Спосіб і установка для виготовлення стрічок і листів з сталі
Формула / Реферат
1. Спосіб виготовлення стрічок і листів з сталі, причому разом з першими відливками (1) в одному прокатному стані (3) прокатують щонайменше другі відливки (2), що виготовляються на додатковому другому технологічному маршруті (II), прокатаний продукт охолоджують на вихідному рольгангу (18) і намотують на намотувальному пристрої (20), який відрізняється тим, що перший технологічний маршрут (І) включає в себе відливання заготовки в форматі тонкого сляба з вуглецевої сталі або високоякісної сталі в розливній машині (4) і пропускання відливків (1) через вирівнюючу піч (12) для досягнення рівномірної температури, тим, що другі відливки (2) також є тонкими слябами і разом з першими відливками (1) щонайменше другі відливки (2), відлиті з високоякісної сталі, якщо перші відливки відлиті з вуглецевої сталі, або з вуглецевої сталі, якщо перші відливки відлиті з високоякісної сталі, прокатують в межах спільної програми прокатки, причому програма прокатки є періодом часу між двома змінами валків, прокатний стан під час і/або після прокатки продуктів з вуглецевої сталі, а також поверхню оброблюваного або прокатаного продукту очищають від окалини, при цьому під час і/або після прокатки продуктів з високоякісної сталі зменшують шорсткість поверхні валків, яка утворилася.
2. Спосіб за п. 1, який відрізняється тим, що в межах спільної програми прокатки перший відливок або групи перших відливків і другий відливок або групи других відливків прокатують навперемінно.
3. Спосіб за п. 1 або 2, який відрізняється тим, що в межах спільної програми прокатки перші і другі відливки або групу їх прокатують рівномірно навперемінно.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що другі відливки відливають на другому технологічному маршруті (II), паралельному першому технологічному маршруту (І), а потім розрізають на тонкі сляби і у відповідній спільній програмі прокатки послідовності прокатують в загальному прокатному стані разом з першими тонкими слябами.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що визначають і регулюють послідовність входу першого відливка, групи перших відливків, другого відливка або групи других відливків в прокатний стан, тривалість спільної програми прокатки, а також період часу застосування засобів (23-27), що узгоджують процес прокатки з даним матеріалом, що обробляється.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що тривалість програми прокатки визначають при експлуатації в залежності від якості поверхні стрічки, яку визначають за допомогою пристрою (26) для інспекції поверхні стрічки.
7. Установка для здійснення способу за будь-яким з пп. 1-6, що містить прокатний стан, щонайменше з однією прокатною кліттю для досягнення потрібного кінцевого розміру, вихідний рольганг з пристроями для охолоджування прокатаного продукту, намотувальний пристрій, причому в установці передбачені перший технологічний маршрут (І) і додатковий другий технологічний маршрут (II), причому передбачена прокатка у прокатному стані (3) разом з першими відливками (1) щонайменше других відливків (2), що виготовляються на додатковому технологічному маршруті (II), яка відрізняється тим, що перший технологічний маршрут (І) включає в себе розливну машину (4) для відливання заготовки в форматі тонкого сляба з вуглецевої сталі або високоякісної сталі і пристрій (12) для нагрівання і/або вирівнювання температури відливків, а також щонайменше один вмонтовуваний блок (22, 22а, 220) для введення щонайменше других відливків (2) з високоякісної сталі, якщо перші відливки (1) відлиті з вуглецевої сталі, або для введення других відливків (2) з вуглецевої сталі, якщо перші відливки (1) відлиті з високоякісної сталі, в загальну виробничу лінію, і прокатний стан (3, 300) з комбінованою програмою прокатки перших (1) і других (2) відливків, причому програма прокатки включає в себе період часу між двома змінами валків, установка містить засоби (23-27) для підготовки прокатного стана до відповідного наступного відливка з іншої марки сталі, причому засоби для підготовки прокатного стана до продуктів з вуглецевої сталі включають в себе шліфувальний і/або полірувальний пристрої (23) для робочих валків щонайменше однієї прокатної кліті (15а), причому засоби для підготовки прокатного стана до продуктів із високоякісної сталі включають в себе щонайменше один пристрій (27) для змивання окалини з поверхні стрічки і поверхонь робочих валків.
8. Установка за п. 7, яка відрізняється тим, що пристрій для змивання окалини містить скребачки, а також сопла для подачі змивного середовища під високим тиском, що діють навперемінно.
