Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані
Номер патенту: 82350
Опубліковано: 10.04.2008
Автори: Костюченко Михайло Іванович, Кокшаров Олександр Миколайович, Жучков Сергій Михайлович, Найдьонов Володимир Сергійович, Хрустенко Юрій Михайлович, Бабенко Михайло Антонович, Шеремет Володимир Олександрович

Формула / Реферат
Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані, що включає послідовну деформацію металу в системі калібрів робочих клітей стана до одержання готового прокату з регламентованими швидкісними умовами прокатки в його робочих клітях, головні лінії приводів яких мають задані діапазони частот обертання валків, який відрізняється тим, що регламентацію швидкісних умов прокатки виконують шляхом відключення ряду клітей стана, деформація металу в калібрах яких може бути здійснена при частотах обертання валків, що не входять у задані діапазони частот обертання валків головних ліній приводів робочих клітей стана, а калібри валків цих робочих клітей переносять у наступні по ходу прокатки кліті, які включають замість виключених клітей.
Текст
Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані, що включає послідовну деформацію металу в системі калібрів робочих клітей стана до одержання готового прокату з регламентованими швидкісними умовами прокатки в його робочих клітях, головні лінії приводів яких мають задані діапазони частот обертання валків, який відрізняється тим, що регламентацію швидкісних умов прокатки виконують шляхом відключення ряду клітей стана, деформація металу в калібрах яких може бути здійснена при частотах обертання валків, що не входять у задані діапазони частот обертання валків головних ліній приводів робочих клітей стана, а калібри валків цих робочих клітей переносять у наступні по ходу прокатки кліті, які включають замість виключених клітей. UA (21) a200507418 (22) 25.07.2005 (24) 10.04.2008 (46) 10.04.2008, Бюл.№7, 2008 рік (72) ШЕРЕМЕТ ВОЛОДИМИР ОЛЕКСАНДРОВИЧ, UA, БАБЕНКО МИ ХАЙЛО АНТОНОВИЧ, U A, КОСТЮЧЕНКО МИХАЙЛО ІВАНОВИЧ, U A, ХРУСТЕНКО ЮРІЙ МИ ХАЙЛОВИЧ, UA, ЖУЧКОВ СЕРГІЙ МИ ХАЙЛОВИЧ, U A, КОКШАРОВ ОЛЕКС АНДР МИКОЛАЙОВИЧ, U A, Н АЙДЬОНОВ ВОЛОДИ МИР СЕРГІЙОВИЧ, UA (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "АРСЕЛОРМІТТАЛ КРИВИЙ РІГ", U A (56) SU 1694262 A1, 30.11.1991 RU 2038877 C1, 09.07.1995 RU 2127643 C1, 20.03.1999 CH 1090797, 17.08.1994 EP 0264868 A2, 27.04.1988 GB 735292, 17.08.1955 Прокатные станы. Справочник в 3-х томах. Том 2. Средне-мелкосортные и специальные станы/ В.Г. C2 2 (19) 1 3 82350 безперервного стана (порушення константи безперервної прокатки), це може привести у випадку підпору - до петлеутворення, а у випадку натягу до розтягування металу в міжклітьовому проміжку аж до розриву смуги. Таким чином, під час прокатки профілів великих перетинів на безперервних дрібносортних станах необхідно або знижувати швидкість кінця прокатки, що сполучено із втратою виробництва й складністю організації термомеханічної обробки прокату в потоці стана, або збільшувати швидкість початку прокатки наслідком чого в умовах безперервного стана буде відповідне збільшення швидкості кінця прокатки. Однак у цьому випадку також існують певні обмеження, пов'язані з тим, що головні лінії приводів робочих клітей безперервного дрібносортного стана мають задані діапазони частот обертання валків, що