Прокатна кліть
Номер патенту: 89406
Опубліковано: 25.01.2010
Автори: Мазур Владлен Олегович, Артюх Геннадій Васильович, Артюх Віктор Геннадійович
Формула / Реферат
1. Прокатна кліть, що включає встановлені в станинах опорні й робочі валки з подушками, оснащеними облицювальними планками, та вузли горизонтального клинового розпору кліті із гідравлічними приводами, розташовані з боку приводу й завалки по обох боках від її вертикальної осі, яка відрізняється тим, що гідроциліндри приводів верхніх вузлів горизонтального клинового розпору кліті жорстко закріплені в установних пазах подушок верхнього опорного валка, а гідроциліндри приводів нижніх вузлів горизонтального клинового розпору кліті жорстко закріплені в установних пазах станин, при цьому штоки гідроциліндрів за допомогою важелів з'єднані з рухливими планками, взаємодіючими з одного боку з жорстко встановленими, відповідно, на подушках верхнього опорного валка і станинах стаціонарними облицювальними планками, а з іншого боку - з виготовленими з низькомодульного матеріалу облицювальними планками подушок робочих валків.
2. Прокатна кліть за п. 1, яка відрізняється тим, що подушки верхнього робочого валка встановлені в прорізі подушок верхнього опорного валка, а подушки нижнього робочого валка встановлені в прорізі станин.
3. Прокатна кліть за п. 1 або п. 2, яка відрізняється тим, що гідроциліндри приводів вузлів горизонтального клинового розпору кліті встановлені й закріплені похило.
4. Прокатна кліть за п. 1 або п. 2, яка відрізняється тим, що стаціонарні облицювальні планки й рухливі планки взаємодіють між собою по плоскій контактній поверхні й напрямних.
5. Прокатна кліть за одним із пп. 1, 2 або 4, яка відрізняється тим, що стаціонарні облицювальні планки й рухливі планки мають клиноподібну форму.
6. Прокатна кліть за одним із пп. 1, 2, 4 або 5, яка відрізняється тим, що рухливі планки й облицювальні планки подушок робочих валків взаємодіють між собою по плоскій контактній поверхні.
