Лінія для виготовлення порошкового дроту в металевій оболонці з фальцевим швом
Номер патенту: 11165
Опубліковано: 15.12.2005
Автори: Булигін Павло Володимирович, Андреєв Сергій Миколайович

Формула / Реферат
1. Лінія для виготовлення порошкового дроту в металевій оболонці з фальцевим швом, що містить послідовно розташовані розмотувальний пристрій, формувально-редукційний стан, що складається з блока формуючих горизонтальних клітей, дозуючого пристрою для заповнення порошком сформованого із стрічки жолоба, ущільнювача порошку в жолобі, виконаного у вигляді кліті, вертикальних і горизонтальних формуючих клітей і редукційного блока з ланцюговим приводом, а також змотувальний пристрій для формування бунтів з дроту, яка відрізняється тим, що редукційний блок складається з шести клітей дуоконсольного типу, встановлених з чергуванням вертикально і горизонтально розташованих робочих валів, при цьому горизонтальні кліті виконані привідними з передаточним відношенням, що забезпечує збільшення швидкості плющення з урахуванням коефіцієнта витягання в попередній кліті, стан забезпечений дозувальним пристроєм роторного типу, а привід стана виконаний у вигляді мотор-редуктора з асинхронним електродвигуном, встановленим на станині стана.
2. Лінія за п. 1, яка відрізняється тим, що в редукційний вертикальній кліті валкові подушки встановлені з можливістю переміщення на двох циліндрових напрямних, змонтованих в коритоподібному жолобі, одна з яких має різьбову ділянку і хвостовик під ключ, при цьому у валкових подушках додатково виконані по два горизонтальні отвори, відповідно циліндровим напрямним.
3. Лінія за п. 1, яка відрізняється тим, що в редукційній горизонтальній кліті на корпусі нижньої подушки закріплена масивна стійка з напрямним пазом прямокутного перерізу, а у верхній подушці додатково виконано два вертикальні отвори, один з яких різьбовий, при цьому верхня подушка встановлена в напрямному пазі стійки і фіксується в ньому за допомогою двох циліндрових напрямних, одна з яких з різьбою і хвостовиком під ключ, при цьому верхні стоншені кінці напрямних встановлюються у відповідні отвори упора стійки, а нижні стоншені кінці встановлюються у відповідні їм глухі отвори, виконані в нижній подушці.
4. Лінія за п. 1, яка відрізняється тим, що роторний живильник шихти дозуючого пристрою являє собою корпус з круглим крізним отвором, на якому змонтована дозуюча заслінка і обертовий ротор, зв'язаний з вихідним валом черв'ячного редуктора, який закріплений на бічній стіні корпуса дозуючого пристрою, при цьому на черв'ячному валу редуктора встановлена зірочка, зв'язана ланцюговою передачею з привідним валом робочої кліті стана.
5. Лінія за п. 1, яка відрізняється тим, що опорний стіл контейнера дозуючого пристрою закріплений на його проміжному бункері і сполучений зі станиною двома опорними стійками.
6. Лінія за п. 1, яка відрізняється тим, що мотор-редуктор забезпечений перетворювачем частоти змінного струму.
Текст
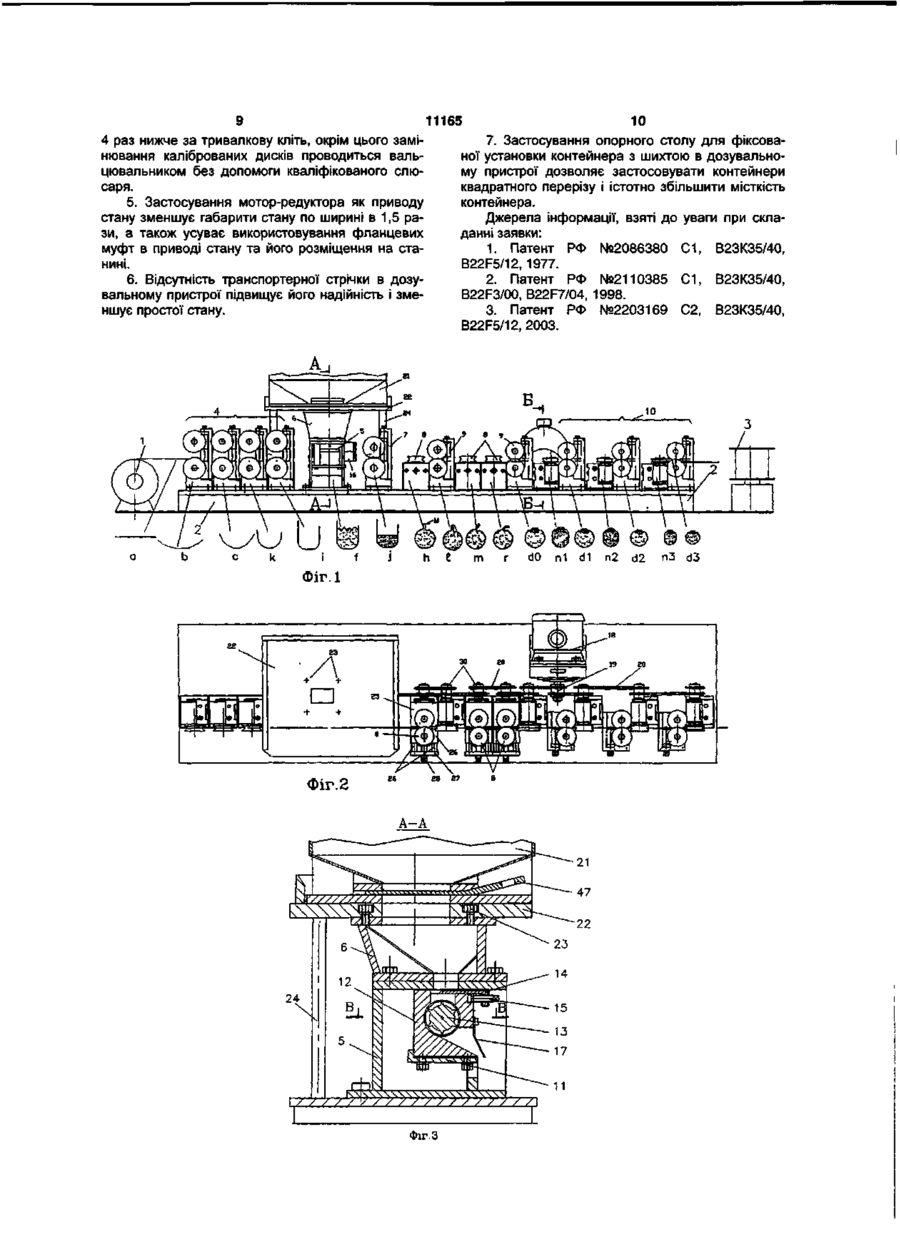
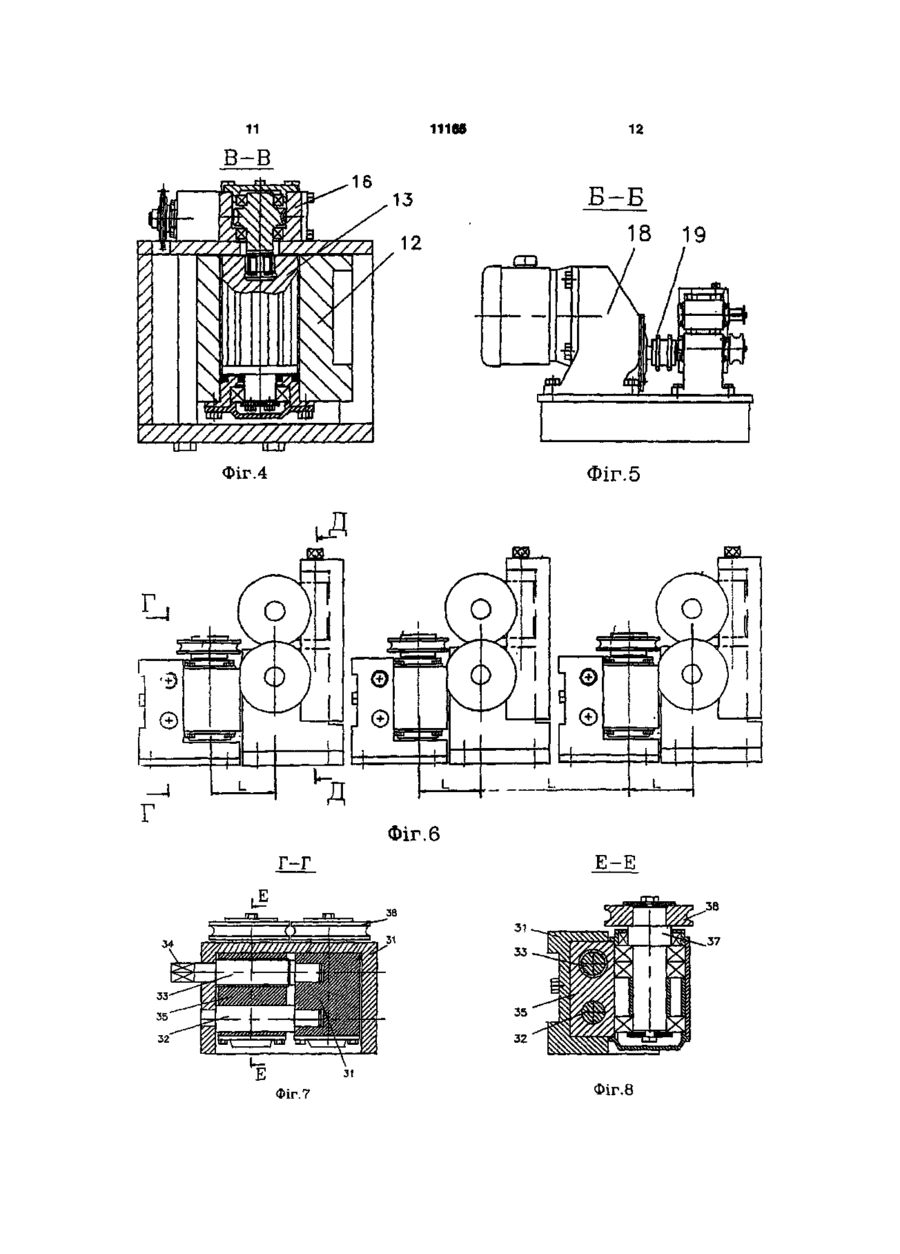
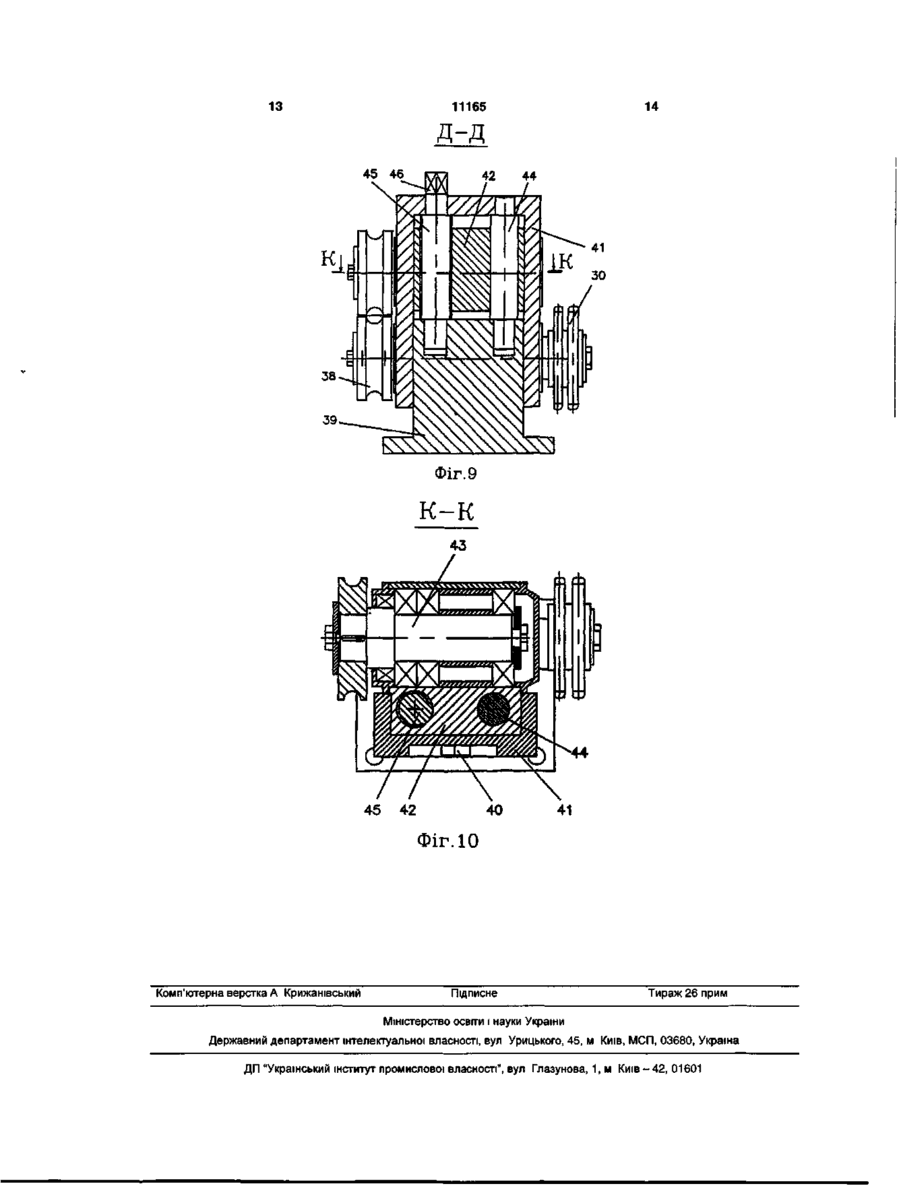
1. Лінія для виготовлення порошкового дроту в металевій оболонці з фальцевим швом, що містить послідовно розташовані розмотувальний пристрій, формувально-редукційний стан, що складається з блока формуючих горизонтальних клітей, дозуючого пристрою для заповнення порошком сформованого із стрічки жолоба, ущільнювача порошку в жолобі, виконаного у вигляді кліті, вертикальних і горизонтальних формуючих клітей і редукційного блока з ланцюговим приводом, а також змотувальний пристрій для формування бунтів з дроту, яка відрізняється тим, що редукційний блок складається з шести клітей дуоконсольного типу, встановлених з чергуванням вертикально і горизонтально розташованих робочих валів, при цьому горизонтальні кліті виконані привідними з передаточним відношенням, що забезпечує збільшення швидкості плющення з урахуванням коефіцієнта витягання в попередній кліті, стан забезпечений дозувальним пристроєм роторного типу, а привід стана виконаний у вигляді мотор-редуктора з асинхронним електродвигуном, встановленим на станині стана. 