Лінія виготовлення порошкового дроту
Номер патенту: 89876
Опубліковано: 10.03.2010
Автори: Петров Михайло Юрійович, Плецис Вадим Юрійович, Дашковська Олена Володимирівна, Литвинов Віктор Іванович
Формула / Реферат
1. Лінія виготовлення порошкового дроту, що містить послідовно розташовані пристрій розмотування стрічки, профілезгинальний стан з горизонтальними і вертикальними робочими клітями, принаймні частина з яких оснащена електромеханічним приводом, що складається з електродвигуна, з'єднаного з шестеренною диференційною кліттю горизонтального або вертикального виконання, дозуючий пристрій і намотувальний пристрій, яка відрізняється тим, що шестеренні диференційні кліті виконані як дільники навпіл потужності, що підводиться на два валки робочої кліті, а електродвигуни виконані з можливістю регулювання за потужністю з коефіцієнтом, пропорційним енергоємності технологічної операції на відповідній робочій кліті.
2. Лінія за п. 1, яка відрізняється тим, що вона оснащена зв'язаними з електродвигунами регулятором потужності і задатчиком коефіцієнтів локальних потужностей.
Текст
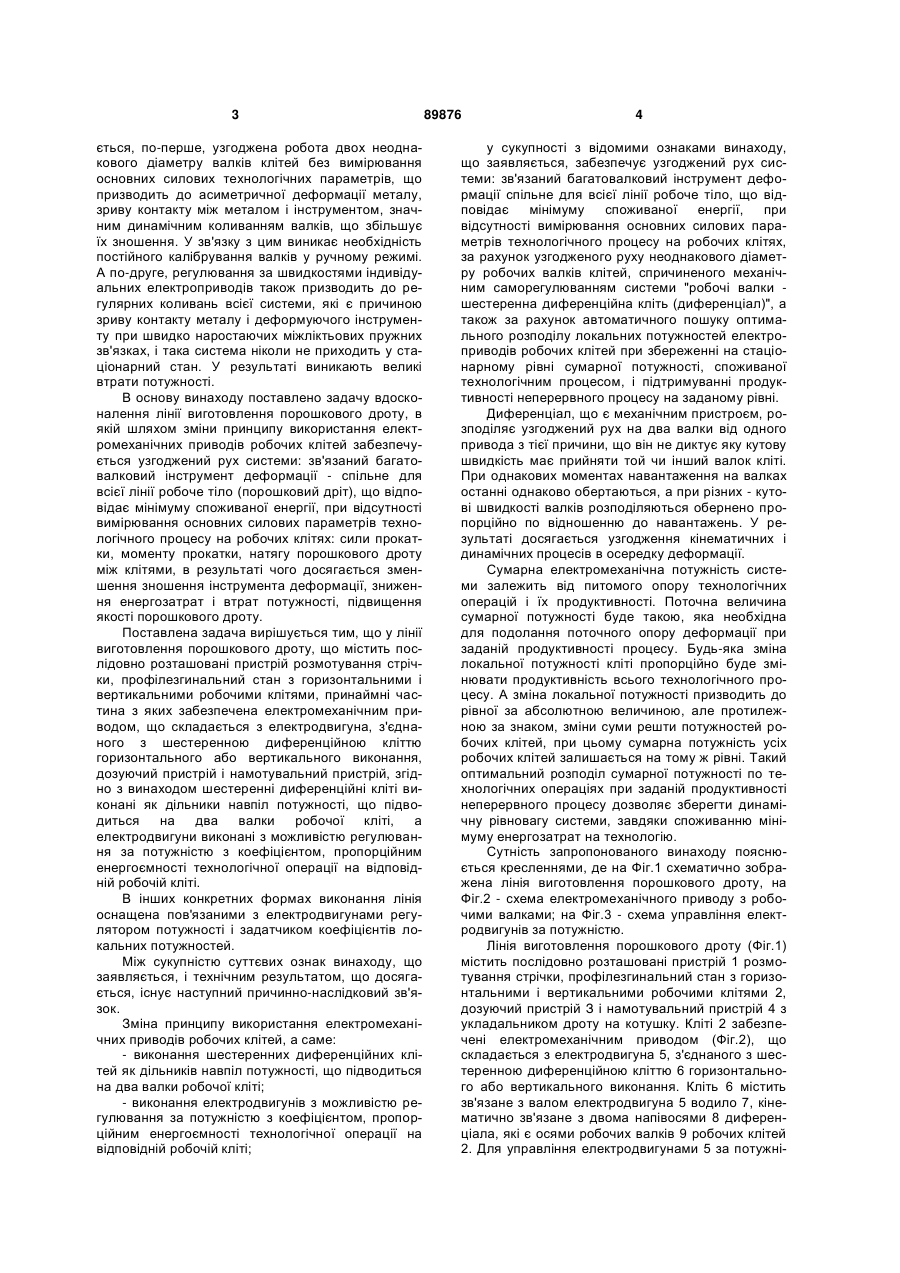
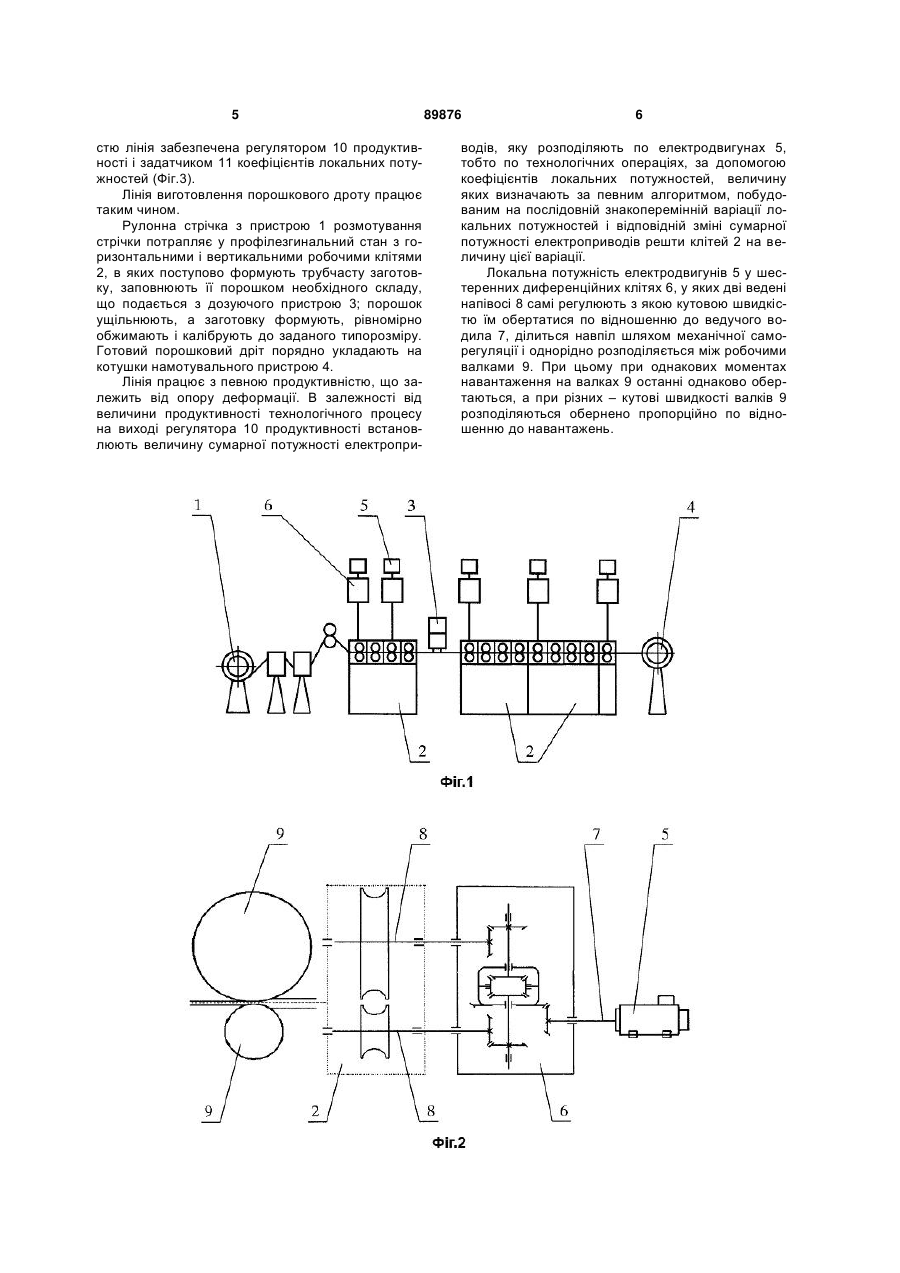
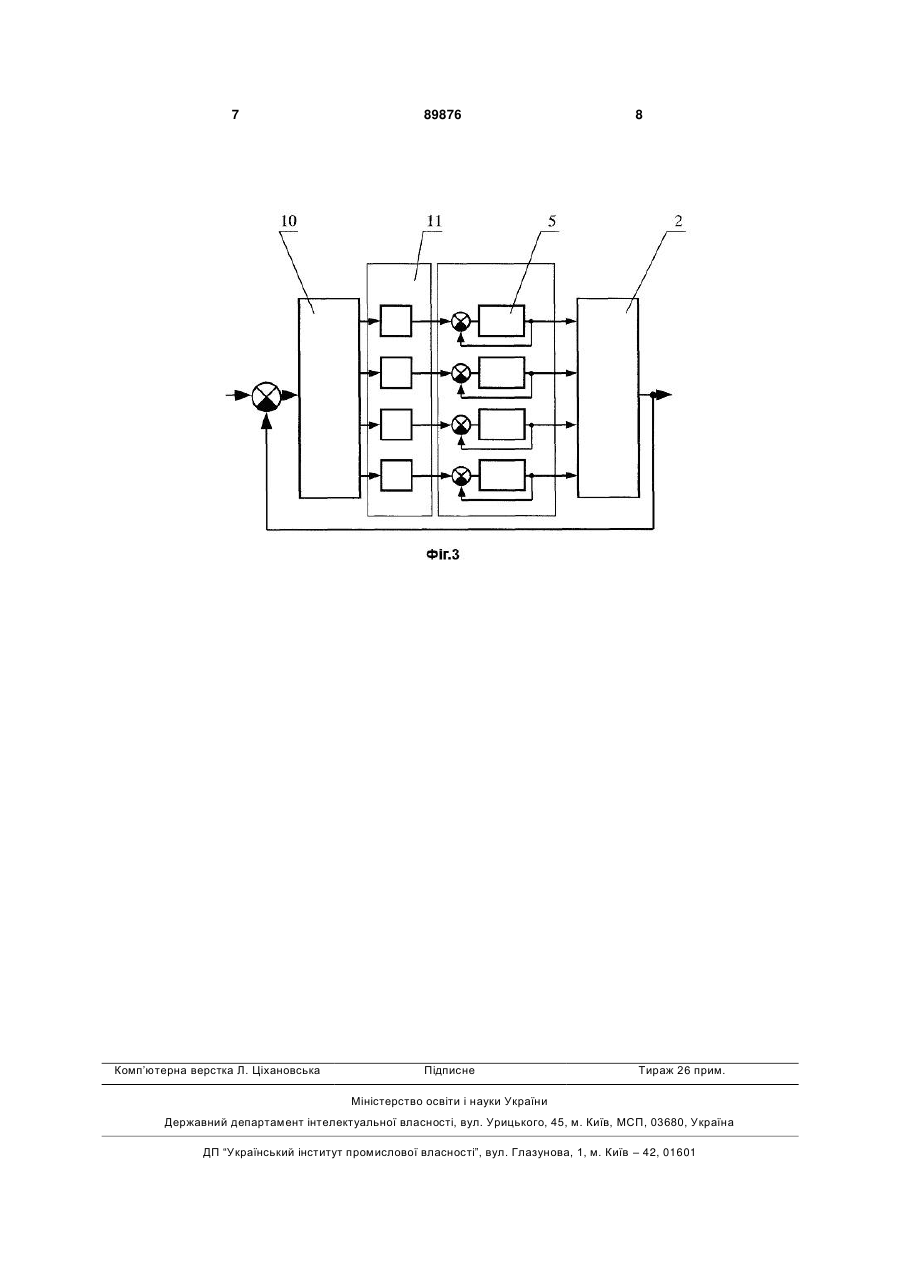
1. Лінія виготовлення порошкового дроту, що містить послідовно розташовані пристрій розмотування стрічки, профілезгинальний стан з горизон 3 ється, по-перше, узгоджена робота двох неоднакового діаметру валків клітей без вимірювання основних силових технологічних параметрів, що призводить до асиметричної деформації металу, зриву контакту між металом і інструментом, значним динамічним коливанням валків, що збільшує їх зношення. У зв'язку з цим виникає необхідність постійного калібрування валків у ручному режимі. А по-друге, регулювання за швидкостями індивідуальних електроприводів також призводить до регулярних коливань всієї системи, які є причиною зриву контакту металу і деформуючого інструменту при швидко наростаючих міжліктьових пружних зв'язках, і така система ніколи не приходить у стаціонарний стан. У результаті виникають великі