Спосіб керування потоково-транспортним комплексом агломераційного виробництва
Номер патенту: 83959
Опубліковано: 26.08.2008
Автори: Нечитайло Віктор Михайлович, Мисько Степан Миколайович
Формула / Реферат
Спосіб керування потоково-транспортним комплексом технологічної лінії агломераційного виробництва, що включає подачу компонентів шихти з дозаторів на збірний конвеєр, змішування компонентів шихти, конвеєрну подачу шихти в бункери агломашин, завантаження агломашин, сумарну продуктивність яких контролюють і залежно від зміни якої змінюють кількість шихти на збірному конвеєрі, підтримуючи її рівною заданій величині, який відрізняється тим, що додатково контролюють поточну і сумарну маси продукту повернення, що утворюється на технологічній лінії потоково-транспортного комплексу агломераційного виробництва після завершення процесу агломерації шихти, дозують подачу продукту повернення в шихту в кількості від 5 до 30 мас. %, в залежності від величини його поточної і сумарної мас, при цьому змінюють сумарну масу решти компонентів шихти на величину масової частки продукту повернення в шихті і, в залежності від величини цієї частки, коригують початкові значення співвідношень мас решти компонентів шихти.
Текст
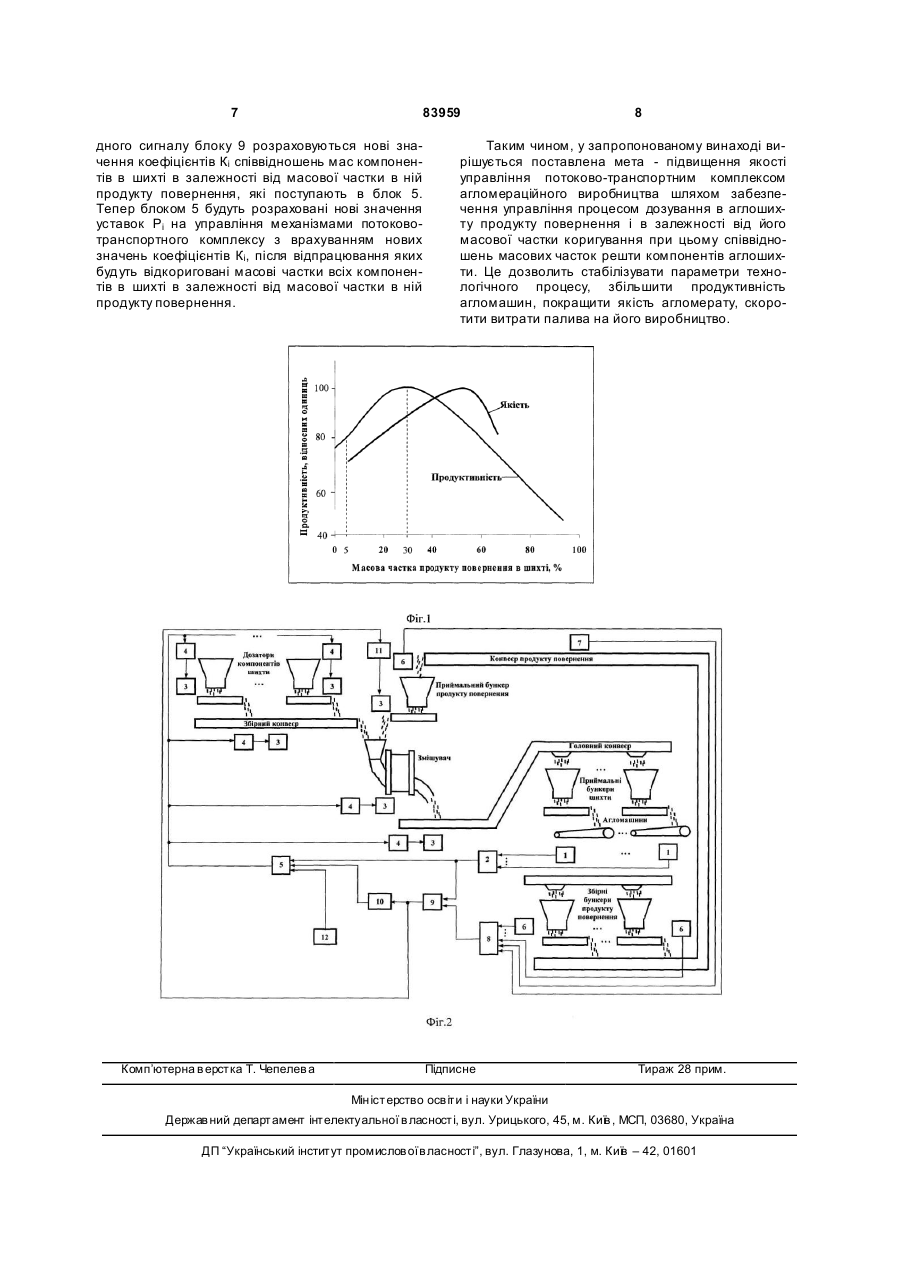
Спосіб керування потоково-транспортним комплексом технологічної лінії агломераційного C2 2 (19) 1 3 83959 контролюють і залежно від зміни якої змінюють кількість шихти на збірному конвеєрі, підтримуючи її рівною заданій величині [Деклараційний патент України на корисну модель №14436, F27B21/00, С22В1/14]. Недоліком даного відомого способу є те, що в ньому не враховується той факт, що після завершення процесу агломерації утворюється продукт повернення (дрібна фракція готового агломерату), який транспортується в бункери продукту повернення для використання як одного із компонентів агломераційної шихти. А це в значній мірі знижує якість управління потоково-транспортним комплексом, не забезпечує повного узгодження протікання технологічного процесу і призводить до зменшення продуктивності агломераційних машин, погіршення якості агломерату, збільшення витрат палива на ведення агломераційного процесу. Задачею даного винаходу являється підвищення якості керування потоково-транспортним комплексом технологічного процесу агломераційного виробництва шляхом забезпечення керування процесом дозування в аглошихту продукту повернення і коригування при цьому співвідношень масових часток решти компонентів аглошихти в залежності від масової частки продукту повернення. Поставлена задача досягається тим, що у способі керування потоково-транспортним комплексом технологічного процесу агломераційного виробництва, що включає подачу компонентів шихти з дозаторів на збірний конвеєр, змішування компонентів шихти, конвеєрну подачу шихти в бункери агломашин, завантаження агломашин, сумарну продуктивність яких контролюють і залежно від зміни якої змінюють кількість шихти на збірному конвеєрі, підтримуючи її рівною заданій величині, додатково контролюють поточну і сумарну маси продукту повернення, що утворюється на технологічній лінії потоково-транспортного комплексу після завершення процесу агломерації, дозують подачу продукту повернення в шихту в кількості від 5 до 30мас.