Спосіб виробництва сталевих виробів
Номер патенту: 82440
Опубліковано: 10.04.2008
Автори: Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Афтанділянц Євген Григорович
Формула / Реферат
Спосіб виробництва сталевих виробів, що включає виплавку сталі, лиття заготовки сталевого виробу, термічну обробку і видалення окалини з поверхні заготовки сталевого виробу, який відрізняється тим, що перед термічною обробкою поверхню заготовки сталевого виробу покривають розчином речовини, яка при нагріванні і витримці у термічній печі створює на поверхні заготовки сталевого виробу атмосферу, що взаємодіє з окалиною, з можливістю порушення взаємозв'язку окалини з поверхнею заготовки сталевого виробу та захищає її від взаємодії з окислювачами, що перебувають в термічній печі, а видалення окалини з поверхні заготовки сталевого виробу здійснюють вібрацією в процесі витримки у термічній печі.
Текст
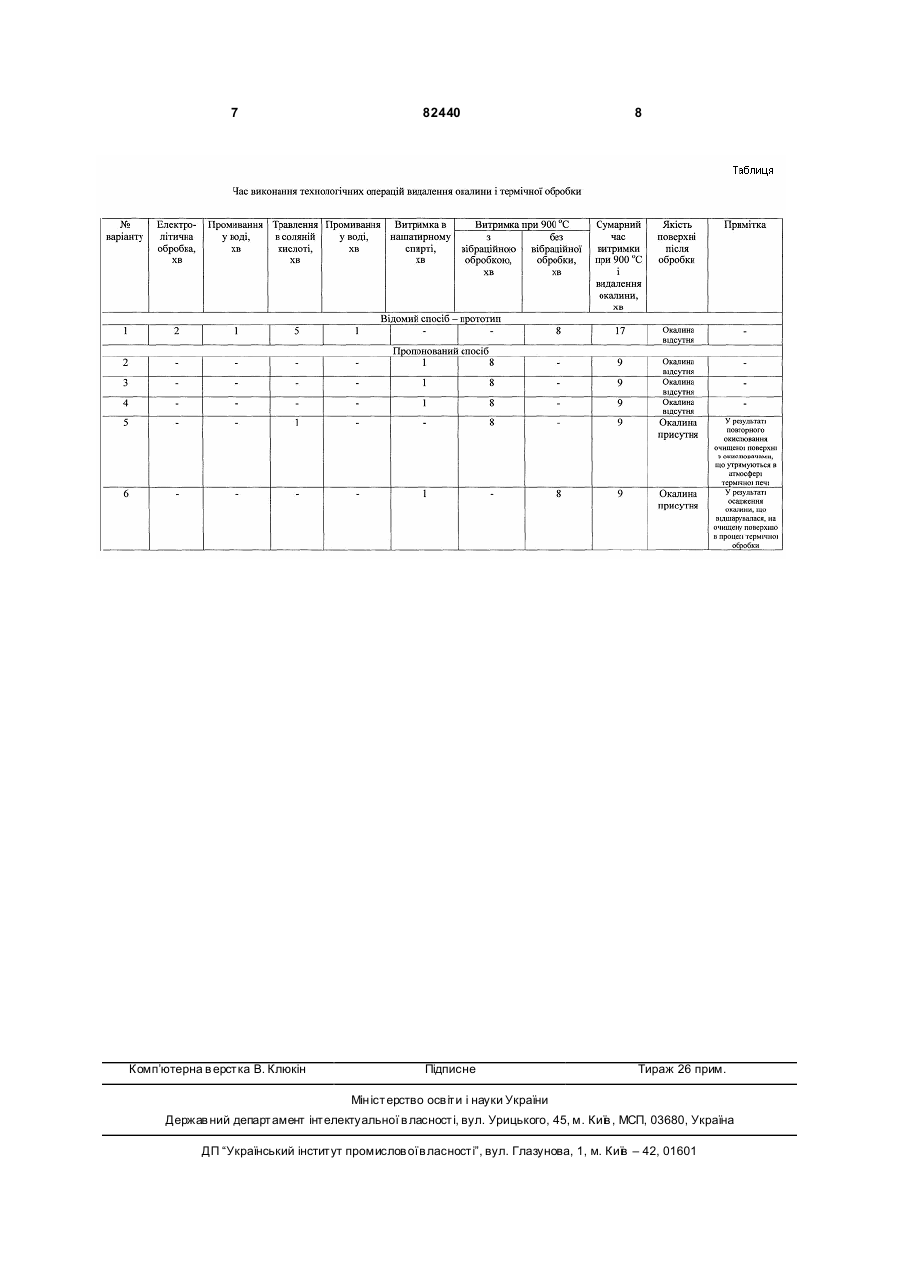
Спосіб виробництва сталевих виробів, що включає виплавку сталі, лиття заготовки сталевого виробу, термічну обробку і видалення окалини з поверхні заготовки сталевого виробу, який відрізняється тим, що перед термічною обробкою поверхню заготовки сталевого виробу покривають розчином речовини, яка при нагріванні і витримці у термічній печі створює на поверхні заготовки сталевого виробу атмосферу, що взаємодіє з окалиною, з можливістю порушення взаємозв'язку окалини з поверхнею заготовки сталевого виробу та захищає її від взаємодії з окислювачами, що перебувають в термічній печі, а видалення окалини з поверхні заготовки сталевого виробу здійснюють вібрацією в процесі витримки у термічній печі. Винахід відноситься до галузі машинобудування, металургії і ливарного виробництва, а саме до одержання сталевих виробів. Відомі способи одержання сталевих виробів, які включають виплавку сталі, гарячу прокатку, відпал, видалення окалини з гарячої смуги [1. Патент Росії №2041268, C21D8/12, 1991] або зливка отриманого шляхом безперервного лиття з періодичністю 0,5-10,0хв [2. Патент Росії №1775934, B22D11/00, 1991]. Однак такі способи виробництва сталі непродуктивні та дорогі, оскільки видалення окалини здійснюється в процесі довготривалих складних технологічних операцій що потребують спеціального дорогого уста ткування, наприклад: 1. Очищення (видалення окалини, оксидованих шарів, забруднювачів тощо) поверхонь пов'язане з створенням між основною частиною анода і послідовними обмеженими площами першої поверхні заготовки, що служить як катод дугового розряду у вакуумі, що має струм дуги не менше, ніж 50А, та має позитивний градієнт напруга - струм [3. Патент Росії №2104313, С23 С14/02, 1998]; 2. Видалення окалини з горячекатаної смуги, в результаті подачі струменя охолоджувача через сопла в поперечному напрямку до смуги, що р ухається, і створення зони локалізації струменя по ширині останньої, подачу струменя охолоджувача через сопла в зону локалізації ведуть зі зсувом від її середини в поперечному перерізі в напрямку, протилежному напрямкові прокатки [4. Патент Росії №2197350]; 3. Очищення від окалини смуг у результаті навантаження смуги водою під тиском від 5 до 15атм [5. Патент Росії №2003129452, В21В45/08, 2005; 6. Патент Росії №2004110403]; 4. Видалення окалини з поверхні широких смуг у результаті протягання смуги по поверхні приводного барабана через ущільнений перед зоною очищення абразивний порошок [7. Патент Росії №2001117457; 8. Патент Росії №2205077]. 5. Очищення поверхонь металевих виробів в електролітах у результаті безперервної подачі лужного електроліту в міжелектродний простір на поверхню, що очи щається, її поляризацію шляхом створення різниці потенціалів між виробом і елект (19) UA (11) 82440 (13) C2 (21) a200610706 (22) 10.10.2006 (24) 10.04.2008 (46) 10.04.2008, Бюл.№7, 2008 рік (72) АФТАНДІЛЯНЦ ЄВГЕН ГРИГОРОВИЧ, UA, ЗАЗИМКО ОКС АН А ВОЛОДИМИРІВН А, UA, ЛОПАТЬКО КОСТЯНТИН ГЕОРГІЙОВИЧ, UA, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, U A (73) НАЦІОНАЛЬНИЙ АГРАРНИЙ УНІВЕРСИТЕТ, UA (56) SU 309960 A1, 26.07.1971 SU 358432 A1, 03.11.1972 SU 382776 A1, 23.05.1973 SU 461167 A1, 25.02.1975 SU 484664 A1, 15.09.1975 SU 800239 A1, 30.01.1981 SU 1093731 A1, 23.05.1984 SU 1819908 A1, 07.06.1993 SU 1834917 A3, 15.08.1993 3 82440 родом, утворення з пар електроліту і водню парогазового шару в поверхні, що очищається, з наступними пробоями його мікроіскровими розрядами в результаті варіювання міжелектродної напруги. [9. Патент Росії №2104338, С25 F1/06, 1998]. Відомі способи виробництва сталевих виробів або прокатаних заготовок у яких видалення окалини здійснюється перед термічною обробкою [10. Патент Росії №2040556, C21D8/04 (C21D9/48), 1993; 11. Патент Росії №2052515, C21D8/12, 1993; 12. Патент Росії №93044244, C21D8/12, 1993; 13. Патент Росії №97109541, C21D8/12, 1997] або після термічної обробки [14. Патент Росії №2112812]. Недоліком відомих способів є те, що операції термічної обробки і видалення окалини здійснюються послідовно, що крім вищевказаних недоліків приводить до збільшення часу виробництва сталевих виробів. Відомий також спосіб одержання заготовок з високоякісної сталі, який полягає в тому, що після виливки матеріал спочатку піддають гарячій прокатці, охолоджують, потім відпалюють, охолоджують, після термічної обробки здійснюють електролітичну обробку матеріалу, переважно в розчині нейтральних солей, а потім піддають видаленню окалини шляхом травлення у водному середовищі кислотами, наприклад азотною, сірчаною, соляною, плавиковою або сумішшю, щонайменше із двох названих кислот і/або водними розчинами однієї або декількох солей зазначених кислот [15. Патент Росії №96102589, C21D8/02 (C21D9/46), 1996- прототип]. Однак застосування цього способу не досить ефективно, оскільки: 1. Операції термічної обробки і видалення окалини здійснюються послідовно, що приводить до збільшення часу виробництва; 2. Перед видаленням окалини необхідна електролітична обробка матеріалу, що вимагає додаткових витрат на уста ткування і розчини для електролітичного травлення і приводить до додаткового збільшення часу виробництва; 3. Видалення окалини шляхом травлення у водному середовищі кислотами вимагає спеціальних кислотних і промивних