втрати потужності. В основу винаходу поставлено задачу вдосконалення лінії виготовлення порошкового дроту, в якій шляхом зміни принципу використання електромеханічних приводів робочих клітей забезпечується узгоджений рух системи: зв'язаний багатовалковий інструмент деформації - спільне для всієї лінії робоче тіло (порошковий дріт), що відповідає мінімуму споживаної енергії, при відсутності вимірювання основних силових параметрів технологічного процесу на робочих клітях: сили прокатки, моменту прокатки, натягу порошкового дроту між клітями, в результаті чого досягається зменшення зношення інструмента деформації, зниження енергозатрат і втрат потужності, підвищення якості порошкового дроту. Поставлена задача вирішується тим, що у лінії виготовлення порошкового дроту, що містить послідовно розташовані пристрій розмотування стрічки, профілезгинальний стан з горизонтальними і вертикальними робочими клітями, принаймні частина з яких забезпечена електромеханічним приводом, що складається з електродвигуна, з'єднаного з шестеренною диференційною кліттю горизонтального або вертикального виконання, дозуючий пристрій і намотувальний пристрій, згідно з винаходом шестеренні диференційні кліті виконані як дільники навпіл потужності, що підводиться на два валки робочої кліті, а електродвигуни виконані з можливістю регулювання за потужністю з коефіцієнтом, пропорційним енергоємності технологічної операції на відповідній робочій кліті. В інших конкретних формах виконання лінія оснащена пов'язаними з електродвигунами регулятором потужності і задатчиком коефіцієнтів локальних потужностей. Між сукупністю суттєвих ознак винаходу, що заявляється, і технічним результатом, що досягається, існує наступний причинно-наслідковий зв'язок. Зміна принципу використання електромеханічних приводів робочих клітей, а саме: - виконання шестеренних диференційних клітей як дільників навпіл потужності, що підводиться на два валки робочої кліті; - виконання електродвигунів з можливістю регулювання за потужністю з коефіцієнтом, пропорційним енергоємності технологічної