Прокатний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 73985
Опубліковано: 17.10.2005
Автори: Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Стеч Володимир Станіславович
Формула / Реферат
Прокатний стан для виробництва тонкої гарячекатаної штаби, що містить підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, який відрізняється тим, що він обладнаний додатковою реверсивною чорновою кліттю, встановленою між згаданою чорновою реверсивною кліттю і згортальним пристроєм з утворенням безперервної реверсивної прокатної групи зі згаданою чорновою кліттю, при цьому відстань від додаткової реверсивної чорнової кліті до згортального пристрою вибрано за умови, що вона визначається довжиною штаби, отриманої у першому чорновому проході через безперервну чорнову реверсивну прокатну групу за формулою:
 ,
,
де L - відстань між додатковою реверсивною чорновою кліттю і згортальним пристроєм, Lпол. - довжина штаби у першому чорновому проході, Vn - швидкість руху штаби при прокатці, а - уповільнення руху при гальмуванні штаби.
Текст
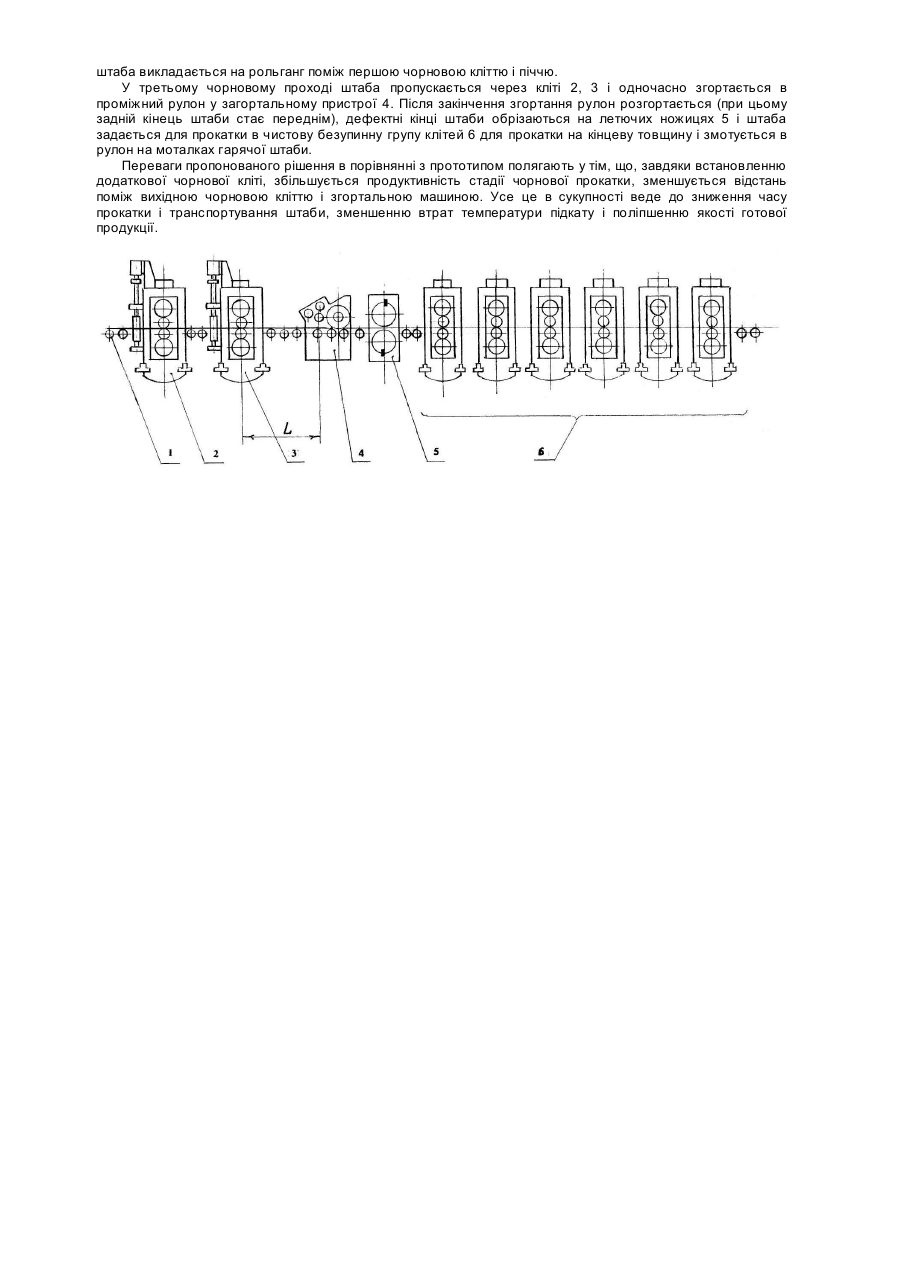
Винахід відноситься до металургійного машинобудування, а саме - до напівбезперервних станів гарячої прокатки штаби, що встановлюються в прокатних цехах металургійних заводів для виробництва зі слябів тонкої гарячекатаної штаби. Відомий напівбезперервний стан [Прокатное производство. Учебник для вузов, 3-е издание, Полухин П.И., Федосов Н.М., Королев Α.Α., Матвеев Ю.М., М., Металлургия, 1982г., с. 381-391], який містить: - печі для підігріву слябів; - прокатну кліть з вертикальними валками; - першу чорнову реверсивну прокатну кліть; - універсальну чорнову реверсивну чотиривалкову прокатну кліть; - летючі ножиці; - безупинну чистову прокатну групу, яка складається із шести прокатних клітей; - дві моталки для змотування готової гарячої штаби. Одержання тонкої гарячекатаної штаби зі сляба здійснюється в наступній технологічній послідовності: сляби після нагрівання в печі направляють у кліть з вертикальними валками і першу чорнову реверсивну кліть. У процесі прокатки штаба рухається в реверсивному режимі по рольгангу і після останнього чорнового проходу в першій кліті задається в чорнову чотиривалкову кліть для реверсивної прокатки у ній. Відстань поміж клітями обрано таким чином, щоб підкат максимальної довжини розміщався поміж ними. Після прокатки в чорновій групі клітей і обрізки дефектних кінців штаби на летючих ножицях штаба по рольгангах передається в безперервну чистову групу клітей, де прокатується до кінцевої товщини і змотується на моталках у рулон. Недоліки описуваного стану наступні: - великі відстані поміж чорновими клітями для розміщення поміж ними підкату проміжної довжини; - великі відстані поміж чорновою кліттю і чистовою прокатною групою для розміщення підкату максимальної довжини після останнього чорнового проходу; - вищезгадані недоліки, тобто великі технологічні відстані поміж прокатними клітями, ведуть до додаткових витрат тепла при транспортуванні штаби, що істотно впливає на якість, і росту габаритів стану, що підвищує його металомісткість. У якості прототипу обраний напівбезперервний стан по патенту США №3803891, В21В1/32. Стан містить наступне устаткування: - печі для підігріву слябів; - транспортні і робочі рольганги; - реверсивну чорнову кліть; - проміжний згортальний пристрій; - летючі ножиці; - безупинну чистову прокатну групу, що складається із шести прокатних клітей; - групу моталок для змотування готової гарячої штаби. Технологія прокатки на цьому стані включає: - чорнову реверсивну прокатку штаби в чорновій кліті; - згортку штаби на проміжному згортальному пристрої під час останнього чорнового проходу; - наступне розгорнення штаби, обрізку кінців на летючих ножицях і задачу в безупинну чистову групу клітей; - прокатку в безупинній чистовій групі клітей до кінцевої товщини; - змотування готової штаби на моталки. У цьому способі прокатки, на відміну від