Спосіб виробництва тонкої гарячекатаної штаби і прокатний стан для його реалізації
Номер патенту: 82548
Опубліковано: 25.04.2008
Автори: Стеч Володимир Станіславович, Каушанський Ігор Борисович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Барабаш Андрій Володимирович
Формула / Реферат
1. Спосіб виробництва тонкої гарячекатаної штаби на станах гарячої прокатки, при якому здійснюють реверсивну прокатку штаби в двоклітьовій чорновій групі клітей за три проходи, змотування штаби на останньому чорновому проході в змотувальний пристрій, наступне розмотування і прокатку в безперервній чистовій прокатній групі, який відрізняється тим, що на останньому чорновому проході штабу примусово охолоджують перед змотуванням, при цьому прокатку в останньому чорновому проході здійснюють з максимальною швидкістю штаби:
 ,
,
де ![]() - швидкість штаби в останньому чорновому проході;
- швидкість штаби в останньому чорновому проході;
![]() - довжина штаби в першому чорновому проході;
- довжина штаби в першому чорновому проході;
![]() - швидкість штаби в першому чорновому проході;
- швидкість штаби в першому чорновому проході;
а - уповільнення при гальмуванні штаби ;
![]() - відстань від осі кліті до пристрою охолодження;
- відстань від осі кліті до пристрою охолодження;
![]() - відстань від осі змотувального пристрою до пристрою охолодження;
- відстань від осі змотувального пристрою до пристрою охолодження;
![]() - час охолодження штаби.
- час охолодження штаби.
2. Прокатний стан для виробництва тонкої гарячекатаної штаби, що включає двоклітьову чорнову реверсивну групу клітей, змотувальний пристрій, який розташований від останньої чорнової кліті на відстані, обумовленій довжиною штаби в першому чорновому проході, летючі ножиці та чистову безперервну прокатну групу, який відрізняється тим, що він оснащений пристроєм для охолодження штаби, який розміщений у проміжку між чорновою реверсивною групою клітей та змотувальним пристроєм, перед чистовою прокатною групою.
Текст
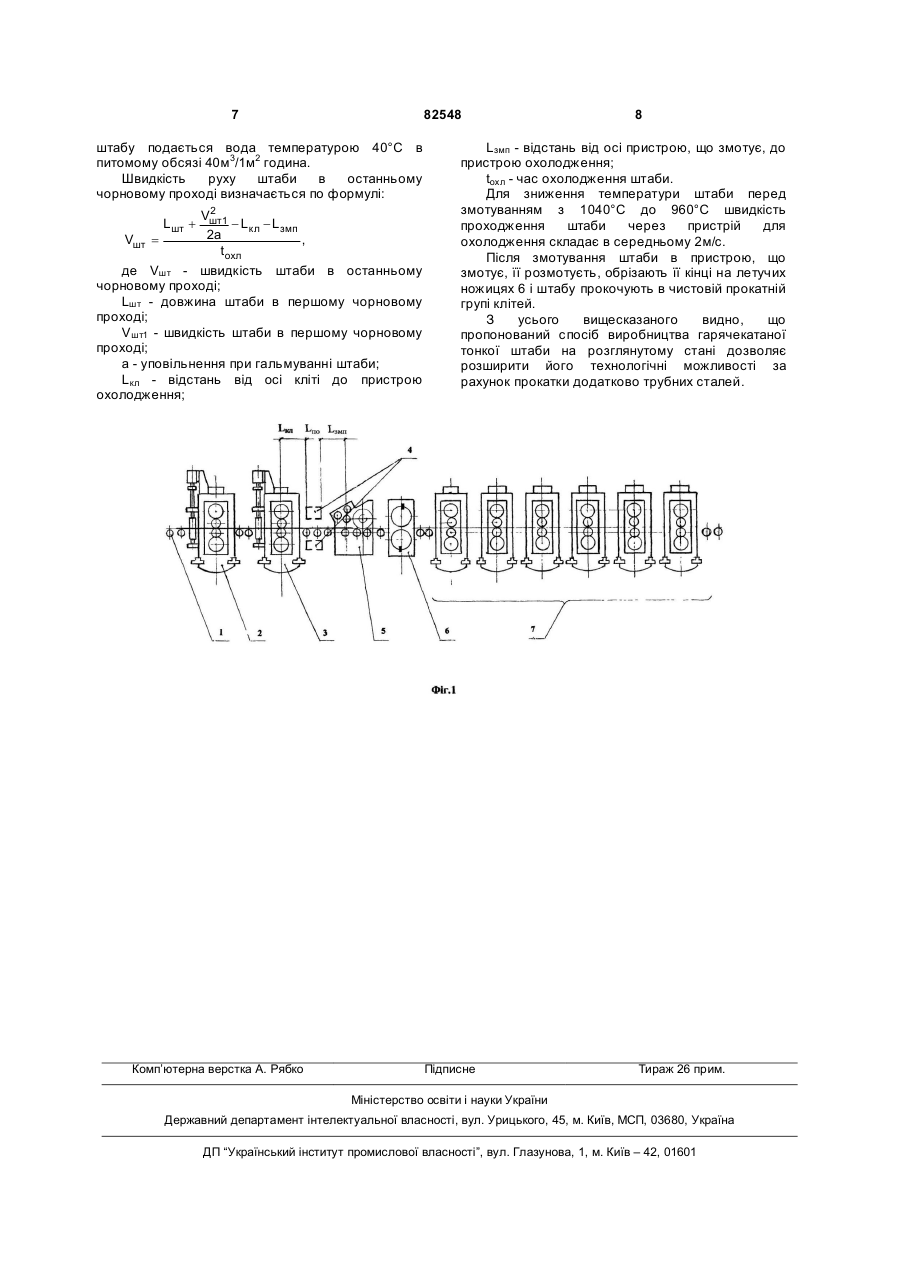
1. Спосіб виробництва тонкої гарячекатаної штаби на станах гарячої прокатки, при якому здійснюють реверсивну прокатку штаби в двоклітьовій чорновій групі клітей за три проходи, змотування штаби на останньому чорновому проході в змотувальний пристрій, наступне розмотування і прокатку в безперервній чистовій прокатній групі, який відрізняється тим, що на останньому чорновому проході штабу примусово охолоджують перед змотуванням, при цьому прокатку в останньому чорновому проході здійснюють з максимальною швидкістю штаби: 2 (19) 1 3 між чорновою і чистовою прокатними групами, поліпшує температурні умови прокатки. Прокатка штаби в чистовій групі клітей ведеться безупинно з розмотуванням її з проміжного рулону і закінчується змотуванням на моталки за чистовою групою. Недоліком описуваного способу виробництва і прокатного стану є необхідність розміщення між чорновою кліттю і машиною, що згортає, підкату проміжної довжини (після передостаннього непарного чорнового проходу), що може складати кілька десятків метрів (40-50м). Це веде, по-перше, до значного збільшення габаритів стану і, по-друге, невизначеності температурних режимів наступної чистової прокатки, тому що штаба порівняно довго знаходиться в режимі транспортування від чорнової кліті до машини, що змотує. За прототип обраний прокатний стан для виробництва тонкої гарячекатаної штаби, який описаний у патенті РФ №2254183 С2, МПК В21В1/34 від 20.06.2005року. Стан