7. Прокатна кліть за одним із пп. 1, 2, 4-6, яка відрізняється тим, що облицювальні планки подушок робочих валків виготовлені з низькомодульного матеріалу, наприклад з поліуретану.
Текст
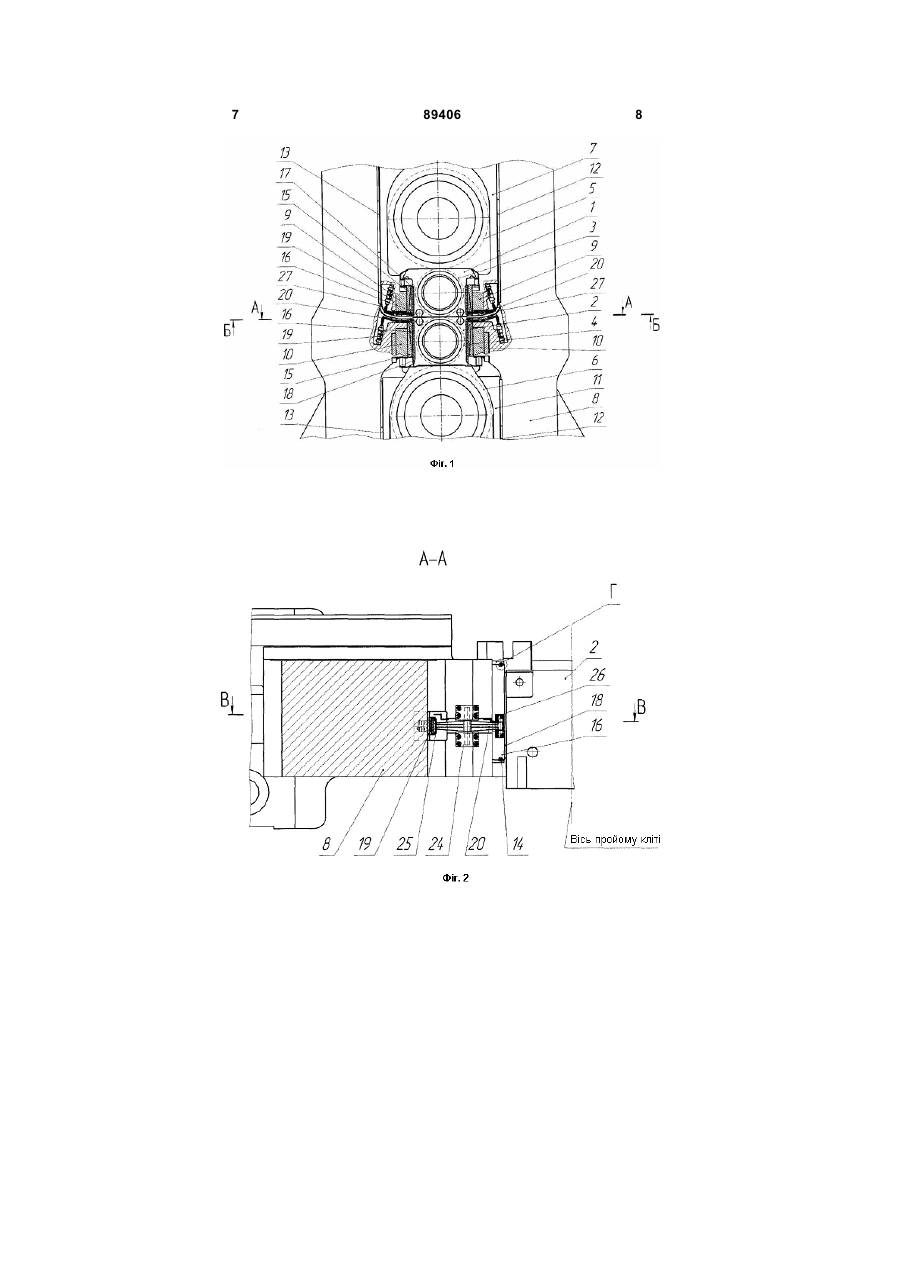
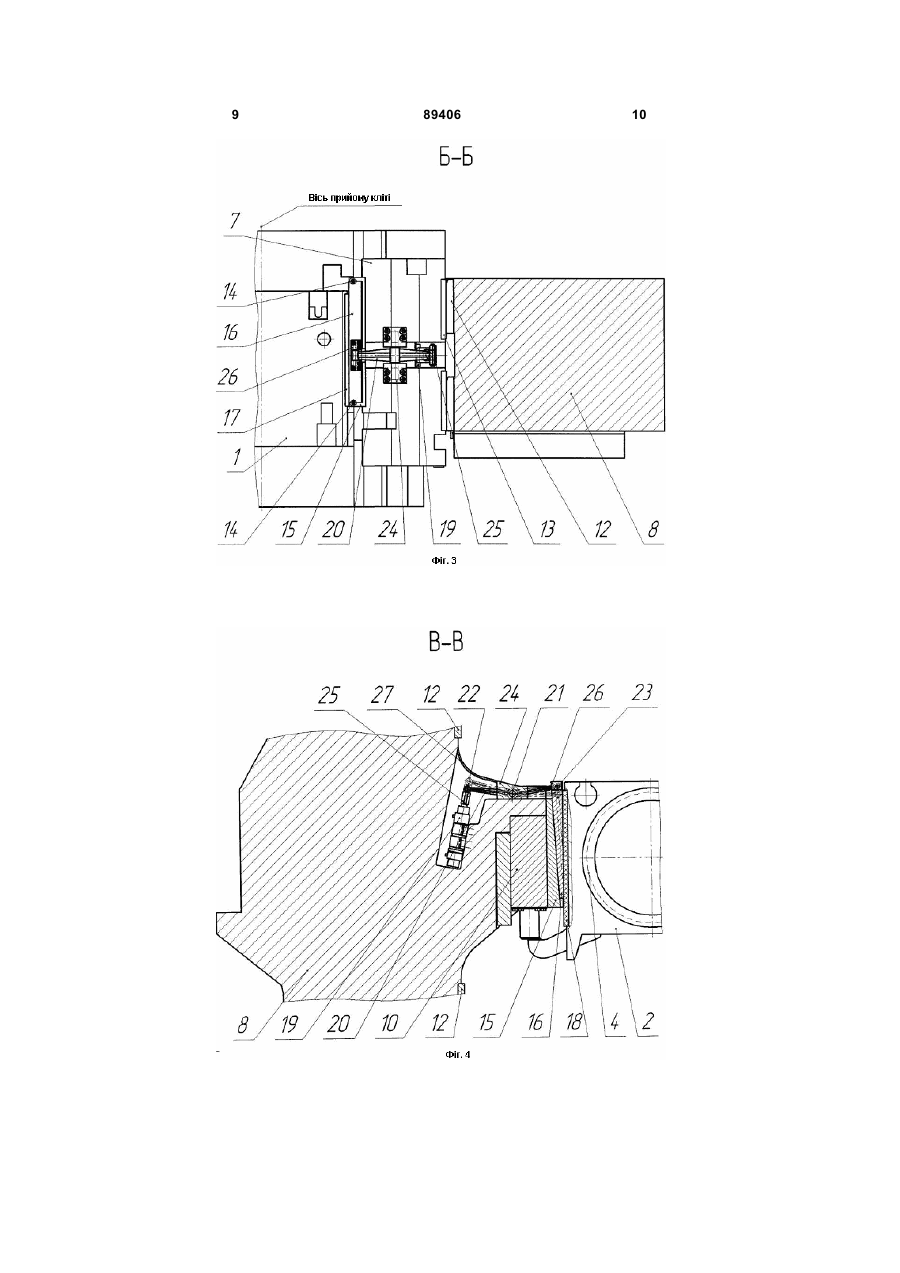
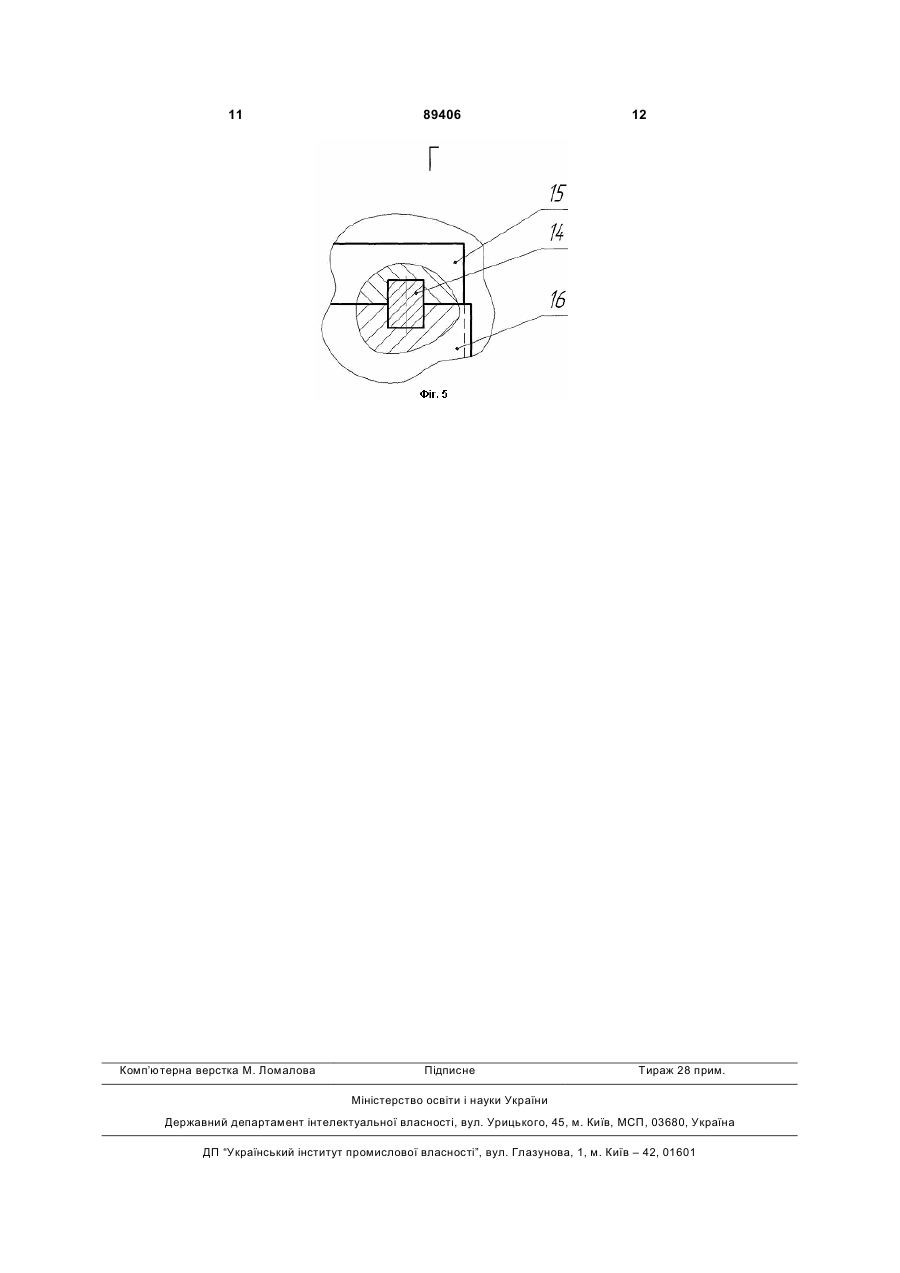
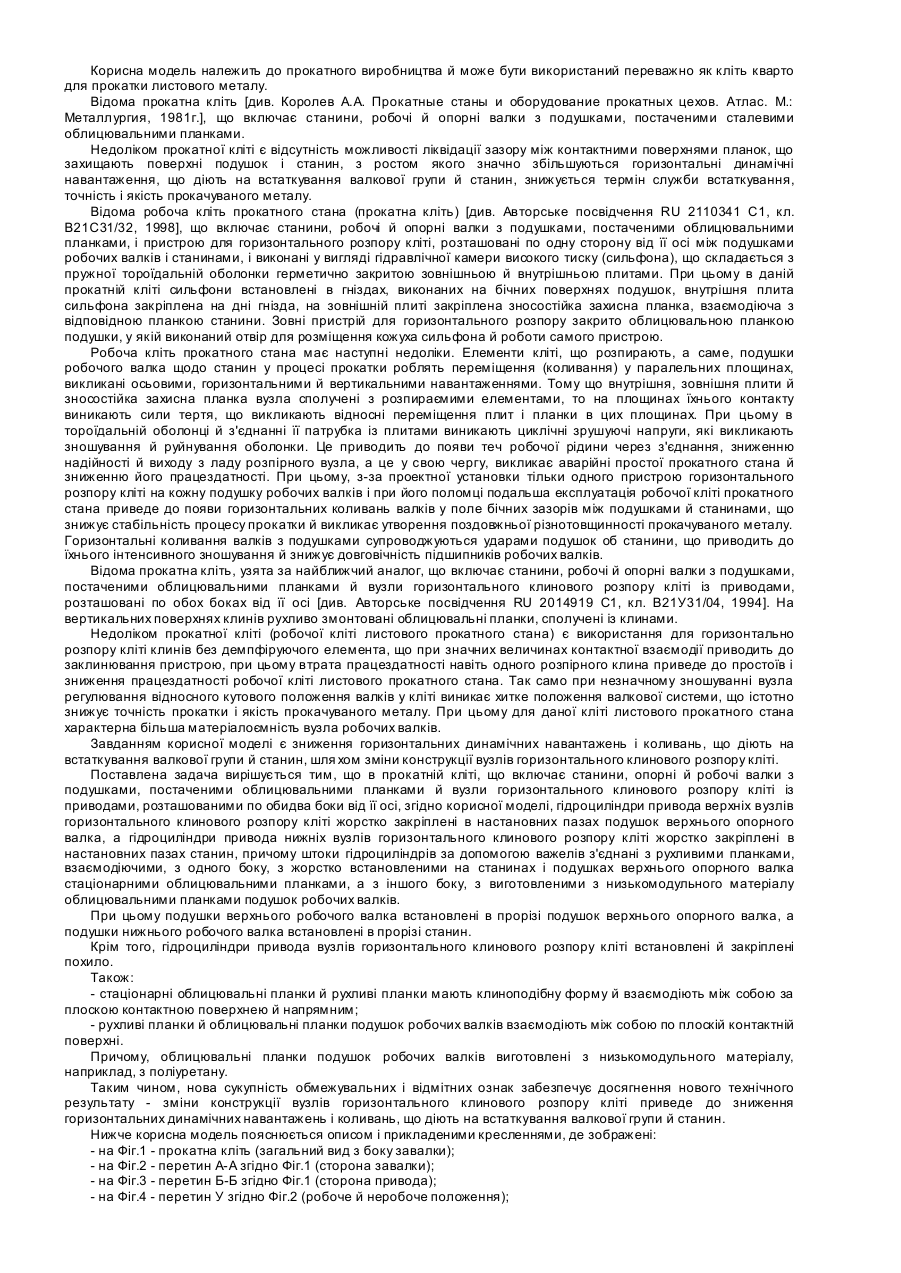
1. Прокатна кліть, що включає встановлені в станинах опорні й робочі валки з подушками, оснащеними облицювальними планками, та вузли горизонтального клинового розпору кліті із гідравлічними приводами, розташовані з боку приводу й завалки по обох боках від її вертикальної осі, яка відрізняється тим, що гідроциліндри приводів верхніх вузлів горизонтального клинового розпору кліті жорстко закріплені в установних пазах подушок верхнього опорного валка, а гідроциліндри приводів нижніх вузлів горизонтального клинового розпору кліті жорстко закріплені в установних пазах станин, при цьому штоки гідроциліндрів за допомогою важелів з'єднані з рухливими планками, C2 2 (19) 1 3 сторону від її осі між подушками робочих валків і станинами, і виконані у вигляді гідравлічної камери високого тиску (сильфона), що складається з пружної тороїдальної оболонки герметично закритою зовнішньою й внутрішньою плитами. При цьому в даній прокатній кліті сильфони встановлені в гніздах, виконаних на бічних поверхнях подушок, внутрішня плита сильфона закріплена на дні гнізда, на зовнішній плиті закріплена зносостійка захисна планка, взаємодіюча з відповідною планкою станини. Зовні пристрій для горизонтального розпору закрито облицювальною планкою подушки, у якій виконаний отвір для розміщення кожуха сильфона й роботи самого пристрою. Робоча кліть прокатного стана має наступні недоліки. Елементи кліті, що розпирають, а саме, подушки робочого валка щодо станин у процесі прокатки роблять переміщення (коливання) у паралельних площинах, викликані осьовими, горизонтальними й вертикальними навантаженнями. Тому що внутрішня, зовнішня плити й зносостійка захисна планка вузла сполучені з розпираємими елементами, то на площинах їхнього контакту виникають сили тертя, що викликають відносні переміщення плит і