аналога, реверсивна чорнова кліть максимально наближена до чистової групи клітей за рахунок встановлення перед ними згортального пристрою. Тому підкат в останньому чорновому проході не викладається на всю довжину на проміжному рольгангу, а згортається в рулон, з якого штаба подається в чистові кліті. Недоліки стану: - низька продуктивність стадії чорнової прокатки через наявність однієї чорнової кліті, що приводить до збільшення часу обробки прокату на цій стадії і додатковому охолодженню штаби перед чистовою прокаткою, що знижує якість готової штаби; - збільшена відстань поміж чорновою кліттю і згортальною машиною, необхідна з технологічних умов прокатки, тобто для розміщення підкату, отриманого в передостанньому непарному чорновому проході, наприклад, після 3-го проходу при загальній їхній кількості рівній 5; чи після 5-го проходу, при загальній їхній кількості рівній 7. Збільшена відстань веде до додаткового охолодження штаби при транспортуванні по рольгангу поміж чорновою кліттю і згортальною машиною, що негативно впливає на її якість. До основи винаходу поставлена задача підвищення якості тонких штабів. Ця задача вирішується за рахунок технічного результату, який полягає у зменшенні втрат тепла проміжного підкату при чорновій прокатці. Для досягнення вищевказаного результату стан, що включає підігрівальну піч, транспортні і робітники рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, відповідно до винаходу постачений додатковою реверсивною чорновою кліттю, встановленою поміж згаданою чорновою реверсивною кліттю і згортальним пристроєм, утворюючи безперервну реверсивну прокатну групу зі згаданою чорновою кліттю, при цьому відстань від додаткової реверсивної чорнової кліті до згортального пристрою, обрано за умови, що вона визначається довжиною штаби, отриманої в першому чорновому проході через безупинну чорнову реверсивну прокатну групу по формулі: 2 Vn ; 2a де L - відстань поміж додатковою реверсивною чорновою кліттю і згортальним пристроєм; Lпол. - довжина штаби в першому чорновому проході; Vn - швидкість штаби при прокатці; L = L пол. + а - уповільнення при гальмуванні руху штаби. У результаті порівняльного аналізу запропонованого рішення з прототипом встановлено, що вони мають наступні загальні ознаки: - підігрівальну піч; - чорнову реверсивну кліть; - згортальний пристрій; - летючі відрізні ножиці; - чистову безупинну прокатну групу, що складається з декількох клітей; - транспортні і робочі рольганги; - групу моталок для змотування штаби в рулон; а також відмінні ознаки: - додаткова реверсивна чорнова кліть, що утворює безперервну реверсивну прокатну групу з першою чорновою кліттю; - відстань від додаткової реверсивної чорнової кліті до згортального пристрою обрано з умови, що вони визначається довжиною штаби, отриманої в першому чорновому проході через безперервну чорнову реверсивну прокатну групу по формулі: 2 Vn ; 2a де L - відстань поміж додатковою реверсивною чорновою кліттю і згортальним пристроєм; Lпол. - довжина штаби в першому чорновому проході; Vn - швидкість руху штаби при прокатці; a - уповільнення руху при гальмуванні штаби. Таким чином, запропонований прокатний стан має нові складові частини, нову форму виконання цих частин, нове розміщення складових частин відносно один одного. Поміж відмінними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки тому, що прокатний стан постачений додатковою реверсивною чорновою кліттю, що утворює безупинну реверсивну прокатну групу з першою чорновою кліттю, стало можливим вести чорнову прокатку за 3 чорнових проходи через дві кліті, що зменшує час і збільшує продуктивність чорнової прокатки. Крім того, у запропонованому стані стало можливим зменшити приблизно в 1,5 рази відстань від додаткової реверсивної чорновий кліті до згортального пристрою, тому що довжина підкату після першого чорнового проходу через дві кліті у 1,5 рази коротше довжини підкату по прототипу, визначеної третім проходом через