9. Установка за п. 7 або 8, яка відрізняється тим, що засоби для підготовки прокатного стана до продуктів з вуглецевої або високоякісної сталі включають в себе пристрій (25) для змазування валків, при цьому мастильне середовище різне для змазування валків для вуглецевої і високоякісної сталей.
10. Установка за будь-яким з пп. 7-9, яка відрізняється тим, що засоби для підготовки прокатного стана до продуктів з вуглецевої сталі включають в себе щонайменше один кромконагрівальний пристрій (24), розташований перед першою прокатною кліттю (15а) або між передніми прокатними клітями прокатного стана.
11. Установка за будь-яким з пп. 7-10, яка відрізняється тим, що робочі валки прокатної кліті мають високу зносостійкість за рахунок застосування виготовлених засобами порошкової металургії способом ізостатичного пресування валків або за рахунок застосування валків з швидкорізальної сталі.
12. Установка за будь-яким з пп. 7-11, яка відрізняється тим, що вона містить блок (28) для керування вмонтовуваним блоком (22, 22а, 220) між обома технологічними маршрутами (І, II) для встановлення послідовності входу відливків (1,2) в загальний прокатний стан (3), а також для керування засобами (23-27) для підготовки прокатного стана до відповідного продукту з іншої марки сталі.
Текст
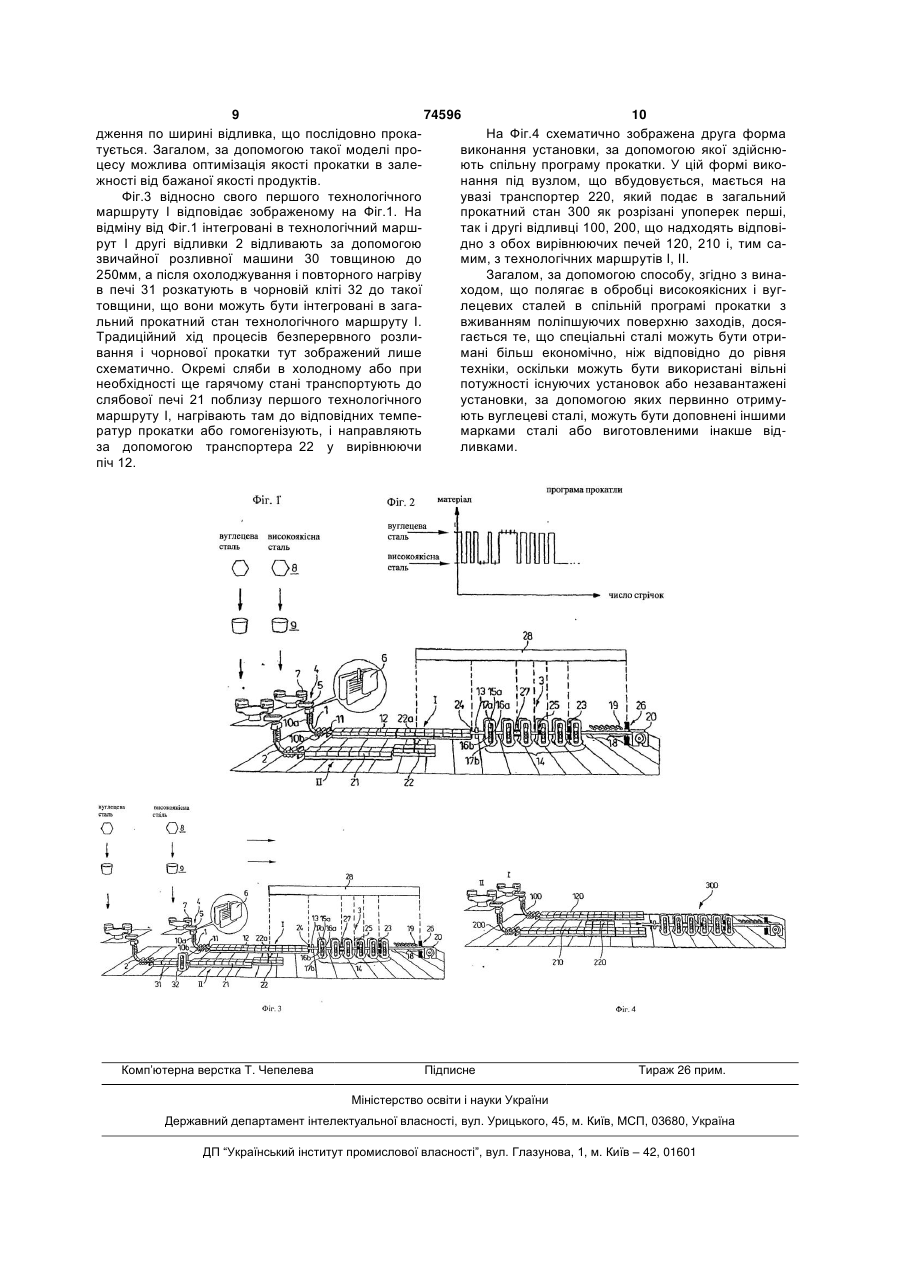
1. Спосіб виготовлення стрічок і листів з сталі, причому разом з першими відливками (1) в одному прокатному стані (3) прокатують щонайменше другі відливки (2), що виготовляються на додатковому другому технологічному маршруті (II), прокатаний продукт охолоджують на вихідному рольгангу (18) і намотують на намотувальному пристрої (20), який відрізняється тим, що перший технологічний маршрут (І) включає в себе відливання заготовки в форматі тонкого сляба з вуглецевої сталі або високоякісної сталі в розливній машині (4) і пропускання відливків (1) через вирівнюючу піч (12) для досягнення рівномірної температури, тим, що другі відливки (2) також є тонкими слябами і разом з першими відливками (1) щонайменше другі відливки (2), відлиті з високоякісної сталі, якщо перші відливки відлиті з вуглецевої сталі, або з вуглецевої сталі, якщо перші відливки відлиті з високоякісної сталі, прокатують в межах спільної програми прокатки, причому програма прокатки є періодом часу між двома змінами валків, прокатний стан під час і/або після прокатки продуктів з вуглецевої сталі, а також поверхню оброблюваного або прокатаного продукту очищають від окалини, при цьому під час і/або після прокатки продуктів з високоякісної сталі зменшують шорсткість поверхні валків, яка утворилася. 2. Спосіб за п.1, який відрізняється тим, що в межах спільної програми прокатки перший відливок або групи перших відливків і другий відливок або групи других відливків прокатують навперемінно. 2 (19) 1 3 74596 4 ної сталі, в загальну виробничу лінію, і прокатний для змазування валків для вуглецевої і високоякістан (3, 300) з комбінованою програмою прокатки сної сталей. 10. Установка за будь-яким з пп.7-9, яка відрізняперших (1) і других (2) відливків, причому програється тим, що засоби для підготовки прокатного ма прокатки включає в себе період часу між двома змінами валків, установка містить засоби (23-27) стана до продуктів з вуглецевої сталі включають в для підготовки прокатного стана до відповідного себе щонайменше один кромконагрівальний принаступного відливка з іншої марки сталі, причому стрій (24), розташований перед першою прокатзасоби для підготовки прокатного стана до продукною кліттю (15а) або між передніми прокатними тів з вуглецевої сталі включають в себе шліфуваклітями прокатного стана. 11. Установка за будь-яким з пп.7-10, яка відрізльний і/або полірувальний пристрої (23) для робоняється тим, що робочі валки прокатної кліті мачих валків щонайменше однієї прокатної кліті (15а), причому засоби для підготовки прокатного ють високу зносостійкість за рахунок застосування стана до продуктів із високоякісної сталі включавиготовлених засобами порошкової металургії ють в себе щонайменше один пристрій (27) для способом ізостатичного пресування валків або за змивання окалини з поверхні стрічки і поверхонь рахунок застосування валків з швидкорізальної робочих валків. сталі. 