Спосіб виготовлення металокерамічних виробів з отворами
Номер патенту: 86591
Опубліковано: 10.01.2014
Автори: Котляров Валерій Павлович, Онуфрієнко Вадим Валерійович

Формула / Реферат
Спосіб виготовлення металокерамічних виробів з отворами, що включає формування заготовок заливанням під тиском суспензії порошку в розплаві пластифікатора в форму з закріпленим в ній дротом і спікання, який відрізняється тим, що заливання суспензії виконують вздовж осі дроту в підігріту до температури суспензії форму, причому в процесі заливки дріт натягують до охолодження заготовки.
Текст
Реферат: Спосіб виготовлення металокерамічних виробів з отворами включає формування заготовок заливанням під тиском суспензії порошку в розплаві пластифікатора в форму з закріпленим в ній дротом і спікання. Заливання суспензії виконують вздовж осі дроту в підігріту до температури суспензії форму, причому в процесі заливки дріт натягують до охолодження заготовки. UA 86591 U (54) СПОСІБ ВИГОТОВЛЕННЯ МЕТАЛОКЕРАМІЧНИХ ВИРОБІВ З ОТВОРАМИ UA 86591 U UA 86591 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до порошкової металургії, зокрема до способів виготовлення металокерамічних виробів з отворами. Відомий спосіб виготовлення виробів з отворами, що передбачає пресування шихти з введенням в неї дроту з наступним спіканням, в процесі якого відбувається видалення дроту з виробу. Але такий спосіб не дозволяє отримати виріб з отворами малого діаметра порядку 30 мкм з точно орієнтованим положенням отвору відносно геометричних параметрів виробу, оскільки при запресуванні незакріпленого дроту відбувається зрушення орієнтації отвору, а у випадку закріплення кінців дроту малого діаметра напруги, що виникають при пресуванні, призводять до розриву дроту [1]. Як прототип вибрано спосіб виготовлення металокерамічних виробів з отворами за [2]. Формування заготовок виконують заливкою рідкої суспензії порошкоподібного матеріалу в розплаві пластифікатора в форму з закріпленим в ній дротом заданого діаметра під тиском 0,10,6 МПа. Але недоліком такого способу є те, що у випадку, коли заливка рідкої суспензії в форму здійснюється не вздовж осі дроту, може мати місце вигин або, навіть, розрив останнього. В основу корисної моделі поставлена задача підвищення якості виробів за рахунок забезпечення прямолінійності осі отвору і збереження заданої орієнтації останнього. Для вирішення поставленої задачі запропоновано спосіб виготовлення металокерамічних виробів з отворами, що включає формування заготовок методом гарячого шлікерного лиття під тиском в підігрітій до температури суспензії формі з закріпленим в ній дротом і наступне спікання заготовок, причому подачу шлікерної маси виконують вздовж осі дроту, а сам дріт підтягують до охолодження заготовки. Спосіб реалізується наступним чином. Із суміші порошку твердого сплаву і розплавленого пластифікатора готують шлікер. Металева форма, що має пристрій для підтягування дроту і направлені вздовж осі останньої канали для подачі суспензії, підігрівається до температури шлікера за допомогою зовнішнього джерела або вмонтованої електричної спіралі. Далі форму під тиском заповнюють розігрітою до температури лиття суспензією і, не припиняючи підігрів і не знімаючи тиску з суспензії, дріт підтягують зусиллям, що визначається його