містить: - чорнову реверсивну прокатну групу, що складається з двох клітей; - пристрій, що змотує, розташований на відстані L за другою чорновою кліттю; - летучі відрізні ножиці; - чистову безперервну прокатну групу, що складається із шести клітей. У розглянутому стані реверсивна чорнова прокатка ведеться за три подвійних проходи, що дозволяє значно скоротити відстань між другою чорновою кліттю і машиною, що згортає, тому що воно дорівнює 2 Vшт ; 2а де L - відстань між другою чорновою кліттю і пристроєм, що згортає; Lшт - довжина штаби після першого чорнового проходу; Vшт - швидкість штаби при прокатці; а - уповільнення при гальмуванні штаби. У даному способі прокатки довжина штаби Lшт значно менше, ніж у напівбезперервних прокатних станах з однією чорновою кліттю, що дозволяє одержати зниження габаритів стану і зменшити час транспортування штаби до пристрою, що згортає. Недоліком розглянутого способу прокатки є неможливість одержання деяких марок сталей зі зниженими температурами обтиснення в чистовій групі клітей. До таких марок стали відносяться трубні, зокрема, 08Г2СФБ. Наприклад, при прокатці штаби шириною 1570мм і товщиною 30мм ( на виході з чорнової групи клітей) її температура повинна бути знижена на ділянці від чорнових клітей до койл-бокса (машини, що згортає) з 1040°С до 910°С-960°С При цій температурі вона може прокочуватися в чистовій групі клітей для одержання заданої структури металу. В основу винаходу поставлена задача створення способу прокатки штаби, що забезпечує L = L шт + 82548 4 розширення технологічних можливостей стану в частині розширення марочного складу штаб, що прокочуються. Ця задача вирішена за рахунок технічного результату, що полягає в забезпеченні регульованого зниження температури штаби в проміжку між другою чорновою кліттю і пристроєм, що змотує. Для досягнення вищевказаного результату в способі виробництва тонкої гарячекатаної штаби на станах гарячої прокатки, при якому здійснюють реверсивну прокатку штаби в двохклітьовій чорновій групі клітей за три проходи, змотування штаби на останньому чорновому проході в пристрій, що змотує, наступне розмотування і прокатку в безперервній чистовій прокатній групі, відповідно до винаходу, штабу на останньому чорновому проході примусово прохолоджують перед змотуванням на пристрої, що змотує, при цьому максимальну швидкість штаби в останньому чорновому проході визначають по формулі: 2 Vшт1 - L кл - L змп 2а Vшт = , t охл де Vшт - швидкість штаби в останньому чорновому проході; Lшт - довжина штаби в першому чорновому проході; Vшт1 - швидкість штаби в першому чорновому проході; а - уповільнення при гальмуванні штаби; Lкл - відстань від осі кліті до пристрою охолодження; Lзмп - відстань від осі пристрою, що змотує, до пристрою охолодження; tохл - час охолодження штаби. Крім того, для досягнення вищевказаного результату прокатний стан для виробництва тонкої гарячекатаної штаби, що включає двохклітьову чорнову реверсивну групу клітей, пристрій, що змотує, розташований від останньої чорновий кліті на відстані, обумовленій довжиною штаби в першому чорновому проході, летучі ножиці, чистову безперервну прокатну групу, відповідно до винаходу, постачають пристроєм для охолодження штаби, розташованим у проміжку між чорновою реверсивною групою клітей і пристроєм, що змотує, перед чистовою прокатною групою. У результаті порівняльного аналізу пропонованого способу виробництва тонкої гарячекатаної штаби з прототипом встановлено, що вони мають