Автоматичний пристрій для лиття під тиском
Номер патенту: 87081
Опубліковано: 10.06.2009
Автори: Падєрін Володимир Миколайович, Падєрін Олексій Володимирович

Формула / Реферат
Автоматичний пристрій для лиття під тиском, що містить дві матриці, пристрій, що розпорошує масло, бачок з мастильним складом і підоймовий механізм, прикріплений до матриць і до пристрою, що розпорошує масло, діючий при переміщенні матриць, і пневмоциліндр, корпус якого через важіль з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, штокова порожнина пневмоциліндра обладнана зворотним пневмоклапаном та з'єднана трубопроводом через електропневморозподільник і реле часу, налаштоване на час видалення виливків з матриць, із пристроєм, що розпорошує масло, надпоршнева порожнина пневмоциліндра обладнана зворотним пневмоклапаном та з'єднана трубопроводом, і зворотний клапан з'єднаний з бачком з мастильним складом, обладнаним регулятором тиску повітря, який через трубопровід з'єднаний із пристроєм, що розпорошує масло, а також обладнаний вакуумним дозуючим пристроєм, встановленим над заливальним вікном камери пресування вище рівня розплаву в тиглі з датчиком об'єму дози і клапаном подачі розплаву, робоча камера вакуумного дозуючого пристрою з одного боку з'єднана трубопроводом і електропневмоклапаном, що спрацьовує від датчика об'єму дози, зі штоковою порожниною пневмоциліндра, і з іншого боку - трубопроводом з тиглем плавильної печі, при цьому зливний патрубок виконаний з можливістю його відкривання клапаном подачі розплаву від включення кінцевого вимикача планкою, встановленою на рухомій матриці при повному змиканні матриць, який відрізняється тим, що він додатково обладнаний зворотно-поступальним стрічковим транспортером, встановленим знизу під матрицями з трубчатим приводним валом, який через штифт і вал з гвинтовою канавкою розрахункового кроку жорстко з'єднаний з рухомою матрицею, яка додатково обладнана штовхачем з приводом для зіштовхування виливків з виштовхувачів на транспортер, який виконаний з можливістю при зімкненні матриць видаляти виливки по стрічці транспортера з ливарної машини, а при розмиканні матриць повертати стрічку транспортера в початкове положення.
Текст
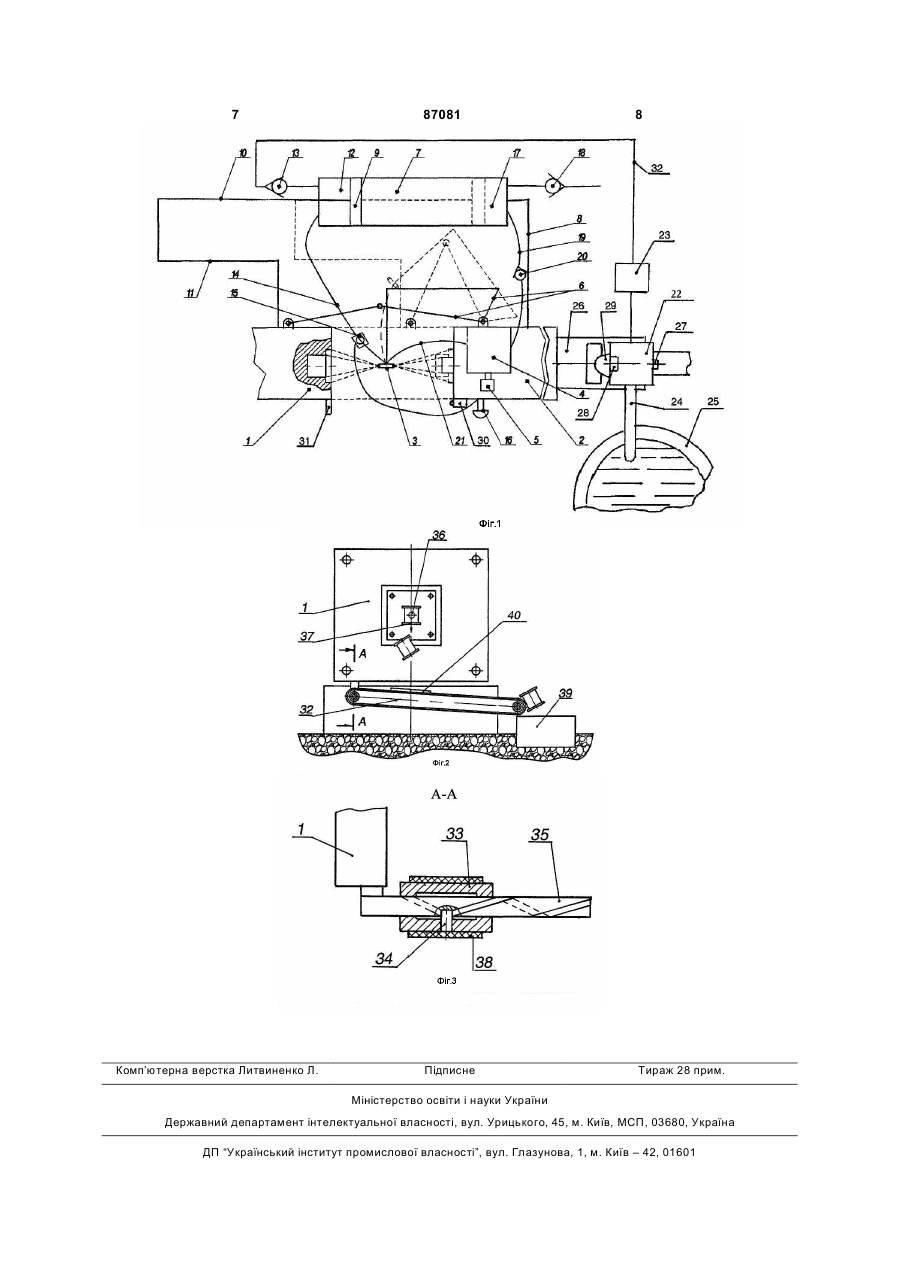
Автоматичний пристрій для лиття під тиском, що містить дві матриці, пристрій, що розпорошує масло, бачок з мастильним складом і підоймовий механізм, прикріплений до матриць і до пристрою, що розпорошує масло, діючий при переміщенні матриць, і пневмоциліндр, корпус якого через важіль з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, штокова порожнина пневмоциліндра обладнана зворотним пневмоклапаном та з'єднана трубопроводом через електропневморозподільник і реле часу, налаштоване на час видалення виливків з матриць, із пристроєм, що розпорошує масло, надпоршнева порожнина пневмоциліндра обладнана зворотним пневмоклапаном та з'єднана трубопроводом, і зворотний клапан з'єднаний з бачком з мастильним складом, обладнаним C2 2 87081 1 3 87081 4 рез трубопровід і інший зворотний пневмоклапан, рошує масло, надпоршнева порожнина розташований протилежно, в бачком з мастильпневмоциліндра обладнана зворотним пневмоним складом, оснащений регулятором тиску повітклапаном та з'єднана трубопроводом, і зворотний ря, який через трубопровід з'єднаний з розпороклапан з'єднаний з бачком, обладнаний регулятошувальним пристроєм. ром тиску повітря, який через трубопровід з'єднаНедоліком зазначеного пристрою є відсутність ний із пристроєм, що розпорошує масло, а також в нім автоматичної заливки розплаву в камеру додатково обладнаний вакуумним дозуючим припресування, що не дозволяє автоматизувати