Спосіб та пристрій для виготовлення металевих стрічок
Номер патенту: 85409
Опубліковано: 26.01.2009
Автори: Ріттнер Карл, Ліппольд Карстен, Альтунтоп Зіткі, Бенфер Франк
Формула / Реферат
1. Спосіб виготовлення металевих стрічок (1) за допомогою пристрою (2), який включає нагрівання металевої заготовки, зокрема тонкого сляба, в печі до необхідної температури і/або підтримку її температури на бажаному рівні і здійснення прокатки металевої заготовки (1) за піччю (3, 3а, 3b) в напрямку (R) транспортування за допомогою прокатного стана (4), при цьому металева заготовка (1) під час свого перебування в печі (3, 3а, 3b) піддається щонайменше одній операції з видалення окалини, який відрізняється тим, що операцію з видалення окалини здійснюють в печі (3, 3а, 3b) на місці, що переміщається в печі (3, 3а, 3b).
2. Спосіб за п. 1, який відрізняється тим, що операцію з видалення окалини здійснюють приблизно в середині (6) ділянки (5) печі (3, 3а, 3b).
3. Спосіб за п. 1 або 2, який відрізняється тим, що додатково до операції з видалення окалини в ділянці (5) печі (3, 3а, 3b) здійснюють операцію з видалення окалини перед піччю (3, 3а, 3b) у напрямку транспортування (R) металевої заготовки (1).
4. Пристрій (2) для виготовлення металевих стрічок (1), який містить піч (3, 3а, 3b) для нагрівання металевої заготовки, зокрема тонкого сляба, до необхідної температури і/або для підтримки її температури на бажаному рівні, а також прокатний стан (4) для прокатки металевої заготовки (1), розташований позаду печі (3, 3а, 3b) у напрямку транспортування (R) металевої заготовки (1), при цьому в печі (3, 3а, 3b) розташований щонайменше один пристрій (7) для видалення окалини, який відрізняється тим, що пристрій (7) для видалення окалини в печі (3, 3а, 3b) з'єднаний із засобами (9) переміщення, за допомогою яких він має можливість переміщатися в напрямку (R) транспортування металевої заготовки (1).
5. Пристрій за п. 4, який відрізняється тим, що пристрій (7) для видалення окалини розташований приблизно в середині (6) ділянки (5) печі (3, 3а, 3b).
6. Пристрій за п. 4 або 5, який відрізняється тим, що піч (3) виконана прохідною і пристрій (7) для видалення окалини розташований всередині печі.
7. Пристрій за одним з пп. 4-6, який відрізняється тим, що додатково до пристрою (7) для видалення окалини, розташованого в ділянці (5) печі (3, 3а, 3b), в напрямку (R) транспортування металевої заготовки (1) перед піччю (3, 3а, 3b) розташований пристрій (8) для видалення окалини.
8. Пристрій за одним з пп. 4-7, який відрізняється тим, що щонайменше один пристрій для видалення окалини (7, 8) виконаний з нерухомими форсунками.
9. Пристрій за одним з пп. 4-7, який відрізняється тим, що щонайменше один пристрій для видалення окалини (7, 8) виконаний з обертовими форсунками.