8. Установка за п.7, яка відрізняється тим, що 12. Установка за будь-яким з пп.7-11, яка відрізняється тим, що вона містить блок (28) для керупристрій для змивання окалини містить скребачки, а також сопла для подачі змивного середовища вання вмонтовуваним блоком (22, 22а, 220) між під високим тиском, що діють навперемінно. обома технологічними маршрутами (І, II) для вста9. Установка за п.7 або 8, яка відрізняється тим, новлення послідовності входу відливків (1,2) в защо засоби для підготовки прокатного стана до гальний прокатний стан (3), а також для керування продуктів з вуглецевої або високоякісної сталі засобами (23-27) для підготовки прокатного стана включають в себе пристрій (25) для змазування до відповідного продукту з іншої марки сталі. валків, при цьому мастильне середовище різне Винахід відноситься до способу виготовлення стрічок і листів з сталі згідно з обмежувальною частиною пункту 1 формули винаходу. Крім того, винахід відноситься до установки для здійснення способу. Під тонкими слябами в зв'язку з цим розуміють відливки товщиною 30-130мм, зокрема 40-60мм. [З ЕР 0 808 672 AI] відомі спосіб і установка для виготовлення листів з високоякісної або вуглецевої сталі, отриманих безперервним розливанням тонких слябів. При цьому безперервний тонкий сляб, відлитий або з розплаву високоякісної сталі, або з розплаву вуглецевої сталі товщиною 40-100мм, розділяють на відрізки, окремі тонкі сляби транспортують через лінію нагріву, а потім безперервно прокатують. [У "Stahl und Eisen" 115 (1995) №9, стор.89-99] описані результати, отримані у різних сортів сталі після їх переробки способом, описаним в обмежувальній частині формули, що відомо підназвою технологія CSP, які включають в себе також безпосереднє застосування високоякісних сталей, таких як група неіржавіючої хромистої сталі із вмістом С 0,10% і Сr 13%, і група неіржавіючої хромонікелевої сталі з С 0,10% і Сr 17%. [У JP-A-57-146403]розкрита лінія гарячої прокатки слябів, що отримуються, по-перше, із звичайної установки для безперервного розливання, а, по-друге, з стрічкової розливної установки. Характерною рисою звичайної установки є чорнова прокатна кліть, розташована перед чистовою лінією. Як удосконалення цієї установки [в JPA-57-146404] описане введення відливків за допомогою транспортера в загальний прокатний стан, причому транспортер працює в залежності від програми розливання і прокатки. [З JP-A-57-149007] відомі способи отримання сталей порівняно більш низької якості за допомогою стрічкового розливання і прокатки в прокатному стані разом зі сталями більш високої якості, отриманими на звичайній установці для безперервного розливання. [У JP-A-57-149008] пропонується подача як продуктів із звичайної установки для безперервного розливання, так і продуктів з стрічкової розливної установки в загальну піч, а потім в прокатний стан, що включає в себе чорнові і чистові прокатні кліті. В основі винаходу лежить задача удосконалення способу і установки таким чином, щоб зробити виготовлення стрічок і листів з високоякісної сталі більш рентабельним. Ця задача вирішується в частині способу за рахунок того, що разом з виготовленим на першому технологічному маршруті першими відливками з вуглецевої сталі, виготовлені, щонайменше, на другому технологічному маршруті другі відливки з високоякісної сталі, і навпаки прокатують в межах спільної програми прокатки. Суттю винаходу є, таким чином, те, що в одній установці продукти з обох сортів сталі подають в один загальний прокатний стан і прокатують в межах спільної програми прокатки. Під поняттям «програма прокатки» розуміють, загалом, задану послідовність слябів, що прокатуються в період