2. Лінія за п. 1, яка відрізняється тим, що в редукційний вертикальній кліті валкові подушки встановлені з можливістю переміщення на двох цилін дрових напрямних, змонтованих в коритоподібному жолобі, одна з яких має різьбову ділянку і хвостовик під ключ, при цьому у валкових подушках додатково виконані по два горизонтальні отвори, відповідно циліндровим напрямним. 3. Лінія за п. 1, яка відрізняється тим, що в редукційній горизонтальній кліті на корпусі нижньої подушки закріплена масивна стійка з напрямним пазом прямокутного перерізу, а у верхній подушці додатково виконано два вертикальні отвори, один з яких різьбовий, при цьому верхня подушка встановлена в напрямному пазі стійки і фіксується в ньому за допомогою двох циліндрових напрямних, одна з яких з різьбою і хвостовиком під ключ, при цьому верхні стоншені кінці напрямних встановлюються у відповідні отвори упора стійки, а нижні стоншені кінці встановлюються у відповідні їм глухі отвори, виконані в нижній подушці. 4. Лінія за п. 1, яка відрізняється тим, що роторний живильник шихти дозуючого пристрою являє собою корпус з круглим крізним отвором, на якому змонтована дозуюча заслінка і обертовий ротор, зв'язаний з вихідним валом черв'ячного редуктора, який закріплений на бічній стіні корпуса дозуючого пристрою, при цьому на черв'ячному валу редуктора встановлена зірочка, зв'язана ланцюговою передачею з привідним валом робочої кліті стана. 5. Лінія за п. 1, яка відрізняється тим, що опорний стіл контейнера дозуючого пристрою закріплений на його проміжному бункері і сполучений зі станиною двома опорними стійками. 6. Лінія за п. 1, яка відрізняється тим, що моторредуктор забезпечений перетворювачем частоти змінного струму. со Ю CD о> Корисна модель відноситься до пристроїв виготовлення порошкового дроту в металевій оболонці з фальцевим швом діаметром 8-20мм, що використовується переважно для позапічної обробки сталі і чавуну. Відома технологічна лінія для виготовлення порошкового дроту в металевій оболонці з фаль цевим швом, що містить послідовно розташовані розмотувач рулонів вихідної стрічки, формувально-редукційний стан, що складається з двох горизонтальних неприводних клітей, встановлених перед дозувальним пристроєм для заповнення порошком сформованого із стрічки жолоба, ущільнювача порошку в жолобі, виконаного у вигляді 11165 КЛІТІ з індивідуальним приводом верхнього валка, за яким розміщені неприводні вертикальні і горизонтальні формуючі КЛІТІ, спеціальний пристрій для закриття фальцевого шва в трубчастому профілі, редукційнийий двоклітьовий блок з тривалкових клітей, волочильний барабан, що тягне, а також змотувальний пристрій для змотування дроту в бунт Стан забезпечений дозатором стрічкового типу [1] Відома ЛІНІЯ для виробництва порошкового дроту в металевій оболонці для обробки металевих розплавів, що містить послідовно розташовані розмотувальний пристрій стрічки, формувальноредукційний стан, що складається з приводних горизонтальних і вертикальних формуючих клітей, дозувального пристрою для заповнення порошком сформованого із стрічки жолоба, ущільнювача порошку в жолобі, виконаного у вигляді КЛІТІ з індивідуальним приводом верхнього валка, за яким встановлена формуюча вертикальна кліть і спеціальний неприводний роликовий пристрій для формування фальцевого з'єднання, редукційного блоку клітей, виконаного у вигляді тривалкової КЛІТІ з приводними валками і калібруючої тривалкової КЛІТІ з неприводними валками, окрім цього груповий привід стану включає роздавальний редуктор, ВИХІДНІ вали якого сполучені з робочими валками за допомогою втулково-шліцьових муфт, а також змотувальний пристрій для формування бунтів з дроту Стан оснащений дозатором стрічкового типу Електродвигун і редуктор приводу стану встановлені на масивній тумбі, що стоїть окремо, при цьому редуктор сполучений з приводним валом робочої КЛІТІ і валом електродвигуна за допомогою фланцевих муфт [2] Найближчою до пропонованої корисної моделі є ЛІНІЯ для виготовлення порошкового дроту в металевій оболонці з фальцевим швом, що містить послідовно розташовані розмотувальний пристрій стрічки, формувально-редукційний стан, що складається з чотириклітьового блоку горизонтальних клітей, встановлених перед дозувальним пристроєм для заповнення порошком сформованого із стрічки жолоба, ущільнювача порошку в жолобі, виконаного у вигляді КЛІТІ, за якою розміщені вертикальні і горизонтальні формуючі і редукційні тривалкові КЛІТІ, при цьому стан забезпечений ланцюговим приводом обертання робочих валів, виконаним у вигляді ланцюгових передач, що охоплюють кожну пару сусідніх клітей, а вихідний вал редуктора стану зв'язаний з приводним кінцем валка однієї з клітей стану, а також змотувальний пристрій для формування бунтів з готового дроту Стан оснащений дозатором стрічкового типу Електродвигун і редуктор приводу стану встановлені на масивній тумбі, що стоїть окремо, при цьому редуктор сполучений з приводним валом робочої КЛІТІ і валом двигуна за допомогою фланцевих муфт [3] Загальні недоліки пристроїв розглянутих вище трьох аналогів 1 При переході на плющення іншого діаметра дроту проводиться замінювання робочих дисків у всіх тривалкових редукційних клітях стану, при цьому простій технологічної лінії складає від 5 до 7 годин 2 Складність пристрою і відсутність радіального регулювання валків у приводній тривалковій КЛІТІ вимагає високої точності виготовлення каліброваних дисків і ретельного настроювання КЛІТІ при замінюванні дисків 3 Максимальна витяжна здатність двоклітьового блоку з тривалкових клітей складає не більше 8% 4 КІЛЬКІСТЬ каліброваних дисків (роликів) в тривалковому редукційному блоці в 1,5 рази більше, ніж в блоці з клітей дуо 5 Через складність пристроїв редукційних тривалкових клітей вартість їх виготовлення в 3-4 рази вище, ніж клітей дуо, окрім цього замінювання каліброваних дисків повинно проводитися кваліфікованим слюсарем 6 При використовуванні дозаторів стрічкового типу спостерігаються випадки розриву транспортерної стрічки Простій стану при замінюванні стрічки складає 1-1,5 години 7 Установка електродвигуна і редуктора приводу стану на масивній тумбі, що стоїть окремо, значно збільшує габарити стану по ширині і вимагає застосування двох фланцевих муфт 8 основу корисної моделі поставлена задача удосконалення лінії для виготовлення порошкового дроту в металевій оболонці з фальцевим швом, в якій шляхом введення редукційного блоку, що складається з клітей дуо, дозувального пристрою роторного типу мотор-редуктора, розташованого на станині, розширюється розмірний сортамент дроту, прокачуваного з однієї ширини вихідної стрічки, підвищується продуктивність стану і зменшуються його габарити Поставлена задача розв'язується тим, що в ліни для виготовлення порошкового дроту в металевій оболонці з фальцевим швом, що містить послідовно розташовані розмотувальний пристрій, формувально-редукційний стан, що складається з блоку формуючих горизонтальних клітей, дозувального пристрою для заповнення порошком сформованого із стрічки жолоба, ущільнювача порошку в жолобі, виконаного у вигляді КЛІТІ, вертикальних і горизонтальних формуючих клітей і редукційного блоку з ланцюговим приводом, а також змотувальний пристрій для формування бунтів з дроту, згідно корисної моделі редукційний блок складається з шести клітей дуоконсольного типу, встановлених з чергуванням вертикально