%, в залежності від величини його поточної і сумарної мас, при цьому змінюють сумарну масу решти компонентів шихти на величину масової частки продукту повернення в шихті і, в залежності від величини цієї частки, коригують початкові значення співвідношень мас решти компонентів шихти. Елементами потоково-транспортного комплексу агломераційного виробництва являються, бункери, живильники (дозатори), стрічкові транспортери, пристрої для змішування і огрудк ування шихти, конвеєрні машини. Комплекс включає в себе ділянку дозування і подачі шихти на збірний конвеєр, змішувач ши хти, ділянку конвеєрної подачі шихти в приймальні бункери агломашин, ділянку завантаження агломашин, бункери і конвеєр для збирання, транспортування і дозування продукту повернення. Технологічний процес виготовлення агломераційної шихти полягає в змішуванні її компонентів у заданих співвідношеннях, що визначаються на основі розрахунку шихти, виходячи із кінцевої мети 4 - отримання заданих якісних показників (вмісту заліза і основності R=CaO/SiO2) агломерату. В якості компонентів шихти, як правило, використовують залізно-рудний концентрат, легуючі добавки, вапняки, тверде паливо (коксовий дріб'я зок, антрацитовий штиб), аглоруду. Компоненти агломераційної шихти з дозаторів подаються на збірний конвеєр, після цього - на змішувач і через ділянку конвеєрної подачі шихти в приймальні бункери агломашин. Звідти шихта подається в спеціальний барабан - змішувачогрудкувач, де вона перемішується і зволожується з метою огрудкування, після чого завантажується на стрічку агломашини. В агломашині відбувається процес спікання шихти і отримання готового агломерату. Після виходу з агломашини готовий агломерат подрібнюється, охолоджується і проходить через грохоти, після чого завантажується в вагони, або транспортується в доменний цех. Відсіяна на грохота х дрібна фракція агломерату (продукт повернення) збирається в бункерах і спеціальним конвеєром транспортується в ділянку дозування шихти, де її через бункер продукту повернення добавляють в свіжу шихту в якості одного з компонентів. Продукт повернення розрихлює ши хту, його частинки стають центрами утворення грудок при змішуванні і огрудкуванні вологої шихти. Це покращує газопроникність шихти і сприяє збільшенню продуктивності агломашин. Введення продукту повернення в шихту також прискорює утворення розплаву, збільшує кількість рідинних фаз в зоні горіння, збільшує міцність агломерату. Все це покращує якість агломерату. З іншого боку, продукт повернення - це брак агломераційного виробництва, що знижує продуктивність агломашин і техніко-економічні показники агломераційного виробництва. Так при 100мас.% продукту повернення в ши хті продуктивність агломашини дорівнює нулю, так як весь агломерат являється браком. Тому, частку продукту повернення при дозуванні в аглошихту необхідно вибирати, враховуючи його кількість і, виходячи із мети керування всім агломераційним комплексом - забезпечення максимальної продуктивності агломашин при одержанні агломерату заданої якості. Проведені авторами дослідження в цьому питанні дозволили виявити залежності між продуктивністю агломераційного комплексу, якістю агломерату і часткою продукту повернення в аглошихті. Графіки цих залежностей приведені на Фіг.1. Отримані залежності підтверджені і іншими авторами [наприклад, див. Вегман Е.