Текст
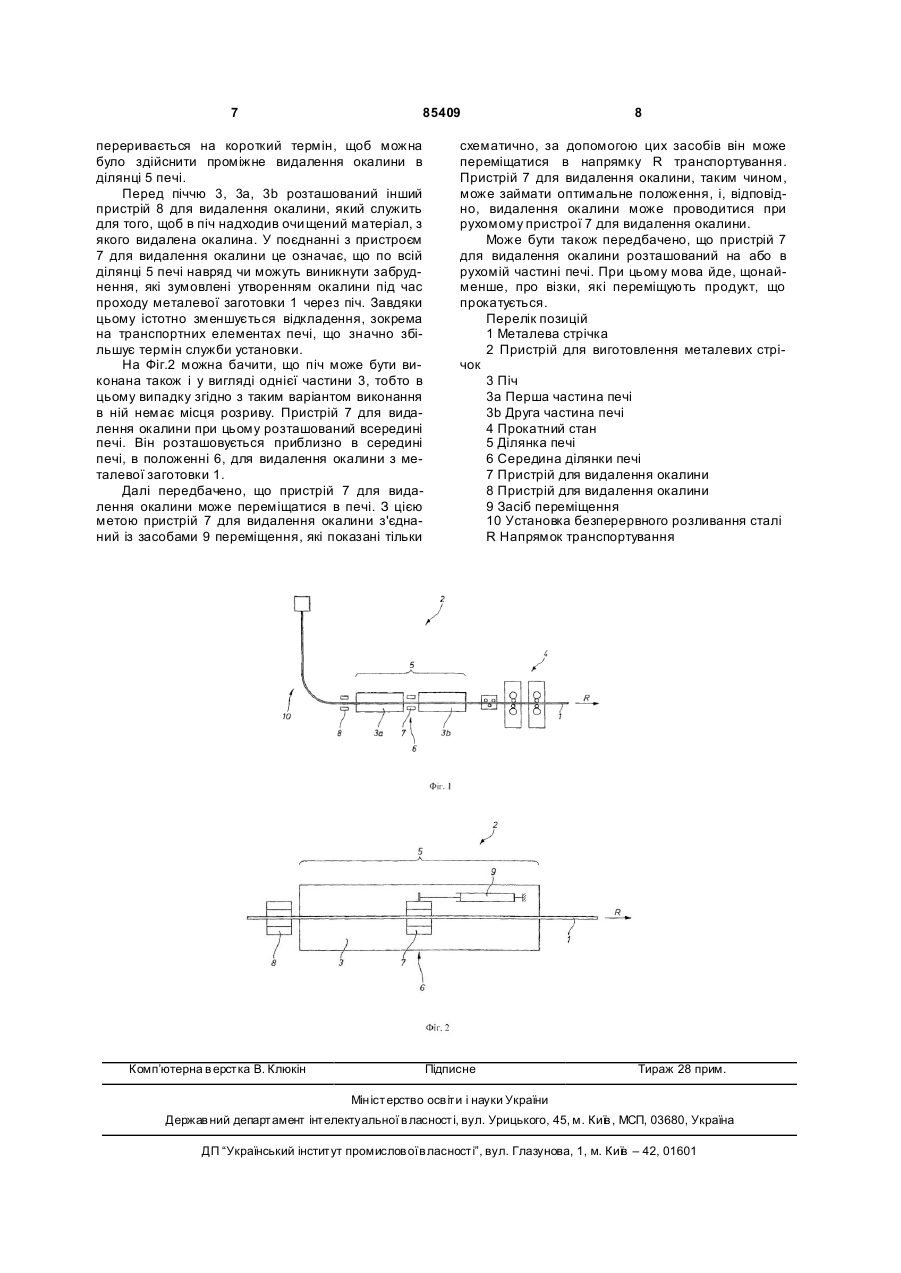
1. Спосіб виготовлення металевих стрічок (1) за допомогою пристрою (2), який включає нагрівання металевої заготовки, зокрема тонкого сляба, в печі до необхідної температури і/або підтримку її температури на бажаному рівні і здійснення прокатки металевої заготовки (1) за піччю (3, 3а, 3b) в напрямку (R) транспортування за допомогою прокатного стана (4), при цьому металева заготовка (1) під час свого перебування в печі (3, 3а, 3b) піддається щонайменше одній операції з видалення окалини, який відрізняється тим, що операцію з видалення окалини здійснюють в печі (3, 3а, 3b) на місці, що переміщається в печі (3, 3а, 3b). 2. Спосіб за п. 1, який відрізняється тим, що операцію з видалення окалини здійснюють приблизно в середині (6) ділянки (5) печі (3, 3а, 3b). 3. Спосіб за п. 1 або 2, який відрізняється тим, що додатково до операції з видалення окалини в ділянці (5) печі (3, 3а, 3b) здійснюють операцію з видалення окалини перед піччю (3, 3а, 3b) у напрямку транспортування (R) металевої заготовки (1). C2 2 UA 1 3 85409 перебування в печі піддається щонайменше одній операції з видалення окалини. Далі винахід стосується пристрою для виготовлення металевих стрічок. Способи та пристрої цього типу відомі з [документів: JP 03 211233 А, ЕР 0 625 383 A, WO 03/064069 А, ЕР 0 795 361 А та ЕР Об 770 433 А]. Згідно з відомими рішеннями в печі або у печі передбачений засіб для видалення окалини, за допомогою якого може здійснюватися видалення окалини з металевої стрічки, що підлягає обробці. Способи та пристрої подібного роду відомі в рівні техніки і з інших документів. У [документі ЕР 0 327 854 В1] розкритий спосіб прокатки заготовок, одержаних на стрічковій розливній установці, на чистовому прокатному стані для гарячої прокатки широких стрічок. При цьому відлита заготовка штаби при безперервному робочому процесі нагрівається до температури прокатки і прямує для розгортання в чистовий прокатний стан. Для розширення виробничої програми установки, заготовка стрічки в чистовому прокатному стані як альтернатива прокатується в гарячому вигляді до одержання товстого листа, потім охолоджується, розділяється на заготовки визначеної довжини і штабелюється. У [документі DE 41 37 547 С2] описана прохідна піч для нагрівання тонких слябів, яка складається з двох паралельних пічних секцій. У цю піч направляють сляби, одержані методом лиття, щонайменше, в два рівчака, після їх різання, при цьому вісь руху на вхідній частині співпадає з віссю прокатного стану, розташованого в технологічному потоці слідом за прохідною піччю. До цієї вхідної частини примикає, щонайменше, одна секція печі у вигляді візка, що переміщається упоперек технологічного руху заготовки, і служить для забезпечення напрямку руху заготовки, у разі необхідності, по осі прокатного стану. Подібне рішення відоме з [документа DE 40 17 928 А1], де застосовується частина печі, виконана у вигляді візка. Також в [DE 195 24 082 В4] описана установка для одержання гарячекатаної сталевої стрічки на виробничій лінії, що складається з установки для безперервного лиття плоских заготовок, поперечних ножиць, прохідної печі і прокатного стану для гарячої прокатки. При цьому прохідна піч складається з першої нерухомої ділянки і другої ділянки, що має пічний візок. У [документі DE 100 04 117 А1] описана пічна установка для нагрівання слябової заготовки, одержаної на установці розливання сталі, і її транспортування від установки для розливання сталі в прокатний стан. При цьому передбачені дві пічні лінії, які відповідно приєднані до лінії одержання заготовок шляхом розливання, і до якої примикає прокатний стан. Кожна пічна лінія включає при цьому поворотний візок, при цьому поворотні візки мають можливість повертатися один відносно одного в положення, в якому вони знаходяться на одній прямій. Завантажений матеріал, тобто металева заготовка згідно з усіма переліченими вище рішеннями проходить таким чином через нагрівальну піч, що є частиною технологічної