ванн, збільшення виробничих площ, та додає негативний вплив на екологію виробничого процесу в результаті випаровуванню парів кислот. Винаходом ставиться завдання скорочення часу виробництва сталевих виробів, а саме часу травлення і термічної обробки, та поліпшення екології виробничого процесу. Поставлене винаходом завдання досягається тим, що в способі виробництва сталевих виробів, який включає виплавку, лиття сталевого виробу або заготовок і її прокатку, термічну обробку та видалення окалини, згідно винаходу після виливки сталевого виробу або заготовки і її прокатки, перед термічною обробкою поверхня сталевого виробу або прокатаної заготовки покривають розчином речовини, що при нагріванні та витримці сталевого виробу або заготовки, у процесі термічної обробки, створює на його поверхні атмосферу, взаємодіючу з окалиною і захищаючою очищеною 4 поверхнею від взаємодії з окислювачами (кисню, пару води тощо), що утримуються в термічній печі, а видалення окалини з поверхні сталевого виробу здійснюється при вібрації сталевого виробу або прокатування заготовки в процесі витримки при термічній обробці. Відомо, що окалина на сталевих виробах складається в основному з оксидів заліза (FeO, Fe2О3 , Fе3 O4), що видаляються, наприклад, у водних розчинах сірчаної і соляної кислот у результаті наступних реакцій: FeO + H2SO4 = FeSO 4 + H2O (1) Fe2O 3 + Fe + 3H2SO 4 = 3FeSO4 + 3H2O (2) Fe3O 4 + Fe + 4H2SO4 = 4FeSO4 + 4H2O (3) FeO + 2HCl = FeCl2 + H2O (4) Fe2O 3 + Fe + 6HCl = 3FeCl2 + 3H2O (5) Fe3O 4 + Fe + 8HCl = 4FeCl2 + 4H2O (6) Видалення окалини на виробах зі сталі можливо, також, шляхом її відновлення воднем у результаті наступних реакцій: FeO + H2O = Fe + H2O (7) Fe2O 3 + 3H2 = 2Fe + 3H2O (8) Fe3O 4 + 4H2 = 3Fe + 4H2O (9) Одночасне видалення окалини у водних розчинах кислот і її відновлення воднем (реакції 1-3 або 4-6 і 7-9) дозволить істотно скоротити час видалення окалини з поверхні сталевого виробу, що при підвищенні температури до 500-1200°С, унаслідок збільшення швидкості реакцій 1-9, зменшується на порядок. Однак насичення водного розчину кислот газоподібним воднем є складною технологічною і вибухонебезпечною операцією, тому найбільш кращим є покриття поверхні сталевого виробу розчином, що при нагріванні створить на поверхні сталевого виробу умови для реалізації реакцій 1-3 або 4-6 і 7-9. Однак це є необхідною, але недостатньою умовою, оскільки при підвищенні температури процесу видалення окалини, інтенсифікуються процеси повторного окислювання очищеної поверхні, у результаті її взаємодії з парами води, що утворяться в результаті реакцій 1-9, кисню й інших окислювачів навколишньої атмосфери. Тому розчин при нагріванні повинен також виділяти газ, що захи щає очищену поверхню від повторного окислювання продуктами реакцій 1-9 або іншими окислювачами навколишньої атмосфери. Нашими дослідженнями встановлено, що таким розчином може бути розчин нашатирного спирту (NH4Cl), який при нагріванні дисоціює на аміак і пари соляної кислоти NH4Cl = NH3 + HCl (10) з наступною дисоціацією аміаку (NН3) на азот і водень 2NH3 = N2 + 3H2 (11) Нанесення нашатирного спирту на поверхню сталевого виробу, з наступним нагріванням сталевого виробу, створює умови для реалізації реакцій 4-9 і захистом азотом очищеної поверхні від повторного окислювання. 