операції на відповідній робочій кліті; 89876 4 у сукупності з відомими ознаками винаходу, що заявляється, забезпечує узгоджений рух системи: зв'язаний багатовалковий інструмент деформації спільне для всієї лінії робоче тіло, що відповідає мінімуму споживаної енергії, при відсутності вимірювання основних силових параметрів технологічного процесу на робочих клітях, за рахунок узгодженого руху неоднакового діаметру робочих валків клітей, спричиненого механічним саморегулюванням системи "робочі валки шестеренна диференційна кліть (диференціал)", а також за рахунок автоматичного пошуку оптимального розподілу локальних потужностей електроприводів робочих клітей при збереженні на стаціонарному рівні сумарної потужності, споживаної технологічним процесом, і підтримуванні продуктивності неперервного процесу на заданому рівні. Диференціал, що є механічним пристроєм, розподіляє узгоджений рух на два валки від одного привода з тієї причини, що він не диктує яку кутову швидкість має прийняти той чи інший валок кліті. При однакових моментах навантаження на валках останні однаково обертаються, а при різних - кутові швидкості валків розподіляються обернено пропорційно по відношенню до навантажень. У результаті досягається узгодження кінематичних і динамічних процесів в осередку деформації. Сумарна електромеханічна потужність системи залежить від питомого опору технологічних операцій і їх продуктивності. Поточна величина сумарної потужності буде такою, яка необхідна для подолання поточного опору деформації при заданій продуктивності процесу. Будь-яка зміна локальної потужності кліті пропорційно буде змінювати продуктивність всього технологічного процесу. А зміна локальної потужності призводить до рівної за абсолютною величиною, але протилежною за знаком, зміни суми решти потужностей робочих клітей, при цьому сумарна потужність усіх робочих клітей залишається на тому ж рівні. Такий оптимальний розподіл сумарної потужності по технологічних операціях при заданій продуктивності неперервного процесу дозволяє зберегти динамічну рівновагу системи, завдяки