перерізом і температурою. Після цього форму охолоджують, розбирають і видаляють дріт. Після спікання отримують виріб з заданим положенням осі отвору. Запропонований спосіб було використано для виготовлення заготовки із твердого сплаву ВК6 для направляючих мундштуків верстатів для навивання пружин. Висота заготовки 12 мм, діаметр отвору 150 мкм. Як пластифікатор використовують воско-парафіновану суміш, температура лиття шлікера 120 °C. Для підігріву ливарної форми до температури лиття в ній розміщена ніхромова спіраль діаметром 0,4 мм, з'єднана з джерелом напруги 12 В. Для формування отвору використовують вольфрамовий дріт Ø 150 мкм, підтягування якого з зусиллям 0,7 Н забезпечують гвинтовим механізмом. При формуванні шлікерну масу подають під тиском 0,3 МПа, який витримують до вистигання форми. Після спікання партії із 50 заготовок середнє відхилення осі не перевищило 3 мкм. Використання запропонованого способу дає можливість підвищити якість, зменшити брак, збільшити випуск придатних виробів, зменшити середнє відхилення осі отвору від заданого положення до 3 мкм. Спосіб найбільш ефективний в випадку необхідності отримання отворів діаметром менше 300 мкм, коли поставлена ціль досягається, не дивлячись на невисоку міцність і жорсткість дроту. Джерела інформації: 1. Трунов Г.В. Метод литья из термопластичних шликеров. // Порошковая металлургия. 1969. - № 5. - с. 33-42. 2. А. с. СРСР № 350588 B22F3/22. 1 UA 86591 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб виготовлення металокерамічних виробів з отворами, що включає формування заготовок заливанням під тиском суспензії порошку в розплаві пластифікатора в форму з закріпленим в ній дротом і спікання, який відрізняється тим, що заливання суспензії виконують вздовж осі дроту в підігріту до температури суспензії форму, причому в процесі заливки дріт натягують до охолодження заготовки. Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюKotliarov Valerii Pavlovych
Автори російськоюКотляров Валерий Павлович
МПК / Мітки
МПК: B22F 3/22
Мітки: отворами, спосіб, металокерамічних, виготовлення, виробів
Код посилання
<a href="https://ua.patents.su/4-86591-sposib-vigotovlennya-metalokeramichnikh-virobiv-z-otvorami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металокерамічних виробів з отворами</a>
Спосіб виготовлення порошкових виробів з малими отворами та пристрій для його здійснення
Номер патенту: 78946
Опубліковано: 25.04.2007
Автори: Рябічева Людмила Олександрівна, Гарбузов Євген Олександрович, Циркін Аркадій Тимофійович, Баранов Олександр Геннадійович, Скляр Олександр Павлович
МПК: B22F 5/10, B22F 3/02, B22F 3/22
Мітки: малими, порошкових, здійснення, виготовлення, виробів, спосіб, отворами, пристрій
Формула / Реферат:
1. Спосіб виготовлення порошкових виробів із малими отворами, за яким встановлюють в матрицю дріт, діаметр якого дорівнює діаметру отвору виробу, заповнюють матрицю порошком, фіксують кінці дроту та його натягнення, пресують порошок, звільнюють кінці дроту, видаляють його і випресовують виріб, який відрізняється тим, що фіксацію і натяг дроту здійснюють безупинно, а звільнення кінців дроту і його видалення здійснюють після того, як...
Спосіб контролю якості плоских виробів з отворами
Номер патенту: 69000
Опубліковано: 16.08.2004