простроєм, встановленим над заливальним вікном цес литва під тиском. камери пресування вище рівня розплаву в тиглі з Найбільш близьким до винаходу є автоматичдатчиком об'єму дози і клапаном подачі розплаву, ний пристрій для змащення прес-форм і заливки робоча камера вакуумного дозуючого пристрою з розплаву при литті під тиском [див. Деклараційний одного боку з'єднана трубопроводом і електропнепатент України на корисну модель №29639 U вмоклапаном, що спрацьовує від датчика об'єму B22D17/22], узяте за прототип, що містить дві матдози, зі штоковою порожниною пневмоциліндра, і з риці, пристрій, що розпорошує масло, бачок з масіншого боку - трубопроводом з тиглем плавильної тильним складом і підоймовий механізм, прикріппечі, при цьому зливний патрубок виконаний з молений до матриць і до пристрою, що розпорошує жливістю його відкривання клапаном подачі розмасло, діючий при переміщенні матриць, і пневмоплаву від включення кінцевого вимикача планкою, циліндр, корпус якого через важіль з'єднаний з встановленою на рухомій матриці при повному однією матрицею, а його поршень через шток і змиканні матриць, він додатково обладнаний поважіль з'єднаний з іншою матрицею, штокова поворотно-поступальним стрічковим транспортером, рожнина пневмоциліндра обладнана зворотним встановленим знизу під матрицями з трубчатим пневмоклапаном та з'єднана трубопроводом через приводним валом, який через штифт і вал з гвинелектропневморозподільник і реле часу, що натовою канавкою розрахункового кроку, жорстко строєно на час видалення виливків з матриць, із з'єднана з рухомою матрицею яка додатково обпристроєм, що розпорошує масло, надпоршнева ладнана штовхачем з приводом для зіштовхуванпорожнина пневмоциліндра обладнана зворотним ня виливків з виштовхувачів на транспортер, внапневмоклапаном та з'єднана трубопроводом, і слідок чого, при зімкненні матриць виливки зворотний клапан з'єднаний з бачком, обладнаний віддаляються по стрічці транспортера з ливарної регулятором тиску повітря, який через трубопровід машини в тару або в штамп для обрубування з'єднаний із пристроєм, що розпорошує масло, а прес-залишка, облоя по роз'єму і промивників, а також додатково обладнаний вакуумним дозуючим при розмиканні матриць стрічка транспортера попристроєм, встановленим над заливальним вікном вертається в початкове положення. камери пресування вище рівня розплаву в тиглі з На підставі вищевикладеного очевидно, що датчиком об'єму дози і клапаном подачі розплаву, пропоноване технічне рішення має істотні відмінробоча камера вакуумного дозуючого пристрою з ності від відомих рішень. одного боку з'єднана трубопроводом і електропнеНа схемі (див. Фіг.1) показаний автоматичний вмоклапаном, що спрацьовує від датчика об'єму пристрій для змащення прес-форм і заливки роздози, зі штоковою порожниною пневмоциліндра, і з плаву при литті під тиском у робочому положенні іншого боку - трубопроводом з тиглем плавильної при розкритих матрицях (жирні лінії), і в не робопечі, при цьому зливний патрубок виконаний з мочому положенні при закритих матрицях (пунктирні жливістю його відкривання клапаном подачі розлінії). плаву від включення кінцевого вимикача планкою, На Фіг.2 показаний поворотно-поступальний встановленою на рухомій матриці при повному стрічковий транспортер, встановлений знизу під змиканні матриць. матрицями для віддалення виливків із ливарної Недоліком зазначеного пристрою є відсутність машині, а в нім автоматичного видалення виливків із ливарна Фіг.3 показаний розріз А-А по трубчатому ної машини, що не дозволяє автоматизувати поприводному валу транспортера, показаного на вністю процес литва під тиском. Фіг.2. Метою дійсного винаходу є автоматизація Пристрій складається з матриць 1 і 2, припроцесу змащення прес-форм, заливки розплаву в строю що розпорошує 3 з бачком з мастильним камеру пресування і видалення виливків із ливарскладом 4, постаченого регулятором тиску повітря ної машини в циклі розкриття і закриття матриць. 