Спосіб підготовки блюма до прокатки
Номер патенту: 43974
Опубліковано: 10.09.2009
Автори: Чумаков Володимир Петрович, Староста Наталя Володимирівна, Коренко Марина Георгіївна
Формула / Реферат
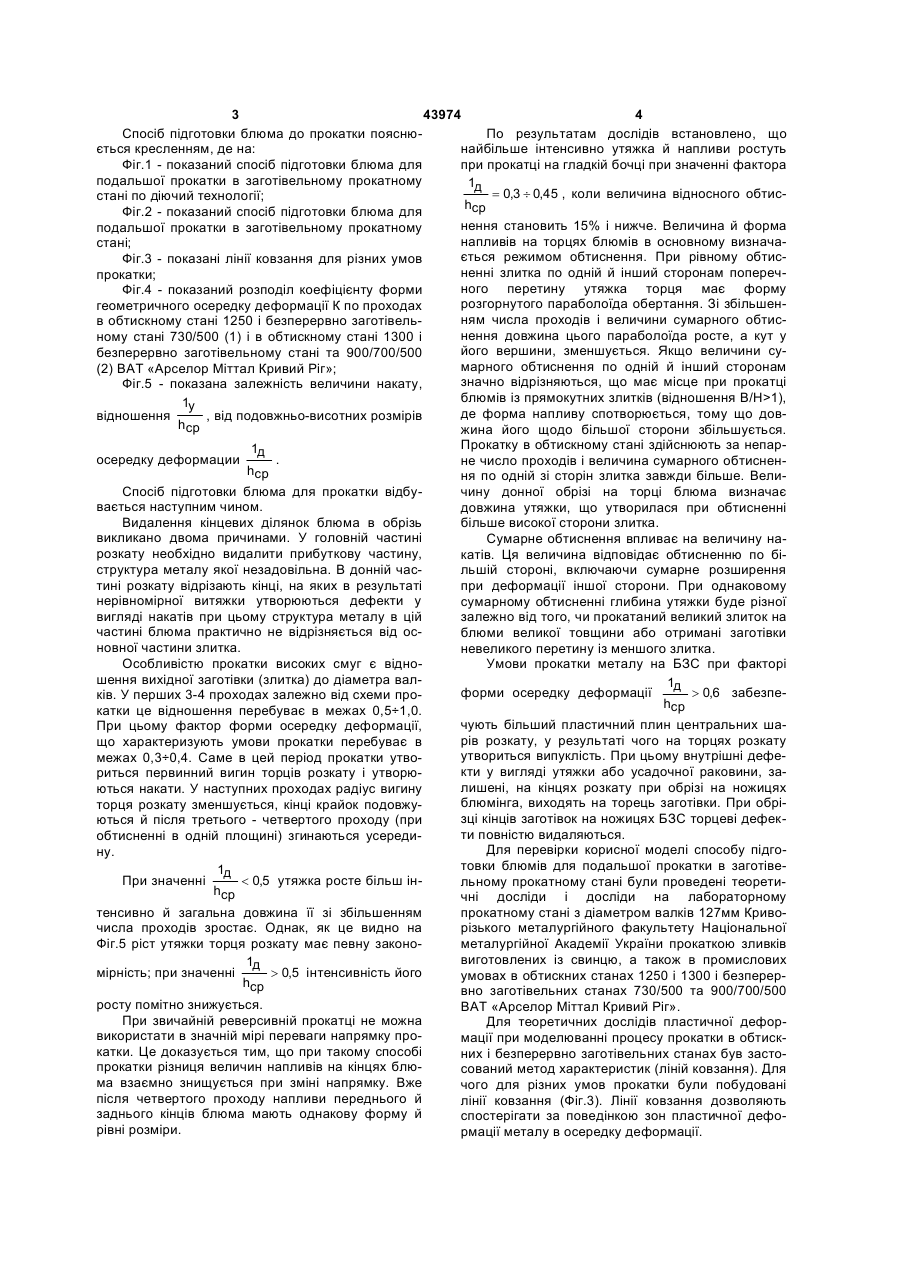
Спосіб підготовки блюма до прокатки, який включає відрізання кінців блюма, які мають дефекти у вигляді накатів після прокатки на блюмінгу, і подальшу прокатку в заготівельному прокатному стані, який відрізняється тим, що відрізок кінця блюма, який має дефект у вигляді накатів, відповідний донній частині зливка, проводять на 70-80 % від загальної їхньої довжини, а блюм розрізають на ножицях на дві частини і частину блюма, яка відповідна донній частині зливка, задають з можливістю розміщування в його задній частині кінця блюма з дефектом у вигляді накатів.