планки в цих площинах. При цьому в тороїдальній оболонці й з'єднанні її патрубка із плитами виникають циклічні зрушуючі напруги, які викликають зношування й руйнування оболонки. Це приводить до появи теч робочої рідини через з'єднання, зниженню надійності й виходу з ладу розпірного вузла, а це у свою чергу, викликає аварійні простої прокатного стана й зниженню його працездатності. При цьому, з-за проектної установки тільки одного пристрою горизонтального розпору кліті на кожну подушку робочих валків і при його поломці подальша експлуатація робочої кліті прокатного стана приведе до появи горизонтальних коливань валків у поле бічних зазорів між подушками й станинами, що знижує стабільність процесу прокатки й викликає утворення поздовжньої різнотовщинності прокачуваного металу. Горизонтальні коливання валків з подушками супроводжуються ударами подушок об станини, що приводить до їхнього інтенсивного зношування й знижує довговічність підшипників робочих валків. Відома прокатна кліть, узята за найближчий аналог, що включає станини, робочі й опорні валки з подушками, постаченими облицювальними планками й вузли горизонтального клинового розпору кліті із приводами, розташовані по обох боках від її осі (див. Авторське посвідчення RU 2014919 СІ, кл. В 21 У 31/04, 1994). На вертикальних поверхнях клинів рухливо змонтовані облицювальні планки, сполучені із клинами. Недоліком прокатної кліті (робочої кліті листового прокатного стана) є використання для горизонтально розпору кліті клинів без демпфіруючого елемента, що при значних величинах контактної взаємодії приводить до заклинювання пристрою, при цьому втрата працездатності навіть одного розпірного клина приведе до простоїв і зниження працездатності робочої кліті листового прокатного стана. Так само при незначному зношуванні вузла регулювання відносного кутового положення валків у кліті виникає хитке положення валкової сис 89406 4 теми, що істотно знижує точність прокатки і якість прокачуваного металу. При цьому для даної кліті листового прокатного стана характерна більша матеріалоємність