Пристрій для фрезорозточування отворів великих діаметрів та довжин

Формула / Реферат
Пристрій для фрезорозточування отворів великих діаметрів та довжини, який містить ламельний супорт, шпиндельну групу, привод обертання, який відрізняється тим, що додатково містить опорні механізми, пов'язані з гідромеханічною системою пристрою.
Текст
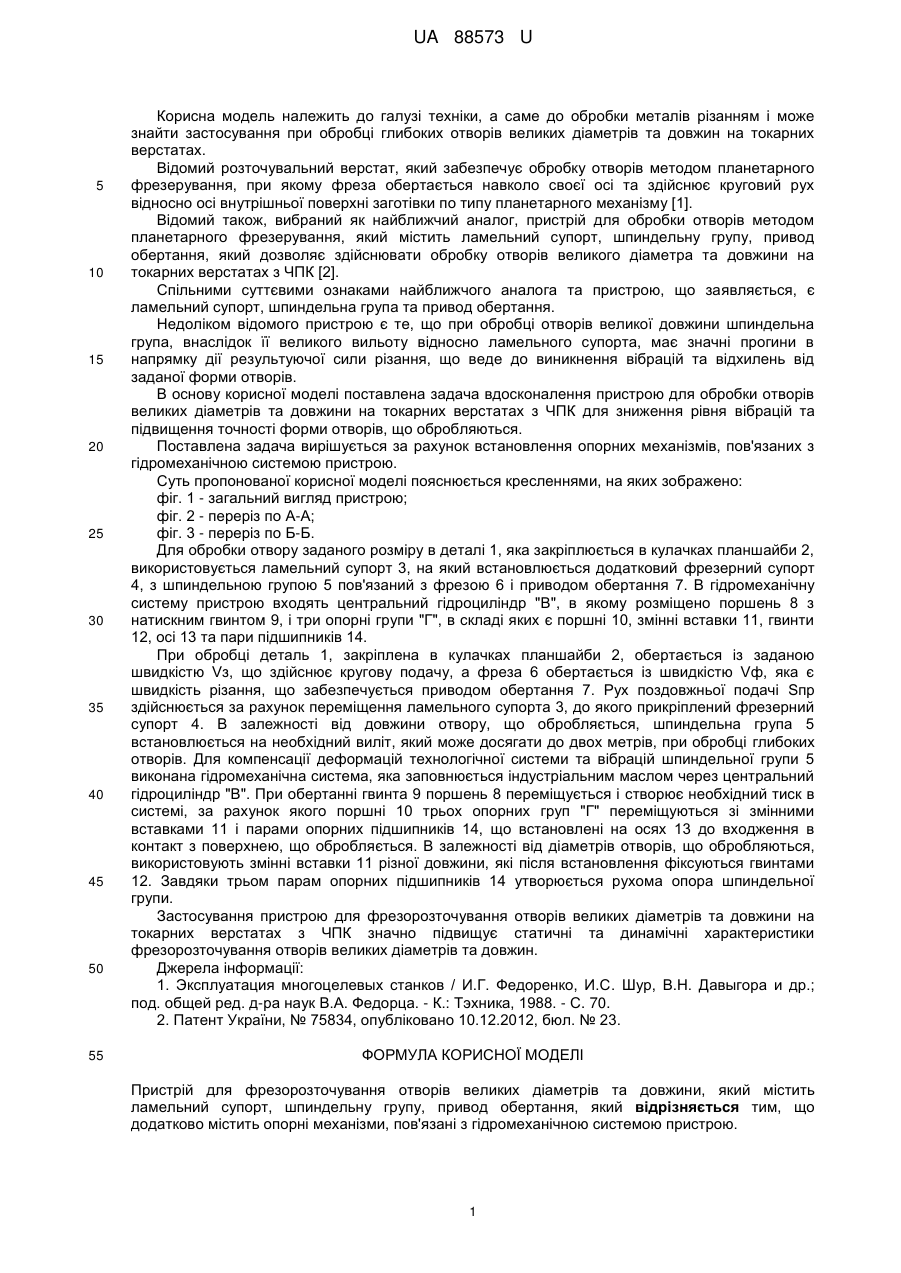
Реферат: UA 88573 U UA 88573 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів різанням і може знайти застосування при обробці глибоких отворів великих діаметрів та довжин на токарних верстатах. Відомий розточувальний верстат, який забезпечує обробку отворів методом планетарного фрезерування, при якому фреза обертається навколо своєї осі та здійснює круговий рух відносно осі внутрішньої поверхні заготівки по типу планетарного механізму [1]. Відомий також, вибраний як найближчий аналог, пристрій для обробки отворів методом планетарного фрезерування, який містить ламельний супорт, шпиндельну групу, привод обертання, який дозволяє здійснювати обробку отворів великого діаметра та довжини на токарних верстатах з ЧПК [2]. Спільними суттєвими ознаками найближчого аналога та пристрою, що заявляється, є ламельний супорт, шпиндельна група та привод обертання. Недоліком відомого пристрою є те, що при обробці отворів великої довжини шпиндельна група, внаслідок її великого вильоту відносно ламельного супорта, має значні прогини в напрямку дії результуючої сили різання, що веде до виникнення вібрацій та відхилень від заданої форми отворів. В основу корисної моделі поставлена задача вдосконалення пристрою для обробки отворів великих діаметрів та довжини на токарних верстатах з ЧПК для зниження рівня вібрацій та підвищення точності форми отворів, що обробляються. Поставлена задача вирішується за рахунок встановлення опорних механізмів, пов'язаних з гідромеханічною системою пристрою. Суть пропонованої корисної моделі пояснюється кресленнями, на яких зображено: фіг. 1 - загальний вигляд пристрою; фіг. 2 - переріз по А-А; фіг. 3 - переріз по Б-Б. Для обробки отвору заданого розміру в деталі 1, яка закріплюється в кулачках планшайби 2, використовується ламельний