чорнову кліть (у технології прокатки по прототипу - 5 чорнових реверсивних проходів). Завдяки збільшенню продуктивності чорнової прокатки зменшився час її здійснення, що скоротило втрату тепла проміжного підкату на цій операції, а також зменшилася втрата тепла підкату при транспортуванні його на проміжних рольгангах між чорновою групою і машиною, що згортає, тому що їхня довжина значно скорочена в порівнянні з прототипом. Зменшення втрати тепла підкату на вищеописаних етапах його обробки призвело до підвищення якості готової штаби. Виключення з вищевказаної сукупності відмінних ознак хоча б однієї не забезпечує досягнення технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, має винахідницький рівень, тому запропонована конструкція стану для виробництва тонкої гарячекатаної штаби для фахівців наявним чином не випливає з рівня техніки. Технічне рішення, що заявляється, практично застосовано, тому що його технологічне і технічне виконання не представляє труднощів. По цьому рішенню виконаний ескізний проект стану 1500 для Новоліпецького металургійного комбінату. Таким чином, рішенню, що заявляється, може бути представлена правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано, тобто відповідає всім критеріям винаходу. Технічне рішення, що заявляється, пояснюється кресленням, на якому зображено розташування обладнання напівбезупинного стану, вид збоку. Стан для виробництва тонкої гарячекатаної штаби складається з підігрівальної печі (на кресленні не зображена), транспортних і робочих рольгангів 1, чорнової безупинної прокатної групи, що складається з двох клітей 2 і 3, загортального пристрою 4, розташованого на відстані L за додатковою чорновою кліттю 3, летючих відрізних ножиців 5, чистової безперервної прокатної групи 6, яка складається з 6-ти клітей. Прокатний стан містить також групу моталок для змотування гарячої штаби в рулони (на кресленні не показані). Відстань L поміж чорновою реверсивною кліттю 3 і згортальною машиною 4 визначається з урахуванням розміщення поміж ними штаби в першому чорновому проході через кліті 2, 3 і ділянки рольганга, на якій штаба сповільнюється зі швидкості прокатки до повного зупинення перед реверсом. В аналітичній формі ця відстань виражається формулою: L = L пол. + 2 Vn ; 2a де L - відстань поміж додатковою реверсивною чорновою кліттю і згортальним пристроєм; Lпол. - довжина штаби у першому чорновому проході; Vn - швидкість штаби при прокатці; а - уповільнення руху при гальмуванні штаби. Прокатний стан працює наступним чином. Заготівка після нагрівання в печі по рольгангах 1 подається для реверсивної прокатки в чорнову реверсивну прокатну групу і у першому проході пропускається через кліті 2, 3. Прокатка здійснюється одночасно в двох клітях і після першого проходу штаба розміщається поміж кліттю 3 і згортальним пристроєм 4 на проміжному рольгангу. Довжина підкату після першого проходу визначає відстань L, на яку згортальна машина 4 відстоїть від прокатної кліті 3. Після другого реверсивного проходу через кліті 3, 2 L = L пол. + штаба викладається на рольганг поміж першою чорновою кліттю і піччю. У третьому чорновому проході штаба пропускається через кліті 2, 3 і одночасно згортається в проміжний рулон у загортальному пристрої 4. Після закінчення згортання рулон розгортається (при цьому задній кінець штаби стає переднім), дефектні кінці штаби обрізаються на летючих ножицях 5 і штаба задається для прокатки в чистову безупинну групу клітей 6 для прокатки на кінцеву товщину і змотується в рулон на моталках гарячої штаби. Переваги пропонованого рішення в порівнянні з прототипом полягають у тім, що, завдяки встановленню додаткової чорнової кліті, збільшується продуктивність стадії чорнової прокатки, зменшується відстань поміж вихідною чорновою кліттю і згортальною машиною. Усе це в сукупності веде до зниження часу прокатки і транспортування штаби, зменшенню втрат температури підкату і поліпшенню якості готової продукції.