споживанню мінімуму енергозатрат на технологію. Сутність запропонованого винаходу пояснюється кресленнями, де на Фіг.1 схематично зображена лінія виготовлення порошкового дроту, на Фіг.2 - схема електромеханічного приводу з робочими валками; на Фіг.3 - схема управління електродвигунів за потужністю. Лінія виготовлення порошкового дроту (Фіг.1) містить послідовно розташовані пристрій 1 розмотування стрічки, профілезгинальний стан з горизонтальними і вертикальними робочими клітями 2, дозуючий пристрій З і намотувальний пристрій 4 з укладальником дроту на котушку. Кліті 2 забезпечені електромеханічним приводом (Фіг.2), що складається з електродвигуна 5, з'єднаного з шестеренною диференційною кліттю 6 горизонтального або вертикального виконання. Кліть 6 містить зв'язане з валом електродвигуна 5 водило 7, кінематично зв'язане з двома напівосями 8 диференціала, які є осями робочих валків 9 робочих клітей 2. Для управління електродвигунами 5 за потужні 5 стю лінія забезпечена регулятором 10 продуктивності і задатчиком 11 коефіцієнтів локальних потужностей (Фіг.3). Лінія виготовлення порошкового дроту працює таким чином. Рулонна стрічка з пристрою 1 розмотування стрічки потрапляє у профілезгинальний стан з горизонтальними і вертикальними робочими клітями 2, в яких поступово формують трубчасту заготовку, заповнюють її порошком необхідного складу, що подається з дозуючого пристрою 3; порошок ущільнюють, а заготовку формують, рівномірно обжимають і калібрують до заданого типорозміру. Готовий порошковий дріт порядно укладають на котушки намотувального пристрою 4. Лінія працює з певною продуктивністю, що залежить від опору деформації. В залежності від величини продуктивності технологічного процесу на виході регулятора 10 продуктивності встановлюють величину сумарної потужності електропри 89876 6 водів, яку розподіляють по електродвигунах 5, тобто по технологічних операціях, за допомогою коефіцієнтів локальних потужностей, величину яких визначають за певним алгоритмом, побудованим на послідовній знакоперемінній варіації локальних потужностей