Спосіб визначення зміни технічного стану зчленування робочий валок-шпиндель лінії головного приводу прокатної кліті
Номер патенту: 87827
Опубліковано: 25.08.2009
Автори: Подобедов Микола Іванович, Мацко Сергій Володимирович, Вереньов Валентин Володимирович, Телюк Денис Вікторович, Єрмоленко Анатолій Олександрович, Путнокі Олександр Юліусович
Формула / Реферат
Спосіб визначення зміни технічного стану зчленування робочий валок - шпиндель головної лінії приводу прокатної кліті, що включає періодичний вимір під час захоплення заготівки валками, принаймні у двох точках, значущого вібропараметра, зв'язаного з технічним станом лінії приводу, і визначення часу запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками, який відрізняється тим, що виміри виконують при різній швидкості задачі заготівки у валки, що обертаються з постійною частотою, установлюють залежність часу запізнювання від швидкості задачі заготівки у валки і по цій залежності визначають технічний стан зчленування робочий валок - шпиндель.
Текст
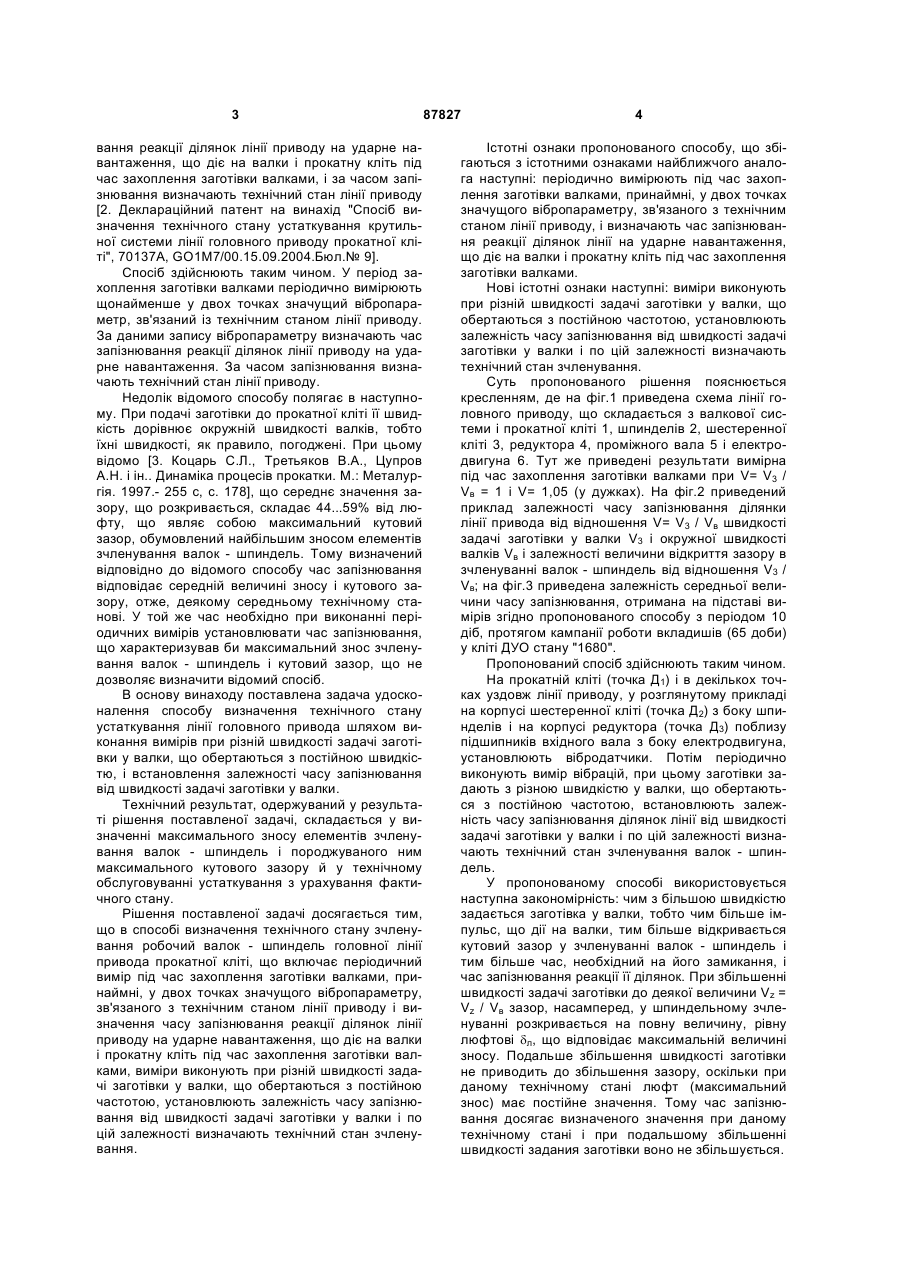
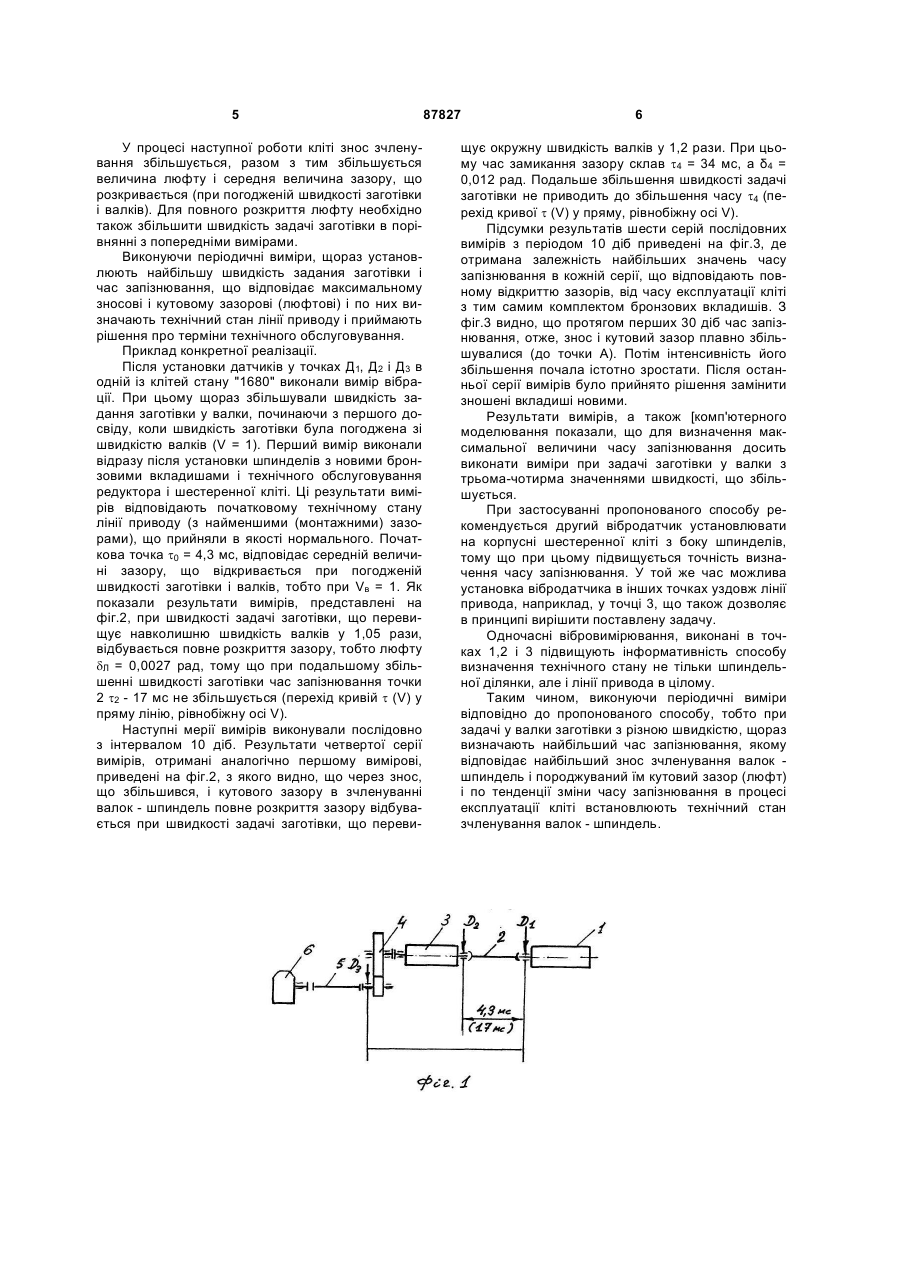
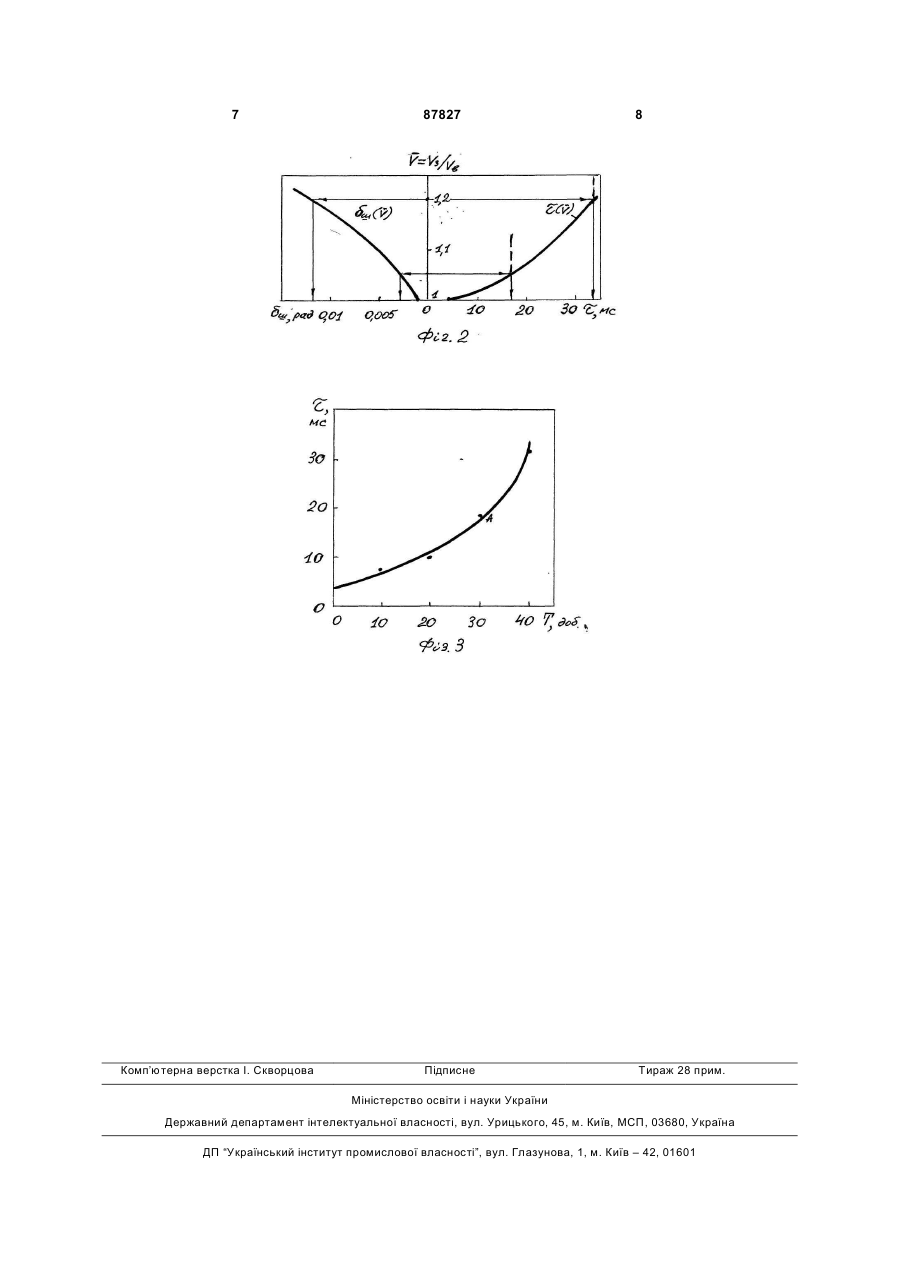
Спосіб визначення зміни технічного стану зчленування робочий валок - шпиндель головної лінії приводу прокатної кліті, що включає періодичний вимір під час захоплення заготівки валками, принаймні у двох точках, значущого вібропараметра, зв'язаного з технічним станом лінії приводу, і визначення часу запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками, який відрізняється тим, що виміри виконують при різній швидкості задачі заготівки у валки, що обертаються з постійною частотою, установлюють залежність часу запізнювання від швидкості задачі заготівки у валки і по цій залежності визначають технічний стан зчленування робочий валок шпиндель. Винахід відноситься до прокатного виробництва, саме до способів діагностування устаткування прокатних станів, і може бути використаний на прокатних станах для їхнього технічного обслуговування. Відомий спосіб визначення технічного стану механізму, зокрема, лінії головного привода, відповідно до якого здійснюють періодичний вимір, принаймні, у двох точках лінії приводу значущих вібропараметрів, зв'язаних із технічним станом лінії привода. Установлюють тенденцію їхньої зміни під часу наробітку і визначають технічний стан лінії привода і прогноз його зміни [1. Генкін М.Д., Соколова А.Г. Віброакустична діагностика машин і механізмів. М: Машинобудування. 