і горизонтально розташованих робочих валів, при цьому горизонтальні КЛІТІ виконані приводними з передаточним відношенням, що забезпечує збільшення швидкості плющення з урахуванням коефіцієнта витягання в попередній КЛІТІ, стан забезпечений дозувальним пристроєм роторного типу, а привід стану виконаний у вигляді мотор-редуктора з асинхронним електродвигуном, встановленим на станині стану Окрім цього в редукційній вертикальній КЛІТІ валкові подушки встановлені з можливістю переміщення на двох циліндрових напрямних, змонтованих в ночвоподібному жолобі, одна з яких має різьбову ділянку і хвостовик під ключ, при цьому у валкових подушках додатково виконані по два горизонтальні отвори, ВІДПОВІДНІ циліндровим напрямним 11165 Також в редукційній горизонтальній кліті на корпусі нижньої подушки закріплена масивна стійка з напрямним пазом прямокутного перерізу, а у верхній подушці додатково виконано два вертикальні отвори, один з яких різьбовий, при цьому верхня подушка встановлена в напрямному пазі стійки і фіксується в ньому за допомогою двох циліндрових напрямних, одна з яких з різьбленням і хвостовиком під ключ, при цьому верхні стоншені кінці напрямних встановлюються у відповідні отвори упора стійки, а нижні стоншені кінці встановлюються у відповідні їм глухі отвори, виконані в нижній подушці. При цьому роторний живильник шихти дозувального пристрою являє собою корпус з круглим крізним отвором, на якому змонтована дозувальна заслінка і обертовий ротор пов'язаний з вихідним валом черв'ячного редуктора, який закріплений на бічній стіні корпусу дозувального пристрою, а на черв'ячному валу редуктора встановлена зірочка, зв'язана ланцюговою передачею з приводним валом робочої кліті стану. Опорний стіл контейнера дозувального пристрою закріплений на його проміжному бункері і сполучений зі станиною двома опорними стійками. А мотор-редуктор забезпечений перетворювачем частоти змінного струму. На Фіг.1 схематично зображена технологічна лінія для виготовлення порошкового дроту з фальцевим швом, суміщена зі схемою послідовного формування профілю дроту (буквені позначення від а до d3); на Фіг.2 - формувально-редукційний стан (вигляд зверху); на Фіг.З - установка опорного столу в дозувальному пристрої стану, розріз А-А на Фіг.1: на Фіг.4 - роторний живильник шихти, розріз В-В на Фіг.З: на Фіг.5 - установка моторредуктора на станині стану: розріз Б-Б на Фіг.1; на Фіг.6 - редукційний шестиклітьовий блок (вигляд збоку): на Фіг.7 - неприводна вертикальна редукційна кліть, розріз Г-Г на Фіг.6: на Фіг.8. - неприводна вертикальна кліть, розріз Е-Е на Фіг.7: на Фіг.9 - приводна редукційна кліть, розріз Д-Д на Фіг.6: на Фіг. 10 - приводна горизонтальна кліть, розріз К-К на Фіг.9. Лінія для виготовлення порошкового дроту з фальцевим швом включає послідовно розташовані розмотувальний пристрій 1, формувальноредукційний стан 2 і змотувальний пристрій З (Фіг.1 і 2). Стан 2 включає неприводний чотириклітьовий блок 4, виконаний з горизонтальних клітей дуо, за яким є встановлений роторний дозувальний пристрій 5 з проміжним бункером 6 і ущільнююча кліть 7, п'ять формуючих клітей дуо, з них три з вертикальним (8) і дві з горизонтальним (9) розташуванням валків, а також редукційний блок 10, виконаний з шести клітей дуо, встановлених з чергуванням вертикального і горизонтального розташування робочих валків, при цьому горизонтальні кліті виконані приводними з передаточним відношенням, що забезпечує збільшення швидкості плющення з урахуванням коефіцієнта витягання в попередній кліті. Дозувальний пристрій роторного типу (Фіг.1, Фіг.