Ф. Теория и технология агломерации. - М.: Металлургия, 1974. - С.36-42] . Як видно із графіків, при наявності в аглошихті 30мас.% продукту повернення досягається максимальна продуктивність агломашин при заданих показниках якості агломерату, а наявність в шихті менше, ніж 5% продукту повернення не дає бажаного ефекту. Тому, з метою досягнення найбільшої ефективності доцільно частку продукту повернення в шихті вибирати в межах 5-30%, в залежності від його наявної кількості. 5 83959 Нагрівання продукту повернення до середньої температури "пирога" агломерату потребує невеликої кількості тепла. Так, при наявності в ши хті із Криворізьких гематитових р уд 25мас.% продукту повернення, витрати палива на його нагрів (теплом горіння коксового дріб'язку, що міститься у свіжій шихті) досягають лише 7-8% від загальних витрат тепла. Досягнувши деякого граничного рівня, ці витрати тепла починають впливати на температурний режим протікання агломераційного процесу, погіршуючи якість агломерату. Тому, при введенні в шихту продукту повернення необхідно коригувати масову частк у твердого палива в шихті з урахуванням поточної маси продукту повернення, що направляється на змішування. Оскільки ентальпія шихти, що містить продукт повернення знижується із-за більш низької оптимальної вологості, потреби в добавці вапняку в шихту нема. Проте, враховуючи, що продукт повернення по хімічному складу ідентичний з готовим агломератом, то в випадках збільшення його масової частки в аглоши хті, в залежності від величини цієї частки, необхідно відкоригувати масові частки залізно-рудного концентрату і аглоруди в шихті для забезпечення заданого вмісту заліза і основності в агломераті. Все вищенаведене повинно враховуватися при зміні сумарної маси компонентів шихти на величину масової частки продукту повернення в шихті і коригуванні початкових значень співвідношень мас решти компонентів шихти, в залежності від величини цієї частки. На Фіг.2 приведена блок-схема системи для реалізації запропонованого способу управління потоково-транспортним комплексом агломераційного виробництва. Кожна агломашина оснащена датчиками 1 продуктивності, які з'єднані з входами блоку 2 визначення сумарної продуктивності агломашин. Всі ділянки потоково-транспортного комплексу містять приводи З механізмів і з'єднані з ними регулятори 4 продуктивності, на входи яких підключені виходи блоку 5 розрахунку установок на керування продуктивністю приводів механізмів потоковотранспортного комплексу (дозаторів компонентів шихти, збірного конвеєра, змішувача компонентів шихти, головного конвеєра, тощо). Всі збірні і приймальний бункери продукту повернення оснащені датчиками 6 рівня. Поточна маса продукту повернення контролюється блоком 7 контролю поточної маси продукту повернення, що представляє собою конвеєрні ваги. Система також містить блок 8 визначення поточної і сумарної мас продукту повернення, блок 9 розрахунку установок на дозування продукту повернення, блок 10 розрахунку величин