вузла робочих валків. Завданням винаходу є зниження горизонтальних динамічних навантажень і коливань, що діють на встаткування валкової групи й станин, шляхом зміни конструкції вузлів горизонтального клинового розпору кліті. Поставлена задача вирішується тим, що в прокатній кліті, що включає станини, опорні й робочі валки з подушками, постаченими облицювальними планками й вузли горизонтального клинового розпору кліті із приводами, розташованими по обидва боки від її осі, згідно винаходу, гідроциліндри привода верхніх вузлів горизонтального клинового розпору кліті жорстко закріплені в настановних пазах подушок верхнього опорного валка, а гідроциліндри привода нижніх вузлів горизонтального клинового розпору кліті жорстко закріплені в настановних пазах станин, причому штоки гідроциліндрів за допомогою важелів з'єднані з рухливими планками, взаємодіючими, з одного боку, з жорстко встановленими на станинах і подушках верхнього опорного валка стаціонарними облицювальними планками, а з іншого боку, з виготовленими з низькомодульного матеріалу облицювальними планками подушок робочих валків. При цьому подушки верхнього робочого валка встановлені в прорізі подушок верхнього опорного валка, а подушки нижнього робочого валка встановлені в прорізі станин. Крім того, гідроциліндри привода вузлів горизонтального клинового розпору кліті встановлені й закріплені похило. Також: - стаціонарні облицювальні планки й рухливі планки мають клиноподібну форму й взаємодіють між собою за плоскою контактною поверхнею й напрямним; - рухливі планки й облицювальні планки подушок робочих валків взаємодіють між собою по плоскій контактній поверхні. Причому, облицювальні планки подушок робочих валків виготовлені з низькомодульного матеріалу, наприклад, з поліуретану. Таким чином, нова сукупність обмежувальних і відмітних ознак забезпечує досягнення нового технічного результату - зміни конструкції вузлів горизонтального клинового розпору кліті приведе до зниження горизонтальних динамічних навантажень і коливань, що діють на встаткування валкової групи й