Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані
Номер патенту: 89961
Опубліковано: 25.03.2010
Автори: Скляр Віталій Олександрович, Моцний Віталій Валерійович, Смирнов Євген Миколайович, Горбенко Олександр Ігорович, Смірнов Олексій Миколайович
Формула / Реферат
Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані, при якому обтиснення блюма або заготовки здійснюють у клітях, послідовно розташованих по їх довжині в зоні остаточного затвердіння, за два етапи, який відрізняється тим, що на першому етапі блюм або заготовку обтискують зміщеними один відносно другого у горизонтальній площині на кут 2-6° валками першого ряду, причому центральні ділянки на їх ширині, яка дорівнює ширині рідкої фази, обтискують зі ступенем деформації 0,6-1,2 % і кінцеві ділянки - зі ступенем деформації не менше ніж 50 % від центральних, а на другому етапі обтискають вказані раніше частково деформовані кінцеві ділянки циліндричними валками другого ряду зі ступенем деформації, який дорівнює різниці між деформацією центральних і кінцевих ділянок на першому етапі.
Текст
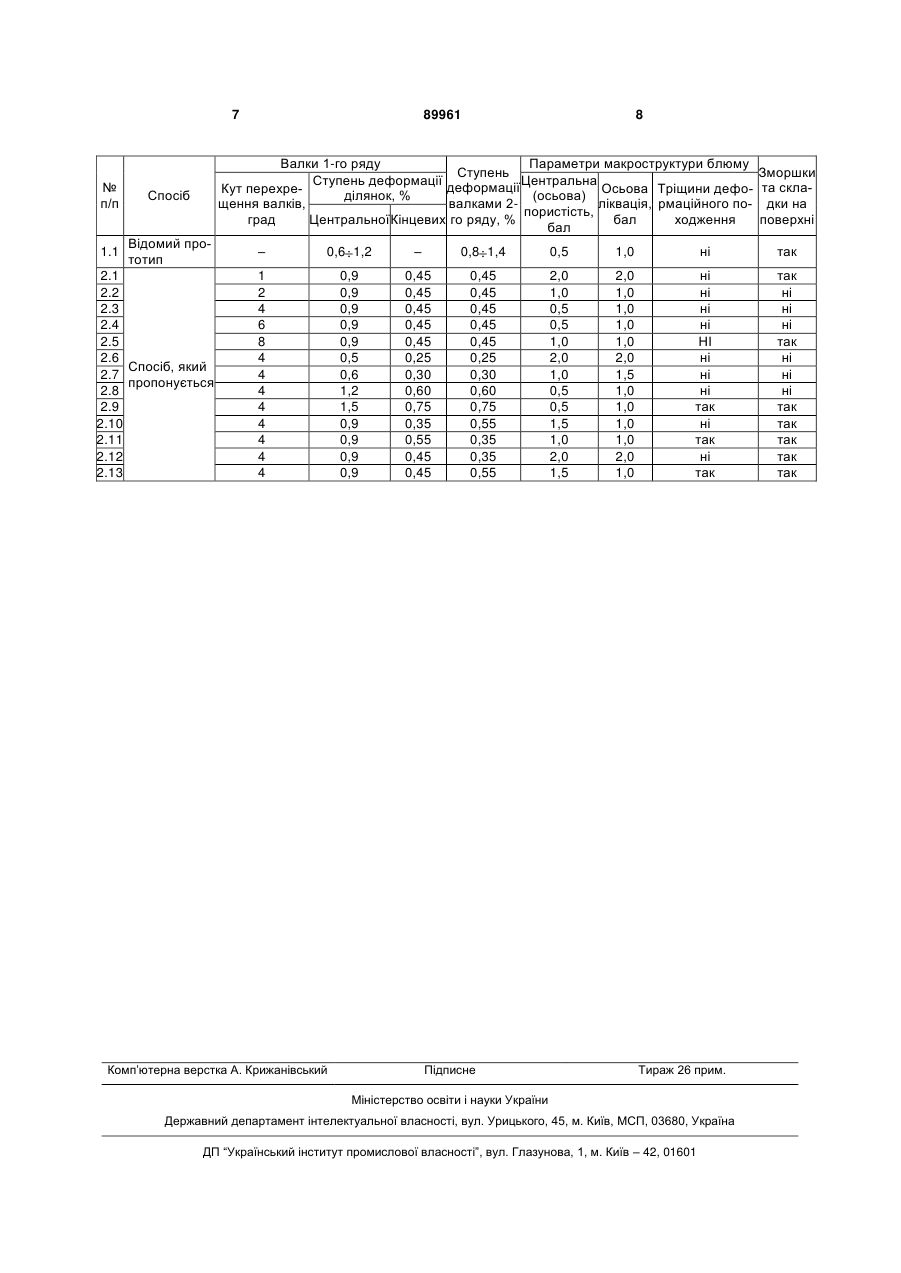
Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані, при якому обтиснення блюма або заготовки здійснюють у клітях, послідовно розташованих по їх довжині в зоні остаточного затвердіння, за два етапи, який відрізняється тим, що на першому етапі блюм або заготовку обтискують зміщеними один відносно другого у горизонтальній площині на кут 2-6° валками першого ряду, причому центральні ділянки на їх ширині, яка дорівнює ширині рідкої фази, обтискують зі ступенем деформації 0,6-1,2 % і кінцеві ділянки - зі ступенем деформації не менше ніж 50 % від центральних, а на другому етапі обтискають вказані раніше частково деформовані кінцеві ділянки циліндричними валками другого ряду зі ступенем деформації, який дорівнює різниці між деформацією центральних і кінцевих ділянок на першому етапі. UA (21) a200700576 (22) 22.01.2007 (24) 25.03.2010 (46) 25.03.2010, Бюл.№ 6, 2010 р. (72) СМИРНОВ ЄВГЕН МИКОЛАЙОВИЧ, СМІРНОВ ОЛЕКСІЙ МИКОЛАЙОВИЧ, СКЛЯР ВІТАЛІЙ ОЛЕКСАНДРОВИЧ, ГОРБЕНКО ОЛЕКСАНДР ІГОРОВИЧ, МОЦНИЙ ВІТАЛІЙ ВАЛЕРІЙОВИЧ (73) ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) SU, 1 771 870, A1, 30.10.1992 UA, 7 762, U, 15.07.2005 RU, 1 681 454, C, 25.07.1995 DE, 1 458 123, A, 16.11.1972 SE, 417 289, B, 09.03.1981 JP, 08-099156, A, 16.04.1996 US, 4 053 010, A, 11.10.1977 UA, 75 537, C2, 17.04.2006 C2 2 (19) 1 3 жливе виникнення розтягуючих напружень, які перевищують межу міцності, і як наслідок, утворення як внутрішніх тріщин, так і тріщин, що виходять на поверхню зливка, що кристалізується. Найбільш близьким аналогом до способу, що заявляється, є спосіб обтиснення безперервнолитих блюмів, відповідно до якого, на першому етапі обтискують центральні ділянки зливка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90% від ширини рідкої фази зі ступенем деформації 0,6-1,2%, а на другому етапі обтискають раніше не деформовані крайові ділянки зливка гладкими валковими парами другого ряду з перекриттям по ширині грані зливка на величину, яка дорівнює не менш половини величини раніше недеформованої центральної ділянки з рідкою фазою зі ступенем деформації 0,8-1,4%. [UA №75537, МПК7 