коригування співвідношень компонентів шихти в залежності від масової частки продукту повернення в шихті, регулятор 11 продуктивності дозування продукту повернення, блок 12 введення наряд-завдання, при цьому до першого, другого і третього входів блоку 5 розрахунку уставок на управління продуктивністю приводів механізмів потоково-транспортного комплексу підключені відповідно вихід блоку 12 введення наряд-завдання, вихід блоку 2 визначення 6 сумарної продуктивності агломашин і вихід блоку 10 розрахунку величин коригування співвідношень компонентів ши хти в залежності від масової частки продукту повернення в ши хті, ви ходи датчиків 6 рівня і вихід блоку 7 контролю поточної маси продукту повернення підключені на входи блоку 8 визначення поточної і сумарної мас продукту повернення, вихід якого підключений на перший вхід блоку 9 розрахунку уставок на дозування продукту повернення. На другий вхід блоку 9 підключений вихід блоку 2 визначення сумарної продуктивності агломашин. Вихід блоку 9 підключений на вхід блоку 10 розрахунку величин коригування співвідношень компонентів шихти в залежності від масової частки продукту повернення в шихті і на вхід регулятора 11 продуктивності дозування продукту повернення, з'єднаного з відповідним приводом 3. Система працює наступним чином. Перед початком зміни на перший вхід блоку 5 вводять дані змінного наряд-завдання, що представляють собою заплановані на зміну показники по продуктивності потоково-транспортного комплексу і кожної агломашини, а також задані значення коефіцієнтів К; співвідношень мас компонентів в шихті, які визначаються із розрахунку шихти. В блоці 5, виходячи із вказаної інформації, розраховуються задані значення установок продуктивності Рі дозаторів кожного і-го компонента шихти, а також інших механізмів потоково-транспортного комплексу. Задані установки з виходів блоку 5 поступають на входи відповідних регуляторів 4, які керують відповідними приводами 3, забезпечуючи задану продуктивність механізмів потоковотранспортного комплексу по масі шихти і співвідношенні її компонентів. Сигнали датчиків 1 продуктивності кожної агломашини сумуються в блоці 2, на ви ході якого формується сигнал, пропорційний сумарній продуктивності агломашин. При кожній зміні сумарної продуктивності агломашин відповідно змінюється і сигнал на виході блоку 2. Цей сигнал, поступаючи в блок 5, ініціює коригування заданих значень Рі, викликане зміною сумарної продуктивності агломашин. Тепер регулятори 4, управляючи відповідними приводами 3, змінюють продуктивність механізмів відповідно до нових значень уставок Рi. Після того, як в процесі спікання шихти виникає і накопичується в збірних бункерах продукт повернення, його починають транспортувати конвеєром в приймальний бункер для дозування в нову шихту. Сигнали від датчиків 6 рівня продукту повернення в збірних і приймальному бункерах, а також сигнал від блоку 7, що контролює поточну масу продукту повернення на конвеєрі поступають в блок 8, де визначаються значення поточної і сумарної мас продукту повернення. Ці значення поступають на перший вхід блоку 9 розрахунку установок на дозування продукту повернення. На другий вхід блоку 9 поступає значення сумарної