1987. - 288с, с.21]. Відомий спосіб реагує на такі параметри технічного стану, як поломка зубів, нерівномірність їхнього зносу, ушкодження підшипників (зовнішні, внутрішні кільця, чи сепаратор тіла кочення), не співвісність валів. Однак він несприятливий до зносу елементів, які шляхом контактування одним з одним передають крутильний момент від двигуна до валкової системи кліті. Знос таких контактуючих елементів, як хвостовик валка, валкова муфта, лопата, бронзові вкладиші, призводить до розвитку кутових зазорів. Ці зазори виявляються під час захоплення заготівки валками, тобто коли вони розмикаються, а після початку росту навантаження на валках (моменту прокатування) замикаються. Зазори спричинюють істотне збільшення ударних навантажень, що несприятливо виявляється на роботі устаткування. Недолік відомого способу полягає в тому, що його застосування не дозволяє встановити в якому технічному стані знаходиться устаткування крутильної системи лінії головного приводу чи її частини, тобто наскільки розвитий знос елементів і породжувальні їм кутові зазори і яка тенденція їхнього змінювання під час експлуатації прокатної кліті. Найбільш близьким до способу, що заявляється, є спосіб визначення технічного стану устаткування головної лінії приводу прокатної кліті, що включає періодичний вимір під час захоплення заготівки валками, принаймні, у двох точках значущого вібропараметру, зв'язаного з технічним станом лінії привода, і визначення часу запізню (19) UA (11) 87827 (13) C2 (21) a200607272 (22) 30.06.2006 (24) 25.08.2009 (46) 25.08.2009, Бюл.№ 16, 2009 р. (72) ВЕРЕНЬОВ ВАЛЕНТИН ВОЛОДИМИРОВИЧ, ПОДОБЕДОВ МИКОЛА ІВАНОВИЧ, ПУТНОКІ ОЛЕКСАНДР ЮЛІУСОВИЧ, МАЦКО СЕРГІЙ ВОЛОДИМИРОВИЧ, ТЕЛЮК ДЕНИС ВІКТОРОВИЧ, ЄРМОЛЕНКО АНАТОЛІЙ ОЛЕКСАНДРОВИЧ (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "ЗАПОРІЖСТАЛЬ" (56) UA 70137, 15.09.2004 SU 1577892, 15.07.1990 SU 1533785, 07.01.1990 RU 2157983, 20.10.2000 UA 29550 C2, 15.11.2000 JP 3207514, 10.09.1991 3 вання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками, і за часом запізнювання визначають технічний стан лінії приводу [2. Деклараційний патент на винахід "Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті", 70137А, GO1M7/00.15.09.2004.Бюл.№ 9]. Спосіб здійснюють таким чином. У період захоплення заготівки валками періодично вимірюють щонайменше у двох точках значущий вібропараметр, зв'язаний із технічним станом лінії приводу. За даними запису вібропараметру визначають час запізнювання реакції ділянок лінії приводу на ударне навантаження. За часом запізнювання визначають технічний стан лінії приводу. Недолік відомого способу полягає в наступному. При подачі заготівки до прокатної кліті її швидкість дорівнює окружній швидкості валків, тобто їхні швидкості, як правило, погоджені. При цьому відомо [3. Коцарь С.Л., Третьяков В.А., Цупров А.Н. і ін.. Динаміка процесів прокатки. М.: Металургія. 1997.