і відповідній зміні сумарної потужності електроприводів решти клітей 2 на величину цієї варіації. Локальна потужність електродвигунів 5 у шестеренних диференційних клітях 6, у яких дві ведені напівосі 8 самі регулюють з якою кутовою швидкістю їм обертатися по відношенню до ведучого водила 7, ділиться навпіл шляхом механічної саморегуляції і однорідно розподіляється між робочими валками 9. При цьому при однакових моментах навантаження на валках 9 останні однаково обертаються, а при різних – кутові швидкості валків 9 розподіляються обернено пропорційно по відношенню до навантажень. 7 Комп’ютерна верстка Л. Ціхановська 89876 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine of production of flux cored electrode
Автори англійськоюLytvynov Viktor Ivanovych, Petrov Mykhailo Yuriiovych, Dashkovska Olena Volodymyrivna, Pletsys Vadym Yuriiovych
Назва патенту російськоюЛиния изготовления порошковой проволоки
Автори російськоюЛитвинов Виктор Иванович, Петров Михаил Юрьевич, Дашковская Елена Владимировна, Плецис Вадим Юрьевич
МПК / Мітки
МПК: B21C 37/00, B22F 3/18, B23K 35/00
Мітки: виготовлення, лінія, порошкового, дроту
Код посилання
<a href="https://ua.patents.su/4-89876-liniya-vigotovlennya-poroshkovogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Лінія виготовлення порошкового дроту</a>
Лінія виготовлення порошкового дроту
Номер патенту: 36555
Опубліковано: 27.10.2008
Автори: Литвинов Віктор Іванович, Петров Михайло Юрійович, Плецис Вадим Юрійович, Дашковська Олена Володимирівна
МПК: B23K 35/00, B22F 3/18, B21C 37/00
Мітки: виготовлення, порошкового, дроту, лінія
Формула / Реферат:
1. Лінія виготовлення порошкового дроту, що містить послідовно розташовані пристрій розмотування стрічки, профілезгинальний стан з горизонтальними і вертикальними робочими клітями, принаймні частина з яких забезпечена електромеханічним приводом, що складається з електродвигуна, з'єднаного з шестеренною диференційною кліттю горизонтального або вертикального виконання, дозуючий пристрій і намотувальний пристрій, яка відрізняється тим, що...