продуктивності агломашин із блоку 2. Блок 9 на основі отриманих даних розраховує значення масової частки Рпп продукту повернення в ши хті, яке подається на вхід блоку 10, а також на вхід регулятора 11, який управляє приводом 3 дозатора продукту повернення. В блоці 10 по величині вихі 7 83959 дного сигналу блоку 9 розраховуються нові значення коефіцієнтів Кі співвідношень мас компонентів в шихті в залежності від масової частки в ній продукту повернення, які поступають в блок 5. Тепер блоком 5 будуть розраховані нові значення уставок Рі на управління механізмами потоковотранспортного комплексу з врахуванням нових значень коефіцієнтів Кі, після відпрацювання яких будуть відкориговані масові частки всіх компонентів в шихті в залежності від масової частки в ній продукту повернення. Комп’ютерна в ерстка Т. Чепелев а 8 Таким чином, у запропонованому винаході вирішується поставлена мета - підвищення якості управління потоково-транспортним комплексом агломераційного виробництва шляхом забезпечення управління процесом дозування в аглошихту продукту повернення і в залежності від його масової частки коригування при цьому співвідношень масових часток решти компонентів аглошихти. Це дозволить стабілізувати параметри технологічного процесу, збільшити продуктивність агломашин, покращити якість агломерату, скоротити витрати палива на його виробництво. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of continuous-handling complex of agglomeration production
Автори англійськоюNechytailo Viktor Mykhailovych, Mysko Stepan Mykolaiovych
Назва патенту російськоюСпособ управления потоково-транспортным комплексом агломерационного производства
Автори російськоюНечитайло Виктор Михайлович, Мисько Степан Николаевич
МПК / Мітки
МПК: F27B 21/00, C22B 1/14, C22B 1/16, F27B 21/14
Мітки: керування, агломераційного, спосіб, потоково-транспортним, комплексом, виробництва
Код посилання
<a href="https://ua.patents.su/4-83959-sposib-keruvannya-potokovo-transportnim-kompleksom-aglomeracijjnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Спосіб керування потоково-транспортним комплексом агломераційного виробництва</a>
Спосіб управління потоково-транспортним комплексом технологічного процесу агломераційного виробництва
Номер патенту: 14436
Опубліковано: 15.05.2006
Автори: Брехунов Олександр Васильович, Шульга Сергій Володимирович, Нечитайло Віктор Михайлович, Могилєвцев Ігор Петрович, Клименко Валерій Васильович, Савенчук Сергій Васильович, Мисько Степан Миколайович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович, Козенко Георгій Володимирович
МПК: F27B 21/00, C22B 1/14
Мітки: процесу, спосіб, потоково-транспортним, комплексом, агломераційного, управління, виробництва, технологічного
Формула / Реферат:
Спосіб управління потоково-транспортним комплексом технологічного процесу агломераційного виробництва, що включає подачу шихти з дозаторів на збірний конвеєр, змішування компонентів шихти, конвеєрну подачу шихти в бункери агломашин, завантаження агломашин, сумарну продуктивність яких контролюють і залежно від якої змінюють кількість шихти на головному конвеєрі, який відрізняється тим, що додатково контролюють кількість шихти, яка знаходиться...
Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів
Номер патенту: 34335
Опубліковано: 11.08.2008
Автори: Хобін Віктор Андрійович, Андріященко Георгій Володимирвоич
МПК: B65G 17/00
Мітки: матеріалів, завантаженням, автоматичного, керування, сипких, спосіб, потоково-транспортної, лінії
Формула / Реферат:
Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів, що вимірює навантаження приводного електродвигуна норії, який відрізняється тим, що зміряне значення навантаження приводного електродвигуна норії порівнюють із заданим значенням навантаження, для конкретного виду сипкого матеріалу, і у разі їх невідповідності, продуктивність розвантажувального пристрою бункера змінюють для досягнення їх рівності.
Спосіб оперативного керування комплексом процесів збагачення вугілля, працюючих на сумарний концентрат
Номер патенту: 64990
Опубліковано: 15.03.2004
Автор: Зубов Дмитро Анатолійович
МПК: B03B 13/00
Мітки: комплексом, працюючих, оперативного, сумарний, спосіб, процесів, вугілля, збагачення, керування, концентрат
Формула / Реферат:
Спосіб оперативного керування комплексом процесів збагачення вугілля, працюючих на сумарний концентрат, який полягає у визначенні оптимальних режимів збагачення шляхом прогнозування очікуваних результатів збагачення з корекцією показників при зміні зольності вихідної шихти і норм засмічення продуктів збагачення, додаткового шламоутворення, який відрізняється тим, що обчислення оптимальних завдань зольності і продуктивності по концентрату при...
Спосіб агломераційного одержання феритно-кальцієвого комплексного матеріалу
Номер патенту: 4685
Опубліковано: 17.01.2005
Автори: Карпєнко Роман Альбєртовіч, КОЛІСНИК ВАСИЛЬ МИКОЛАЙОВИЧ, Чистікова Оксана Василівна, Карпєнко Єлєна Владіславовна
МПК: F27B 21/00
Мітки: спосіб, агломераційного, комплексного, одержання, матеріалу, феритно-кальцієвого
Формула / Реферат:
1. Спосіб агломераційного одержання феритно-кальцієвого комплексного матеріалу, що включає дозування складових шихти: залізовмісної сировини, твердого палива, і звороту, їх змішування, зволоження й огрудкування, завантаження шихти в спікальні чаші, запалювання і спікання під тиском повітря, дроблення спіку, поділ його на феритно-кальцієвий комплексний матеріал і зворот шляхом грохочення, який відрізняється тим, що залізовмісну сировину -...
Спосіб утилізації агломераційного пилу
Номер патенту: 10702
Опубліковано: 15.11.2005
Автори: Нікітіна Ірина Валеріївна, Лисенко Іван Сидорович, Срібняк Станіслав Васильович, Сігал Ісаак Якович, Головченко Володимир Леонідович, Трухан Сергій Петрович, Кравченко Віталій Антонович, Вовк Вячеслав Михайлович, Вишневський Богдан Миколайович, Бабашкін Юрій Миколайович, Щавловський Миколай Миколайович
МПК: C22B 1/16
Мітки: спосіб, пилу, агломераційного, утилізації
Формула / Реферат:
Спосіб утилізації агломераційного пилу, який включає осадження великих частинок пилу і викид відхідних газів в атмосферу, який відрізняється тим, що після очищення аглогазів від великих частинок їх змішують з нагрітим повітрям після охолодження агломерату і утворену суміш знову подають на проходження крізь аглошихту.
Попередній патент: Спосіб одержання ефірів карбонових кислот
Наступний патент: Пристрій для контрольованої емісії феромону короїду-гравера, його застосування та спосіб боротьби з короїдом-гравером
Випадковий патент: Пристрій та спосіб обробки даних, кодувальний пристрій та спосіб кодування