наступні загальні ознаки: - реверсивну прокатку штаби в двохклітьовій чорновій групі клітей за три проходи, - змотування штаби на останньому чорновому проході в пристрій, що змотує, - наступне розмотування і прокатку в безперервній чистовій прокатній групі, і відмінні ознаки: - штабу на останньому чорновому проході примусово прохолоджують перед змотуванням на пристрої, що змотує, - максимальну швидкість штаби в останньому чорновому проході визначають по формулі: L шт + 5 2 Vшт1 - L кл - L змп 2а Vшт = , t охл де Vшт - швидкість штаби в останньому чорновому проході; Lшт - довжина штаби в першому чорновому проході; Vшт1 - швидкість штаби в першому чорновому проході; а - уповільнення при гальмуванні штаби; Lкл - відстань від осі кліті до пристрою охолодження; Lзмп - відстань від осі пристрою, що змотує, до пристрою охолодження; tохл - час охолодження штаби. Таким чином, пропонований спосіб виробництва тонкої гарячекатаної штаби має нову черговість виконання операцій і новий спосіб виконання операцій. У результаті порівняльного аналізу пропонованого прокатного стану для виробництва тонкої гарячекатаної штаби з прототипом установлено, що вони мають наступні загальні ознаки:двохклітьову чорнову реверсивну групу клітей, - пристрій, що змотує, розташовано від останньої чорновий кліті на відстані, обумовленій довжиною штаби в першому чорновому проході, - летучі ножиці, - чистову безперервну прокатну групу, і відмінні ознаки: - прокатний стан постачений пристроєм для охолодження штаби, розташованим у проміжку між чорновою реверсивною групою клітей і пристроєм, що змотує, перед чистовою прокатною групою. У такий спосіб запропонований прокатний стан має нові складові частини, нову схему розташування цих частин. Між відмінними ознаками і технічним результатом, що досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що штабу на останньому чорновому проході примусово прохолоджують перед змотуванням на пристрої, що змотує, стало можливим розширити технологічні можливості стану і , зокрема прокочувати трубні марки сталі (наприклад, 08Г2СФБ), що мають температуру прокатки в чистовій групі клітей на 100-150°С нижче, ніж у чорновий. Завдяки тому, що максимальна швидкість штаби в останньому чорновому проході визначається по формулі: L шт + 2 Vшт1 - L кл - L змп 2а Vшт = , t охл стало можливим, не збільшуючи габаритів стану в порівнянні з прототипом, домогтися необхідного охолодження штаби до заданої температури. Таким чином, використання для виробництва тонкої гарячекатаної штаби пропонованого способу і стану забезпечує розширення технологічних можливостей стану. L шт + 82548 6 Виключення з вищевказаної сукупності відмінних ознак хоча б одного з них не забезпечує рішення поставленої задачі - розширення технологічних можливостей стану. Технічне рішення, що заявляється, невідомо з рівня техніки, тому воно є новим. Пропоноване технічне рішення має винахідницький рівень, тому що спосіб виробництва тонкої гарячекатаної штаби на станах гарячої прокатки і саме стан, розглянуті вище, для фахівця не є очевидним з рівня техніки. Технічне рішення, що заявляється, промислово придатне, тому що його технічне і технологічне виконання не викликає труднощів. По цьому технічному рішенню виконаний ескізний проект стану для виробництва тонкої гарячекатаної штаби на Новолипецькому металургійному комбінаті. Таким чином, пропонованому технічному рішенню може даватися правова охорона, тому що воно є новим, має винахідницький рівень і