розрізняються від кліті до кліті (що збільшуються по ходу те хнологічного процесу - від клітей чорнової до клітей чистової груп стана). Робота двигуна головної лінії привода робочої кліті за межами робочого діапазону або неможлива, або приводить до втрати потужності двигуна. Із сказаного випливає, що організація профілів великих перетинів, що відносяться до середнього сорту, на дрібносортних станах типової конструкції або неможлива, або сполучена із втратами виробництва прокату й ускладненням організації термомеханічної обробки прокату в потоці стана, що приводить до зниження техніко-економічних показників його виробництва. Як прототип прийнятий спосіб прокатки профілів на безперервному дрібносортному стані, що включає послідовну деформацію металу в системі калібрів робочих клітей стана до одержання готового прокату з регламентованими швидкісними умовами прокатки в його робочих клітях, головні лінії приводів яких мають задані діапазони частот обертання валків [Прокатные станы.Справочник в 3-х томах.Т.2.Средне-мелкосортные и специальные станы/В.Г.Антипин, С.В. Тимофеев, Д.К. Нестеров и др.// М.: Металлургия, 1992.- 496с, стр.226-235]. Недоліком прототипу є зниження технікоекономічних показників виробництва під час прокатки профілів великих перетинів, які відносяться до середнього сорту, на дрібносортних станах типової конструкції, що обумовлено зниженням продуктивності стана й ускладненням організації термомеханіченої обробки прокату в його потоці. Крім того, відсутність у сформованому сортаменті дрібносортного стана профілів великих перетинів, що відносяться до середнього сорту, звужує технологічні можливості виробництва. Задачею винаходу є розширення технологічних можливостей дрібносортного стану за рахунок організації виробництва на ньому профілів великих перетинів, що відносяться до середнього сорту, без погіршення якості готового прокату, у тому числі, термомеханічне зміцнених й зниження техніко-економічних показників виробництва під час прокатки цих профілів. Технічний результат, що досягається при використанні винаходу, складається в розвитку сортаменту дрібносортного стану за рахунок освоєння 4 на ньому середньосортних профілів, у тому числі, термомеханічне зміцнених у потоці, при необхідних те хніко-економічних показниках їхнього виробництва. Рішення поставленої задачі забезпечується тим, що в способі прокатки середньосортних профілів на безперервному дрібносортному стані, що включає послідовну деформацію металу в системі калібрів робочих клітей стана до одержання готового прокату з регламентованими швидкісними умовами прокатки в його робочих клітях, головні лінії приводів яких мають задані діапазони частот обертання валків, регламентацію швидкісних умов прокатки виконують шляхом відключення ряду клітей стана, деформація металу в калібрах яких може бути здійснена при частотах обертання валків, що не входять у задані діапазони частот обертання валків головних ліній приводів робочих клітей стана, а калібри валків цих робочих клітей переносять у наступні по ходу прокатки кліті, які включають замість виключених клітей. Порівняння із прототипом показує, що спосіб, який заявляється, відрізняється тим, що регламентацію швидкісних умов прокатки виконують шляхом відключення ряду клітей стана, деформація металу в калібрах яких може бути здійснена при