B22D11/12, опубл 17.04.06. Бюл. №4]. До недоліків даного способу варто віднести той факт, що він дозволяє здійснювати деформацію на першому етапі лише на ширині, яка попередньо була зроблена на робочих валках. У разі можливих коливань технологічних параметрів процесу охолодження блюмів, ширина складової блюма, яка знаходиться у рідко твердому стані, теж змінюється. Крім того, ширина рідко-твердої складової буде змінюватися під час зміни розмірів поперечного перетину блюмів. У попередньо зазначених випадках, у зоні здійснення обтиску буде не виконуватися умова, коли на першому етапі деформація буде прикладатися на ширині більше ніж 90% від ширини рідкої фази (більш інтенсивні режими охолодження або менший перетин блюму), або на ширині менш ніж 80% від ширини рідкої фази (менш інтенсивні режими охолодження або більший перетин блюму). До недоліків даного способу можливо віднести і те, що при його реалізації на межевих ділянках, контактуючих з валками першого ряду граней блюму, можливо виникнення складок и зморшок внаслідок створення на поверхні блюму локальної угнутості. Подальша деформація цих ділянок (по дві на кожній контактуючій поверхні) циліндричними валками другого ряду може призводити до виникнення зморшок. Крім того, на цих ділянках можливе виникнення додаткових градієнтів розтягуючих напружень у перетині кірки, що закристалізувалася, і, як наслідок, виникнення тріщин у безперервно-литому зливку. Загальними ознаками винаходу, що заявляється, і найближчого аналога є: - обтиснення безперервно-литих блюмів або заготовок здійснюють у клітях розташованих послідовно по довжині зливка в зоні остаточного затвердіння. В основу винаходу поставлена задача за рахунок підвищення однорідності деформації зменшити осьову пористість і ліквацію та знизити число тріщин, що забезпечить підвищення якості безперервно-литих блюмів або заготовок. Поставлена задача досягається тим, що спосіб обтиснення безперервно-литих блюмів або заготовок у рідкотвердому стані включає обтис 89961 4 нення блюмів і заготовок у клітях, послідовно розташованих по довжині зливка в зоні остаточного затвердіння, за два етапи, відповідно до винаходу на першому етапі зливки обтискують зміщеними одним відносно другого у горизонтальній площині на кут 2-6 валками першого ряду, при чому центральні ділянки на ширині, яка дорівнює ширині рідкої фази зі ступенем деформації 0,6-1,2%, і кінцеві ділянки зі ступенем деформації не менше ніж 50% від центральних, а на другому етапі обтискують раніш частково деформовані кінцеві ділянки циліндричними валками другого ряду зі ступенем деформації, яка дорівнює різниці між деформацією центральних і кінцевих ділянок на першому етапі. Новим у запропонованому рішенні є: а) на першому етапі злитки обтискують зміщеними одним відносно другого у горизонтальній площині на кут 2-6 валками першого ряду, при чому центральні ділянки на ширині, яка дорівнює ширині рідкої фази - зі ступенем деформації 0,61,2%, і кінцеві ділянки - зі ступенем деформації не менше ніж 50% від центральних; б) на другому етапі обтискують раніш частково деформовані кінцеві ділянки циліндричними валками другого ряду зі ступенем деформації, яка дорівнює різниці між деформацією центральних і кінцевих ділянок