Автори: Коротун Микола Миколайович, Криворучко Дмитро Володимирович
МПК: G01B 11/00, G01B 11/24
Мітки: контролю, спосіб, плоских, якості, отворами, виробів
Формула / Реферат:
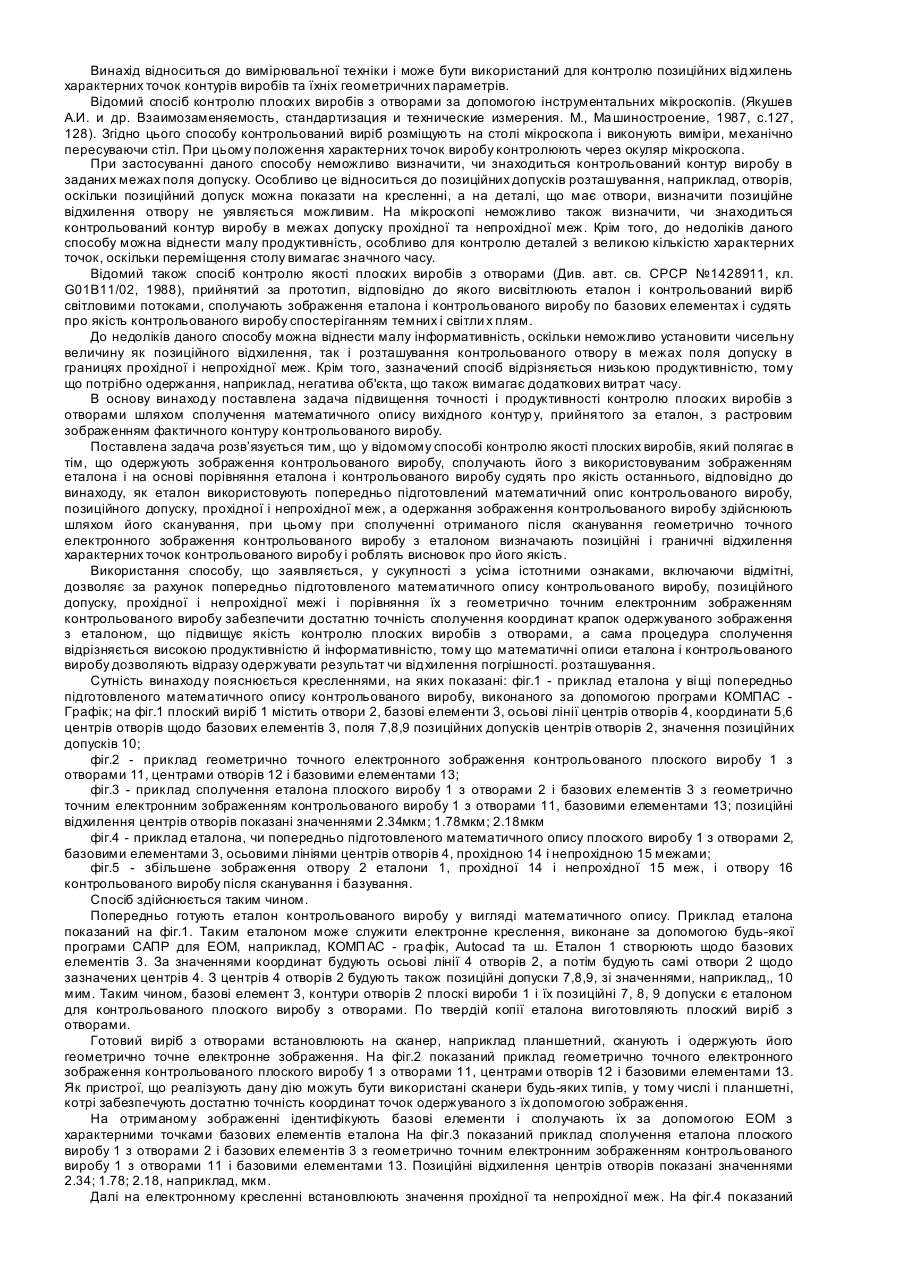
Спосіб контролю якості плоских виробів з отворами, який полягає в тому, що одержують зображення контрольованого виробу, сполучають його з використовуваним зображенням еталона і на основі порівняння еталона і контрольованого виробу судять про якість останнього, який відрізняється тим, що як еталон використовують попередньо підготовлений математичний опис контрольованого виробу, позиційного допуску, прохідної і непрохідної меж, а одержання...
Спосіб виготовлення фрикційних накладок з отворами
Номер патенту: 39263
Опубліковано: 25.02.2009
Автори: Купрій Євгеній Іванович, Хворов Володимир Сергійович
МПК: B29C 43/00, F16D 69/00
Мітки: отворами, фрикційних, виготовлення, спосіб, накладок
Формула / Реферат:
Спосіб одержання накладок із фрикційного матеріалу, що включає в себе процес виготовлення заготовки, формування її у прес-формі гарячого формування, шліфування та свердління отворів під заклепку, який відрізняється тим, що виготовлення фрикційних накладок з отворами здійснюють в прес-формі гарячого формування, де на робочій поверхні пуансона в місцях майбутніх отворів запресовані формуючі знаки, при цьому діаметр формуючого знака відповідає...
Спосіб виготовлення біметалевих виробів
Номер патенту: 69279
Опубліковано: 25.04.2012
Автори: Горностай Вадим Миколайович, Тривайло Михайло Семенович, Сабол Сергій Францович, Холявік Ольга Віталіївна
МПК: B23K 20/00, B21D 22/00, B21C 23/00
Мітки: виробів, спосіб, біметалевих, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевих виробів, при якому на розташовані в обоймі дві послідовно розміщені з зазором співвісні матриці встановлюють листові заготовки з різних матеріалів, розташовують в зазорі між матрицями з'єднуючий елемент у вигляді відрізка металевого дроту, діаметр якого не перевищує товщину заготовок і здійснюють витяжку з потоншенням стінок, який відрізняється тим, що як з'єднуючий елемент використовують відрізок металевого...
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56677
Опубліковано: 15.05.2003
Автори: Шеремет Володимир Олександрович, Омесь Микола Михайлович, Костюченко Михайло Іванович, Курочкін Олександр Федорович, Хиноцький Анатолій Климентійович, Чепа Валентин Васильович, Козін Володимир Вячеславович, Осокін Борис Федорович
МПК: B21F 3/00, B21F 11/00
Мітки: пристрій, витих, виготовлення, дроту, виробів
Формула / Реферат:
Пристрій для виготовлення витих виробів із дроту, який містить нерухому основу, привідний обертовий барабан, притискні ролики, напрямляч подачі дроту, який відрізняється тим, що барабан установлений під основою з вертикальною віссю обертання, а формоутворювач виконаний з напрямляча та притискного ролика, причому напрямляч виконаний на обертовому барабані у вигляді кільцевої канавки трапецеїдальної форми, у яку входить дріт, що притискається...
Попередній патент: Застосування 4,3′-спіро[(2-аміно-3-ціано-4,5-дигідропірано[3,2-c]хромен-5-он)-5-метил-2′-оксиндолу] як засобу для профілактики та лікування ішемічного ураження печінки
Наступний патент: Пристрій для лазерної обробки
Випадковий патент: Спосіб лікування інсульту