарної заготовки перетином 150х150мм. Рольганг, встановлений у лінії порізки заготовок, складається з основи (рами), у якій розташовані горизонтальні приводні ролики, що переміщають розкат довжиною 50-70м масою до 11 т до ножиць. В основі рольганга між його приводними роликами були встановлені плити, у яких на осях були змонтовані два ряди неприводних вертикальних роликів діаметром DHBP = 300мм, розташованих з обох боків відносної поздовжньої осі рольганга. Для точного завдання переднього кінця довгомірного розкату в неприводні вертикальні правильні ролики основа рольганга була постачена напрямними лінійками. Величина відстані t між неприводними вертикальними роликами, встановленими в кожному з рядів, була виконана рівної 440мм або 1,47 DHBP.При цьому, ролики, встановлені в одному з рядів, були зміщені щодо роликів іншого ряду, (встановлених із протилежної сторони рольганга щодо поздовжньої осі) на 220мм величину, рівну половині відстані t між роликами одного ряду. Неприводні вертикальні ролики одного з рядів були встановлені в плитах з можливістю Комп’ютерна верстка В. Клюкін 8 переміщення їхніх осей у напрямку, перпендикулярному поздовжньої осі рольганга й закріплення в заданому положенні. Цим забезпечувалося регулювання відстані S між рядами роликів. При цьому, відстань між проекціями осей неприводних роликів, встановлених із протилежних сторін рольганга, на площину, перпендикулярну його поздовжньої осі, що визначає відстань між роликами, для умов виробництва товарної заготовки перетином 150х150мм дорівнювала 450мм або 1,50 DHBP. Результати експериментального випробування показали, що при використанні рольганга, виготовленого відповідно до параметрів, що заявляються, забезпечує знакозмінний вигин розкату в процесі його переміщення по рольгангу між неприводними вертикальними роликами без виникнення деформацій здвигу у процесі виправлення розкату. У результаті знакозмінного вигину розкату було забезпечене усунення кривизни довгомірного розкату перед порізкой і рішення поставленої у винаході задачі: за рахунок поліпшення якості товарної заготовки, внаслідок зниження її кривизни по довжині й скорочення витрат часу при порізці довгомірного розкату без істотного збільшення маси й вартості встаткування підвищена ефективність роботи рольганга лінії порізки гарячого прокату, що сприяє зростанню технікоекономічних показників виробництва заготівель, за рахунок поліпшення роботи встаткування лінії порізки розкату без істотного збільшення його маси й вартості, скорочення витрат часу на порізку й підвищення якості готового прокату (товарної заготовки). Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller conveyer
Автори англійськоюSheremet Volodymyr Oleksandrovych, Korotchenkov Valerii Mykhailovych, Rotary Ion Teodorovych, Zhuchkov Serhii Mykhailovych, Tokmakov Pavlo Vadymovych, Khrustenko Yurii Mykhailovych, Kulakov Leonid Vasyliovych
Назва патенту російськоюРольганг
Автори російськоюШеремет Владимир Александрович, Коротченков Валерий Михайлович, Ротару Ион Теодорович, Жучков Сергей Михайлович, Токмаков Павел Вадимович, Хрустенко Юрий Михайлович, Кулаков Леонид Васильевич
МПК / Мітки
МПК: B21B 39/00
Мітки: рольганг
Код посилання
<a href="https://ua.patents.su/4-82349-rolgang.html" target="_blank" rel="follow" title="База патентів України">Рольганг</a>
Рольганг

Номер патенту: 45154
Опубліковано: 15.03.2002
Автори: Теряєв Олександр Митрофанович, Бруханський Володимир Миколайович, Бабенко Михайло Антонович, Коротченков Валерій Михайлович, Ротару Іон Теодорович
МПК: B21B 39/00
Мітки: рольганг
Формула / Реферат:
1. Рольганг, що містить встановлені в рамі горизонтальні привідні ролики, плити між ними і напрямні лінійки, який відрізняється тим, що він додатково оснащений двома рядами вертикально встановлених на плитах роликів із можливістю регулювання відстані між рядами.2. Рольганг за п. 1, який відрізняється тим, що вертикально встановлені ролики виконані непривідними.
Розвертально-транспортний рольганг
Номер патенту: 69103
Опубліковано: 16.08.2004
Автори: Брехов Евген Володимирович, Чижик Володимир Васильович
МПК: B21B 39/00
Мітки: рольганг, розвертально-транспортний
Формула / Реферат:
Розвертально-транспортний рольганг, що містить похилі спарені ролики, установлені на привідних опорах і кінематично зв'язані за допомогою паразитних шестерень із привідним валом і з підтримуючими опорами, установленими в середній частині, який відрізняється тим, що одна з опор кожного ролика виконана непривідною і зміщена у бік привідної опори в непарних роликах з одного боку, а в парних - з іншого, при цьому підтримуючі опори встановлені...
Рольганг прокатного стана

Номер патенту: 34589
Опубліковано: 15.03.2001
Автори: Небаба Георгій Іванович, Васільєв Юрій Андрійович, Брєхов Володимир Євгенович
МПК: B21B 39/00
Мітки: прокатного, стана, рольганг
Формула / Реферат:
Рольганг прокатного стана, який містить спарені похилі циліндричні ролики, оперті своїми кінцями в середній частині рольганга на проміжну опору, а також привід роликів, який відрізняється тим, що правий ролик кінематично зв'язаний з лівим роликом за допомогою зубчастого зачеплення, виконаного у вигляді встановлених на суміжних кінцях роликів конічних зубчастих коліс, взаємодіючих з блоковою шестірнею, розташованою у проміжній опорі.
Транспортний рольганг прокатного стана
Номер патенту: 25121
Опубліковано: 25.07.2007
Автори: Брехов Євген Володимирович, Єлецьких Володимир Іванович
МПК: B21B 39/00
Мітки: транспортний, рольганг, прокатного, стана
Формула / Реферат:
Транспортний рольганг прокатного стана, що містить розміщені в рамі та нахилені до горизонтальної площини циліндричні ролики, середини бочок яких розташовані на одному рівні, а напрямок нахилу змінюється на протилежний від ролика до ролика в шаховому порядку, приводи роликів, а також сполучні муфти, установлені на цапфах роликів з боку приводів, який відрізняється тим, що кожний ролик виконаний з додатковою цапфою для сполучної муфти, при...
Транспортний рольганг прокатного стана
Номер патенту: 31117
Опубліковано: 25.03.2008
Автори: Капорович Світлана Едуардівна, Єлецьких Володимир Іванович, Брехов Євген Володимирович
МПК: B21B 39/00
Мітки: стана, прокатного, транспортний, рольганг
Формула / Реферат:
Транспортний рольганг прокатного стана, який складається з встановлених у лінії транспортування прокату роликових блоків, рами яких розміщені на фундаментних плитах з фундаментними болтами і мають гнізда для розміщення підшипникових вузлів приводних роликів, який відрізняється тим, що він оснащений проставками та упорами, роликові блоки встановлені в лінії транспортування прокату з зазором між рамами, у яких розміщені проставки, з'єднані з...
Попередній патент: Шафа апаратів
Наступний патент: Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані
Випадковий патент: Спосіб та установка утилізації відходів органопластикових композиційних матеріалів