Комплект валків кліті дуо для гарячої прокатки плоских заготовок
Номер патенту: 87826
Опубліковано: 25.08.2009
Автори: Тилик Василій Трохимович, Вереньов Валентин Володимирович, Путнокі Олександр Юліусович, Сімененко Олег Володимирович, Піховкін Микола Миколайович, Мацко Сергій Володимирович, Чернов Костянтин Володимирович, Калабухов Віктор Іванович, Яценко Вячеслав Олександрович
Формула / Реферат
Комплект валків кліті ДУО для гарячої прокатки плоских заготовок, бочка яких містить опуклу середню частину і симетричні циліндричні ділянки, розташовані по краях бочки, який відрізняється тим, що ширина опуклої ділянки бочки одного валка складає 0,25...0,5 довжини бочки, а ширина опуклої ділянки бочки другого валка складає 0,5...0,75 ширини опуклої ділянки першого валка.
Текст
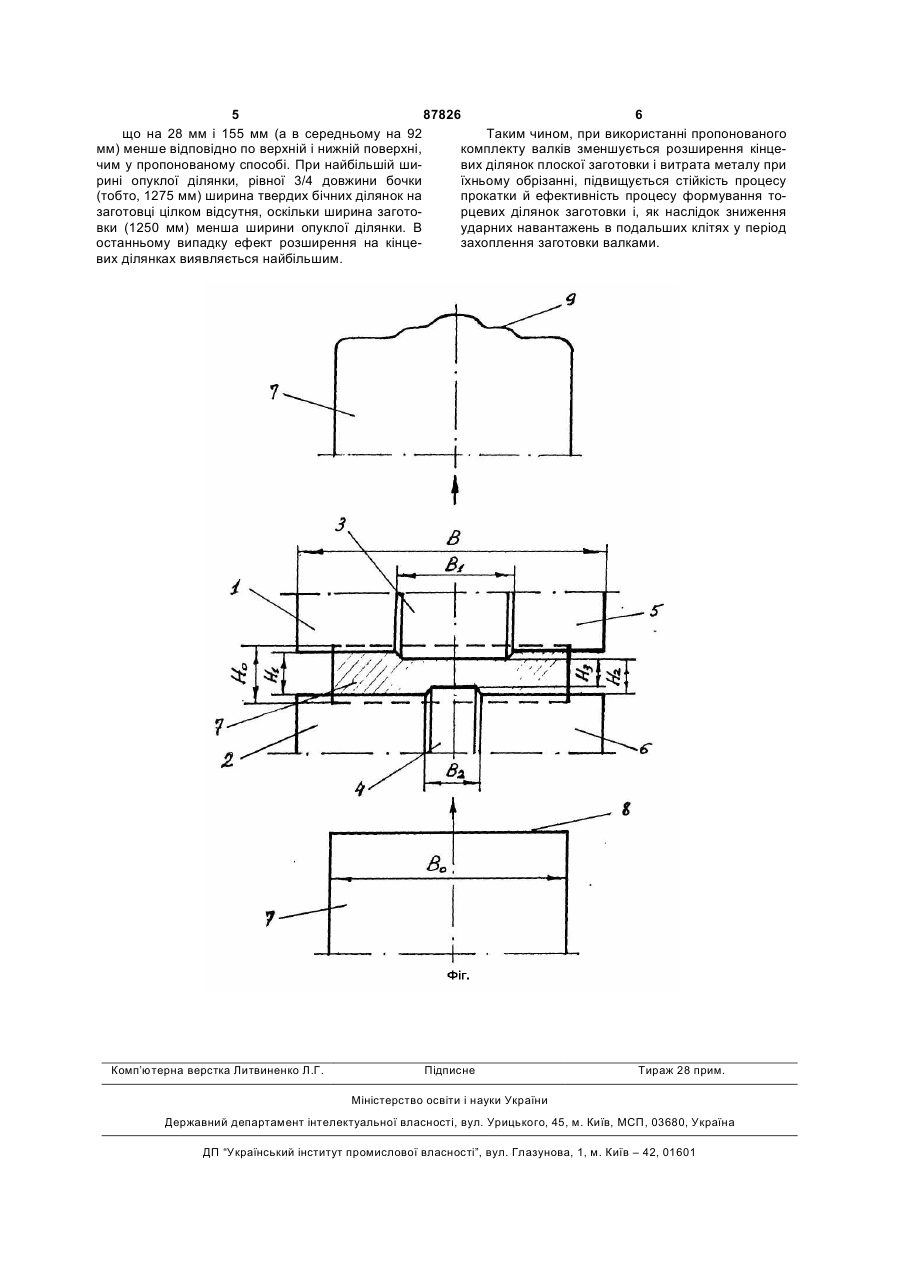
Комплект валків кліті ДУО для гарячої прокатки плоских заготовок, бочка яких містить опуклу середню частину і симетричні циліндричні ділянки, розташовані по краях бочки, який відрізняється тим, що ширина опуклої ділянки бочки одного валка складає 0,25...0,5 довжини бочки, а ширина опуклої ділянки бочки другого валка складає 0,5...0,75 ширини опуклої ділянки першого валка. (19) (21) a200607248 (22) 30.06.2006 (24) 25.08.2009 (46) 25.08.2009, Бюл.№ 16, 2009 р. (72) ВЕРЕНЬОВ ВАЛЕНТИН ВОЛОДИМИРОВИЧ, ПУТНОКІ ОЛЕКСАНДР ЮЛІУСОВИЧ, КАЛАБУХОВ ВІКТОР ІВАНОВИЧ, СІМЕНЕНКО ОЛЕГ ВОЛОДИМИРОВИЧ, МАЦКО СЕРГІЙ ВОЛОДИМИРОВИЧ, ТИЛИК ВАСИЛІЙ ТРОХИМОВИЧ, ЯЦЕНКО ВЯЧЕСЛАВ ОЛЕКСАНДРОВИЧ, ЧЕРНОВ КОСТЯНТИН ВОЛОДИМИРОВИЧ (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "ЗАПОРІЖСТАЛЬ" 3 87826 4 кромки на кінцях заготовки, зменшення розширенки 5 і 6 по краях бочки, профіль заготовки 7 у між ня і підвищення стійкості прокатки і за рахунок цьовалковому зазорі, пряма передня форма торця 8 го зниження ударних навантажень при захоплені заготовки до її прокатки і форма фігурного виступу заготовки валками. 9 на передньому торці заготовки після прокатки у Поставлена задача досягається тим, що у вівалках. домому комплекті валків для гарячої прокатки Пропонований пристрій працює в такий спосіб. плоскої заготовки, бочка яких містить опуклу сереПри підході заготовки 7 вихідної товщини Но і шидню частину і симетричні циліндричні ділянки, розрини Во до валків спочатку відбувається захопленташовані по краях бочки, передбачені наступні ня металу опуклими ділянками 3 і 4 обох валків, відмінності: ширина опуклої ділянки бочки одного потім циліндричними ділянками 5 і 6, розташованими по краях бочки. Збільшене обтиснення в севалка складає 0,25¸0,5 довжини бочки, а ширина редній частині заготовки призводить до формуопуклої ділянки бочки другого валка складає вання фігурного виступу в початковій стадії 0,5¸0,75 ширини опуклої ділянки першого валка. прокатки на передньому торці заготовки і наприкіМіж суттєвими ознаками винаходу і технічним нці прокатки на задньому