часу між двома змінами валків. Згідно з винаходом, досягається оптимальна завантаженість установки, яка при виробництві тільки листів з високоякісної сталі, що виробляються в порівнянні з вуглецевими сталями в меншій кількості, не була б завантажена. До того ж за рахунок додаткової прокатки високоякісних сталей досягається більша варійованість установки, на 5 74596 6 якій отримують вуглецеві сталі. У принципі, винаму маршруті, паралельному першому технологічхід не обмежений програмою прокатки відливків з ному маршруту, і що розрізаються, переважно за двох марок сталі; можлива також прокатка в одній допомогою, при необхідності, другої вирівнювальпрограмі інших додаткових марок сталі, причому, ної печі і транспортера направляють в спільну виоднак, разом прокатують завжди вуглецеві і висорівнювальну піч, а потім в прокатний стан. коякісні сталі. За рахунок прокатки в спільній проВинахід не обмежено описаною можливістю грамі стає можливою обробка двох дуже різних включення тонких слябів, можливе включення марок сталі незалежно від пропускної спроможнобудь-якого відливка, наприклад, виготовленого за сті однієї канавки або від кількості сталі, що виродопомогою стрічкового розливання, причому вигобляється. товлені подібним чином напівфабрикати мають, Поняття «високоякісна сталь» визначено, в правда, вже малу початкову товщину. принципі, [в EN 10020]. При цьому розрізнюють Пристрій згідно з винаходом оснащується вбунелеговані і леговані високоякісні сталі. Високоякідованим блоком для введення, щонайменше, двох сні сталі, згідно з винаходом, являють собою сталі, відливків з високоякісної сталі, якщо перші відливдо яких пред'являють високі вимоги за якістю, наки з першого технологічного маршруту, відлиті з приклад, сталі для підшипників котіння, інструменвуглецевої сталі, або для введення, щонайменше, тальні сталі, жароміцні сталі і спеціальні конструкдвох відливків з вуглецевої сталі, якщо відливки з ційні сталі. Зокрема, під цим розуміються першого технологічного маршруту відлиті з висовисоколеговані сталі з легуючими елементами в коякісної сталі, а також прокатним станом для такій кількості, яка стабілізує аустенітну структуру комбінованої програми прокатки відливків з вуглеу бік більш низьких температур, до таких відноцевої сталі і високоякісної сталі, а також засобами сяться, зокрема, високолеговані аустенітні хромодля підготовки прокатного стану до наступного нікелеві сталі. продукту, що прокатується, з іншої марки сталі. Щоб уникнути втрат якості готового продукту Як засіб для підготовки прокатного стану пепрокатний стан настроюють відповідно до даного редбачений шліфувальний і/або полірувальний матеріалу, що обробляється протягом програми пристрій для робочих валків, щонайменше, однієї прокатки. Це означає, що прокатний стан вже гопрокатної кліті, які під час прокатки продуктів з тують для наступного матеріалу програми прокатвисокоякісної сталі і/або в інтервалі між пропускаки, що обробляється, тоді як попередній ще оброми протидіє шорсткій поверхні валків. З боку вхобляють. Це означає, зокрема, що при експлуатації ду, наприклад, у вигляді шліфувальних пристроїв, або в режимі «он-лайн» усуваються негативні в які давлять на робочий валок, вони розташовані результаті прокатки високоякісної сталі наслідки переважно у всіх прокатних клітях прокатного стана поверхні робочих валків, які в більшості випадну. У той же час прокатний стан містить пристрій ків виявляються в шорсткості, і які при подальшій для змивання окалини, який працює, зокрема, або прокатці вуглецевих сталей завдають негативного в більшій мірі під час прокатки продуктів з вуглевпливу. Негативні наслідки внаслідок плющення цевої сталі і/або в подальшому інтервалі між провуглецевих сталей у вигляді більшої кількості відспусками і звільняє прокатний стан від відстаючої таючої окалини, яка може вдавлюватися в поверхокалини вуглецевих сталей. У пунктах 8-10 запроню наступного продукту з вуглецевої