- 255 с, с. 178], що середнє значення зазору, що розкривається, складає 44...59% від люфту, що являє собою максимальний кутовий зазор, обумовлений найбільшим зносом елементів зчленування валок - шпиндель. Тому визначений відповідно до відомого способу час запізнювання відповідає середній величині зносу і кутового зазору, отже, деякому середньому технічному станові. У той же час необхідно при виконанні періодичних вимірів установлювати час запізнювання, що характеризував би максимальний знос зчленування валок - шпиндель і кутовий зазор, що не дозволяє визначити відомий спосіб. В основу винаходу поставлена задача удосконалення способу визначення технічного стану устаткування лінії головного привода шляхом виконання вимірів при різній швидкості задачі заготівки у валки, що обертаються з постійною швидкістю, і встановлення залежності часу запізнювання від швидкості задачі заготівки у валки. Технічний результат, одержуваний у результаті рішення поставленої задачі, складається у визначенні максимального зносу елементів зчленування валок - шпиндель і породжуваного ним максимального кутового зазору й у технічному обслуговуванні устаткування з урахування фактичного стану. Рішення поставленої задачі досягається тим, що в способі визначення технічного стану зчленування робочий валок - шпиндель головної лінії привода прокатної кліті, що включає періодичний вимір під час захоплення заготівки валками, принаймні, у двох точках значущого вібропараметру, зв'язаного з технічним станом лінії приводу і визначення часу запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками, виміри виконують при різній швидкості задачі заготівки у валки, що обертаються з постійною частотою, установлюють залежність часу запізнювання від швидкості задачі заготівки у валки і по цій залежності визначають технічний стан зчленування. 87827 4 Істотні ознаки пропонованого способу, що збігаються з істотними ознаками найближчого аналога наступні: періодично вимірюють під час захоплення заготівки валками, принаймні, у двох точках значущого вібропараметру, зв'язаного з технічним станом лінії приводу, і визначають час запізнювання реакції ділянок лінії на ударне навантаження, що діє на валки і прокатну кліть під час захоплення заготівки валками. Нові істотні ознаки наступні: виміри виконують при різній швидкості задачі заготівки у валки, що обертаються з постійною частотою, установлюють залежність часу запізнювання від швидкості задачі заготівки у валки і по цій залежності визначають технічний стан зчленування. Суть пропонованого рішення пояснюється кресленням, де на фіг.1 приведена схема лінії головного приводу, що складається з валкової системи і прокатної кліті 1, шпинделів 2, шестеренної кліті 3, редуктора 4, проміжного вала 5 і електродвигуна 6. Тут же приведені результати вимірна під час захоплення заготівки валками