З і Фіг.4) являє собою корпус 5, усередині якого встановлено на столику 11 корпус 12 роторного живильника шихти з ротором 13 і шибером 14, положення якого регулюється гвинтом 15. По периметру ротора 13 виконані подовжні пази, які заповнюються порошком, що зсипається з проміжного бункера 6, а при повороті ротора на 90-150 градусів порошок падає вниз у випускний отвір живильника 12. На правій бічній стіні корпусу дозувального пристрою 5 закріплений черв'ячний редуктор 16, за допомогою якого передається крутний момент ротору 13 живильника від приводного валу ущільнювальної кліті 7. В роторному живильнику 12 виконані вертикальний (впускний) і похилий (випускний) отвори прямокутної форми, а також крізний круглий отвір, який перетинає впускний і випускний отвори. На лівому кінці ротора 13 виконана циліндрова цапфа під підшипник, а в протилежному кінці ротора зроблена шліцьова виточка. В круглий отвір живильника 12 встановлюється зібраний ротор 13, при цьому шліцьова виточка ротора зчіплюється з шліцьовим хвостовиком вихідного валу черв'ячного редуктора 16. Над виходом з випускного похилого отвору живильника 12 закріплений відбивач 17, що направляє порошок, який зсипається в жолоб. Приводні вали робочих клітей і ротор дозувального пристрою приводяться в обертання від загального мотор-редуктора 18, встановленого безпосередньо на станині стану (Фіг.2, Фіг.5). З метою значного зменшення габаритів і маси мотор-редуктора 18 він оснащений електродвигуном змінного струму, маса і габарити якого в 1,5-2 рази менші ніж у двигунів постійного струму, а для можливості необхідного змінювання швидкості плющення електропривід редуктора 18 оснащений перетворювачем частоти змінного струму. На вихідному валу мотор-редуктора 18 встановлена здвоєна зірочка 19, сполучена ланцюговими передачами 20 із зірочками приводних валів робочих клітей. В клітях дуо приводним є тільки один робочий валок (в горизонтальних клітях - нижній валок, а у вертикальних - лівий по ходу плющення), приводний вал черв'ячного редуктора 16 роторного дозувального пристрою зв'язаний ланцюговою передачею з приводним валом ущільнювальної кліті 7, тому при змінюванні швидкості плющення на стані, прямо пропорційно змінюється швидкість обертання ротора 13, що забезпечує стабільність об'єму шихти, що засипається у сформований жолоб при різних швидкостях плющення. Для фіксованої установки контейнера 21 з шихтою використовується опорний стіл 22 з буртами, який встановлений і закріплений болтами 23 на верхній площині проміжного бункера 6, окрім цього стіл 22 забезпечений двома додатковими стійками 24 (Фіг.1, 2 і Фіг.З). Всі робочі кліті, дозувальний пристрій з опорним столом контейнера і моторредуктор встановлені на спільній станині стану. З метою скорочення тривалості замінювання каліброваних робочих дисків всі формуючі і редукційні кліті дуо виконані з консольним розташуванням робочих валів. Робочі ролики встановлені і фіксуються на консолях валів шпонками і болтами. Приводна формуюча кліть дуо 8 з вертикальними валками (Фіг.1 і 2) включає нерухому ліву подушку 25, в якій змонтовані на підшипниках горизонтальний і вертикальний вали, зв'язані між 11165 собою конічними шестернями, а на передній торцевій площині подушки 25 закріплено дві циліндрові колони 26, на кінцях яких встановлена траверса 27 з натискним гвинтом 28. Подушка 29 правого валка встановлена на колонах 26 з можливістю переміщення уздовж колон від натискного гвинта 28, який зв'язаний кронштейном з подушкою 29. У всіх приводних клітях дуо приводним є тільки один робочий валок, на приводному хвостовиці якого закріплена зірочка ЗО для передачі крутного моменту від зірочки 19 мотор-редуктора 18 за допомогою ланцюгових передач 20. Неприводна вертикальна кліть дуо редукційного блоку 10 включає ночвоподібний корпус 31 (Фіг.6, 7 і 8), в якому на двох циліндрових напрямних 32 і 33, при цьому верхня 32 має різьбову ділянку і хвостовик 34 під ключ, встановлені з можливістю переміщення права 35 і ліва 36 подушки, в кожній з яких є виконаний вертикальний отвір, в який вмонтовується робочий