5, підоймового механізму 6, прикріпленого до матПоставлена мета досягається тим, що у відориць 1 і 2 і до пристрою, що розпорошує 3, пневмому пристрої, що містить дві матриці, пристрій, моциліндра 7 розрахункового діаметру і довжини, що розпорошує масло, бачок з мастильним склакорпус якого через важіль 8 з'єднаний з матрицею дом і підоймовий механізм, прикріплений до мат2, а його поршень 9 через шток 10 і важіль 11 з'єдриць і до пристрою, що розпорошує масло, діючий наний з матрицею 1. При цьому, під час переміпри переміщенні матриць, і пневмоциліндр, корпус щення поршня 9 стиснуте повітря, що утвориться у якого через важіль з'єднаний з однією матрицею, а порожнині 12 пневмоциліндра 7, постаченого звойого поршень через шток і важіль з'єднаний з інротним пневмоклапаном 13, при розкритті матриць шою матрицею, штокова порожнина пневмоцилін1 і 2 з'єднане через трубопровід 14 і електропневдра обладнана зворотним пневмоклапаном та морозподільник 15 з реле часу 16, набудоване на з'єднана трубопроводом через електропневморозчас видалення виливка з прес-форми з пристроєм, подільник і реле часу, що настроєно на час видащо розпорошує 3, а стиснуте повітря, що утворюлення виливків з матриць, із пристроєм, що розпоється, у порожнині 17 пневмоциліндра 7, постаче 5 87081 6 ного зворотним пневмоклапаном 18 через трубокриває клапан подачі розплаву 28 і через зливний провід 19 і інший зворотний пневмоклапан 20, розлоток 29 розплав заливається в камеру пресуванташований протилежно при закриванні матриць 1 і ня 26. Після цього відбувається запрессовка роз2, з'єднане з бачком з мастильним складом 4 приплаву в прес-форму і після кристалізації матриці 1 строю, що розпорошує 3. Крім того в пристрій вхоі 2 розкриваються і цикл повторюється знову. При дить вакуумний дозуючий пристрій 22 встановлерозкритті матриць 1 і 2 планка 31 відходить від ним над заливальним вікном камери пресування кінцевого вимикача 30 клапан подачі розплаву 28 26 вище рівня розплаву в тиглі з датчиком об'єму закривається для заповнення у вакуумний дозуюдози 27, клапан подачі розплаву 28, трубопровід чий пристрій 22 нової дози. Крім того після роз32, електропневмоклапан 23, тигель плавильної криття матриць 1 і 2 відбувається виштовхування печі 25, зливний патрубок 29, кінцевий вимикач 30, виливків з матриці 1 за допомогою виштовхувачів, планка 31, а також в пристрій входить стрічковий проте враховуючи, що вони входять в тіло виливтранспортер 32, встановленій знизу під матрицями ків на глибину 0,2-0,5мм і виливки залишаються 1 і 2 з трубчатім приводним валом 33, який через утримуватися на виштовхувачах, а їх зіштовхуванштифт 34 і вал з гвинтовою канавкою 35 розрахуння на стрічку 38, транспортера 32 відбувається за кового кроку, жорстко з'єднаний з рухомою матридопомогою додаткового штовхача 36 з приводом. цею 1 яка додатково обладнана штовхачем з приПотім при зімкненні матриць 1 і 2 виливки по стріводом 36 для зіштовхування виливків 37 з чці 38 транспортера 32 видаляються з ливарної виштовхувачів встановлених в матриці 1 на стрічку машини в тару 39 або в штамп для обрубування 38 транспортера 32 по якого виливки 37 видаляпрес-залишка, облоя по роз'єму і промивників, а ються з ливарної машини в тару 39 або в штамп при розмиканні матриць 1 і 2 стрічка 38 транспордля обрубування прес-залишка, облоя по роз'єму і тера 32 повертається в початкове положення. промивників. Приводом штовхача 36 може бути механізм важеПристрій працює в такий спосіб. При зімкненні ля з коромислом, а також гідропневмокамери або матриць 1 і 2, оскільки електропневморозподількотушки з соленоїдом і стрижнем і т.