Текст
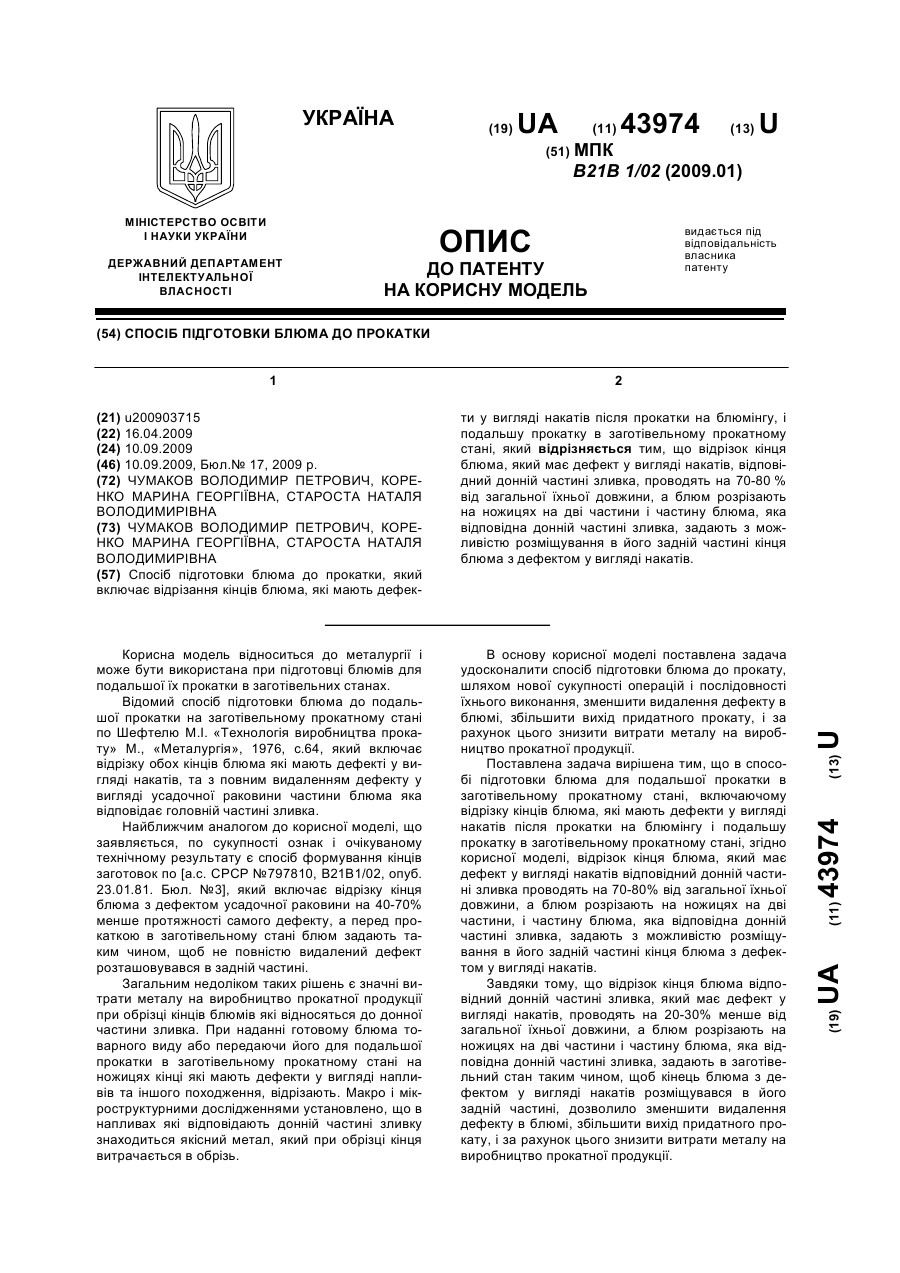
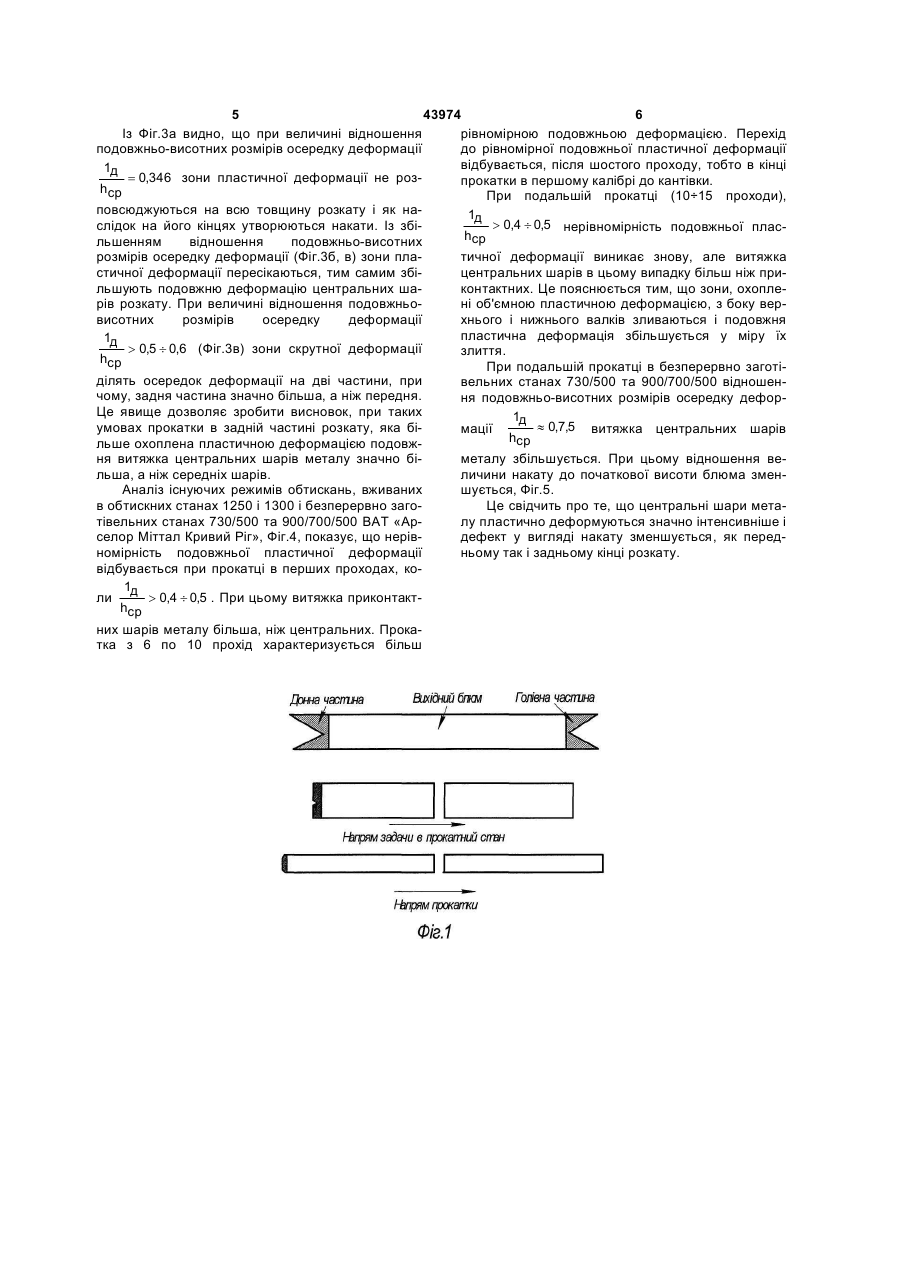
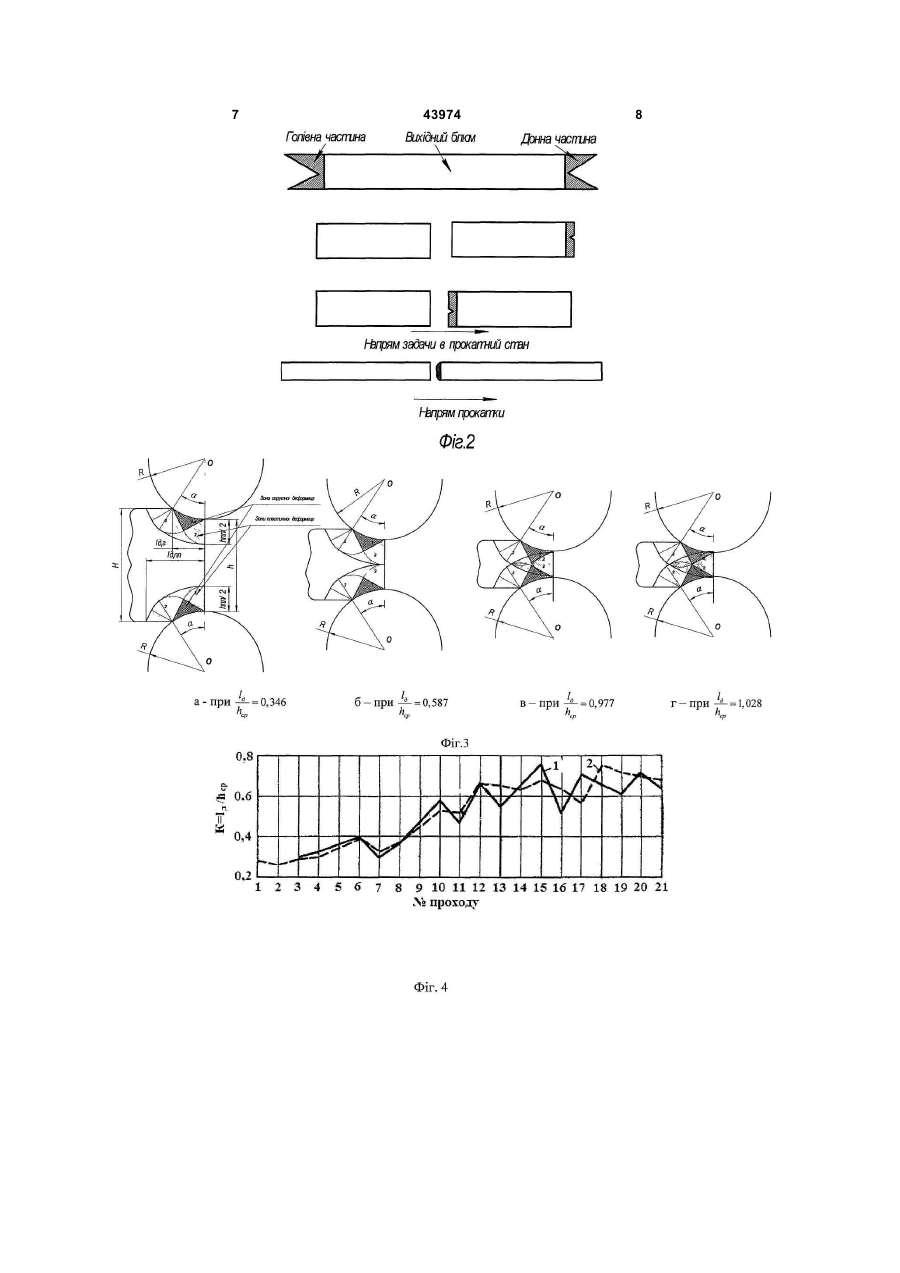
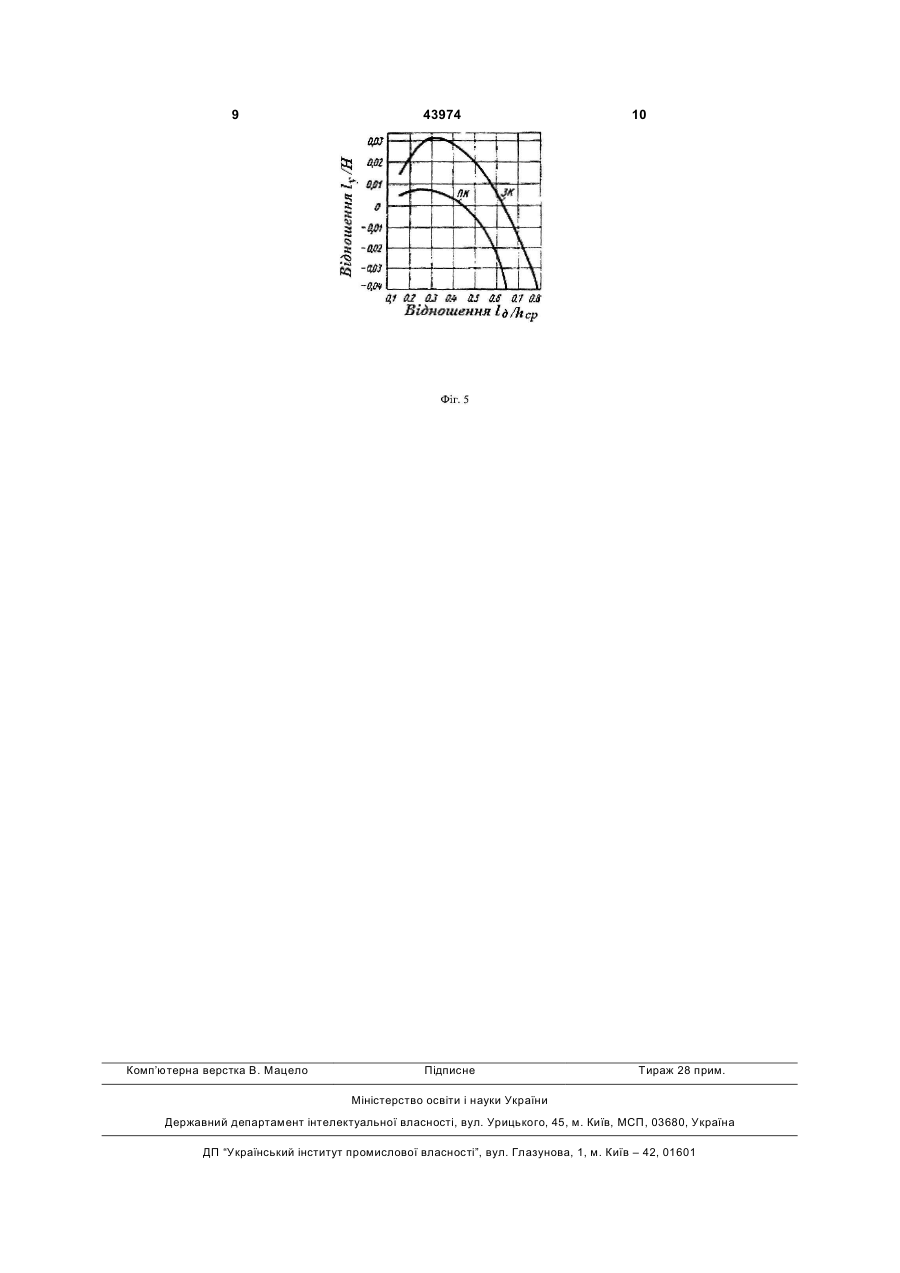
Спосіб підготовки блюма до прокатки, який включає відрізання кінців блюма, які мають дефек 3 43974 4 Спосіб підготовки блюма до прокатки пояснюПо результатам дослідів встановлено, що ється кресленням, де на: найбільше інтенсивно утяжка й напливи ростуть Фіг.1 - показаний спосіб підготовки блюма для при прокатці на гладкій бочці при значенні фактора подальшої прокатки в заготівельному прокатному 1д = 0,3 ¸ 0,45 , коли величина відносного обтисстані по діючий технології; hcp Фіг.2 - показаний спосіб підготовки блюма для нення становить 15% і нижче. Величина й форма подальшої прокатки в заготівельному прокатному напливів на торцях блюмів в основному визначастані; ється режимом обтиснення. При рівному обтисФіг.3 - показані лінії ковзання для різних умов ненні злитка по одній й інший сторонам поперечпрокатки; ного перетину утяжка торця має форму Фіг.4 - показаний розподіл коефіцієнту форми розгорнутого параболоїда обертання. Зі збільшенгеометричного осередку деформації К по проходах ням числа проходів і величини сумарного обтисв обтискному стані 1250 і безперервно заготівельнення довжина цього параболоїда росте, а кут у ному стані 730/500 (1) і в обтискному стані 1300 і його вершини, зменшується. Якщо