станин. Нижче винахід пояснюється описом і прикладеними кресленнями, де зображені: - на Фіг.1 - прокатна кліть (загальний вид з боку завалки); - на Фіг.2 - перетин А-А згідно Фіг.1 (сторона завалки); - на Фіг.3 - перетин Б-Б згідно Фіг.1 (сторона привода); - на Фіг.4 - перетин У згідно Фіг.2 (робоче й неробоче положення); - на Фіг.5 - виносний елемент Г згідно Фіг.2. 5 Прокатна кліть включає подушки 1 і 2 верхнього 3 і нижнього 4 робочих валків, що контактують із відповідними опорними валками 5 і 6. Подушки верхнього робочого валка 1 установлені в прорізі подушок верхнього опорного валка 7, а подушки нижнього робочого валка 2 установлені в прорізі станин 8. У прорізі подушок верхнього опорного валка 7 з боку привода й завалки по обох боках від вертикальної осі подушок верхнього робочого валка 1 установлені гідроциліндри притиску 9 верхнього робочого валка 3. У прорізі станин 8 по обох боках від їхньої вертикальної осі встановлені гідроциліндри притиску 10 нижнього робочого валка 4. На внутрішній поверхні станин 8, що контактує з подушками опорних валків 7 і 11, установлені змінні облицювальні планки 12, а на відповідній поверхні подушок верхнього опорного валка 7 і подушок нижнього опорного валка 11 установлені змінні облицювальні планки 13. У прорізах подушок верхнього опорного валка 7 і в прорізі станин 8, з боку привода й завалки відповідно, по обох боках від їхньої вертикальної осі встановлені верхні й нижні вузли горизонтального клинового розпору кліті, при цьому кожний вузол виконаний із взаємодіючих по плоскій контактній поверхні й напрямним 14 стаціонарної лицювальної планки клиноподібної форми 15, установленої на подушці верхнього опорного валка 7 або станині 8, і рухливої планки клиноподібної форми 16 взаємодіючої з виготовленою з низькомодульного матеріалу лицювальною планкою 17 або 18 подушок робочих валків 1 або 2. Привод кожної рухливої планки клиноподібної форми 16 виконаний з гідроциліндра 19 і рівноплечевого криволінійного важеля 20, і розташований у настановних пазах подушок опорного валка 7 і станинах 8. При