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill for production of thin hot-rolled strip
Автори англійськоюStech Volodymyr Stanislavovych, Bilobrov Yurii Mykolaiovych, Barabash Andrii Volodymyrovych, Yeletskykh Volodymyr Ivanovych
Назва патенту російськоюПрокатный стан для производства тонкой горячекатаной полосы
Автори російськоюСтеч Владимир Станиславович, Билобров Юрий Николаевич, Барабаш Андрей Владимирович, Елецких Владимир Иванович
МПК / Мітки
Мітки: прокатній, тонкої, гарячекатаної, стан, виробництва, штаби
Код посилання
<a href="https://ua.patents.su/3-73985-prokatnijj-stan-dlya-virobnictva-tonko-garyachekatano-shtabi.html" target="_blank" rel="follow" title="База патентів України">Прокатний стан для виробництва тонкої гарячекатаної штаби</a>
Стан для виробництва тонкої гарячекатаної смуги
Номер патенту: 6168
Опубліковано: 15.04.2005
Автори: Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Стеч Володимир Станіславович
МПК: B21B 1/30
Мітки: смуги, гарячекатаної, виробництва, стан, тонкої
Формула / Реферат:
1. Стан для виробництва тонкої гарячекатаної смуги, що включає чорнову реверсивну кліть, чистову прокатну групу, моталки в печах, одна з яких установлена перед чистовою прокатною групою, а інша - за нею, який відрізняється тим, що обладнаний системою охолодження смуги, встановленою в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою.2. Стан за п. 1, який відрізняється тим, що чистова прокатна...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Стеч Володимир Станіславович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: здійснення, спосіб, гарячої, штаби, тонкої, стан, прокатки
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Міні-стан для виробництва гарячокатаної штаби
Номер патенту: 593
Опубліковано: 16.10.2000
Автори: Каушанський Ігор Борисович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Стеч Володимир Станіславович
МПК: B21B 1/00
Мітки: гарячокатаної, виробництва, штаби, міні-стан
Формула / Реферат:
Міні-стан для виробництва гарячокатаної штаби, до складу якого входить підігрівальна піч, транспортувальні та робочі рольганги, обладнання для гідрозбиву окалини, чорнова та чистова реверсивні кліті, поміж якими встановлено ножиці для обрізування переднього та останнього кінців підкату, моталки у печах, встановлених перед та за чистовою кліттю, моталки для змотування штаби в рулон, устаткування для транспортування рулону на склад, який...
Неперервний прокатний штабовий стан

Номер патенту: 58129
Опубліковано: 15.07.2003
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: штабовий, стан, неперервний, прокатній
Формула / Реферат:
Неперервний прокатний штабовий стан, який включає багатовалкові кліті, кожна з яких має два опорних валки і два привідних робочих валки, розмотувач і моталку, який відрізняється тим, що як першу кліть встановлено п‘ятивалкову кліть з двома опорними валками, двома привідними робочими валкамита одним непривідним робочим валком, а розмотувач розташовано між першою та другою робочими клітями.
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Білобров Юрій Миколайович, Леонідов-Канєвський Євген Володимирович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Остапенко Арнольд Леонтійович
МПК: B21B 41/00, B21B 1/30, B21B 1/46
Мітки: здійснення, гарячої, смуги, спосіб, міні-стан, прокатки, тонкої
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Попередній патент: С2-фенілзаміщені циклічні кетоеноли як пестициди і гербіциди
Наступний патент: Спосіб регульованого імпульсного фонтанування нафтових свердловин (універсальний)
Випадковий патент: Спосіб розмітки плоского матеріалу