Спосіб фасонного слюсарного безроликового гнуття труб по радіусу понад 1 м
Номер патенту: 86486
Опубліковано: 27.04.2009

Формула / Реферат
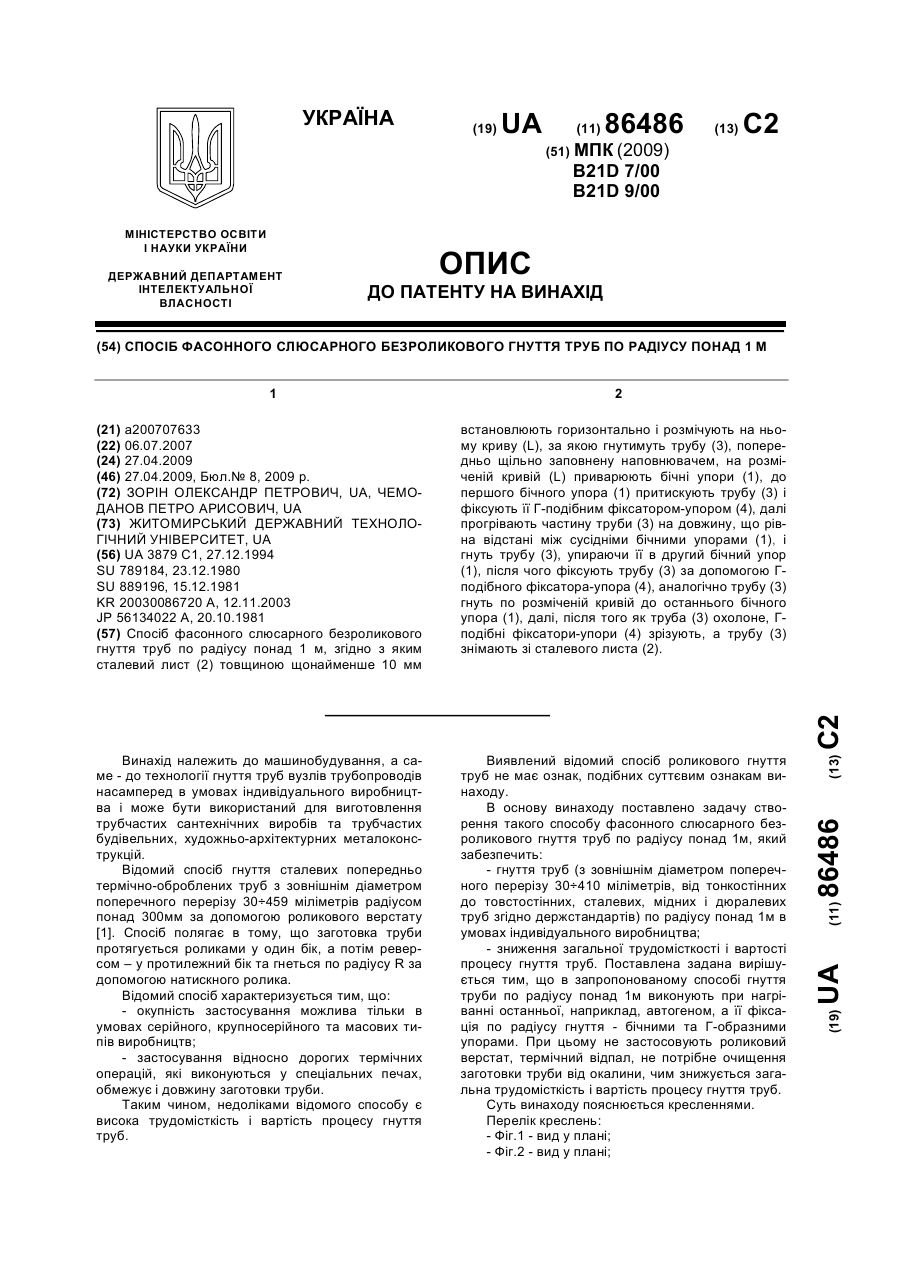
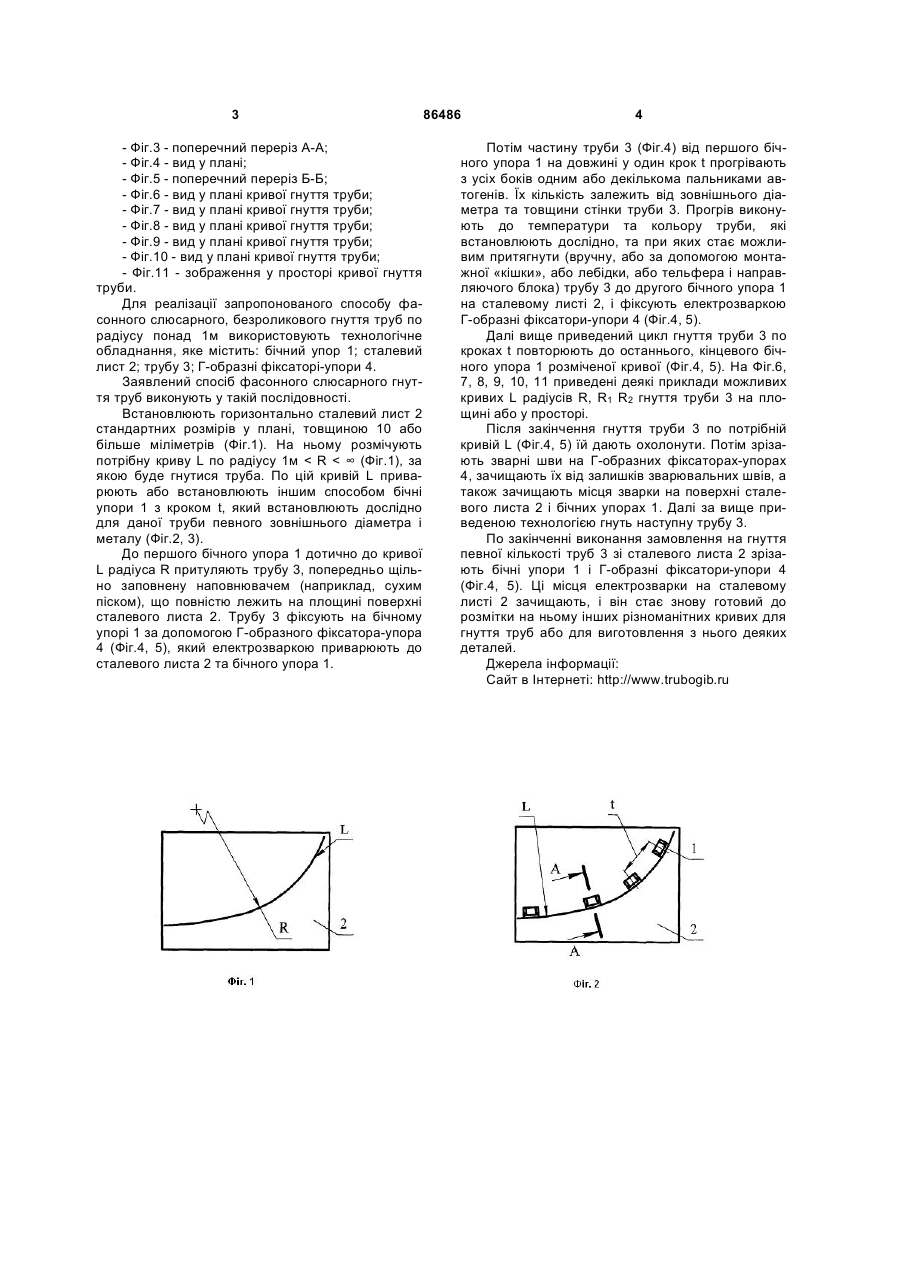
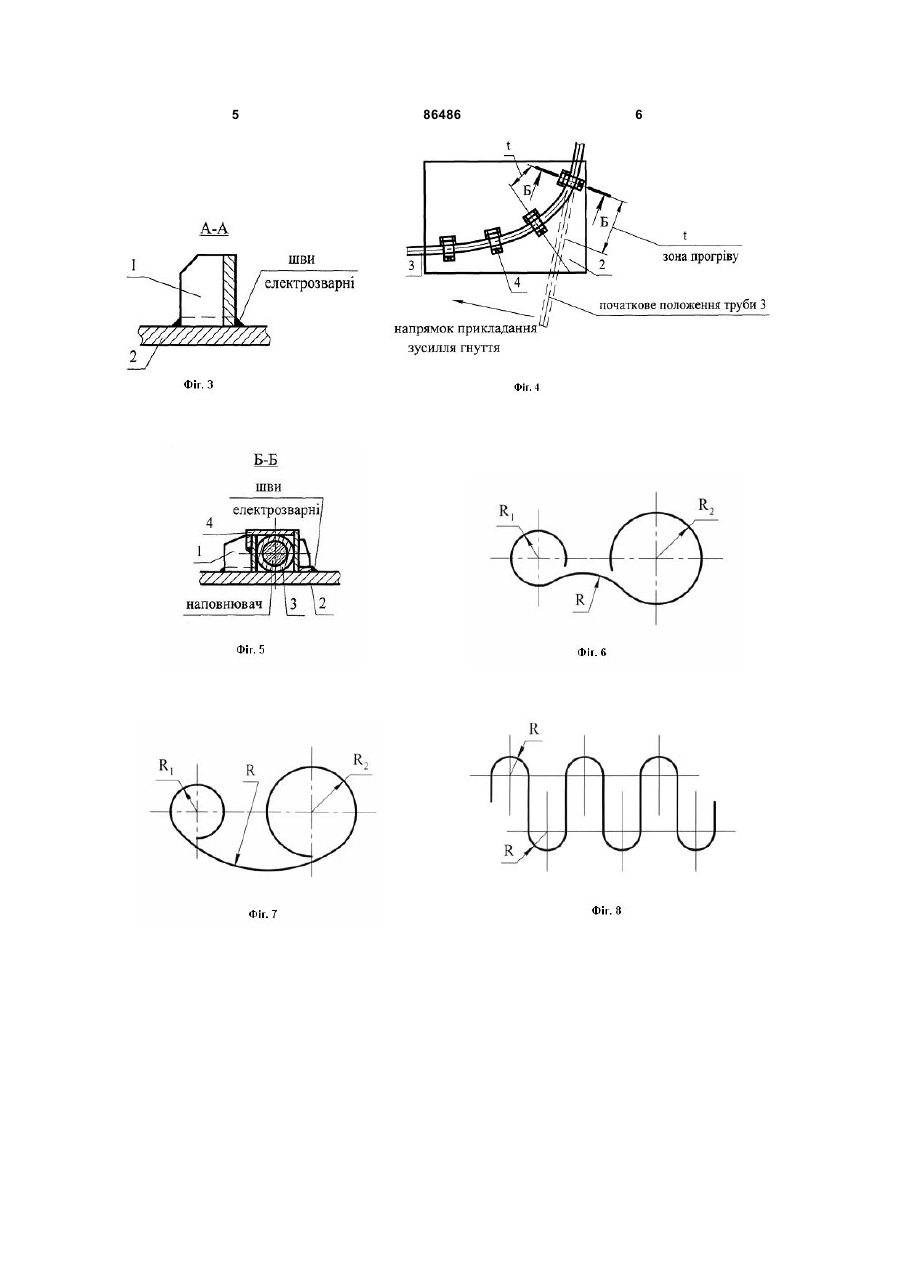
Спосіб фасонного слюсарного безроликового гнуття труб по радіусу понад 1 м, згідно з яким сталевий лист (2) товщиною щонайменше 10 мм встановлюють горизонтально і розмічують на ньому криву (L), за якою гнутимуть трубу (3), попередньо щільно заповнену наповнювачем, на розміченій кривій (L) приварюють бічні упори (1), до першого бічного упора (1) притискують трубу (3) і фіксують її Г-подібним фіксатором-упором (4), далі прогрівають частину труби (3) на довжину, що рівна відстані між сусідніми бічними упорами (1), і гнуть трубу (3), упираючи її в другий бічний упор (1), після чого фіксують трубу (3) за допомогою Г-подібного фіксатора-упора (4), аналогічно трубу (3) гнуть по розміченій кривій до останнього бічного упора (1), далі, після того як труба (3) охолоне, Г-подібні фіксатори-упори (4) зрізують, а трубу (3) знімають зі сталевого листа (2).