величини субезперервно заготівельному стані та 900/700/500 марного обтиснення по одній й інший сторонам (2) ВАТ «Арселор Міттал Кривий Ріг»; значно відрізняються, що має місце при прокатці Фіг.5 - показана залежність величини накату, блюмів із прямокутних злитків (відношення В/Н>1), 1y де форма напливу спотворюється, тому що доввідношення , від подовжньо-висотних розмірів hcp жина його щодо більшої сторони збільшується. Прокатку в обтискному стані здійснюють за непар1д осередку деформации . не число проходів і величина сумарного обтисненhcp ня по одній зі сторін злитка завжди більше. ВелиСпосіб підготовки блюма для прокатки відбучину донної обрізі на торці блюма визначає вається наступним чином. довжина утяжки, що утворилася при обтисненні Видалення кінцевих ділянок блюма в обрізь більше високої сторони злитка. викликано двома причинами. У головній частині Сумарне обтиснення впливає на величину нарозкату необхідно видалити прибуткову частину, катів. Ця величина відповідає обтисненню по біструктура металу якої незадовільна. В донній часльшій стороні, включаючи сумарне розширення тині розкату відрізають кінці, на яких в результаті при деформації іншої сторони. При однаковому нерівномірної витяжки утворюються дефекти у сумарному обтисненні глибина утяжки буде різної вигляді накатів при цьому структура металу в цій залежно від того, чи прокатаний великий злиток на