при V= V3 / Vв = 1 і V= 1,05 (у дужках). На фіг.2 приведений приклад залежності часу запізнювання ділянки лінії привода від відношення V= V3 / Vв швидкості задачі заготівки у валки V3 і окружної швидкості валків Vв і залежності величини відкриття зазору в зчленуванні валок - шпиндель від відношення V3 / Vв; на фіг.3 приведена залежність середньої величини часу запізнювання, отримана на підставі вимірів згідно пропонованого способу з періодом 10 діб, протягом кампанії роботи вкладишів (65 доби) у кліті ДУО стану "1680". Пропонований спосіб здійснюють таким чином. На прокатній кліті (точка Д1) і в декількох точках уздовж лінії приводу, у розглянутому прикладі на корпусі шестеренної кліті (точка Д2) з боку шпинделів і на корпусі редуктора (точка Д3) поблизу підшипників вхідного вала з боку електродвигуна, установлюють вібродатчики. Потім періодично виконують вимір вібрацій, при цьому заготівки задають з різною швидкістю у валки, що обертаються з постійною частотою, встановлюють залежність часу запізнювання ділянок лінії від швидкості задачі заготівки у валки і по цій залежності визначають технічний стан зчленування валок - шпиндель. У пропонованому способі використовується наступна закономірність: чим з більшою швидкістю задається заготівка у валки, тобто чим більше імпульс, що дії на валки, тим більше відкривається кутовий зазор у зчленуванні валок - шпиндель і тим більше час, необхідний на його замикання, і час запізнювання реакції її ділянок. При збільшенні швидкості задачі заготівки до деякої величини Vz = Vz / Vв зазор, насамперед, у шпиндельному зчленуванні розкривається на повну величину, рівну люфтові dл, що відповідає максимальній величині зносу. Подальше збільшення швидкості заготівки не приводить до збільшення зазору, оскільки при даному технічному стані люфт (максимальний знос) має постійне значення. Тому час запізнювання досягає визначеного значення при даному технічному стані і при подальшому збільшенні швидкості задания заготівки воно не збільшується. 5 У процесі наступної роботи кліті знос зчленування збільшується, разом з тим збільшується величина люфту і середня величина зазору, що розкривається (при погодженій швидкості заготівки і валків). Для повного розкриття люфту необхідно також збільшити швидкість задачі заготівки в порівнянні з попередніми вимірами. Виконуючи періодичні виміри, щораз установлюють найбільшу швидкість задания заготівки і час запізнювання, що відповідає максимальному зносові і кутовому зазорові (люфтові) і по них визначають технічний стан лінії приводу і приймають рішення про терміни технічного обслуговування. Приклад конкретної реалізації. Після установки датчиків у точках Д1, Д2 і Д3 в одній із клітей стану "1680" виконали вимір