промислово придатне, що відповідає всім критеріям винаходу. Винахід пояснюється кресленням, на якому зображене: Фіг.1 - розміщення устаткування стану для виробництва тонкої гарячекатаної штаби. Стан для виробництва тонкої гарячекатаної штаби складається з підігрівальної печі (на кресленні не показана), транспортних рольгангів 1, чорнової реверсивної прокатної групи, що складається з двох клітей 2 і 3, пристрою для охолодження штаби 4, пристрою 5, що змотує, розташованого від останньої чорнової кліті 3 на відстані, обумовленій довжиною штаби в першому чорновому проході, летучих ножиців 6, чистової безперервної прокатної групи 7, що складається із шести клітей. Габарити пристрою для охолодження штаби вибираються з умови розміщення його між останньою чорновою кліттю 3 і пристроєм 5, що змотує. Ця відстань визначається формулою 2 Vшт1 - L кл - L змп, 2а - довжина штаби в першому чорновому Lпо = Lшт + де Lшт проході; Vшт1 - швидкість штаби в першому чорновому проході; а - уповільнення при гальмуванні штаби; Lкл - відстань від осі кліті до пристрою охолодження; Lзмп - відстань від осі пристрою, що змотує, до пристрою охолодження. Пропонований спосіб гарячої прокатки тонкої штаби здійснюється шляхом виконання наступних технологічних операцій. Нагрітий до прокатної температури сляб (1150°С, сталь 08Г2СФБ) товщиною 230мм подається в групу чорнових клітей, де за три проходи прокочується до проміжної товщини 30мм. При цьому в першому чорновому проході пристрій для охолодження штаби відключений. На останньому чорновому проході штаба проходить через включений пристрій для охолодження штаби на змотування. При цьому на 7 82548 штабу подається вода температурою 40°С в питомому обсязі 40м3/1м2 година. Швидкість руху штаби в останньому чорновому проході визначається по формулі: 2 Vшт1 - L кл - L змп 2а Vшт = , t охл де Vшт - швидкість штаби в останньому чорновому проході; Lшт - довжина штаби в першому чорновому проході; Vшт1 - швидкість штаби в першому чорновому проході; а - уповільнення при гальмуванні штаби; Lкл - відстань від осі кліті до пристрою охолодження; L шт + Комп’ютерна верстка А. Рябко 8 Lзмп - відстань від осі пристрою, що змотує, до пристрою охолодження; tохл - час охолодження штаби. Для зниження температури штаби перед змотуванням з 1040°С до 960°С швидкість проходження штаби через пристрій для охолодження складає в середньому 2м/с. Після змотування штаби в пристрою, що змотує, її розмотуєть, обрізають її кінці на летучих ножицях 6 і штабу прокочують в чистовій прокатній групі клітей. З усього вищесказаного видно, що пропонований спосіб виробництва гарячекатаної тонкої штаби на розглянутому стані дозволяє розширити його технологічні можливості за рахунок прокатки додатково трубних сталей. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and mill for production of thin hot-rolled strip
Автори англійськоюBilobrov Yurii Mykolaiovych, Barabash Andrii Volodymyrovych, Stech Volodymyr Stanislavovych, Yeletskykh Volodymyr Ivanovych, Kaushanskyi Ihor Borysovych
Назва патенту російськоюСпособ производства тонкой горячекатаной полосы и прокатный стан для его реализации
Автори російськоюБилобров Юрий Николаевич, Барабаш Андрей Владимирович, Стеч Владимир Станиславович, Елецких Владимир Иванович, Каушанский Игорь Борисович
МПК / Мітки
МПК: B21B 1/30
Мітки: стан, виробництва, гарячекатаної, тонкої, прокатній, спосіб, штаби, реалізації
Код посилання