частотах обертання валків, що не входять у задані діапазони частот обертання валків головних ліній приводів робочих клітей стана, а калібри валків цих робочих клітей переносять у наступні по ходу прокатки кліті, які включають замість виключених клітей. Отже, спосіб, що заявляється, відповідає критерію "новизна". Порівняння способу з іншими технічними рішеннями в даній галузі показало, що відомий спосіб прокатки профілів великих перетинів, що ставляться до середнього сорту, з ресорно-пружинних марок сталі на дрібносортному стані [Патент №2038877, МКИ В21В1/00, опубл.09.07.1995, бюл. №19, с.5]. У цьому технічному рішенні для забезпечення відповідного температурного режиму прокатки, керування їм у лінії безперервного стана при заданих температурах початку й кінця прокатки смуг з ресорно-пружинних марок сталі, змінюють довжину міжклітьових проміжків стана шляхом відключення ряду клітей стана, деформація металу в які збільшує температуру кінця прокатки, і здійснюють цю деформацію в наступних клітях безперервного стана. Реалізація цього технічного рішення дозволяє управляти температурним режимом прокатки середньосортних смуг з ресорнопружинних марок стали на дрібносортному стані, однак його використання сполучене з певними втратами виробництва, пов'язаними з необхідністю зниження швидкості прокатки на стані. Тому використання відомого технічного рішення не дозволяє вирішити поставлену в дійсному винаході завдання - забезпечити високі техніко-економічні показники виробництва під час прокатки профілів великих перетинів, що відносяться до середнього сорту, без погіршення якості готового прокату, у тому числі, термомеханічне зміцненого в потоці стана. 5 82350 Отже, технічне рішення, що заявляється, відповідає критерію "винахідницький рівень". Головні лінії приводів робочих клітей безперервних дрібносортних станів мають задані діапазони частот обертання валків, що змінюються по довжині стана. У цих діапазонах враховані характеристики двигунів головних ліній приводів робочих клітей і передаточних чисел редукторів, що забезпечують передачу крутного моменту від двигуна до робочих валків клітей. Діапазони частот обертання валків за умовами технологічного процесу змінюються по довжині безперервного дрібносортного стану у бік збільшення по абсолютній величині. Так, наприклад, у першій кліті чорнової групи типового безперервного дрібносортного стану 250-4 комбінату «Криворіжсталь» діапазон частот обертання валків становить 8,8...52...52,5 1/с, а в останній кліті чистової групи цей діапазон становить 447-1665 1/с. Робота за границями діапазонів частот обертання валків, певних технічними характеристиками ліній головних приводів робочих клітей стана, супроводжується втратами потужності [В.Ф.Бурьянов, Е.С.Рокотян, А.Е.Гурьевич.Расчет мощности двигателей главных приводов прокатных станов.М.: Металлургиздат.-1962.- 360с.