вал 37 на підшипниках, і два горизонтальні отвори, відповідні циліндровим напрямним 32 і 33, при цьому на правій подушці 35 верхній отвір різьбовий. Положення правої подушки 35 щодо осі плющення регулюється обертанням напрямної 33 за допомогою хвостовика 34 і гайкового ключа. Калібровані ролики 38 встановлені на консолях робочих валів 37 і закріплені шайбою і болтом. Приводна горизонтальна кліть дуо редукційного блоку 10 (Фіг.9 і 10) включає нижню подушку 39, в якій змонтований на підшипниках нижній приводний вал із зірочкою ЗО, окрім цього на подушці 39 є закріплена болтами 40 масивна стійка 41 з напрямним пазом прямокутного перерізу, в якому верхня подушка 42 може переміщатися по висоті. У верхній подушці 42 виконаний горизонтальний отвір, в якому змонтований на підшипниках робочий вал 43, а також два вертикальні отвори, один з яких різьбовий, для проходження крізь подушку циліндрової 44 і різьбової 45 напрямних. Подушка верхнього валка 42 встановлена в напрямному пазі стійки 41 і фіксується в ньому по висоті за допомогою різьбової напрямної 45,що має хвостовик 46 під ключ, і циліндрової напрямної 44, при цьому верхні стоншені кінці напрямних 44 і 45 встановлені у відповідні отвори упора стійки 41, а нижні стоншені кінці встановлені у відповідні глухі отвори нижньої подушки 39. При обертанні різьбової напрямної 45 підіймається або опускається верхня подушка 42, тобто різьбова напрямна 45 виконує функцію натискного пристрою. Таке конструктивне рішення вертикальних і горизонтальних клітей редукційного блоку викликано прагненням максимально зменшити відстань L між вогнищами деформацій в горизонтальній і вертикальній клітях, щоб уникнути звалювання заготівки овального перерізу в круглому калібрі горизонтальної кліті. Робота лінії при виробництві порошкового дроту з фальцевим швом здійснюється таким чином. На опорний стіл 22 дозувального пристрою встановлюється контейнер 21 з шихтою. В розмотувальний пристрій 1 лінії (Фіг.1) встановлюється касета з рулоном вихідної стрічки і передній кінець стрічки подається до першої кліті стану 2. В горизонтальних валках чотиривалкового блоку 4 вихід 8 ній стрічці послідовно надається форма перерізу Ь, с, к та і. Відкривається випускний отвір контейнера 21 шляхом витягнення заслінки 47 (Фіг.З). В U-подібний жолоб і з різною висотою стін дозувальним пристроєм 5 засипається порошковий матеріал, після чого заготівка f поступає в калібр ущільнюючої кліті 7, в якій порошок розрівнюється і ущільнюється відповідно до конфігурації калібру. Заготівка j з ущільненою шихтою поступає в калібр формуючої вертикальної кліті 8, де проводиться згортання U-подібного жолоба j в трубчасту заготівку h з відбортовкою країв жолоба під фальцеве з'єднання. Трубчаста заготівка h поступає в кліть 9, де за допомогою верхнього валка елемент відбортовки М (поз. h) підгинається вниз (поз. І) на кут 40-60°, а в наступній вертикальній кліті 8 приводними валками здійснюється формування фальца та його нахил управо на 40-50° (поз. т ) , потім заготівка m поступає в наступний калібр вертикальної кліті 8, де здійснюється остаточне стиснення фальца і його нахил управо на 80-90° (поз. г). Після цього заготівка г поступає в калібр формуючої кліті 9, де проводиться осадження і вдавлювання нахиленого фальца з формуванням круглого перерізу d0 і лежачого фальцевого шва. Далі кругла порошкова заготівка d0 поступає в редукційний шестиклітьовий блок 10, де послідовно редукується в готові круглі профілі d1, d2, d3, при цьому d1>d2>d3. В першій вертикальній кліті блоку з круглої заготівки dO формується овальний профіль п1. В другій горизонтальній кліті блоку з профілю п1 прокачується круглий профіль d1, з якого в третій кліті (вертикальній) формується овальний профіль п2. В четвертій кліті (горизонтальній) з овального профілю п2 прокачується круг