Текст
Спосіб фасонного слюсарного безроликового гнуття труб по радіусу понад 1 м, згідно з яким сталевий лист (2) товщиною щонайменше 10 мм 3 - Фіг.3 - поперечний переріз А-А; - Фіг.4 - вид у плані; - Фіг.5 - поперечний переріз Б-Б; - Фіг.6 - вид у плані кривої гнуття труби; - Фіг.7 - вид у плані кривої гнуття труби; - Фіг.8 - вид у плані кривої гнуття труби; - Фіг.9 - вид у плані кривої гнуття труби; - Фіг.10 - вид у плані кривої гнуття труби; - Фіг.11 - зображення у просторі кривої гнуття труби. Для реалізації запропонованого способу фасонного слюсарного, безроликового гнуття труб по радіусу понад 1м використовують технологічне обладнання, яке містить: бічний упор 1; сталевий лист 2; трубу 3; Г-образні фіксаторі-упори 4. Заявлений спосіб фасонного слюсарного гнуття труб виконують у такій послідовності. Встановлюють горизонтально сталевий лист 2 стандартних розмірів у плані, товщиною 10 або більше міліметрів (Фіг.1). На ньому розмічують потрібну криву L по радіусу 1м < R < ∞ (Фіг.1), за якою буде гнутися труба. По цій кривій L приварюють або встановлюють іншим способом бічні упори 1 з кроком t, який встановлюють дослідно для даної труби певного зовнішнього діаметра і металу (Фіг.2, 3). До першого бічного упора 1 дотично до кривої L радіуса R притуляють трубу 3, попередньо щільно заповнену наповнювачем (наприклад, сухим піском), що повністю лежить на площині поверхні сталевого листа 2. Трубу 3 фіксують на бічному упорі 1 за допомогою Г-образного фіксатора-упора 4 (Фіг.4, 5), який електрозваркою приварюють до сталевого листа 2 та бічного упора 1. 86486 4 Потім частину труби 3 (Фіг.4) від першого бічного упора 1 на довжині у один крок t прогрівають з усіх боків одним або декількома пальниками автогенів. Їх кількість залежить від зовнішнього діаметра та товщини стінки труби 3. Прогрів виконують до температури та кольору труби, які встановлюють дослідно, та при яких стає можливим притягнути (вручну, або за допомогою монтажної «кішки», або лебідки, або тельфера і направляючого блока) трубу 3 до другого бічного упора 1 на сталевому листі 2, і фіксують електрозваркою Г-образні фіксатори-упори 4 (Фіг.4, 5). Далі вище приведений цикл гнуття труби 3 по кроках t повторюють до останнього, кінцевого бічного упора 1 розміченої кривої (Фіг.4, 5). На Фіг.6, 7, 8, 9, 10, 11 приведені деякі приклади можливих кривих L радіусів R, R1 R2 гнуття труби 3 на площині або у просторі. Після закінчення гнуття труби 3 по потрібній кривій L (Фіг.4, 5) їй дають охолонути. Потім зрізають зварні шви на Г-образних фіксаторах-упорах 4, зачищають їх від залишків зварювальних швів, а також зачищають місця зварки на поверхні сталевого листа 2 і бічних упорах 1. Далі за вище приведеною технологією гнуть наступну трубу 3. По закінченні виконання замовлення на гнуття певної кількості труб 3 зі сталевого листа 2 зрізають бічні упори 1 і Г-образні фіксатори-упори 4 (Фіг.4, 5). Ці місця електрозварки на сталевому листі 2 зачищають, і він стає знову готовий до розмітки на ньому інших різноманітних кривих для гнуття труб або для виготовлення з нього деяких деталей. Джерела інформації: Сайт в Інтернеті: http://www.trubogib.ru 5 86486 6 7 Комп’ютерна верстка Д. Шеверун 86486 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of shaped mechanical rollerless bending pipes by radius of more than 1 m
Автори англійськоюZorin Oleksandr Petrovych, Chemodanov Petro Arysovych
Назва патенту російськоюСпособ фасонного слесарного безроликового гнутья труб по радиусу свыше 1 м
Автори російськоюЗорин Александр Петрович, Чемоданов Петр Арисович
МПК / Мітки
Мітки: понад, фасонного, труб, гнуття, спосіб, слюсарного, радіусу, безроликового
Код посилання
<a href="https://ua.patents.su/4-86486-sposib-fasonnogo-slyusarnogo-bezrolikovogo-gnuttya-trub-po-radiusu-ponad-1-m.html" target="_blank" rel="follow" title="База патентів України">Спосіб фасонного слюсарного безроликового гнуття труб по радіусу понад 1 м</a>
Установка для гнуття профільованих листів по радіусу
Номер патенту: 16335
Опубліковано: 15.08.2006
Автор: Назаров Юрій Михайлович
МПК: B21D 13/00
Мітки: профільованих, установка, гнуття, радіусу, листів
Формула / Реферат:
Установка для гнуття профільованих листів по радіусу, що містить форму, раму, домкрат, гідроциліндри, затискачі, яка відрізняється тим, що закріплення профільованого листа до форми виконується затискачами з окремими кульовими виштамповками, розташованими врозбивку, а форма складається з двох частин, з'єднаних шарнірно.