частині блюма практично не відрізняється від осблюми великої товщини або отримані заготівки новної частини злитка. невеликого перетину із меншого злитка. Особливістю прокатки високих смуг є відноУмови прокатки металу на БЗС при факторі шення вихідної заготівки (злитка) до діаметра вал1д форми осередку деформації > 0,6 забезпеків. У перших 3-4 проходах залежно від схеми проhcp катки це відношення перебуває в межах 0,5÷1,0. чують більший пластичний плин центральних шаПри цьому фактор форми осередку деформації, рів розкату, у результаті чого на торцях розкату що характеризують умови прокатки перебуває в утвориться випуклість. При цьому внутрішні дефемежах 0,3÷0,4. Саме в цей період прокатки утвокти у вигляді утяжки або усадочної раковини, зариться первинний вигин торців розкату і утворюлишені, на кінцях розкату при обрізі на ножицях ються накати. У наступних проходах радіус вигину блюмінга, виходять на торець заготівки. При обріторця розкату зменшується, кінці крайок подовжузці кінців заготівок на ножицях БЗС торцеві дефекються й після третього - четвертого проходу (при ти повністю видаляються. обтисненні в одній площині) згинаються усередиДля перевірки корисної моделі способу підгону. товки блюмів для подальшої прокатки в заготіве1д При значенні 0,5 інтенсивність його умовах в обтискних станах 1250 і 1300 і безперерhcp вно заготівельних станах 730/500 та 900/700/500 