вібрації. При цьому щораз збільшували швидкість задання заготівки у валки, починаючи з першого досвіду, коли швидкість заготівки була погоджена зі швидкістю валків (V = 1). Перший вимір виконали відразу після установки шпинделів з новими бронзовими вкладишами і технічного обслуговування редуктора і шестеренної кліті. Ці результати вимірів відповідають початковому технічному стану лінії приводу (з найменшими (монтажними) зазорами), що прийняли в якості нормального. Початкова точка t0 = 4,3 мс, відповідає середній величині зазору, що відкривається при погодженій швидкості заготівки і валків, тобто при Vв = 1. Як показали результати вимірів, представлені на фіг.2, при швидкості задачі заготівки, що перевищує навколишню швидкість валків у 1,05 рази, відбувається повне розкриття зазору, тобто люфту dЛ = 0,0027 рад, тому що при подальшому збільшенні швидкості заготівки час запізнювання точки 2 t2 - 17 мс не збільшується (перехід кривій t (V) у пряму лінію, рівнобіжну осі V). Наступні мерії вимірів виконували послідовно з інтервалом 10 діб. Результати четвертої серії вимірів, отримані аналогічно першому вимірові, приведені на фіг.2, з якого видно, що через знос, що збільшився, і кутового зазору в зчленуванні валок - шпиндель повне розкриття зазору відбувається при швидкості задачі заготівки, що переви 87827 6 щує окружну швидкість валків у 1,2 рази. При цьому час замикання зазору склав t4 = 34 мс, а δ4 = 0,012 рад. Подальше збільшення швидкості задачі заготівки не приводить до збільшення часу t4 (перехід кривої t (V) у пряму, рівнобіжну осі V). Підсумки результатів шести серій послідовних вимірів з періодом 10 діб приведені на фіг.3, де отримана залежність найбільших значень часу запізнювання в кожній серії, що відповідають повному відкриттю зазорів, від часу експлуатації кліті з тим самим комплектом бронзових вкладишів. З фіг.3 видно, що протягом перших 30 діб час запізнювання, отже, знос і кутовий зазор плавно збільшувалися (до точки А). Потім інтенсивність його збільшення почала істотно зростати. Після останньої серії вимірів було прийнято рішення замінити зношені вкладиші новими. Результати вимірів, а також [комп'ютерного моделювання показали, що для визначення максимальної величини часу запізнювання досить виконати виміри при задачі заготівки у валки з трьома-чотирма значеннями швидкості, що збільшується. При застосуванні пропонованого способу рекомендується другий вібродатчик установлювати на корпусні шестеренної кліті з боку шпинделів, тому що при цьому підвищується точність визначення часу запізнювання. У той же час можлива установка вібродатчика в інших точках уздовж лінії привода, наприклад, у точці 3, що також дозволяє в принципі вирішити поставлену задачу. Одночасні