5 82440 Нагрівання і витримку сталевого виробу для видалення окалини доцільно сумістити з нагріванням і витримкою при термічній обробці сталевого виробу, оскільки при відомих режимах термічної обробки сталевих виробів час реалізації реакцій 49 на порядок менше, ніж час необхідний для проведення термічної обробки. Нашими дослідженнями встановлено, що особливістю спільної взаємодії газоподібної соляної кислоти і водню з окалиною на поверхні сталевого виробу, є те, що окалина не руйнується, а відшаровується, тобто порушується зв'язок окалини з поверхнею сталевого виробу. Тому, у процесі витримки при термічній обробці, необхідна вібрація сталевого виробу для механічного видалення окалини, що відшарувалася. У випадку відсутності вібрації, окалина що відшарувалася в результаті реакцій 4-9, повертається на поверхню сталевого виробу, з відновленням зв'язку між окалиною і поверхнею при охолодженні в процесі термічної обробки. Приклад реалізації способу. В індукційній плавильній печі ИСТ-016 виплавляли сталь 30, що зливали в ківш, з якого заливали в виливницю і брали пробу, для визначення хімічного складу сталі (ДСТ 7565-81, 12344-7812365-84). Після кристалізації й охолодження зливка розміром 200 х 200 х 500мм його нагрівали до 1200°С і прокатували при температурі початку прокатки 1200°С, кінця - 800°С на стрічки з поперечним розміром 5 х 150мм. Виміри товщини окалини за допомогою оптичного мікроскопа МІМ-7 показали, що товщина окалини на поверхні стрічки зі сталі 30 становила від 14 до 17 мікрон. Після цього стрічка оброблялася відповідно до наступних варіантів: 1 варіант - прототип. Стрічка, шириною 20мм відпалювалась при 900°С з витримкою при цій температурі протягом 8хв, після чого стрічка надходила на електролітичну обробку в розчині хлористого натрію, концентрацією 5г/л, при щільності струму 3 А/дм 2 протягом 2хв, після чого стрічка промивалася у воді протягом 1 хвилини, занурювалася в розчин соляної кислоти (100г/л) на 5хв і після травлення промивалася у воді протягом 1 хвилини. 2 варіант - пропонований спосіб. Стрічка, шириною 20мм, занурювалася на 1хв у 10% розчин нашатирного спирту, після чого переміщалася в термічну піч, нагріту до 900°С, на стіл вібраційної гратки (модель 31211), що вібрувала при цій температурі протягом 8хв. 6 3 варіант - пропонований спосіб. Стрічка шириною 20мм занурювалася на 1хв у 5% розчин нашатирного спирту, після чого переміщалася в термічну піч, нагріту до 900°С, на стіл вібраційної ґратки (модель 31211), що вібрувала при цій температурі протягом 8хв. 4 варіант - пропонований спосіб. Стрічка шириною 20мм занурювалася на 1хв у 15% розчин нашатирного спирту, після чого переміщалася в термічну піч, нагріту до 900°С, на стіл вібраційної ґратки (модель 31211), що вібрувала при цій температурі протягом 8хв. 5 варіант - технологічні параметри процесу виходять за межі способу, що пропонується. Стрічка