<a href="https://ua.patents.su/4-82548-sposib-virobnictva-tonko-garyachekatano-shtabi-i-prokatnijj-stan-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва тонкої гарячекатаної штаби і прокатний стан для його реалізації</a>
Прокатний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 73985
Опубліковано: 17.10.2005
Автори: Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Білобров Юрій Миколайович
Мітки: гарячекатаної, штаби, тонкої, стан, виробництва, прокатній
Формула / Реферат:
Прокатний стан для виробництва тонкої гарячекатаної штаби, що містить підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, який відрізняється тим, що він обладнаний додатковою реверсивною чорновою кліттю, встановленою між згаданою чорновою реверсивною кліттю і...
Реверсивний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 74792
Опубліковано: 15.02.2006
Автори: Стеч Володимир Станіславович, Білобров Юрій Миколайович, Єлецьких Володимир Іванович
МПК: B21B 1/30, B21B 41/00
Мітки: штаби, тонкої, стан, реверсивний, гарячекатаної, виробництва
Формула / Реферат:
Реверсивний стан для виробництва тонкої гарячекатаної штаби, що містить прокатну групу, яка складається з однієї чи більше прокатних клітей, дві моталки в печах, розташовані перед і за прокатною групою, двоє відрізних ножиць, причому одні відрізні ножиці розташовані за першою моталкою в печі перед прокатною групою, другі - за прокатною групою перед другою моталкою в печі, транспортні і робочі рольганги, моталку для змотування гарячої штаби,...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Стеч Володимир Станіславович, Білобров Юрій Миколайович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович
МПК: B21B 1/30
Мітки: спосіб, тонкої, прокатки, гарячої, штаби, стан, здійснення
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Стан для виробництва тонкої гарячекатаної смуги
Номер патенту: 6168
Опубліковано: 15.04.2005
Автори: Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Стеч Володимир Станіславович
МПК: B21B 1/30
Мітки: стан, гарячекатаної, тонкої, смуги, виробництва
Формула / Реферат:
1. Стан для виробництва тонкої гарячекатаної смуги, що включає чорнову реверсивну кліть, чистову прокатну групу, моталки в печах, одна з яких установлена перед чистовою прокатною групою, а інша - за нею, який відрізняється тим, що обладнаний системою охолодження смуги, встановленою в проміжку між чорновою реверсивною кліттю і моталкою в печі перед чистовою прокатною групою.2. Стан за п. 1, який відрізняється тим, що чистова прокатна...
Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби
Номер патенту: 53264
Опубліковано: 15.01.2003
Автори: Єлецьких Володимир Іванович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Каушанський Ігор Борисович
МПК: B21C 47/34
Мітки: штаби, гарячекатаної, нескінченної, високошвидкісного, тонкої, ділянка, змотування
Формула / Реферат:
1. Ділянка високошвидкісного змотування нескінченної тонкої гарячекатаної штаби, що містить летючі ножиці, кілька моталок, розташованих під підлогою послідовно одна за одною, встановлені перед моталками задавальні ролики, кожні з яких, крім останніх, обладнані роздільним роликом, закріпленим у хитному важелі верхньої проводки, зчленованим з гідроциліндром хитання, і транспортні засоби між моталками, яка відрізняється тим, що вона обладнана...
Попередній патент: Спосіб мікробіологічної оцінки якості бутильованої води
Наступний патент: Спосіб стабілізації аторвастатину та фармацевтична композиція
Випадковий патент: Спосіб одержання 95%-ої мурашиної кислоти