на першому етапі. Спосіб, що заявляється, здійснюється наступним чином. Безперевно литий зливок одержує деформацію в зоні передбачуваного остаточного затвердіння, коли він знаходиться в двофазному стані, в обтискних клітях, розташованих по довжині зливка в цій зоні в кілька етапів. Під час обтиснення зливка в такому стані відбувається витиснення рідкої ликвованої серцевини з зони кінцевого затвердіння. А також компенсується усадка металу. У наслідок цього відбувається зниження осьової пористості і ліквації. Запропонований спосіб передбачає поділ обтиснення в кожній із обтискних клітей блоку "м'якого" обтиснення на дві взаємозалежні стадії. На першому етапі зливки обтискують зміщеними одним відносно другого у горизонтальній площині на кут 2-6 валками першого ряду, причому центральні ділянки на ширині, яка дорівнює ширині рідкої фази зі ступенем деформації 0,6-1,2%, і кінцеві ділянки зі ступенем деформації не менш ніж 50% від центральних. Використання профільованих валків, які зміщені один відносно другого у горизонтальній площині, обумовлюють з одного боку особливості кристалізації безперервно-литих зливків прямокутного чи квадратного перетину, а з другого боку - існуючі коливання технологічних параметрів розливання та багатостадійного охолодження. У цьому випадку в результаті більш інтенсивного охолодження кутів зливка, та граней металу, що прилягають до них, вони будуть мати підвищений рівень механічних властивостей, і, в першу чергу, міцностних. У результаті цього зростає частка пружної складової в загальній деформації зливка. Разом з тим, додання обтискним валкам спеціального профілювання буде сприяти більш повному проникненню деформації усередину зли 5 вка. Крім того, реалізація в цьому випадку неоднакового обтиснення на всій ширині контактуючої грані зливка, що обтискуються, буде доцільною, оскільки буде сприяти загальному зменшенню розтягувальних напружень у кутах зливка. Додаткове введення у технологічний процес можливості, щодо зміщення в горизонтальній площині один відносно одного обтискуючих валків, є доцільним, тому що дозволяє чітко керувати шириною центральної ділянки, яка повинна дорівнювати ширині рідкої складової блюму. Така можливість обумовлена наявністю коливань технологічних параметрів розливки, що призводять у свою чергу, до коливань товщини кірки вертикальних граней зливка. Однак, технологічний регламент процесу безперервного розливання не дозволяє коливатися параметрам у межах більш ніж 2%. У цьому випадку перехрещення валків на кут 2-6 буде гарантувати можливість обтиснення центральних ділянок на ширині яка дорівнює ширині рідкої фази. Зменшення величини кута перехрещення на кут менш ніж 2 буде призводити до того що частина бічної грані, яка вже закристалізувалася отримає обтиснення з більшим рівнем ніж потрібне. Внаслідок цього, на цих ділянках виникають додаткові розтягуючи напруження. Збільшення перехрещення валків на кут більш ніж 6 також небажано, оскільки в цьому випадку погіршується якість обробки зливка, через те, що обтиснення не отримають межеві ділянки зливка внаслідок того, що ширина фактичного осердку деформації буде менше, ніж фактична ширина рідкої фази. З урахуванням попереднього правомірний є вибір інтервалу ступенів