сталі, аналопоновані інші пристрої, які розташовані в прокатгічним чином усуваються при експлуатації або в ному стані самі по собі або додатково, щоб, нережимі «он-лайн» при прокатці вуглецевих сталей. зважаючи на прокатку двох марок сталі з різними Таким чином, прокатний стан оптимально підготопрокатними властивостями і негативними наслідвлюється відповідно до наступного продукту, що ками на прокатний стан і, тим самим, на поверхнепрокатується. ві властивості наступних продуктів, досягнути хоЯк альтернатива або додатково підготовка рошої якості поверхні. Як альтернатива або прокатного стану до відповідної наступної стрічки додатково передбачено застосування особливо відбувається також в інтервалі між операціями зносостійких валків. Зокрема, запропоновані валпрокатки двох стрічок. ки, виготовлені порошковою металургією шляхом Як переважне виконання запропоновано, що в гарячого ізостатичного пресування, а також валки межах спільної програми прокатки навперемінно з швидкорізальних сталей. прокатують перший відливок або групи перших Інші подробиці і переваги винаходу приведені відливків в форматі тонких слябів і другий відливок в залежних пунктах і нижченаведеному описі, в або групи других відливків. Термін «навперемінно» якому більш детально пояснюються зображені на допускає нерівномірне або рівномірне чергування Фіг.форми виконання. слябів однієї і іншої марок сталі. Рівномірне чергуПри цьому крім вищенаведених комбінацій вання, як це переважно запропоновано в пункті 2, ознак істотними для винаходу є також ознаки самі і, тим самим, рівномірна послідовність відносно по собі або в інших комбінаціях. більш м'яких марок вуглецевої .сталі і більш тверНа Фіг.1 схематично показана установка для дих марок спеціальної сталі створюють менше відливання і прокатки тонких слябів з двома канасереднє навантаження на приводи робочих валків, вками і одним спільним прокатним станом, згідно з причому високе навантаження відразу ж знов компершою формою виконання; пенсується більш низьким навантаженням. Фіг.2 - вигляд і послідовність програми прокатДругі відливки, прокатані разом з тонкими сляки у вигляді діаграми; бами на першому технологічному маршруті в одній Фіг.3 - схематично представлена установка програмі прокатки, також є тонкими слябами. Тонкі для відливання і прокатки тонких слябів з одним сляби, що відливаються на другому технологічнострумком для тонких слябів і технологічним марш 7 74596 8 рутом для традиційно відлитого продукту для поли б негативні наслідки, наприклад за рахунок заяснення технологічної основи винаходу; катування окалини і більш шорстких поверхонь Фіг.4 - схематично показана установка для вістрічки. Тому прокатний стан містить шліфувальні дливання і прокатки тонких слябів з двома канаві/або полірувальні станки, розташовані на кожній з ками і одним спільним прокатним станом, згідно з прокатних клітей. Поз.23 позначений подібний другою формою виконання. пристрій, діючий на верхній і нижній робочі валки. На Фіг.1 зображена установка з двома канавДо того ж передбачений кромконагрівальний приками або з двома відливками 1, 2, причому перший стрій 24, розташований перед окалиноламачем 13 технологічний маршрут І включає в себе прокатабо між передніми прокатними клітями прокатного ний стан 3 з розташованою перед ним розливною стану. Мова йде, наприклад, про індукційний або машиною 4. Перша розливна машина 4 містить газовий нагрівник. проміжний ківш 5 і воронкоподібний тонкослябовий Далі передбачені пристрої для змазування рокристалізатор (зображений тут схематично більзхилу валків для зменшення тертя між робочими шим) для відливання тонких слябів товщиною 40валками, позначені тут поз. 25 при цьому перед100мм. Сама розливна машина 4 живиться в цьобачено, що мастильне середовище різне для змаму прикладі розплавом спеціальної сталі з розлизування розхилу валків для вуглецевої та високоявних ковшів 7, причому стальний розплав отримакісної сталей. Вони