d2, а в п'ятій вертикальній кліті з нього формується овальний переріз пЗ, з якого в останній кліті блоку 10 прокачується круглий профіль d3. Робота триває до заповнення барабана змотувального пристрою 3, після чого лінія зупиняється, проводиться обрізання дроту, змотаний бунт знімається, закріплюється за барабан обрізаний кінець і лінія знов вводиться в роботу. При необхідності випуску іншого розміру дроту, наприклад, дроту діаметром d2, валки останніх двох клітей редукційного блоку 10 розводяться і профіль з четвертої кліті блоку подається на змотувальний пристрій лінії, при цьому якого-небудь додаткового перенастроювання валків робочих клітей стану не вимагається. Основні переваги пропонованої лінії порівняно з прототипом: 1. Простій технологічної лінії при переході на плющення іншого діаметра дроту складає від 20 до 40 хвилин. 2. Запропонований редукційний блок дозволяє проводити сумарне зменшення поперечного перерізу порошкової заготівки d0 від 0 до 30%, що дозволяє розширити вдвічі розмірний сортамент дроту, що виготовляється з однієї ширини вихідної стрічки. 3. Кількість каліброваних дисків (роликів) в редукційному блоці з клітей дуо в 1,5 рази менше ніж в блоці з тривалкових клітей. 4. Через спрощення пристрою редукційної кліті дуоконсольного типу, вартість її виготовлення в З 11165 10 7. Застосування опорного столу для фіксованої установки контейнера з шихтою в дозувальному пристрої дозволяє застосовувати контейнери квадратного перерізу і істотно збільшити місткість контейнера. Джерела інформації, взяті до уваги при складанні заявки: 1. Патент РФ №2086380 С1, В23К35/40, B22F5/12, 1977. 2. Патент РФ №2110385 С1, В23К35/40, B22F3/00, B22F7/04, 1998. 3. Патент РФ №2203169 С2, В23К35/40, B22F5/12, 2003. 4 раз нижче за тривалкову кліть, окрім цього замінювання каліброваних дисків проводиться вальцювальником без допомоги кваліфікованого слюсаря. 5. Застосування мотор-редуктора як приводу стану зменшує габарити стану по ширині в 1,5 рази, а також усуває використовування фланцевих муфт в приводі стану та його розміщення на станині. 6. Відсутність транспортерної стрічки в дозувальному пристрої підвищує його надійність і зменшує простої стану. •U J h Є L\ m r '_ \ . do n1 d1 п2 d2 Фіг.1 Фіг.2 А-А 11 Фіг.З n3 d3 11165 12 Б-Б 18 19 V////////////////// Фіг.5 Фіг. 4 Г Фіг. 6 Е-Е Г-Г Е 38 31 Фіг.7 Фіг.8 11165 13 14 Д-Д 45 46 41 ФІГ. 10 Комп'ютерна верстка А Крижанівський Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюLine for manufacture of powder wire in metal shell with folded seam
Назва патенту російськоюЛиния для изготовления порошковой проволоки в металлической оболочке с фальцевым швом
МПК / Мітки
МПК: B23K 35/40, B22F 5/12, B21C 37/00
Мітки: порошкового, фальцевим, лінія, металевій, швом, дроту, оболонці, виготовлення
Код посилання
<a href="https://ua.patents.su/8-11165-liniya-dlya-vigotovlennya-poroshkovogo-drotu-v-metalevijj-obolonci-z-falcevim-shvom.html" target="_blank" rel="follow" title="База патентів України">Лінія для виготовлення порошкового дроту в металевій оболонці з фальцевим швом</a>
Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці
Номер патенту: 11531
Опубліковано: 15.12.2005
Автори: Руднєв Олександр Леонідович, Живченко Володимир Семенович, Горовий Семен Євгенович, Пахомов Юрій Анатолійович
Мітки: комбінованого, пристрій, виробництва, металевій, дроту, оболонці, порошкового
Формула / Реферат:
Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці, що включає розмотувальний пристрій, формуючий стан, дозатори, ділянку обтискання, тяговий пристрій, який відрізняється тим, що для введення принаймні одного компонента у вигляді дроту встановлюється ролик з направляючою канавкою по зовнішній твірній з притискним роликом, який входить в направляючу канавку, при цьому ширина канавки дорівнює розміру поперечного...