лінії, задачею якою нарі 4 вні з транспортуванням матеріалу насамперед є нагрівання, гомогенізація і підтримка температури в продукті, що прокатується. У згаданих вище рішеннях не розглядається проблема, яка полягає в тому, що утворення окалини на матеріалі, що підлягає прокатці, створює чималі проблеми. Транспортний пристрій для матеріалу всередині нагрівальної печі переважно представлений роликами або балками. Залежно від продукту, що завантажується, умов процесу, від конструкції та матеріалу транспортного пристрою на транспортному пристрої виникають протягом часу відкладення, зумовлені утворенням окалини. Це відкладення складаються переважно з компонентів завантаженого нагрітого матеріалу. Вони завдають шкоди продукту, що нагрівається, і спричиняють появу дефектів в готовому продукті. Відомі також документи [ЕР 0 625 383 В1 та ЕР 0 846 508 В1], в яких описуються лінії з виготовлення готових стрічок або металевих листів, і які містять установку для лиття тонких або середніх по товщині заготовок. За нею далі йдуть піч і прокатний стан. Для виключення утворення окалини на металевій заготовці і її негативний вплив на подальші процеси передбачено, що перед піччю розташовується пристрій для видалення окалини. Металева заготовка надходить в піч після видалення окалини, тобто очищеною, завдяки чому може бути зменшене забруднення окалиною внутрішньої порожнини печі зокрема транспортного пристрою. Детальні дослідження показали, що подібні заходи не дозволяють одержати задовільний результат. Утворення окалини продовжується і під час перебування металевої заготовки в печі, тому як і раніше можуть спостерігатися істотні пошкодження транспортного пристрою в печі. При цьому утворення окалини збільшується із збільшенням часу перебування металевої заготовки в печі, що спричиняє відповідно збільшення відкладення, так що зокрема, задня частина печі, якщо розглядати у напрямку подачі металевої заготовки, як і раніше зазнає істотних навантажень через відкладення. Ефект повторного окиснення гарячого продукту під час його перебування в печі, яке спричиняє за собою утворення згаданого відкладення насамперед в задній частині печі, досі не враховувався. У зв'язку з цим задачею винаходу є створення способу і відповідного пристрою для виготовлення металевих стрічок, за допомогою яких можна було б уникнути названих недоліків і за допомогою яких відповідно можна запобігти утворенню відкладення окалини зокрема в задній ділянці печі, якщо дивитися у напрямку руху металевої стрічки. Завдяки чому підвищується термін служби пристрою. Згідно з винаходом ця задача вирішується завдяки тому, що операція з видалення окалини здійснюється в печі на місці, що переміщається в печі. Пристрій для видалення окалини, який передбачений в ділянці печі, таким чином, виконаний з можливістю переміщення відносно печі. Під цим далі потрібно розуміти, що всередині ділянки печі відбувається власне операція з видалення окалини. Переважно вона здійснюється 5 85409 приблизно в середині ділянки печі. Піч має в напрямку транспортування металевої заготовки визначену довжину. Таким чином, названу ознаку потрібно розуміти так, що операція з видалення окалини здійснюється приблизно на півдороги руху металевої заготовки через піч. Вона здійснюється переважно на ділянці від 40 до 60% протяжності печі. Переважно, якщо додатково до операції з видалення окалини, в ділянці печі передбачена операція з видалення окалини перед піччю, якщо дивитися у напрямку транспортування металевої заготовки. Це означає, що металева заготовка надходить в піч (ділянку печі) без окалини і потім вже всередині печі у відповідній ділянці другий раз зазнає видалення окалини. Таким чином, виключаються, або значною мірою зменшуються, утворення відкладення окалини, в самій печі і зокрема на її транспортних елементах, що істотно може продовжити термін служби або термін експлуатації печі та її компонентів. Пристрій для виготовлення металевих стрічок містить піч, в якій металева заготовка може нагріватися до