Оправка для гнуття труб
Номер патенту: 74610
Опубліковано: 16.01.2006
Автори: Харлов Андрій Геннадійович, Гоцанюк Микола Степанович
МПК: B21D 9/00
Формула / Реферат:
Оправка для гнуття труб, що містить жорсткий стрижень, один кінець якого за допомогою упора з’єднаний з джерелом тиску, а до другого кінця стрижня прикріплений рухомий елемент у вигляді набору плоских елементів, встановлених з можливістю радіального зміщення, яка відрізняється тим, що плоскі елементи виконані жорсткими у вигляді металевих шайб, при цьому прикріплення вказаного набору до стрижня виконано за допомогою жорсткого нарізного...
Спосіб гнуття труб
Номер патенту: 9668
Опубліковано: 30.04.1999
Автори: Сичов Петро Георгійович, Луньов Генадій Васильович
МПК: B21D 7/00
Формула / Реферат:
1. Способ гибки труб с получением U-образного колена заданной кривизны, включающий зажатие подлежащего гибке участка трубы между передним и задним зажимами, связанными гибким элементом, который располагают с наружной относительно центра кривизны колена стороны трубы, осевое осаживание зажатого участка путем натяжения гибкого элемента и изгибание осаживаемого участка путем воздействия на него изгибающим моментом с перемещением трубы во...
Спосіб гнуття труб
Номер патенту: 26284
Опубліковано: 19.07.1999
Автори: Красноштан Микола Миколайович, Довготелес Григорій Арсентійович, Бобух Олександр Анатолійович, Серіков Сергій Володимирович, Векслер Евгенія Яковлевна, Горелов Михайло Іванович, Фельдман Олександр Ісаакович, Мухопад Григорій Василійович, Чайковський Валентин Михайлович, Можаренко Інна Пантелеевна
МПК: B21D 7/00
Формула / Реферат:
Способ гибки труб, включающий их формоизменение, отличающийся тем, что перед гибкой по длине трубы наводят эксцентричную поперечную разностенность в пределах 10 - 30%, шлифуют по внутренней и наружной поверхностям, а гибку осуществляют так, что в зоне возникновения максимальных растягивающих напряжений размещают максимальную толщину стенки трубы.
Спосіб обробки задніх поверхонь фасонного різця
Номер патенту: 18487
Опубліковано: 15.11.2006
Автор: Усачов Петро Антонович
МПК: B23B 1/00
Мітки: різця, задніх, спосіб, обробки, поверхонь, фасонного
Формула / Реферат:
Спосіб обробки задніх поверхонь фасонного різця, що включає установку заготівки різця у патрон, надання патрону обертального руху і за допомогою фасонного інструмента ведуть обробку задніх поверхонь, який відрізняється тим, що заготівку різця установлюють у патроні перпендикулярно осі його обертання з зміщення на ексцентрицитет е від осі, при цьому виставляють оброблюваний торець заготівки на відстань А=е·tgα від лінії, що проходить...
Попередній патент: Вібраційний екстрактор
Наступний патент: Спосіб керування частотою обертання огрудкувача
Випадковий патент: Спосіб одержання екстракту з cyclamen europaeum l. та екстракт, одержаний в такий спосіб, для лікування синуситу