супорт 3, на який встановлюється додатковий фрезерний супорт 4, з шпиндельною групою 5 пов'язаний з фрезою 6 і приводом обертання 7. В гідромеханічну систему пристрою входять центральний гідроциліндр "В", в якому розміщено поршень 8 з натискним гвинтом 9, і три опорні групи "Г", в складі яких є поршні 10, змінні вставки 11, гвинти 12, осі 13 та пари підшипників 14. При обробці деталь 1, закріплена в кулачках планшайби 2, обертається із заданою швидкістю Vз, що здійснює кругову подачу, а фреза 6 обертається із швидкістю Vф, яка є швидкість різання, що забезпечується приводом обертання 7. Рух поздовжньої подачі Sпp здійснюється за рахунок переміщення ламельного супорта 3, до якого прикріплений фрезерний супорт 4. В залежності від довжини отвору, що обробляється, шпиндельна група 5 встановлюється на необхідний виліт, який може досягати до двох метрів, при обробці глибоких отворів. Для компенсації деформацій технологічної системи та вібрацій шпиндельної групи 5 виконана гідромеханічна система, яка заповнюється індустріальним маслом через центральний гідроциліндр "В". При обертанні гвинта 9 поршень 8 переміщується і створює необхідний тиск в системі, за рахунок якого поршні 10 трьох опорних груп "Г" переміщуються зі змінними вставками 11 і парами опорних підшипників 14, що встановлені на осях 13 до входження в контакт з поверхнею, що обробляється. В залежності від діаметрів отворів, що обробляються, використовують змінні вставки 11 різної довжини, які після встановлення фіксуються гвинтами 12. Завдяки трьом парам опорних підшипників 14 утворюється рухома опора шпиндельної групи. Застосування пристрою для фрезорозточування отворів великих діаметрів та довжини на токарних верстатах з ЧПК значно підвищує статичні та динамічні характеристики фрезорозточування отворів великих діаметрів та довжин. Джерела інформації: 1. Эксплуатация многоцелевых станков / И.Г. Федоренко, И.С. Шур, В.Н. Давыгора и др.; под. общей ред. д-ра наук В.А. Федорца. - К.: Тэхника, 1988. - С. 70. 2. Патент України, № 75834, опубліковано 10.12.2012, бюл. № 23. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Пристрій для фрезорозточування отворів великих діаметрів та довжини, який містить ламельний супорт, шпиндельну групу, привод обертання, який відрізняється тим, що додатково містить опорні механізми, пов'язані з гідромеханічною системою пристрою. 1 UA 88573 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюKhoroshailo Vadym Viktorovych