розташовані, зокрема, тільки ний, наприклад, на доменно-конвертерному на вхідній стороні прокатної кліті. Також рекоменмаршруті 8 або в електросталеплавильній печі з дується застосовувати зносостійкі валки, наприпідключеною ківшовою металургією, і його трансклад робочі валки, виготовлені порошковою метапортують до розливної машини в розливних ковлургією НІР (high-isostatic pressing - гаряче шах 7 (етап транспортування позначений поз. 9). ізостатичне пресування) або з швидкорізальних Відливок у вигляді заготовки згинають за досталей (HSS). До того ж рекомендується встанопомогою роликів 10а,b з вертикального напряму в вити позаду прокатного стану майже перед моталгоризонтальний і в цій формі виконання відділяють кою 20 пристрій 26 для інспекції поверхні стрічки, а за допомогою перших ножиць 11 поперечного рітакож камеру для контролю за шорсткістю стрічки і зання. Потім окремі тонкі сляби надходять в першу валків. За допомогою цього пристрою контролю вирівнювальну піч 12, наприклад піч з роликовим можна контролювати якість продукту в режимі «онподом або піч з крокуючими балками, для досяглайн» або при експлуатації і в залежності від цього нення рівномірної температури тонких слябів. Пісвизначати довжину програми прокатки відносно ля цього тонкі сляби після проходження через тривалості за часом, яка логічно збільшується при окалиноламач 13 подають в прокатний стан для хорошій якості. Інспекція поверхні направлена при досягнення потрібного кінцевого розміру. Чистова цьому переважно на закатування окалини і шорстгрупа 14 прокатного стану складається тут з шести кість стрічки. прокатних клітей (наприклад, 15а), кожна з двома Відстаючу окалину, що утворюється при проробочими (16а,b) і опорними (17а,b) валками. До катці вуглецевих сталей, яка може вдавлюватися в неї примикають вихідний рольганг 18 з охолоджуповерхню стрічки з спеціальної сталі, що прокатуючими пристроями 19, а також моталка 20 для ється потім, видаляють за допомогою змиваючого намотування стрічки в рулон. пристрою 27 в бічних напрямних стрічки. Він праНа Фіг.1 показана установка для отримання цює переважно так, що скребачки (не показані) другого відливка у вигляді заготовки 2 з вуглецевої змиваючого пристрою періодично відкидаються і в сталі на другому, паралельному технологічному цей час на поверхню валків і між клітями під висомаршруті II. Цей технологічний маршрут складаким тиском за допомогою відповідних сопел висоється, за винятком вирівнюючої печі 21, з тих же кого тиску (не показані) подають середовище, для вузлів, що і описаний вище технологічний маршрут змиву окалини або абразивних часток. І, про який тому більш детально не говориться. Крім того, якість стрічки можна поліпшити, Перший технологічний маршрут включає в себе як звичайно, і за рахунок застосування і регульовановбудований вузол для тонких слябів з другого техго управління профільними встановлювальними нологічного маршруту II транспортер 22, що встаорганами для зміщення робочих валків і регулювляється упоперек в переміщуваний на іншу стовання вигину валків. рону відрізок 22а першої вирівнюючої печі 12. Запропоновано визначати порядок надхоУ прокатному стані 3 здійснюють, згідно з видження першого тонкого сляба, групи перших тоннаходом, спільну програму прокатки, причому приких слябів, тобто з першого технологічного маршклад такої програми прокатки зображений на Фіг.2. руту І, другого відливка або групи других відливків Тут в залежності від числа стрічок нанесена відпов прокатний стан, а також тривалість спільної провідна марка сталі. У цього прикладу програма програми прокатки, тобто період часу між зміною рокатки починається після заміни робочих валків на бочих валків, за допомогою комп'ютера на основі валки для відливання з високоякісної сталі, за моделі процесу. На основі цієї моделі процесу якою йде відливання з вуглецевої сталі і т.