вібровимірювання, виконані в точках 1,2 і 3 підвищують інформативність способу визначення технічного стану не тільки шпиндельної ділянки, але і лінії привода в цілому. Таким чином, виконуючи періодичні виміри відповідно до пропонованого способу, тобто при задачі у валки заготівки з різною швидкістю, щораз визначають найбільший час запізнювання, якому відповідає найбільший знос зчленування валок шпиндель і породжуваний їм кутовий зазор (люфт) і по тенденції зміни часу запізнювання в процесі експлуатації кліті встановлюють технічний стан зчленування валок - шпиндель. 7 Комп’ютерна верстка І. Скворцова 87827 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determination of technical state of joint working roller - spindle of rolling mill main line
Автори англійськоюVereniov Valentyn Volodymyrovych, Pobedov Mykola Ivanovich, Putnoki Oleksandr Yuliusovich, Matsko Serhii Volodymyrovych, Teliuk Denys Viktorovych, Yermolenko Anatolii Oleksandrovych
Назва патенту російськоюСпособ определения изменения технического состояния сочленения рабочий валок - шпиндель линии главного привода прокатной клети
Автори російськоюВеренев Валентин Владимирович, Подобедов Николай Иванович, Путноки Александр Юлиусович, Мацко Сергей Владимирович, Телюк Денис Викторович, Ермоленко Анатолий Александрович
МПК / Мітки
МПК: G01M 7/00, G01M 15/00
Мітки: лінії, зчленування, валок-шпиндель, приводу, головного, спосіб, робочий, зміни, кліті, технічного, визначення, прокатної, стану
Код посилання
<a href="https://ua.patents.su/4-87827-sposib-viznachennya-zmini-tekhnichnogo-stanu-zchlenuvannya-robochijj-valok-shpindel-lini-golovnogo-privodu-prokatno-kliti.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення зміни технічного стану зчленування робочий валок-шпиндель лінії головного приводу прокатної кліті</a>
Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті
Номер патенту: 70137
Опубліковано: 15.09.2004
Автори: Борщов Олексій Вікторович, Юнаков Олександр Михайлович, Мацко Сергій Володимирович, Далічук Анатолій Пантелійович, Вереньов Валентин Володимирович, Будаква Сергій Анатолійович, Путнокі Олександр Юліусович
МПК: G01M 7/02
Мітки: устаткування, системі, визначення, кліті, крутильної, технічного, лінії, головного, прокатної, стану, приводу, спосіб
Формула / Реферат:
Спосіб визначення технічного стану устаткування крутильної системи лінії головного приводу прокатної кліті, за яким періодично вимірюють, щонайменше у двох точках лінії приводу, значущий вібропараметр, зв'язаний з технічним станом лінії приводу, який відрізняється тим, що вимірювання здійснюють у період захоплення заготівки валками, при цьому визначають час запізнювання реакції ділянок лінії приводу на ударне навантаження, що діє на валки і...