д. ник 15 після закінчення змащення прес-форм заДля запобігання стрічки 38, транспортера 32 критий в порожнині 12 пневмоциліндра 7 створювід температури виливків зверху на стрічку 38, ється вакуум під дією якого через трубопровід 32, куди вони падають, необхідно прикріпить азбестовідкритий електропневмоклапан 23 у вакуумному цементний лист 40 з довжиною більше довжини дозуючому пристрої 22 також створюється розрівиливків або встановити термоізаляційний піддон. дження яке через трубопровід 24 з'єднаний з одноКрім того для видалення виливків можна заго боку з тиглем 25, а з іншою з вакуумним дозуюстосовувати ланцюговий конвейєр з піддоном, тоді чим пристроєм 22 піднімає розплав з тигля 25 до замість трубчастого приводного валу 33 потрібно тих пір, поки необхідна доза розплаву, яка визнавикористовувати зірочку. чається регулюванням датчика об’єму дози 27 не І нарешті замість застосованого пристрою із заповнить його. При спрацьовуванні датчика 27 бойнетної передачі можна застосувати конічноспрацьовує і електропневмоклапан 23 що з'єднує рейкову передачу, в якій рейка жорстко закріплена порожнину 12 пневмоциліндра 7 і вакуумний дона матриці 1, а конічка встановлена на трубчастозуючий пристрій 22 з атмосферою, внаслідок чого му приводному валу або на зірочці, внаслідок чого підйом розплаву зупиняється і розплав що залисхема видалення виливків з ливарної машини не шився в трубопроводі 24 під вагою тяжкості стікає зміниться. в тигель 25, а у вакуумному дозуючому пристрої Пропонований пристрій дозволяє автоматизу22 залишається необхідна доза розплаву. При вати трудомісткий процес змащення прес-форм, цьому трубопровід 24 приєднаний до вакуумного заливки розплаву в камеру пресування і видалендозуючого пристрою вище датчика 27. Потім після ня виливків із ливарної машини при литті під тисповного зімкнення матриць 1 і 2 під час їх закриття ком не збільшуючи циклу розкриття і закриття мапланка 31 включає кінцевий вимикач 30 який відтриць. 7 Комп’ютерна верстка Литвиненко Л. 87081 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic device for die casting
Автори англійськоюPadierin Volodymyr Mykolaiovych, Padierin Oleksii Volodymyrovych
Назва патенту російськоюАвтоматическое устройство для литья под давлением
Автори російськоюПадерин Владимир Николаевич, Падерин Алексей Владимирович
МПК / Мітки
МПК: B22D 17/22, B22D 17/20
Мітки: тиском, автоматичний, лиття, пристрій
Код посилання
<a href="https://ua.patents.su/4-87081-avtomatichnijj-pristrijj-dlya-littya-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Автоматичний пристрій для лиття під тиском</a>
Автоматичний пристрій для змащення прес-форм і заливки розплаву при литті під тиском
Номер патенту: 29639
Опубліковано: 25.01.2008
Автори: Галух Володимир Іванович, Падєрін Володимир Миколайович
МПК: B22D 17/22
Мітки: змащення, заливки, автоматичний, розплаву, литті, прес-форм, тиском, пристрій
Формула / Реферат:
Автоматичний пристрій для змащення прес-форм і заливки розплаву при литті під тиском, що містить дві матриці (1,2), пристрій (3), що розпорошує масло, бачок (4) з мастильним складом і підоймовий механізм (6), прикріплений до матриць (1,2) і до пристрою (3), що розпорошує масло, діючий при переміщенні матриць (1,2), і пневмоциліндр (7), корпус якого через важіль (8) з'єднаний з однією матрицею (2), а його поршень (9) через шток (10) і важіль...