росту помітно знижується. ВАТ «Арселор Міттал Кривий Ріг». При звичайній реверсивній прокатці не можна Для теоретичних дослідів пластичної дефорвикористати в значній мірі переваги напрямку промації при моделюванні процесу прокатки в обтисккатки. Це доказується тим, що при такому способі них і безперервно заготівельних станах був застопрокатки різниця величин напливів на кінцях блюсований метод характеристик (ліній ковзання). Для ма взаємно знищується при зміні напрямку. Вже чого для різних умов прокатки були побудовані після четвертого проходу напливи переднього й лінії ковзання (Фіг.3). Лінії ковзання дозволяють заднього кінців блюма мають однакову форму й спостерігати за поведінкою зон пластичної дефорівні розміри. рмації металу в осередку деформації. 5 43974 6 Із Фіг.3а видно, що при величині відношення рівномірною подовжньою деформацією. Перехід подовжньо-висотних розмірів осередку деформації до рівномірної подовжньої пластичної деформації відбувається, після шостого проходу, тобто в кінці 1д = 0,346 зони пластичної деформації не розпрокатки в першому калібрі до кантівки. hcp При подальшій прокатці (10÷15 проходи), повсюджуються на всю товщину розкату і як на1д > 0,4 ¸ 0,5 нерівномірність подовжньої пласслідок на його кінцях утворюються накати. Із збіhcp льшенням відношення подовжньо-висотних розмірів осередку деформації (Фіг.3б, в) зони платичної деформації