д. Сляуправляють також застосуванням, а також періоби з шостого по восьмій виготовлені тоді з вугледом часу роботи шліфувальних і полірувальних цевої сталі, а сляби з 12-го по 16-й - як група з пристроїв або пристроїв для змивання окалини з високоякісної сталі. Фіг.2 служить лише прикладом вуглецевих сталей, а також іншими пристроями, можливої спільної програми прокатки. які повинні поліпшувати поверхню стрічки. Такий Внаслідок прокатки спеціальної сталі виникаблок управління схематично позначений поз. 28. ють більш шорсткі поверхні валків, які безпосереДо того ж в цій програмі плющення, згідно з "mixed дньо при подальшій прокатці вуглецевої сталі маrolling", можуть бути враховані допустимі розхо 9 74596 10 дження по ширині відливка, що послідовно прокаНа Фіг.4 схематично зображена друга форма тується. Загалом, за допомогою такої моделі провиконання установки, за допомогою якої здійснюцесу можлива оптимізація якості прокатки в залеють спільну програму прокатки. У цій формі викожності від бажаної якості продуктів. нання під вузлом, що вбудовується, мається на Фіг.3 відносно свого першого технологічного увазі транспортер 220, який подає в загальний маршруту І відповідає зображеному на Фіг.1. На прокатний стан 300 як розрізані упоперек перші, відміну від Фіг.1 інтегровані в технологічний марштак і другі відливці 100, 200, що надходять відповірут І другі відливки 2 відливають за допомогою дно з обох вирівнюючих печей 120, 210 і, тим сазвичайної розливної машини 30 товщиною до мим, з технологічних маршрутів І, II. 250мм, а після охолоджування і повторного нагріву Загалом, за допомогою способу, згідно з винав печі 31 розкатують в чорновій кліті 32 до такої ходом, що полягає в обробці високоякісних і вугтовщини, що вони можуть бути інтегровані в загалецевих сталей в спільній програмі прокатки з льний прокатний стан технологічного маршруту І. вживанням поліпшуючих поверхню заходів, досяТрадиційний хід процесів безперервного розлигається те, що спеціальні сталі можуть бути отривання і чорнової прокатки тут зображений лише мані більш економічно, ніж відповідно до рівня схематично. Окремі сляби в холодному або при техніки, оскільки можуть бути використані вільні необхідності ще гарячому стані транспортують до потужності існуючих установок або незавантажені слябової печі 21 поблизу першого технологічного установки, за допомогою яких первинно отримумаршруту І, нагрівають там до відповідних темпеють вуглецеві сталі, можуть бути доповнені іншими ратур прокатки або гомогенізують, і направляють марками сталі або виготовленими інакше відза допомогою транспортера 22 у вирівнюючи ливками. піч 12. Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing steel strips and sheets
Автори англійськоюSeidel Juergen, Kneppe Guenter
Назва патенту російськоюСпособ и установка для изготовления лент и листов из стали
Автори російськоюЗайдель Юрген, Кнеппе Гюнтер
МПК / Мітки
МПК: B21B 1/46
Мітки: сталі, спосіб, установка, листів, виготовлення, стрічок
Код посилання
<a href="https://ua.patents.su/5-74596-sposib-i-ustanovka-dlya-vigotovlennya-strichok-i-listiv-z-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб і установка для виготовлення стрічок і листів з сталі</a>
Спосіб виготовлення холоднокатаних сталевих стрічок із нержавіючої сталі і металевих стрічок із сплавів титану і лінія для його здійснення
Номер патенту: 40606
Опубліковано: 15.08.2001
Автори: Баукло Дітер, Ное Андреас, Ное Рольф
МПК: C21D 8/02, B21B 45/04, C22F 1/18
Мітки: спосіб, нержавіючої, здійснення, виготовлення, сталі, сплавів, стрічок, сталевих, металевих, титану, лінія, холоднокатаних
Формула / Реферат:
1. Способ изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, включающий удаление окалины с горячекатаной ленты и холодную прокатку, отличающийся тем, что процесс изготовления осуществляют в единой линии обработки при непрерывном прохождении ленты, причем с горячекатаной ленты или отлитой стальной ленты удаляют окалину струйной обработкой, горячекатаную ленту подвергают холодной прокатке с...