Автори російськоюХорошайло Вадим Викторович
МПК / Мітки
МПК: B23B 1/00
Мітки: фрезорозточування, отворів, діаметрів, пристрій, великих, довжин
Код посилання
<a href="https://ua.patents.su/4-88573-pristrijj-dlya-frezoroztochuvannya-otvoriv-velikikh-diametriv-ta-dovzhin.html" target="_blank" rel="follow" title="База патентів України">Пристрій для фрезорозточування отворів великих діаметрів та довжин</a>
Спосіб обробки отворів великих діаметрів на важких токарних верстатах з числовим програмним керуванням
Номер патенту: 75834
Опубліковано: 10.12.2012
Автор: Хорошайло Вадим Вікторович
МПК: B23B 1/00
Мітки: важких, токарних, числовим, обробки, верстатах, отворів, керуванням, великих, програмним, діаметрів, спосіб
Формула / Реферат:
Спосіб обробки отворів великих діаметрів на важких токарних верстатах з числовим програмним керуванням шляхом фрезерування, який відрізняється тим, що обертання фрези навколо своєї осі та її поздовжнє переміщення здійснюється фрезерним супортом, а рух кругової подачі виконується деталлю, закріпленою на планшайбі.
Рухомий люнет для розточування отворів великих діаметрів та довжини на токарних верстатах
Номер патенту: 85983
Опубліковано: 10.12.2013
Автор: Хорошайло Вадим Вікторович
МПК: B23B 1/00
Мітки: токарних, люнет, розточування, діаметрів, великих, рухомий, отворів, верстатах, довжини
Формула / Реферат:
Рухомий люнет для розточування отворів великих діаметрів та довжини на токарних верстатах, який містить корпус з опорними елементами у вигляді набору телескопічних циліндрів з фіксуючими гвинтами, встановлений на оправці, який відрізняється тим, що корпус має плоскі напрямні і вилку, яка охоплює державку різця з трьох сторін, а оправка пристрою має плоскі поверхні, дотичні до напрямних корпусу.
Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах
Номер патенту: 74324
Опубліковано: 25.10.2012