виникає знову, але витяжка стичної деформації пересікаються, тим самим збіцентральних шарів в цьому випадку більш ніж прильшують подовжню деформацію центральних шаконтактних. Це пояснюється тим, що зони, охоплерів розкату. При величині відношення подовжньоні об'ємною пластичною деформацією, з боку вервисотних розмірів осередку деформації хнього і нижнього валків зливаються і подовжня пластична деформація збільшується у міру їх 1д > 0,5 ¸ 0,6 (Фіг.3в) зони скрутної деформації злиття. hcp При подальшій прокатці в безперервно заготіділять осередок деформації на дві частини, при вельних станах 730/500 та 900/700/500 відношенчому, задня частина значно більша, а ніж передня. ня подовжньо-висотних розмірів осередку дефорЦе явище дозволяє зробити висновок, при таких 1д » 0,7,5 витяжка центральних шарів умовах прокатки в задній частині розкату, яка бімації hcp льше охоплена пластичною деформацією подовжня витяжка центральних шарів металу значно біметалу збільшується. При цьому відношення вельша, а ніж середніх шарів. личини накату до початкової висоти блюма зменАналіз існуючих режимів обтискань, вживаних шується, Фіг.5. в обтискних станах 1250 і 1300 і безперервно загоЦе свідчить про те, що центральні шари метатівельних станах 730/500 та 900/700/500 ВАТ «Арлу пластично деформуються значно інтенсивніше і селор Міттал Кривий Ріг», Фіг.4, показує, що нерівдефект у вигляді