Автоматичний пристрій для змащення прес-форм при литті під тиском
Номер патенту: 71781
Опубліковано: 15.12.2004
Автори: Іззєтов Надир Абдураманович, Гресько Олександр Павлович, Падєрін Володимир Миколайович, Лук'янов Андрій Олександрович, Галух Володимир Іванович
МПК: B22D 17/22
Мітки: тиском, автоматичний, литті, прес-форм, пристрій, змащення
Формула / Реферат:
Автоматичний пристрій для змащення прес-форм при литті під тиском, що містить дві матриці, розпорошувальний пристрій з бачком з мастильним складом і підоймовий механізм, прикріплений до матриць і до розпорошувального пристрою, що діє при переміщенні матриць, який відрізняється тим, що з метою заміни компресорів або загальних компресорних станцій, що споживають велику кількість електроенергії для забезпечення розпорошувального пристрою...
Автоматичний пристрій для змащення прес-форм і прес-поршнів при литті під тиском
Номер патенту: 40613
Опубліковано: 27.04.2009
Автори: Падєрін Олексій Володимирович, Падєрін Володимир Миколайович
МПК: B22D 17/22
Мітки: змащення, пристрій, тиском, прес-поршнів, автоматичний, прес-форм, литті
Формула / Реферат:
Автоматичний пристрій для змащення прес-форм і прес-поршнів при литті під тиском, що містить дві матриці, розпорошувальний пристрій з бачком з мастильним складом і підйомний механізм, прикріплений до матриць і до розпорошувального пристрою, що діє при переміщенні матриць, він додатково оснащений пневмоциліндром, корпус якого через важіль з'єднаний з однією матрицею, а його поршень через шток і важіль з'єднаний з іншою матрицею, при цьому під...
Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій
Номер патенту: 77717
Опубліковано: 15.01.2007
Автори: Ек Йоран, Хоканссон Хокан
МПК: B65D 5/72, B29C 45/14
Мітки: пакувальна, виконаний, тара, тиском, відкривального, пристрою, спосіб, відкривальний, яка, має, литтям, лиття, інструмент, пристрій
Формула / Реферат:
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з...
Пристрій для лиття витисканням з кристалізацією металу під тиском
Номер патенту: 58251
Опубліковано: 15.07.2003
Автори: Шинський Олег Йосипович, Тарасевич Микола Іванович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Католіченко Володимир Іванович, Барабаш Віктор Андрійович, Яковишин Олег Анатолійович
МПК: B22D 18/00
Мітки: витисканням, кристалізацією, металу, пристрій, лиття, тиском
Формула / Реферат:
1. Пристрій для лиття витисканням з кристалізацією металу під тиском, який містить верхню траверсу, рухому траверсу з контейнером, нижню траверсу з камерою витискання і механізми фіксації контейнера і камери витискання, який відрізняється тим, що в донній частині камери витискання розміщений плунжер, виконаний з можливістю надання йому після витискання рідкого металу в форму поступального в напрямку форми і обертового навколо своєї осі руху...
Попередній патент: Процес очищення сірки
Наступний патент: Радіоакустичний спосіб вимірювання швидкості та зсуву вітру в атмосферному прикордонному шарі і пристрій для його здійснення
Випадковий патент: Засіб вимірювального контролю кількісного вмісту компонентів парової фази скрапленого нафтового газу