Лінія виробництва компактованих матеріалів у металевій оболонці
Номер патенту: 9985
Опубліковано: 17.10.2005
Автори: Семенченко Петро Михайлович, Івашина Володимир Володимирович, Оспіщев Олександр Андрійович, Тростянецький Олег Брониславович, Гуленков Борис Вікторович, Корленштейн Мусій Єммануїлович, Писаренко Василь Вікторович, Синельніков Володимир Петрович, Шепель Віктор Данілович, Климанчук Владислав Владиславович, Сидоров Сергій Михайлович
МПК: B23K 35/40, B21C 37/00, B22F 3/02
Мітки: оболонці, виробництва, матеріалів, компактованих, металевій, лінія
Формула / Реферат:
1. Лінія виробництва компактованих матеріалів у металевій оболонці, яка містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, підготовчу, замкову, обтискну, калібровану кліті, частина з яких має електричний диференціальний привід, а формувальні ролики профільовані з переходом з
Лінія виробництва порошкових компактованих матеріалів у металевій оболонці
Номер патенту: 48432
Опубліковано: 15.01.2004
Автори: Ларіонов Олександр Олексійович, Троцан Анатолій Іванович, Климанчук Владислав Владиславович, Семенченко Петро Михайлович, Івашина Володимир Володимирович, Бойко Володимир Семенович, Белов Борис Федорович, Лоік Валерій Петрович, Небога Борис Володимирович, Ірха Віктор Миколайович
МПК: B21C 37/00, B23K 35/40, B22F 3/02
Мітки: оболонці, лінія, виробництва, матеріалів, компактованих, металевій, порошкових
Формула / Реферат:
1. Лінія виробництва компактованих матеріалів у металевій оболонці ω-подібного профілю, що містить послідовно розташовані уздовж технологічної лінії протягання розмотувальний пристрій з касетами для рулонної сталі, компенсатор із напрямним і натяжним роликами, стикозварювальний пристрій, формувальний стан із напрямними роликами, підготовчою, замковою, обтискною, каліброваною клітями, одним або більше додатковими дозаторами зі стрічковим...
Спосіб виготовлення замкнених профілів з фальцевим швом
Номер патенту: 61653
Опубліковано: 15.09.2005
Автор: Ахлестін Олександр Володимирович
МПК: B21D 5/06
Мітки: швом, виготовлення, спосіб, замкнених, профілів, фальцевим
Формула / Реферат:
1. Механізм накатки полотна круглов'язальної машини, що містить корпус, в опорах якого розташований товарний валик, та привід, який відрізняється тим, що привід містить електродвигун та редуктор кінематично зв'язані між собою та з товарним валиком.2. Механізм накатки полотна круглов'язальної машини за п. 1, який відрізняється тим, що додатково обладнаний системою керування електродвигуна, яка містить два фотодіоди, розташовані в...
Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем
Номер патенту: 46480
Опубліковано: 15.01.2004
Автори: Ірха Віктор Миколаєвич, Белов Борис Федорович, Бойко Володимир Семенович, Семенченко Петро Михайлович, Ларіонов Олександр Олексійович, Небога Борис Володимирович, Климанчук Владислав Владиславович, Троцан Анатолій Іванович, Шебаніц Едуард Миколайович, Лоік Валерій Петрович
МПК: B23K 35/40, B21C 37/00, B22F 3/02
Мітки: порошкоподібним, наповнювачем, виготовлення, оболонці, матеріалів, спосіб, металевій, компактованих
Формула / Реферат:
1. Спосіб виготовлення компактованих матеріалів у металевій оболонці з порошкоподібним наповнювачем, що включає формування з металевої стрічки ω-подібного профілю трубчастої заготовки, одно- і багатоступінчасте дозування компонентів наповнювача, попереднє його ущільнення, замикання різновисотних кромок оболонки, її обтиснення і калібрування до одержання готового виробу (компакт-матеріалу) заданого типорозміру, який відрізняється тим, що...
Попередній патент: Висяча дрібнозбірна стіна
Наступний патент: Спосіб одержання декоративного металевого покриття на рулоні плівкового матеріалу
Випадковий патент: Пристрій для нвч-нагріву рідинних продуктів