торці заготовки. Прийнярезультатом, що досягається, є наступний прите співвідношення для ширини опуклих ділянок 3 і чинно-наслідковий зв'язок. 4 на кожнім валку сприяє зменшенню розширення На широкоштабових станах гарячої прокатки, кінцевих ділянок заготовки, а в процесі її прокатки наприклад, типу 1700, у чорнових клітях прокатупо всій довжині утворить своєрідний калібр як нають плоскі заготовки (сляби) з вхідною товщиною прямний на верхній і нижній стороні заготовки, що Но= 150...200 мм і шириною Вс= 1000...1500 мм. забезпечує стійкий процес прокатки. При прокатці плоскої заготовки у валках, що Приклад конкретної реалізації. заявляються, утворяться три ділянки з трьома Довжина бочки валків складає В= 1700 мм. різними явно вираженими обтисненнями за рахуВаріант 1. нок того, що опуклі ділянки обох валків виконані Ширину опуклої ділянки бочки одного валка (у різної довжини. Цілеспрямоване формування даному прикладі верхнього) прийняли рівною своєрідного калібру при прокатці плоскої заготовки В1=0,3 ´ В=510 мм, іншого валка (нижнього) В2=0,5 приводить до стійкого положення заготовки у вал´ Β1=255 мм.. ках. Виступи на валках під час прокатки відіграють роль направляючих, перешкоджаючому зсувові Середня вихідна ширина заготовки Во= 1250 заготовки від осі прокатки. мм, товщина Но= 170 мм. Ширина твердих бокових Ширина опуклої ділянки бочки першого валка, ділянок, що прокатуються циліндричними бічними рівна 0,25...0,5 довжини бочки, сприяє більш конділянками валків, складає: по верхній поверхні центрованому формуванню фігурного виступу в заготовки 0,5 ´ (1250 - 510)=370 мм; по нижній посередній по ширині частини плоскої заготовки і верхні заготовки 0,5 ´ (1250-255) » 497 мм, а в сезменшенню розширення на її кінцевих ділянках. редньому 0,5 ´ (370+497)=434 мм. Ширина опуклої ділянки бочки другого валка, Для заготовки шириною 1500 мм ширина твеприйнята меншої ширини опуклої ділянки першого рдих бічних ділянок збільшиться і складе: по верхвалка, і рівна 0,5...0,75 ширини останнього, підсиній поверхні 495 мм, по нижній - 623 мм, а в серелює ефект концентрації формування фігурного дньому 560 мм, що призводить до істотного виступу в середній частині заготовки і зменшення зменшення розширення кінцевих ділянок заготоврозширення кінцевих ділянок. ки. Це пояснюється тим, що прийнята ширина Варіант 2. опуклих ділянок валків забезпечує утворення по Ширину опуклої ділянки одного валка прийняобидва боки заготовки широких жорстких бічних ли рівною В1= 0,5 ´ Β=850 мм, іншого В2=0,75 ´ зон. B1=637 мм. При прокатці заготовки шириною 1250 Формування зазначених зон на кінцевих ділянмм ширина жорстких бокових ділянок по верхній ках, коли в початковій стадії захоплення заготовки поверхні складе 0,5 ´ (1250-850)=200 мм, по нижвалками ведеться нерівномірне по її ширині обтиній - 0,5 ´ (1250-637) =306 мм, а в середньому 253 снення, перешкоджає розширенню