необхідної температури і/або її температура може підтримуватися на бажаному рівні, а також прокатний стан для прокатки металевої штаби, розташований позаду печі у напрямку транспортування металевої заготовки, при цьому в печі розташований, щонайменше, один пристрій для видалення окалини. Пристрій згідно з винаходом відрізняється тим, що пристрій для видалення окалини в печі з'єднаний із засобом переміщення, за допомогою якого він може зміщатися в напрямку транспортування металевої заготовки. Переважно пристрій для видалення окалини розташований приблизно в середині ділянки печі. При цьому може бути передбачено, що піч виконана прохідною, таким чином як би складається з однієї частини і пристрій для видалення окалини розташований всередині печі. Переважним є те, що додатково до пристрою для видалення окалини в ділянці печі перед піччю розташований ще пристрій для видалення окалини. Крім того передбачено, що пристрій для видалення окалини з'єднаний із засобом переміщення, за допомогою якого він може переміщатися в напрямку транспортування металевої заготовки. Таким чином, місце, де проводиться видалення окалини, може змінюватися. Пристрій для видалення окалини може при цьому переміщатися, зокрема над заготовкою, на якій повинна видалятися окалина. Може бути передбачено, пристрій для видалення окалини може виводитися з лінії. Також можливо, що видалення окалини здійснюється всередині лінії пересувної частини печі. У частині виконання рухомих частин печі, наприклад у вигляді візків, можна послатися на [DE 40 17 928 А1]. Для видалення окалини можуть знайти застосування звичайні і тому відомі системи. При цьому можуть застосовуватися пристрої для видалення окалини, як з нерухомими, так і обертовими форсунками. Також можливо, що застосовується ком 6 бінація з обох типів форсунок. Більш докладні відомості відносно цих видів форсунок наведені в [ЕР 0 625 383 В1]. Продукт, з якого видаляється окалина, може при цьому переміщатися як уперед (в напрямку транспортування), так і назад (проти напрямку транспортування) через пристрій для видалення окалини або відповідно повз нього. За допомогою запропонованого винаходу досягається те, що термін служби пічної установки, і зокрема транспортного пристрою для металевої заготовки, істотно збільшується, оскільки навантаження від окалини значно знижується. Далі винахід дозволяє мати більш високу гнучкість і продуктивність всієї установки завдяки скороченню робіт з обслуговування і підвищення якості слябів. На малюнку представлені приклади виконання винаходу. Де показують: Фіг.1 - Схематичне зображення пристрою для виготовлення металевої стрічки з піччю, і Фіг.2 - Схематичне зображення ділянки печі в альтернативному варіанті виконання. На фігурах схематично зображений пристрій 2, який служить для одержання металевої заготовки у вигляді сталевої стрічки або сталевого листа. Пристрій 2 містить схематично зображену установку 10 для безперервного розливання сталі, на якій виготовляється слябова заготовка. Не показано детально, що установка 10 для безперервного розливання сталі включає кристалізатор, послідовно розташований напрямний пристрій, за допомогою якого за допомогою згинаючих роликів і привідних механізмів металева заготовка 1, що вертикально виходить з кристалізатора, відхиляється в горизонтальне положення. У напрямку R позаду установки 10 для безперервного розливання знаходиться прохідна піч 3, 3а, 3b, яка формує ділянку 5, що має в напрямку транспортування визначену протяжність. Піч призначена для підігрівання, вирівнювання температури і/або проміжного накопичення слябових заготовок або тонких слябових заготовок. Позаду печі 3, 3а, 3b знаходиться як звичайно прокатний стан 4. Відповідним чином модифікований пристрій 2 може застосовуватися для обробки заздалегідь прокатаних сталеви х листів або стрічок. Як можна бачити на Фіг.1, піч в цьому випадку складається з двох частин За та ЗЬ, які простягаються в ділянці 5 печі в напрямку транспортування R. Піч має місце розриву. Місце розриву