шириною 20мм занурювалася на 1хв у розчин соляної кислоти (100г/л), після чого переміщалася в термічну піч, нагріту до 900°С, на стіл вібраційної ґратки (модель 31211), що вібрувала при цій температурі протягом 8хв. 6 варіант - технологічні параметри процесу виходять за межі способу, що пропонується. Стрічка шириною 20мм занурювалася на 1хв у 10% розчин нашатирного спирту, після чого переміщалася в термічну піч, нагріту до 900°С, де витримувалася протягом 8хв без вібраційної обробки. Час виконання операцій термічної обробки та видалення окалини й оцінка якості видалення окалини, згідно відомого способу (варіант 1 - прототип), способу що заявляється (варіанти 2-4) і вихідного за межі способу, що заявляються, (варіанти 5,6), наведено в таблиці. Видно, що час виконання операцій термічної обробки та видалення окалини зі сталевих виробів виготовлених за способом, що заявляється, в 1,9 рази менший, ніж сталевих виробів виготовлених за відомим способом (прототип), крім того відсутність ванн травлення й електролітичної обробки в способі, що заявляється, забезпечує поліпшення екологічних умов виробництва сталевих виробів у порівнянні з відомим способом (прототип). Істотними відмінностями винаходу є: - покриття поверхні сталевого виробу розчином речовини перед термічною обробкою; - розчин речовини при нагріванні та витримці сталевого виробу в процесі термічної обробки створює на його поверхні атмосферу, взаємодіючу з окалиною і захищаючою очи щеною поверхнею від взаємодії з окислювачами, що утримуються в термічній печі; - видалення окалини з поверхні сталевого виробу здійснюється при вібрації сталевого виробу в процесі витримки при термічній обробці. 7 Комп’ютерна в ерстка В. Клюкін 82440 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of steelworks
Автори англійськоюAftandiliants Yevhen Hryhorovych, Zazymko Oksana Volodymyrivna, Lopatko Kostiantyn Heorhiiovych, Kotrechko Oleksii Oleksiiovych
Назва патенту російськоюСпособ производства стальных изделий
Автори російськоюАфтандилянц Евгений Григорьевич, Зазимко Оксана Владимировна, Лопатько Константин Георгиевич, Котречко Алексей Алексеевич
МПК / Мітки
Мітки: виробництва, виробів, сталевих, спосіб
Код посилання
<a href="https://ua.patents.su/4-82440-sposib-virobnictva-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сталевих виробів</a>
Спосіб виробництва сталевих виробів, що містять азот і ванадій
Номер патенту: 8269
Опубліковано: 15.07.2005
Автори: Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович, Афтанділянц Євген Григорович
МПК: B22D 25/00
Мітки: азот, виробів, ванадій, спосіб, сталевих, виробництва, містять
Формула / Реферат:
Спосіб виробництва сталевих виробів, що містять азот і ванадій, який включає розплавлення шихти в печі, попереднє розкиснення і легування розплаву в печі, визначення хімічного складу розплаву, розливання сталі в ковш, заливку зливка з подальшою обробкою тиском або заливку ливарної форми і термічну обробку, який відрізняється тим, що після попереднього розкиснення розплаву, легування і визначення вмісту в ньому азоту в піч додають ванадій в...