Лінія для виготовлення порошкового дроту в металевій оболонці з фальцевим швом
Номер патенту: 11165
Опубліковано: 15.12.2005
Автори: Булигін Павло Володимирович, Андреєв Сергій Миколайович
МПК: B22F 5/12, B21C 37/00, B23K 35/40
Мітки: лінія, дроту, швом, фальцевим, виготовлення, оболонці, порошкового, металевій
Формула / Реферат:
1. Лінія для виготовлення порошкового дроту в металевій оболонці з фальцевим швом, що містить послідовно розташовані розмотувальний пристрій, формувально-редукційний стан, що складається з блока формуючих горизонтальних клітей, дозуючого пристрою для заповнення порошком сформованого із стрічки жолоба, ущільнювача порошку в жолобі, виконаного у вигляді кліті, вертикальних і горизонтальних формуючих клітей і редукційного блока з ланцюговим...
Лінія багатокомпонентних наповнювачів для порошкового дроту
Номер патенту: 2937
Опубліковано: 15.09.2004
Автори: Бойко Володимир Семенович, Кохан Анатолій Омел'янович, Зайка Володимир Якович, Ірха Віктор Миколайович, Семенченко Петро Михайлович
МПК: B65G 65/30
Мітки: порошкового, наповнювачів, багатокомпонентних, лінія, дроту
Формула / Реферат:
1. Лінія багатокомпонентних наповнювачів для порошкового дроту, що складається з ряду бункерів, вагових дозаторів, живильників, конвеєра, змішувача, кюбеля, ваг і візка, яка відрізняється тим, що бункери в лінії конвеєра виконані підвішеними на силовимірювальних тензодатчиках, зв'язаних з електровіброживильниками розвантаження вагових дозаторів, причому конвеєр виконаний трубчастим вібраційним, вхідна порожнина якого з'єднана з живильниками...
Спосіб виготовлення порошкового дроту

Номер патенту: 32174
Опубліковано: 12.05.2008
Автори: Гринь Олександр Григорович, Шаповалов Константин Петрович, Івасенко Микола Миколайович, Свиридов Олександр Володимирович
МПК: B23K 35/02
Мітки: спосіб, дроту, порошкового, виготовлення
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає в формуванні з металевої стрічки жолобчатого профілю, заповненні цього профілю шихтою, багаторазовому сумісному волочінні через волоки, до отримання дроту необхідної форми та геометричних розмірів, який відрізняється тим, що нагрівання порошкового дроту здійснюється до температури 500-600 °С, струмами високої частоти, після проходження
Спосіб виготовлення порошкового дроту
Номер патенту: 15787
Опубліковано: 17.07.2006
Автори: Дюнов Павел Васильевич, Самохвалов Володимир Михайлович, Синельніков Володимир Петрович, Бойко Володимир Семенович, Климанчук Владислав Владиславович, Шепель Віктор Данілович, Калус Юрий Иванович
МПК: C21C 7/06
Мітки: спосіб, дроту, виготовлення, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який включає виготовлення суміші з гранульованого магнію і магнезиту з наступним її завальцюванням у металеву оболонку, який відрізняється тим, що на поверхню гранул магнію наносять оболонку з інертного матеріалу чи магнезиту при сумісному помелі в кульовому млині.
Попередній патент: Спосіб вилучення домішок із спиртовмісних фракцій в процесі брагоректифікації
Наступний патент: Система калібрів для прокатки кутових профілів
Випадковий патент: Шахтний візок