- с.38]. Тому при розробці технології прокатки профілів на безперервних станах - розрахунку таблиць калібрувань, режимів обтиснень та ін. ура ховують крім інших і таку технічну характеристику технологічного устаткування стана, як діапазон частот обертання валків. З урахуванням зазначених обставин прокатку профілів середньосортного ряду на типовому безперервному дрібносортному стані можна було б здійснити при зниженій швидкості кінця прокатки. Однак це приведе до зниження продуктивності стана. Втрати виробництва погіршать технікоекономічні показники виробництва середньосортних профілів. Крім того, у цьому випадку виникають складності з організацією термомеханичної обробки прокату в потоці стана, тому що при такому режимі прокатки готовий профіль за умовами швидкісного режиму з урахуванням діапазонів частот обертання валків робочих клітей стана може бути о триманий у клітях чорнової або проміжної груп стана. Прокатка в чистових клітях у цьому випадку не може бути здійснена через невідповідність швидкісного режиму прокатки діапазонам частот обертання валків робочих клітей чистової групи стана (частота обертання валків менше нижньої границі). Це потребує розміщення ліній термозміцнення на цій ділянці стана тільки для прокатки профілерозмірів великих перетинів, у той час як для прокатки іншого сортаменту стана будуть використатися лінії термозміцнення, розташовані за чистовою кліттю стана перед холодильником. Збільшення швидкості початку прокатки, що супроводжується відповідним збільшенням швидкості кінця прокатки не може бути здійснене через невідповідність швидкісного режиму прокатки діапазонам частот обертання валків робочих клітей чорнової групи стана (частота обертання валків більше верхньої границі діапазону). Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані здійснюється 6 в такий спосіб. Вихідну заготовку квадратного перетину послідовно деформують у системі калібрів робочих клітей безперервного дрібно-сортного стана до одержання готового прокату у вигляді середньосортного профілю. Прокатку в робочих клітях безперервного дрібносортного стана здійснюють із регламентованими швидкісними умовами, обумовленими умовами таблиці калібрування, складеної на підставі розрахунку, з урахуванням технічних характеристик технологічного устаткування стана. При цьому регламентацію швидкісних умов прокатки середньосортних профілів на дрібносортному стані здійснюють шляхом відключення ряду клітей стана, деформація металу в калібрах яких може бути реалізована при частотах обертання валків, що не входять у задані діапазони частот обертання валків головних ліній приводів робочих клітей стана. Калібри валків відключених робочих клітей переносять у наступні по ходу прокатки кліті, які включають замість виключених клітей. При зазначеному підході забезпечується рішення поставленої винаходом задачі - забезпечується розширення технологічних можливостей дрібносортного стана за рахунок створення технічних умов організації виробництва на ньому профілів великих перетинів, що відносяться до середнього сорту. При цьому, у результаті використання пропонуємого технічного рішення забезпечуються високі техніко-економічні показники виробництва середньосортних профілів на дрібносортному стані й необхідна якість готового прокату, зокрема, термомеханічне зміцненого в потоці стана. Приклад конкретного виконання. Спосіб був випробуваний на безперервному дрібносортному стані (ДСС) 250-5 меткомбінату "Криворіжсталь" при виробництві арматурних профілів великих перетинів - №36 і №40, що відносяться до середнього сорту. Головні лінії приводів робочих клітей ДСС 2505 мають задані діапазони частот' обертання валків, що змінюються по довжині стана, що змінюються у бік збільшення по абсолютній величині. У перших чотирьох клітях чорнової гр