Спосіб визначення технічного стану ділянок лінії головного приводу першої кліті при безперервній прокатці заготовки у двох суміжних клітях
Номер патенту: 87575
Опубліковано: 27.07.2009
Автори: Яценко Вячеслав Олександрович, Далічук Анатолій Пантелійович, Коренной Володимир Віталійович, Вишнівецький Сергій Михайлович, Путнокі Олександр Юліусович, Сімененко Олег Володимирович, Телюк Денис Вікторович, Мацко Сергій Володимирович, Шелудченко Олександр Степанович, Вереньов Валентин Володимирович
Мітки: ділянок, двох, безперервний, приводу, стану, головного, клітях, заготовки, лінії, прокатці, першої, спосіб, технічного, суміжних, визначення, кліті
Формула / Реферат:
Спосіб визначення технічного стану ділянок лінії головного приводу першої кліті прокатного стана при безперервній прокатці заготовки у двох суміжних клітях, що включає періодичне вимірювання під час захвату заготовки валками першої кліті принаймні в двох точках значимого вібропараметра, пов'язаного з технічним станом лінії приводу, визначення часу запізнення реакції ділянок лінії приводу першої кліті на ударне навантаження, діюче на валки...
Спосіб визначення технічного стану зубчатого зачеплення редуктора лінії приводу прокатної кліті
Номер патенту: 86640
Опубліковано: 12.05.2009
Автори: Путнокі Олександр Юліусович, Далічук Анатолій Пантелійович, Вереньов Валентин Володимирович, Єрмоленко Анатолій Олександрович, Телюк Денис Вікторович, Вишнівецький Сергій Михайлович, Коренной Володимир Віталійович, Сімененко Олег Володимирович, Войтович Олександр Іванович, Мацко Сергій Володимирович
МПК: G01M 7/00, G01M 13/00
Мітки: зачеплення, кліті, редуктора, приводу, визначення, прокатної, лінії, стану, технічного, зубчатого, спосіб
Формула / Реферат:
Спосіб визначення технічного стану зубчатого зачеплення редуктора лінії приводу прокатної кліті, що включає періодичне вимірювання під час захвату заготовки валками на вхідному ступені редуктора значимого вібропараметра, пов'язаного з технічним станом редуктора у період його експлуатації, який відрізняється тим, що визначають час між першими двома піками коливань вібропараметра на вхідному ступені редуктора та по його зміні в процесі...
Привідний шпиндель головного приводу прокатної кліті
Номер патенту: 87140
Опубліковано: 25.06.2009
Автори: Райнер Петер, Кляйн Ахім, Лінднер Флоріан, Бергер Майк
МПК: B21B 35/14
Мітки: приводу, привідний, шпиндель, прокатної, головного, кліті
Формула / Реферат:
1. Привідний шпиндель (1) для головного приводу прокатної кліті, який містить перший вал (3) для передачі крутного моменту від двигуна (2) приводу до муфтового елемента, зокрема до багатоклинового профілю, і другий вал (5) для передачі крутного моменту від муфтового елемента, зокрема багатоклинового профілю, через обертальний шарнір (4) до валка (6) прокатної кліті, при цьому обертальний шарнір (4) містить треф (7) валка, з'єднаний з валком...