деформації центральних ділянок на першому етапі на рівні 0,6-1,2%. Застосування обтиснень зі ступенем деформації менш 0,6% призведе до недостатнього проникнення деформації у середину зливка і до зниження ефективності процесу, внаслідок наявності пружної складової (на рівні 40-50%) у загальній деформації, прикладеної до безперервнолитого зливка. Застосування обтиснень зі ступенем деформації більш 1,2% призведе до появи високих напружень на межі фронту кристалізації, що може викликати осьові тріщини. Обтиснення додатково на першому етапі кінцевих ділянок має позитивний результат внаслідок того, що буде зменшуватися рівень додаткових напружень розтягнення у кінцевих ділянках блюму. Виникнення додаткових напружень між центральною та кінцевою ділянкою пов'язано з тим, що швидкість течії центральних шарів металу більша ніж кінцевих. В цьому випадку центральні ділянки будуть підтягувати шари металу кінцевих ділянок, які мають меншу швидкість. Додаткове обтиснення кінцевих ділянок буде забезпечувати як меншу різницю швидкостей між цими шарами металу, так і менший рівень додаткових напружень розтягнення. Застосування обтиснень кінцевих ділянок на першому етапі зі ступенем деформації не менш ніж 50% від центральних є доцільним, тому що у випадку застосування обтиснень меншого рівня 89961 6 величина пружної складової буде на рівні величини обтиснення. Внаслідок цього кінцеві ділянки фактично не отримають обтиснення. Обтиснення більшого рівня призведуть до того, що пружна складова стане менше, кінцеві ділянки отримають обтиснення і зменшиться рівень додаткових напружень розтягнення. На другому етапі обтискають раніш частково деформовані кінцеві ділянки циліндричними валками зі ступенем деформації, яка дорівнюється різниці між деформацією центральних і кінцевих ділянок на першому етапі. При цьому деформуються бічні грані зливка що вже закристалізувалися. Внаслідок такого обтиснення з контактуючої поверхні зливка зникне існуюча після першого етапу обтиснення різнорівнева ділянка, тобто сходинка. Зменшення сходинки буде мати позитивний наслідок із-за того, що ці ділянки контактної поверхні при подальшому обтисненні мають схильність до утворення зморшок, що є небажаним. Регламентація ступеня деформації на рівні різниці між деформацією центральних і кінцевих ділянок на першому етапі обумовлена тими ж причинами, що й у випадку обтиснення кінцевих ділянок на першому етапі. Приклад Перевірка способу обтиснення безперервно литих блюмів або заготовок у рідко твердому стані здійснювалася в умовах діючої машини безперервного лиття заготовок (МБЛЗ), що відливає безперервно литі блюми перетином 335 400мм з вуглецевих, низьколегованих і легованих марок сталі. Швидкість витягування блюмів складала 0,60,9м/хв. Досліджувана марка сталі: судова сталь категорії A32 Початкова температура металу складала 1627 С. Середня інтенсивність охолодження по зонах мала наступні значення: 2о а) кристалізатор 618-1500 Вт/м К; б) 1-а зона вторинного охолодження 4352о 445Вт/м К; в) 2-а зона вторинного охолодження 4502о 460Вт/м К; г) 3-я зона вторинного охолодження 5802о 590Вт/м К; д) охолодження на вільному повітрі 2о 100Вт/м К. Для вищенаведених умов відстань від меніска рідкої сталі в кристалізаторі