цьому для передачі ходу поршня гідроциліндра 19 до рухливої планки клиноподібної форми 16 за допомогою рівноплечевого криволінійного важеля 20, використовується вісь його обертання 21, осі 22 і 23. Вісь обертання 21 закріплена в кріпленні 24 і центральній цапфі рівноплечевого криволінійного важеля 20, і перебуває в настановному пазу подушки опорного валка 7 і станині 8. Вісь 22 закріплена у вушку 25 гідроциліндра 19 і цапфі плеча рівноплечевого криволінійного важеля 20, і перебуває в настановному пазу подушки опорного валка 7 і станині 8. Вісь 23 закріплена в кріпленні 26, установленому в рухливій планці клиноподібної форми 16 і цапфі іншого плеча рівноплечевого криволінійного важеля 20. Для захисту гідроциліндра 19 від води, ока 89406 6 лини й пилу передбачений кожух 27. Прокатна кліть працює в такий спосіб. До початку прокатки й підведення робочої рідини до гідроциліндрів 19 рухливі планки клиноподібної форми 16 перебувають у неробочому положенні, тобто не виступають за габарити подушок робочих валків 1 і 2, і завдяки наявності напрямних 14 для контактної взаємодії планок 15 і 16 забезпечується вільне уведення подушок 1 і 2 у прорізи подушок верхнього опорного валка 7 і станин 8 відповідно. Після завалки нового комплекту робочих валків 3 і 4 виконується подача робочої рідини до гідроциліндрів притиску 9 верхнього робочого валка 3, гідроциліндрам притиску 10 нижнього робочого валка 4 і до гідроциліндрів 19 вузлів горизонтального клинового розпору кліті. При цьому виконується установка в робоче положення вушка 25, рівноплечевого криволінійного важеля 20 і рухливих планок клиноподібної форми 16, що приводить до рівномірного стиску на необхідну величину d = 2K 5мм кожної лицювальної планки з низькомодульного матеріалу 17 і 18 подушок робочих валків 1 і 2. У результаті повністю ліквідується зазор між контактними поверхнями планок 16 і 17, 16 і 18, що в кілька разів знижує величину горизонтальної сили удару при захвату металу робочими валками 3 і 4, і виході металу, що прокочує, з валків. При зміні величини «розчину» валків