знаходиться при цьому приблизно в середині 6 ділянки 5. В цьому місці розташовується пристрій 7 для видалення окалини. Цей пристрій для видалення окалини працює відомим чином, наприклад, за допомогою застосування води, причому можуть застосовуватися як нерухомо розташовані, так і рухомі (обертові) форсунки. Можуть застосовуватися і інші види пристроїв для видалення окалини, наприклад, такі, які при роботі використовують кислоти. Процес підігрівання, вирівнювання температури, відповідно проміжного накопичення слябових заготовок або тонких слябових заготовок в місці 6 7 85409 переривається на короткий термін, щоб можна було здійснити проміжне видалення окалини в ділянці 5 печі. Перед піччю 3, 3а, 3b розташований інший пристрій 8 для видалення окалини, який служить для того, щоб в піч надходив очи щений матеріал, з якого видалена окалина. У поєднанні з пристроєм 7 для видалення окалини це означає, що по всій ділянці 5 печі навряд чи можуть виникнути забруднення, які зумовлені утворенням окалини під час проходу металевої заготовки 1 через піч. Завдяки цьому істотно зменшується відкладення, зокрема на транспортних елементах печі, що значно збільшує термін служби установки. На Фіг.2 можна бачити, що піч може бути виконана також і у вигляді однієї частини 3, тобто в цьому випадку згідно з таким варіантом виконання в ній немає місця розриву. Пристрій 7 для видалення окалини при цьому розташований всередині печі. Він розташовується приблизно в середині печі, в положенні 6, для видалення окалини з металевої заготовки 1. Далі передбачено, що пристрій 7 для видалення окалини може переміщатися в печі. З цією метою пристрій 7 для видалення окалини з'єднаний із засобами 9 переміщення, які показані тільки Комп’ютерна в ерстка В. Клюкін 8 схематично, за допомогою цих засобів він може переміщатися в напрямку R транспортування. Пристрій 7 для видалення окалини, таким чином, може займати оптимальне положення, і, відповідно, видалення окалини може проводитися при рухомому пристрої 7 для видалення окалини. Може бути також передбачено, що пристрій 7 для видалення окалини розташований на або в рухомій частині печі. При цьому мова йде, щонайменше, про візки, які переміщують продукт, що прокатується. Перелік позицій 1 Металева стрічка 2 Пристрій для виготовлення металевих стрічок 3 Піч 3а Перша частина печі 3b Друга частина печі 4 Прокатний стан 5 Ділянка печі 6 Середина ділянки печі 7 Пристрій для видалення окалини 8 Пристрій для видалення окалини 9 Засіб переміщення 10 Установка безперервного розливання сталі R Напрямок транспортування Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing metal strips
Автори англійськоюRittner Karl, Altuntop Sitki, Benfer Frank, Lippold Carsten
Назва патенту російськоюСпособ и устройство для изготовления металлических лент
Автори російськоюРиттнер Карл, Альтунтоп Зитки, Бенфер Франк, Липпольд Карстен
МПК / Мітки
МПК: B21B 45/04, B21B 1/46
Мітки: стрічок, металевих, спосіб, пристрій, виготовлення
Код посилання
<a href="https://ua.patents.su/4-85409-sposib-ta-pristrijj-dlya-vigotovlennya-metalevikh-strichok.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для виготовлення металевих стрічок</a>
Спосіб виготовлення холоднокатаних сталевих стрічок із нержавіючої сталі і металевих стрічок із сплавів титану і лінія для його здійснення
Номер патенту: 40606
Опубліковано: 15.08.2001
Автори: Ное Андреас, Ное Рольф, Баукло Дітер
МПК: C21D 8/02, B21B 45/04, C22F 1/18
Мітки: металевих, сталевих, виготовлення, сплавів, сталі, холоднокатаних, нержавіючої, спосіб, лінія, титану, стрічок, здійснення
Формула / Реферат:
1. Способ изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, включающий удаление окалины с горячекатаной ленты и холодную прокатку, отличающийся тем, что процесс изготовления осуществляют в единой линии обработки при непрерывном прохождении ленты, причем с горячекатаной ленты или отлитой стальной ленты удаляют окалину струйной обработкой, горячекатаную ленту подвергают холодной прокатке с...