до точки початку прикладення обтиснення складала 14,5 метра. Контроль якості обробки безперервно-литих блюмів у рідкотвердому стані з використанням нового методу здійснювали по макрошліфах поперечного перерізу блюма. Результати обробки безперервно-литих блюмів по запропонованому способі приведеш в таблиці. Таким чином, запропонований спосіб забезпечує досягнення технічної задачі - підвищення однорідності деформації з метою зменшення осьової пористості і ліквації і зниження числа тріщин, що забезпечить підвищення якості безперервно литих блюмів і заготовок. 7 89961 8 Валки 1-го ряду Параметри макроструктури блюму Ступень Зморшки Ступень деформації Центральна деформації Кут перехреОсьова Тріщини дефо- та складілянок, % (осьова) валками 2щення валків, ліквація, рмаційного по- дки на пористість, поверхні град бал ходження Центральної Кінцевих го ряду, % бал № п/п Спосіб 1.1 Відомий прототип – 0,6 1,2 – 0,8 1,4 0,5 1,0 ні так 2.1 2.2 2.3 2.4 2.5 2.6 Спосіб, який 2.7 пропонується 2.8 2.9 2.10 2.11 2.12 2.13 1 2 4 6 8 4 4 4 4 4 4 4 4 0,9 0,9 0,9 0,9 0,9 0,5 0,6 1,2 1,5 0,9 0,9 0,9 0,9 0,45 0,45 0,45 0,45 0,45 0,25 0,30 0,60 0,75 0,35 0,55 0,45 0,45 0,45 0,45 0,45 0,45 0,45 0,25 0,30 0,60 0,75 0,55 0,35 0,35 0,55 2,0 1,0 0,5 0,5 1,0 2,0 1,0 0,5 0,5 1,5 1,0 2,0 1,5 2,0 1,0 1,0 1,0 1,0 2,0 1,5 1,0 1,0 1,0 1,0 2,0 1,0 ні ні ні ні НІ ні ні ні так ні так ні так так ні ні ні так ні ні ні так так так так так Комп’ютерна верстка А. Крижанівський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reduction of continuous cast blooms or billets in liquid-solid state
Автори англійськоюSmyrnov Yevhen Mykolaiovych, Smirnov Oleksii Mykolaiovych, Skliar Vitalii Oleksandrovych, Horbenko Oleksandr Ihorovych, Motsnyi Vitalii Valeriiovych
Назва патенту російськоюСпособ обжатия непрерывнолитого блюма или заготовки в жидкотвердом состоянии
Автори російськоюСмирнов Евгений Николаевич, Смирнов Алексей Николаевич, Скляр Виталий Александрович, Горбенко Александр Игоревич, Моцный Виталий Валерьевич
МПК / Мітки
МПК: B21B 1/04, B22D 11/06, B21B 1/46, B22D 11/10, B22D 11/00, B21B 13/22, B21B 1/02, B22D 11/12
Мітки: заготовки, обтиснення, стані, спосіб, блюма, рідкотвердому, безперервнолитого
Код посилання
<a href="https://ua.patents.su/4-89961-sposib-obtisnennya-bezperervnolitogo-blyuma-abo-zagotovki-u-ridkotverdomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб обтиснення безперервнолитого блюма або заготовки у рідкотвердому стані</a>
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко- твердому стані
Номер патенту: 7762
Опубліковано: 15.07.2005
Автори: Белобров Юрій Миколайович, Несвіт Володимир Василійович, Передерєєв Віталій Володимирович, Скляр Віталій Олександрович, Григор'єв Михайло Володимирович, Смірнов Олексій Миколайович, Смирнов Євген Миколайович
МПК: B22D 11/12
Мітки: безперервнолитих, рідкої, твердому, стані, заготовок, спосіб, блюмів, обтиснення
Формула / Реферат:
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, що включає обтиснення блюмів і заготовок, що виконують у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискують центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90 % від ширини рідкої фази зі ступенем деформації 0,6-1,2 %, а на другому...