кінцевих ділямм. нок заготовки. При підході заготовки до валків спочатку відПри прокатці широких смуг, коли діють максибувається її захоплення опуклими ділянками з мальні навантаження, рекомендується застосуванайбільшим обтисненням ΔΗ3 = Но - Н3, потім із ти валки зі співвідношенням В1=(0,4...0...0,5)В і B2= проміжним обтисненням ΔΗ2 = Но - Н2 і після цього (0,5...0...0,6)B1, при прокатці вузьких смуг рекомез обтисненням у бічних граней ΔΗ1=Нo-Н1. Завдяки ндуються співвідношення В1=(0,25...0...0,4)В і подвійній різниці обтиснення ΔΗ3 і ΔΗ2 на торцях В2=(0,6...0...0,75)В1. Це сприяє більш ефективному заготовки формується виступ, а наявність твердих утворенню фігурного виступу і зменшенню розшибокових ділянок перешкоджає розширенню кінцерення кінцевих ділянок заготовки. вих ділянок заготовки і забезпечує стійкий процес З метою спрощення виготовлення комплекту прокатки всієї заготовки. валків опуклі ділянки рекомендується виконувати У відомому способі [2] для тієї ж ширини загоциліндричної форми. товки 1250 мм при найменшій ширині опуклої діСутність пропонованого рішення пояснюється лянки, рівної 1/3 довжини бочки, ширина твердих кресленням, де на Фіг. показаний комплект валків, бічних ділянок складе що складається з верхнього валка 1 і нижнього 0,5 ´ (1250 - 1/3 ´ 1700) = 342 мм, валка 2, бочка кожного з яких включає опуклу середню ділянку 3 і 4 і симетричні циліндричні ділян 5 87826 6 що на 28 мм і 155 мм (а в середньому на 92 Таким чином, при використанні пропонованого мм) менше відповідно по верхній і нижній поверхні, комплекту валків зменшується розширення кінцечим у пропонованому способі. При найбільшій шивих ділянок плоскої заготовки і витрата металу при рині опуклої ділянки, рівної 3/4 довжини бочки їхньому обрізанні, підвищується стійкість процесу (тобто, 1275 мм) ширина твердих бічних ділянок на прокатки й ефективність процесу формування тозаготовці цілком відсутня, оскільки ширина заготорцевих ділянок заготовки і, як наслідок зниження вки (1250 мм) менша ширини опуклої ділянки. В ударних навантажень в подальших клітях у період останньому випадку ефект розширення на кінцезахоплення заготовки валками. вих ділянках виявляється найбільшим. Комп’ютерна верстка Литвиненко Л.Г. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSet of rolls of two-high mill stand for hot rolling slabs
Автори англійськоюVereniov Valentyn Volodymyrovych, Putnoki Oleksandr Yuliusovich, Kalabukhov Viktor Ivanovych, Simenenko Oleh Volodymyrovych, Matsko Serhii Volodymyrovych, Tylyk Vasylii Trokhymovych, Yatsenko Viacheslav Oleksandrovych, Pikhovkin Mykola Mykolaiovych, Chernov Kostiantyn Volodymyrovych
Назва патенту російськоюКомплект валков клети дуо для горячей прокатки плоских заготовок
Автори російськоюВеренев Валентин Владимирович, Путноки Александр Юлиусович, Калабухов Виктор Иванович, Симененко Олег Владимирович, Мацко Сергей Владимирович, Тилик Василий Трофимович, Яценко Вячеслав Александрович, Пиховкин Николай Николаевич, Чернов Константин Владимирович