Спосіб виготовлення листів, штаб і стрічок зі свинцевих латуней
Номер патенту: 8968
Опубліковано: 15.08.2005
Автори: Клюєв Андрій Петрович, Клюєв Сергій Петрович, Шпаковскій Вадім
МПК: B21B 3/00
Мітки: штаб, спосіб, стрічок, листів, латуней, свинцевих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення листів, штаб і стрічок зі свинцевих латуней, що включає виплавку металу, розливання в плоскі зливки, нагрівання зливків у печі, гарячу прокатку зливка, холодну прокатку в кілька проходів і циклів, проміжні відпали між циклами, остаточну холодну прокатку, який відрізняється тим, що при виплавці здійснюють легування металевого розплаву лігатурою, що містить нікель, кремній і марганець, яку подають в кількості 19-21...
Спосіб виготовлення тонкої смуги з нержавіючої сталі
Номер патенту: 63941
Опубліковано: 16.02.2004
Автори: Гратако Паскаль, Мазюрьє Фредерік, Шассань Франсі
МПК: B21B 1/26, C22C 38/50, B21B 1/46, B21B 3/02, C22C 38/40, B22D 11/06, B22D 11/12
Мітки: спосіб, виготовлення, смуги, нержавіючої, тонкої, сталі
Формула / Реферат:
1. Спосіб виготовлення тонкої смуги з нержавіючої сталі шляхом безпосереднього ствердіння рідкої сталі у вигляді смуги з товщиною, меншою або рівною 8 мм, в розливному пристрої, з двома стінками, які переміщуються і охолоджуються, і гарячої прокатки цієї смуги, ствердіння якої значною мірою завершується після того, як смуга залишає вищеназвані стінки, який відрізняється тим, що гарячу прокатку здійснюють на прокатному стані, робочі валки...
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки л63
Номер патенту: 8966
Опубліковано: 15.08.2005
Автори: Шпаковскій Вадім, Клюєв Андрій Петрович, Клюєв Сергій Петрович
Мітки: сплаву, марки, виготовлення, штаб, листів, основі, переважно, міді, спосіб
Формула / Реферат:
Спосіб виготовлення листів і штаб із сплаву на основі міді, переважно марки Л63, що включає гарячу прокатку зливка, багатостадійну холодну прокатку з регламентованим режимом обтиснень по проходах і проміжний відпал між стадіями холодної прокатки, який відрізняється тим, що гарячу прокатку здійснюють у перших трьох проходах із сумарним відносним обтисненням 76 - 77 %, холодну прокатку ведуть у валках, чистота обробки поверхні яких відповідає...
Спосіб виготовлення листа із сталі, лист із сталі та спосіб підвищення опору сталі до розповсюдження тріщин у листі
Номер патенту: 59425
Опубліковано: 15.09.2003
Автори: Бангару Нарасімха-Рао В., Воун Глен А., Ку Джаянг
МПК: C21D 8/00
Мітки: листа, підвищення, лист, листі, опору, спосіб, виготовлення, розповсюдження, сталі, тріщин
Формула / Реферат:
1. Спосіб виготовлення листа із сталі, який має мікрошарову мікроструктуру, що містить 2-10 об.% тонких шарів аустеніту і 90-98 об.% пластинок переважно дрібнозернистого мартенситу і дрібнозернистого нижнього бейніту, який виготовляють із сталевого сляба, який містить залізо і наступні легуючі елементи, мас.%:0,04-0,12 С,принаймні 1-6 Ni,0,1-1,0 Сu,0,1-0,8 Мо,0,02-0,1 Nb,0,008-0,03...
Попередній патент: Спосіб і пристрій виявлення сигналу системи радіозв’язку jtids
Наступний патент: Ординарне червоне десертне солодке вино та спосіб його виробництва
Випадковий патент: Регулятор росту рослин