відключення вузлів горизонтального клинового розпору кліті не потрібно, тому що використання лицювальних планок 17 і 18, виготовлених з низькомодульного матеріалу, не перешкоджає переміщенню подушок робочих валків 1 і 2. При цьому використання планок 17 і 18, виготовлених, наприклад, з поліуретану з великою енергоємністю, дозволяє: рівномірно розподілити горизонтальне навантаження між контактними поверхнями планок 16, 17, подушок 1 і 16, 18, подушок 2; знизити енергію горизонтального удару й коливання валкової групи; забезпечити плавне наростання горизонтальної сили, що знижує величину динамічної сили горизонтального удару подушок робочих валків 1 і 2 об елементи прокатної кліті. Таким чином, пропонована конструкція прокатної кліті забезпечує досягнення поставленої задачі винаходу й характеризується високими експлуатаційними показниками, що сприяють її широкому поширенню в прокатному виробництві. 7 89406 8 9 89406 10 11 Комп’ютерна верстка М. Ломалова 89406 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling stand
Автори англійськоюArtiukh Viktor Hennadiiovych, Artiukh Hennadii Vasyliovych, Mazur Vladlen Olehovych
Назва патенту російськоюПрокатная клеть
Автори російськоюАртюх Виктор Геннадьевич, Артюх Геннадий Васильевич, Мазур Владлен Олегович
МПК / Мітки
МПК: B21B 31/00, B21B 31/16
Код посилання
<a href="https://ua.patents.su/6-89406-prokatna-klit.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть</a>
Прокатна кліть
Номер патенту: 31848
Опубліковано: 25.04.2008
Автори: Мазур Владлен Олегович, Артюх Віктор Геннадійович, Артюх Геннадій Васильович
МПК: B21B 31/00
Формула / Реферат:
1. Прокатна кліть, що містить станини, опорні й робочі валки з подушками, оснащеними облицювальними планками, й вузли горизонтального клинового розпору кліті із приводами, розташованими по обидва боки від її осі, яка відрізняється тим, що гідроциліндри приводу верхніх вузлів горизонтального клинового розпору кліті жорстко закріплені в установних пазах подушок верхнього опорного валка, а гідроциліндри приводу нижніх вузлів горизонтального...