упи ДСС 250-5 діапазони частот обертання валків становлять, відповідно, 8,8...52,5 1/с, 11,4...58,0 1/с, 16,5...82,5 1/с і 21,4...114,0 1/с. При цьому, для рішення поставленої винаходом задачі - розширення технологічних можливостей дрібносортного стана за рахунок створення технічних умов організації виробництва на ньому профілів великих перетинів, без зниження швидкості кінця прокатки, ускладнення організації термомеханічної обробки прокату в потоці стана, і забезпечення відповідності швидкісного режиму прокатки діапазонам частот обертання валків робочих клітей стану, прокатку арматурних профілів №36 і №40 починають у четвертій кліті ДСС 250-5 зі швидкістю обертання валків, рівної за умов калібрування й режиму обтиснень, рівної 58,7 1/с, що входить у діапазон частот обертання валків цієї кліті (21,4... 114,0 1/с). Аналогічним чином діють під час подальшої прокатки. У результаті під час прокатки арматурних профілів середньосортного ряду №36 і №40 на ДСС 250-5 використовуються кліті № 4, №5, №6 7 82350 чорнової, №8 і №9 проміжної й №14 і №17 чистової груп стана, у яких виконується відповідність заданої частоти обертання валків діапазону частот обертання валків цієї кліті. Тобто, відповідно до пропозиції, прокатку в робочих клітях безперервного ДСС 250-5 здійснюють із регламентованими швидкісними умовами, обумовленими умовами таблиці калібрування з урахуванням технічних характеристик технологічного встаткування стана. При цьому регламентацію швидкісних умов прокатки середньосортних профілів на дрібносортному стані здійснюють шляхом відключення ряду клітей стана, деформація металу в калібрах яких може бути реалізована при частотах обертання валків, що не входять у задані діапазони частот обертання валків головних ліній приводів робочих клітей стана. У даному конкретному випадку - клітей Комп’ютерна в ерстка В. Клюкін 8 №№1-3, №7, №№10-13 і №№15-16. Калібри валків відключених робочих клітей №№1-3, перенесені в наступні по ходу прокатки кліті №№4-6, включені замість виключених клітей. Наступні калібри також перенесені в наступні по ходу технологічного процесу кліті. Результати випробування способу, що заявляється, на ДСС 250-5 ВАТ „Криворіжсталь" показали, що його використання сприятиме розширенню технологічних можливостей стана за рахунок забезпечення виробництва на ньому профілів великих перетинів, що відносяться до середнього сорту, з високими техніко-економічними показниками їхнього виробництва й необхідній якості готового прокату, у тому числі термомеханічне зміцненого в потоці стана. Тобто забезпечено рішення поставленого технічного завдання. Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling on continuous small-section mills of medium-grade profiles
Автори англійськоюSheremet Volodymyr Oleksandrovych, Babenko Mykhailo Antonovych, Kostiuchenko Mykhailo Ivanovych, Khrustenko Yurii Mykhailovych, Zhuchkov Serhii Mykhailovych, Koksharov Oleksandr Mykplaiovych, Naidionov Volodymyr Serhiiovych
Назва патенту російськоюСпособ прокатки на непрерывных мелкосортных станах профилей среднего сорта
Автори російськоюШеремет Владимир Александрович, Бабенко Михаил Антонович, Костюченко Михаил Иванович, Хрустенко Юрий Михайлович, Жучков Сергей Михайлович, Кокшаров Александр Николаевич, Найденов Владимир Сергеевич
МПК / Мітки
МПК: B21B 1/02, B21B 1/04, B21B 1/00