Автор: Хорошайло Вадим Вікторович
МПК: B23B 1/00
Мітки: діаметрів, токарних, глибоких, верстатах, великих, отворів, розточування, спосіб
Формула / Реферат:
Спосіб розточування глибоких отворів великих діаметрів на токарних верстатах, що включає переміщення розточувального різця вздовж осі деталі в отворі, який відрізняється тим, що розточування виконують з притисканням розточувального різця до поверхні, що обробляється, пристроєм з телескопічними циліндрами, який розміщують на оправці і переміщують вздовж її осі.
Інструмент для заміру діаметрів отворів
Номер патенту: 64993
Опубліковано: 15.03.2004
Автори: Левкович Михайло Генадійович, Матвійчук Анатолій Васильович, Гевко Ігор Богданович
Мітки: інструмент, діаметрів, отворів, заміру
Формула / Реферат:
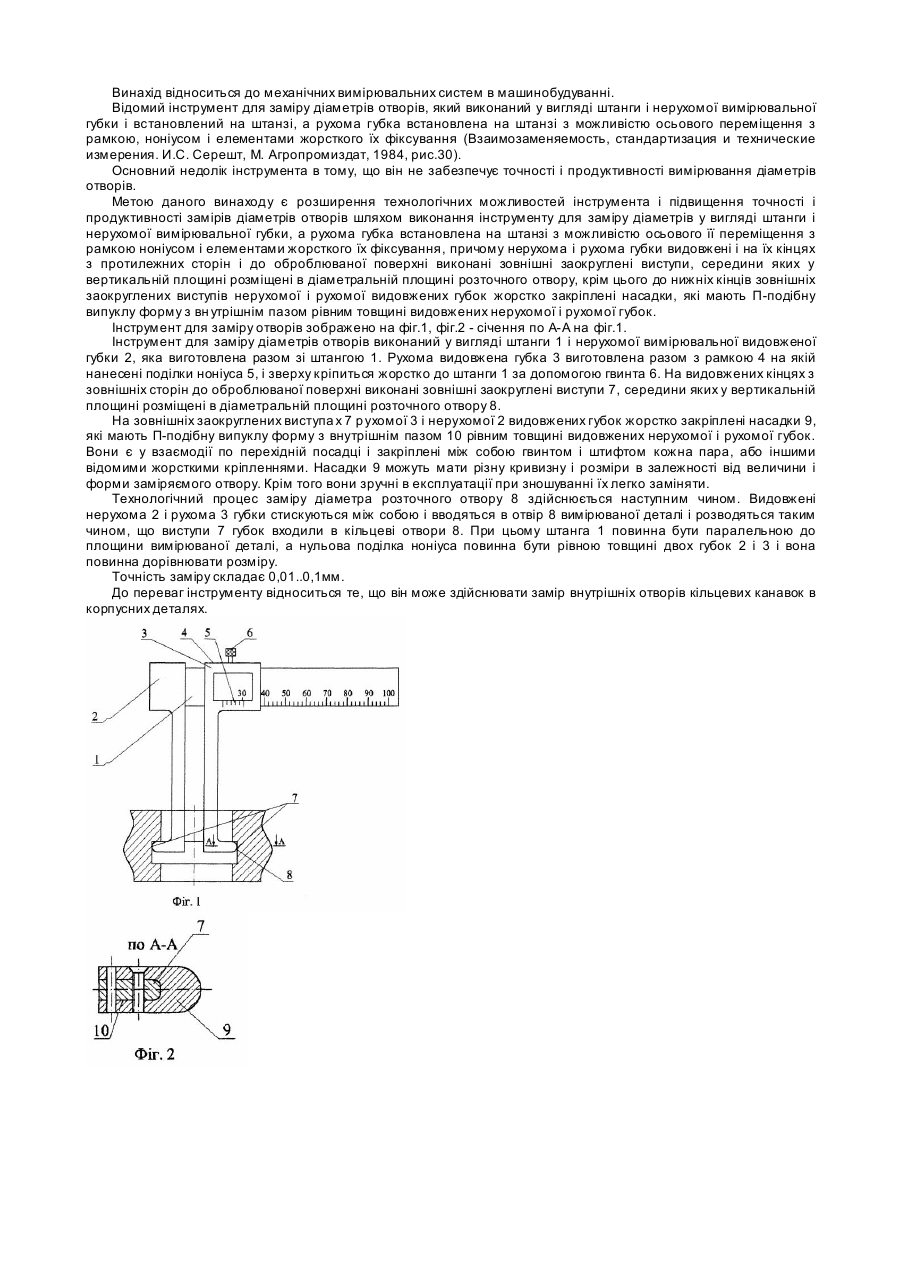
1. Інструмент для заміру діаметрів отворів, який виконаний у вигляді штанги і нерухомої вимірювальної губки, а рухома губка встановлена на штанзі з можливістю осьового її переміщення з рамкою, ноніусом і елементами жорсткого їх фіксування, який відрізняється тим, що нерухома і рухома губки подовжені і на їх кінцях з зовнішніх сторін до оброблюваної поверхні виконані зовнішні заокруглені виступи, середини яких у вертикальній площині розміщені...
Пристрій для нарізання внутрішніх різьб малих діаметрів
Номер патенту: 66816
Опубліковано: 15.06.2004
Автори: Резінкіна Тетяна Валеріївна, Полянцев Іван Олександрович, Канарєєв Фелікс Миколайович
МПК: B23G 1/00
Мітки: малих, внутрішніх, різьб, нарізання, діаметрів, пристрій
Формула / Реферат:
Пристрій для нарізання внутрішніх різьб малих діаметрів, що містить корпус, привід головного руху, механізм подачі, шпиндель, патрон, мітчик, який відрізняється тим, що в корпусі встановлена з можливістю обертання втулка, кінематично зв'язана з приводом, всередині якої розміщено шпиндель і на зазначеній втулці встановлено стакан, а на останньому закріплено диск з отвором, причому конфігурація отвору відповідає конфігурації поперечного...
Попередній патент: Спосіб діагностики якості технологічної системи
Наступний патент: Система керування гідростатом
Випадковий патент: Спосіб пакетування будівельних виробів