МПК / Мітки
МПК: B21B 27/02
Мітки: плоских, кліті, дуо, комплект, прокатки, заготовок, валків, гарячої
Код посилання
<a href="https://ua.patents.su/3-87826-komplekt-valkiv-kliti-duo-dlya-garyacho-prokatki-ploskikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Комплект валків кліті дуо для гарячої прокатки плоских заготовок</a>
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: комплект, кліті, подушок, кварто, валків
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Пилипенко Сергій Степанович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 27/00
Мітки: стану, листового, прокатної, валків, кліті, комплект
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Спосіб і установка для гарячої прокатки штаб у прокатній кліті стеккеля
Номер патенту: 79184
Опубліковано: 25.05.2007
Автори: Райхель Хайко, Кірштайн Хартмут
МПК: B21B 1/30
Мітки: прокатки, установка, гарячої, прокатній, спосіб, кліті, штаб, стеккеля
Формула / Реферат:
1. Спосіб гарячої прокатки штаб, при якому штабу піддають реверсивній прокатці у прокатній кліті (8) Стеккеля і транспортують між двома пічними моталками (9, 10), кожна з яких розташована з одного боку прокатної кліті (8) Стеккеля, за допомогою тягнучих пристроїв (17, 18), розташованих між відповідною пічною моталкою (9, 10) і прокатною кліттю (8) Стеккеля, причому штабу обрізують, який відрізняється тим, що штабу під час реверсивної прокатки...
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: спосіб, стані, широкоштабовому, прокатки, штаб, гарячої
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб регулювання профілю робочих валків безперервного тонколистового стану гарячої прокатки
Номер патенту: 32161
Опубліковано: 15.12.2000
Автори: Солтан Станіслав Леонідович, Яланський Вячеслав Петрович, Путнокі Олександр Юліусович, Піховкін Микола Миколайович, Тилик Василь Трохимович, Штехно Олег Миколайович, Коваль Сергій Миколайович, Мовшович Вілорд Соломонович
МПК: B21B 37/00
Мітки: регулювання, прокатки, спосіб, стану, безперервного, валків, профілю, гарячої, тонколистового, робочих
Текст:
...я клітей зусилля противигину досягло граничного значення І у регулюванні приймають участь дві КЛІТІ , то кожна з них відпрацьовує 1/2 відхилення. Необхідна величина зміни зусилля противигину у останньої КЛІТІ Є наймень-шою, що дозволяє використовувати у кожному відокремленому циклі регулюванню найменьшу частину обмеженого діапазону регулювання противигину, а це дає можливість найбільш раціонально використовувати ресурс найбільш елективної у...
Попередній патент: Тонкоплівковий випарник
Наступний патент: Спосіб визначення зміни технічного стану зчленування робочий валок-шпиндель лінії головного приводу прокатної кліті
Випадковий патент: Спосіб отримання кристалічної форми орлістату