Мітки: стані, дрібносортному, профілів, спосіб, прокатки, середньосортних, безперервному
Код посилання
<a href="https://ua.patents.su/4-82350-sposib-prokatki-serednosortnikh-profiliv-na-bezperervnomu-dribnosortnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки середньосортних профілів на безперервному дрібносортному стані</a>
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Паламар Дмитро Григорович, Макаренко Олександр Анатолійович, Токмаков Павло Вадимович, Курочкін Олександр Федорович, Жучков Сергій Михайлович, Білий Микола Павлович, Хрустенко Юрій Михайлович
МПК: B21B 1/02
Мітки: смугових, спосіб, стані, безперервному, прокатки, профілів
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Хрустенко Юрій Михайлович, Білий Микола Павлович, Паламар Дмитро Григорович, Курочкін Олександр Федорович, Токмаков Павло Вадимович, Жучков Сергій Михайлович, Макаренко Олександр Анатолійович
МПК: B21B 1/02
Мітки: спосіб, кутових, прокатки, стані, безперервному, профілів
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Спосіб виробництва арматурного прокату на безперервному дрібносортному стані
Номер патенту: 75494
Опубліковано: 17.04.2006
Автори: Спіняков Віктор Костянтинович, Жучков Сергій Михайлович, Сокуренко Анатолій Валентинович, Лохматов Олександр Павлович, Паламар Дмитро Григорович, Кулаков Леонід Васильович, Курочкін Олександр Федорович, Тряпічкін Михайло Георгійович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович
Мітки: виробництва, стані, арматурного, прокату, дрібносортному, спосіб, безперервному
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:T0=A+B×Tк+C×Vпр,причому коефіцієнти...
Кліть для подовжньої прокатки профілів змінного перерізу
Номер патенту: 23055
Опубліковано: 10.05.2007
Автори: Цівковський Олександр Григорович, Кисельов Олександр Григорович
МПК: B21B 13/00
Мітки: подовжньої, змінного, перерізу, профілів, прокатки, кліть
Формула / Реферат:
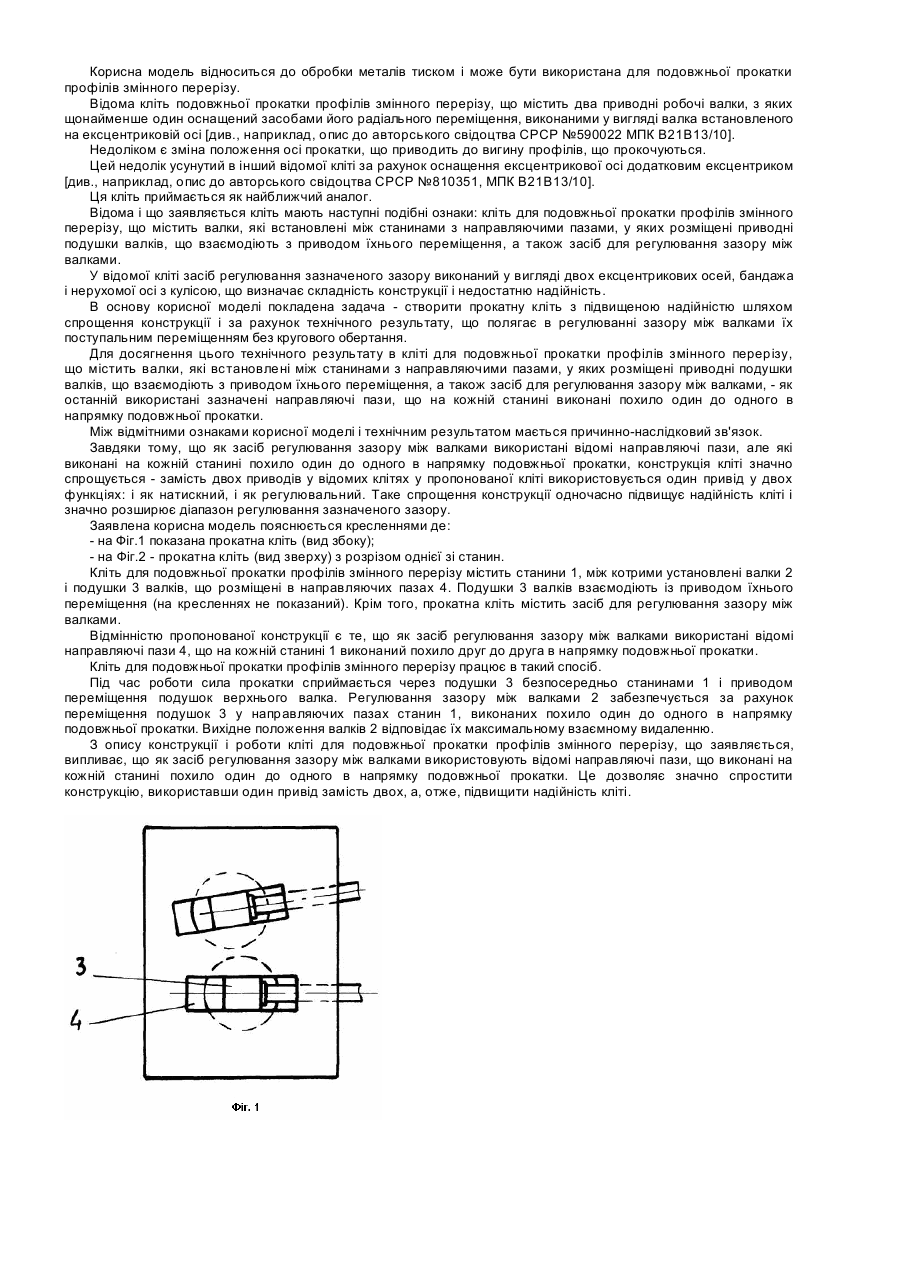
Кліть для подовжньої прокатки профілів змінного перерізу, що містить валки, які встановлені між станинами з напрямними пазами, у яких розміщені привідні подушки валків, що взаємодіють з приводом їхнього переміщення, а також засіб для регулювання зазору між валками, яка відрізняється тим, що як останній використані зазначені напрямні пази, що на кожній станині виконані похило один до одного в напрямку подовжньої прокатки.
Спосіб регулювання швидкості металу на багатоклітьовому безперервному стані гарячої прокатки

Номер патенту: 29396
Опубліковано: 15.11.2000
Автор: Юнгер Ігор Б.
МПК: B21B 37/46
Мітки: швидкості, багатоклітьовому, прокатки, стані, гарячої, регулювання, спосіб, безперервному, металу
Текст:
...в момент входа (d) заготовки в последующую слеть (п) запоминаемые статические значения моментов нагрузки (Ms1) предыдущей клети (п-1) , калиброванные начальной компенсацией на минимальное продольное тяговое усилие, выводят из запоминающе го устройства в порядке их ввода, с момента {ti+ Ati) окончания компенсации начального рассогласования значений момента нагрузки (Ms1), которые следуют непосредственно из запоминающего устройства, делят на...
Попередній патент: Рольганг
Наступний патент: Нікотинільні похідні та проміжні сполуки
Випадковий патент: Спосіб оцінки технічного стану підшипників ковзання двигуна внутрішнього згоряння