Спосіб виробництва сталевих виробів, що містять азот і ванадій
Номер патенту: 76908
Опубліковано: 15.09.2006
Автори: Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович, Афтанділянц Євген Григорович
МПК: B22D 25/00, C22C 38/24, C22C 38/12, C21C 7/06
Мітки: сталевих, містять, ванадій, спосіб, виробництва, азот, виробів
Формула / Реферат:
Спосіб виробництва сталевих виробів, що містять азот і ванадій, який включає розплавлення шихти в печі, попереднє розкислення і легування розплаву в печі, визначення хімічного складу розплаву, розливання сталі в ківш, заливку розплаву сталі у виливницю, вилучення зливка з виливниці з подальшою його обробкою тиском або заливку сталевого розплаву у ливарні форми і термічну обробку утвореного виробу, який відрізняється тим, що після попереднього...
Спосіб і апарат для виробництва сталевих виробів із металевим покриттям
Номер патенту: 81546
Опубліковано: 10.01.2008
Автори: Клессанс Серж, Хьорзенбергер Франц, Де Мейер Марійке
МПК: C23C 14/02, C23C 14/58, C23C 10/02, C23C 14/16
Мітки: виробів, виробництва, металевим, покриттям, апарат, сталевих, спосіб
Формула / Реферат:
1. Спосіб виробництва сталевих виробів із металевим покриттям, що включає стадії:покривання сталевого виробу металевим покриттям,додавання додаткового металевого елемента до зазначеного покриття з наступною термічною обробкою вказаного виробу, який відрізняється тим, що:перед додаванням зазначеного додаткового елемента вказаний виріб піддають плазмовій обробці, для очищення й активації поверхні зазначеного...
Спосіб термічної обробки сталевих виробів з окалиною
Номер патенту: 80077
Опубліковано: 10.08.2007
Автори: Афтанділянц Євген Григорович, Зазимко Оксана Володимирівна, Лопатько Костянтин Георгійович
Мітки: окалиною, спосіб, сталевих, термічної, обробки, виробів
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з окалиною, який включає нагрів виробу до необхідної температури, витримку у відновній атмосфері та охолодження, який відрізняється тим, що перед термічною обробкою визначають мінімальний розмір максимального перерізу виробу та максимальну товщину окалини, нагрів проводять у відновній атмосфері, час, потрібний для нагріву і витримки виробу та відновлення окалини визначають, виходячи з рівняння...
Спосіб комбінованої лазеро-хіміко-термічної обробки сталевих виробів
Номер патенту: 31198
Опубліковано: 25.03.2008
Автори: Головко Леонід Федорович, Мутхі Собхі Яхья, Корнієнко Анатолій Миколайович, Кіндрачук Мирослав Васильович, Іщук Наталія Володимирівна, Писаренко Володимир Миколайович
МПК: C23C 8/02
Мітки: спосіб, лазеро-хіміко-термічної, сталевих, комбінованої, виробів, обробки
Формула / Реферат:
Спосіб комбінованої лазеро-хіміко-термічної обробки сталевих виробів, що включає азотування в середовищі аміаку при температурах 800-860 К, який відрізняється тим, що проводять попереднє лазерне легування елементами хрому або молібдену, або алюмінію сталевих виробів з площею обробки 15-25 % від загальної площі сталевого виробу з потужністю лазерного випромінювання 0,9-1,1 кВт, швидкістю пересування лазерного променя 0,5; 0,8; 1,2;...
Попередній патент: Плющильний апарат льонозбирального комбайна
Наступний патент: Циліндровий замок з кодовим ключем для блокування вала рульового колеса і захисту транспортного засобу від крадіжки
Випадковий патент: Сталь, плоский сталевий продукт, сталевий конструктивний елемент і спосіб виготовлення сталевого конструктивного елемента