Запобіжний шпиндель приводу прокатної кліті
Номер патенту: 67090
Опубліковано: 15.06.2004
Автори: Токарєв Роман Анатолійович, Карлушин Сергій Юрійович, Артюх Віктор Геннадійович, Артюх Геннадій Васильович
МПК: B21B 33/00
Мітки: прокатної, запобіжний, шпиндель, кліті, приводу
Формула / Реферат:
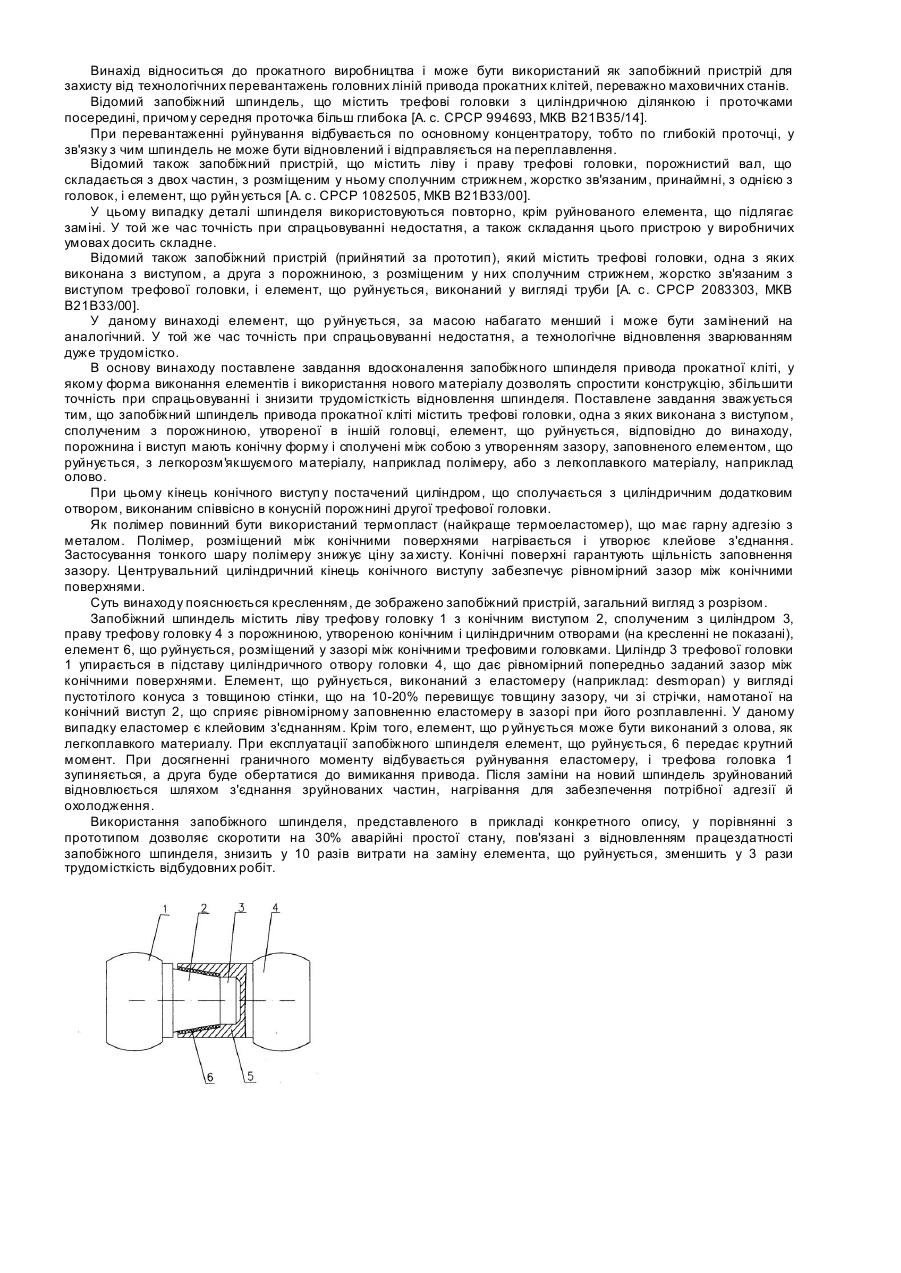
1. Запобіжний шпиндель приводу прокатної кліті, що містить трефові головки, одна з яких виконана з виступом, сполученим з порожниною, утвореною в іншій головці, та елемент, що руйнується, який відрізняється тим, що порожнина і виступ мають конічну форму і сполучені між собою з утворенням зазору, заповненого елементом, що руйнується, з легкорозм’якшуваного або з легкоплавкого матеріалу.2. Запобіжний шпиндель за п. 1, який відрізняється...
Попередній патент: Комплект валків кліті дуо для гарячої прокатки плоских заготовок
Наступний патент: Спосіб та пристрій для здійснення прокатки
Випадковий патент: Спосіб очищення поверхонь трубопроводу та пристрій для його здійснення