Баштова піч для термообробки металевих стрічок
Номер патенту: 74329
Опубліковано: 15.12.2005
Автори: Геріберт Лохнер, Петер Ебнер
МПК: C21D 9/54, C21D 9/56, F27B 9/00
Мітки: піч, баштова, металевих, термообробки, стрічок
Формула / Реферат:
1. Баштова піч для обробки металевих стрічок з ділянкою попереднього підігріву (3) і розташованим суміжно зверху неї корпусом (4), відокремленим від ділянки попереднього підігріву (3), який утворює високотемпературну ділянку (5), причому ділянка попереднього підігріву (3) споряджена муфелем (7), що переважно підігрівається газом, а зверху в муфель (7) вставлена виконана з теплоізоляційного матеріалу сполучна заглушка (6) для...
Спосіб очищення металевих стрічок
Номер патенту: 3689
Опубліковано: 27.12.1994
Автори: Палений Володимир Іванович, Захарченко Петро Петрович, Сторчак Валерій Васильович
МПК: B08B 7/04
Мітки: спосіб, металевих, очищення, стрічок
Формула / Реферат:
1. Способ очистки металлических лент от загрязнений, заключающийся в том, что очищаемую ленту перемещают поступательно и воздействуют на обе ее поверхности электрическим разрядом, перемещаемым над лентой магнитным полем, отличающийся тем, что в качестве электрического разряда используют поток сканирующей атмосферной низкотемпературной плазмы, очистку производят в защитном слое нейтрального газа последовательно верхней и нижней сторон ленты с...
Спосіб виготовлення литих металевих прутків вакуумним усмоктуванням та пристрій для його здійснення
Номер патенту: 67073
Опубліковано: 15.06.2004
Автори: Куратченко Андрій Борисович, Кононенко Анатолій Акимович, Лазоркін Віктор Андрійович
МПК: B22D 18/06
Мітки: виготовлення, усмоктуванням, пристрій, здійснення, металевих, спосіб, прутків, вакуумним, литих
Формула / Реферат:
1. Спосіб виготовлення литих металевих прутків, що включає розплавлювання металу, занурення частини циліндричного кристалізатора в рідкий метал, створення в кристалізаторі розрідження, заповнення його металом, кристалізацію металу, витягання заготовки з кристалізатора й обрізання дефектних кінцевих ділянок заготовки, який відрізняється тим, що витягання заготовки з кристалізатора здійснюють його розбиванням.2. Пристрій для лиття...
Спосіб і установка для виготовлення стрічок і листів з сталі
Номер патенту: 74596
Опубліковано: 16.01.2006
Автори: Зайдель Юрген, Хафер Йоахім, Кнеппе Гюнтер
МПК: B21B 1/46
Мітки: виготовлення, спосіб, сталі, установка, листів, стрічок
Формула / Реферат:
1. Спосіб виготовлення стрічок і листів з сталі, причому разом з першими відливками (1) в одному прокатному стані (3) прокатують щонайменше другі відливки (2), що виготовляються на додатковому другому технологічному маршруті (II), прокатаний продукт охолоджують на вихідному рольгангу (18) і намотують на намотувальному пристрої (20), який відрізняється тим, що перший технологічний маршрут (І) включає в себе відливання заготовки в форматі...
Попередній патент: Диван-ліжко з новими елементами для збирання та регулювання положення
Наступний патент: Спосіб вирощування кормових культур
Випадковий патент: Спосіб оцінки рівня тяжкості запального процесу при генералізованому парадонтиті у хворих на ревматоїдний артрит