Прокатна кліть і спосіб регулювання прокатної кліті
Номер патенту: 83819
Опубліковано: 26.08.2008
Автор: Денкер Вольфганг
МПК: B21B 31/00
Мітки: кліті, спосіб, кліть, прокатної, прокатна, регулювання
Формула / Реферат:
1. Прокатна кліть, що складається з чотирьох колон (1) станини, які нерухомо з'єднані з опорною плитою (6) і в яких нерухомо в осьовому напрямку розташовані з можливістю обертання ходові вали (3), верхні і нижні кінці яких обладнані протихідною різьбою і на яких розміщені верхня і нижня траверси (4, 5), та за допомогою яких можна регулювати з протиходом відносно один одного комплекти валків, причому між нижньою подушкою (8) опорного...
Безстанинна прокатна кліть
Номер патенту: 39042
Опубліковано: 15.05.2001
Автори: Кісіль Володимир Костянтинович, Огінський Йосип Кузьмич, Сівак Владислав Олегович, Коган Михайло Маркович
МПК: B21B 13/00, B21B 31/16
Мітки: прокатна, безстанинна, кліть
Формула / Реферат:
Безстанинна прокатна кліть, що містить у собі верхній та нижній валки з подушками та стяжними болтами з гайками, які проходять через них, механізми радіальної установки валків з ексцентриковими втулками, яка відрізняється тим, що у подушках додатково виконано діаметральні прорізи перпендикулярно площині поздовжніх осей валків, при цьому у прорізах встановлено із зазором прокладки, а ексцентрикові втулки обладнано різьбовими відтинками, на...
Прокатна кліть для виготовлення катаної штаби
Номер патенту: 86058
Опубліковано: 25.03.2009
Автори: Вайнгартен Людвіг, Боде Торстен, Клекнер Юрген
МПК: B21B 13/14
Мітки: катаної, кліть, штаби, виготовлення, прокатна
Формула / Реферат:
1. Прокатна кліть для виготовлення катаної штаби (1), що містить робочі валки (10, 11, 15, 16), які спираються за необхідності на опорні валки (30, 31) або на проміжні валки (20, 21) і опорні валки (30, 31), при цьому робочі валки (10, 11, 15, 16) і/або проміжні валки (20, 21), і/або опорні валки (30, 31) виконані з можливістю осьового переміщення, яка відрізняється тим, що довжина (L) бочки кожного проміжного валка (20, 21) у шестивалковій...
Прокатна кліть

Номер патенту: 29556
Опубліковано: 15.11.2000
Автори: Хацкелян Ігор Павлович, Федосов Володимир Гарольдович, Алексієнко Георгій Якович, Остапенко Георгій Леонідович
МПК: B21B 13/10
Текст:
...мають вигляд трапеції, клиновими пристроями. Виконання верхніх брусів у поперечному перетині у вигляді трапеції забезпечує міцне клинове кріплення, а виконання циліндричного паза на нижній торцевій частині подушки роликової проводки забезпечує можливість повороту корпуса проводки по поверхні труби при розбиранні клинового пристрою у верхній подушці і при зніманні її з верхнього бруса в момент перевалювання валків. У прокатній кліті,...
Попередній патент: Машина для стикового зварювання труб
Наступний патент: Пристрій для фіксації ланцюга скребкового конвеєра
Випадковий патент: Пристрій захисту повітряних ліній електропередавання та зв`язку від динамічної дії ожеледі