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані
Номер патенту: 75537
Опубліковано: 17.04.2006
Автори: Смірнов Олексій Миколайович, Скляр Віталій Олександрович, Смирнов Євген Миколайович, Григор'єв Михайло Володимирович, Несвіт Володимир Василійович, Передерєєв Віталій Володимирович, Белобров Юрій Миколайович
МПК: B22D 11/12
Мітки: блюмів, обтиснення, заготовок, рідко-твердому, стані, безперервнолитих, спосіб
Формула / Реферат:
Спосіб обтиснення безперервнолитих блюмів і заготовок у рідко-твердому стані, при якому обтиснення блюмів і заготовок здійснюють у клітях послідовно розташованих по довжині злитка в зоні остаточного затвердіння, який відрізняється тим, що на першому етапі обтискають центральні ділянки злитка профільованими валковими парами першого ряду на ширині, яка дорівнює 80-90% від ширини рідкої фази зі ступенем деформації 0,6-1,2%, а на другому етапі...
Спосіб фізичного моделювання процесів деформування безперервнолитих зливків в рідкотвердому стані
Номер патенту: 77236
Опубліковано: 15.11.2006
Автори: Зуб Вадим Вікторович, Передерєєв Віталій Володимирович, Смирнов Євген Миколайович, Скляр Віталій Олександрович, Воробйов Олександр Олександрович, Моцний Віталій Валерійович, Григор'єв Михайло Володимирович
МПК: G01N 3/28
Мітки: зливків, фізичного, деформування, стані, моделювання, процесів, рідкотвердому, спосіб, безперервнолитих
Формула / Реферат:
Спосіб фізичного моделювання процесів деформування безперервнолитих зливків у рідкотвердому стані, який включає формування еквівалентного співвідношення між опором деформуванню внутрішніх і поверхневих шарів кірки, що закристалізувалася, , у модельній і натурній заготовках, а також наступне деформування в привідних або по привідних валках, який відрізняється тим, що...
Спосіб підготовки блюма до прокатки
Номер патенту: 43974
Опубліковано: 10.09.2009
Автори: Чумаков Володимир Петрович, Коренко Марина Георгіївна, Староста Наталя Володимирівна
МПК: B21B 1/02
Мітки: спосіб, підготовки, прокатки, блюма
Формула / Реферат:
Спосіб підготовки блюма до прокатки, який включає відрізання кінців блюма, які мають дефекти у вигляді накатів після прокатки на блюмінгу, і подальшу прокатку в заготівельному прокатному стані, який відрізняється тим, що відрізок кінця блюма, який має дефект у вигляді накатів, відповідний донній частині зливка, проводять на 70-80 % від загальної їхньої довжини, а блюм розрізають на ножицях на дві частини і частину блюма, яка відповідна...
Спосіб радіального обтиснення заготовок
Номер патенту: 36422
Опубліковано: 16.04.2001
Автори: Артамонов Юрій Вікторович, Безкровний Михайло Григорович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: заготовок, радіального, обтиснення, спосіб
Текст:
...порожнини під час радіального обтиснення з макрозсувами, досягається інтенсивна обробка структури металу по всьому перерізу заготовки і за рахунок цього підвищується якість поковок. Для більш інтенсивної обробки структури металу перший та другий етапи /формування осьової порожнини та редуцюювання заготовки/ повторюють декілька (2-10) разів (фіг. 4, 5). Формування осьової порожнини та її наступне редуцюювання більше 10 разів не...
Попередній патент: Молекули нуклеїнової кислоти, які кодують wrinkled1-подібні поліпептиди
Наступний патент: Пневмокласифікатор сипких матеріалів
Випадковий патент: Головка буя