накату зменшується, як передномірність подовжньої пластичної деформації ньому так і задньому кінці розкату. відбувається при прокатці в перших проходах, ко1д ли > 0,4 ¸ 0,5 . При цьому витяжка приконтактhcp них шарів металу більша, ніж центральних. Прокатка з 6 по 10 прохід характеризується більш 7 43974 8 9 Комп’ютерна верстка В. Мацело 43974 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of preparation of bloom for rolling
Автори англійськоюChumakov Volodymyr Petrovych, Korenko Maryna Heorhiivna, Starosta Natalia Volodymyrivna
Назва патенту російськоюСпособ подготовки блюма к прокатке
Автори російськоюЧумаков Владимир Петрович, Коренко Марина Георгиевна, Староста Наталья Владимировна
МПК / Мітки
МПК: B21B 1/02
Мітки: прокатки, підготовки, спосіб, блюма
Код посилання
<a href="https://ua.patents.su/5-43974-sposib-pidgotovki-blyuma-do-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки блюма до прокатки</a>
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Ніколаєв Віктор Олександрович, Матюшенко Дмитро Олександрович
МПК: B21B 1/22
Мітки: спосіб, гарячої, прокатки, широкоштабовому, штаб, стані
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці

Номер патенту: 72647
Опубліковано: 15.03.2005
Автори: Позументщиков Віктор Костянтинович, Друян Володимир Михайлович, Залесський Олександр Іванович, Шифрін Євген Ісайович, Івченков Сергій Іванович, Гуляєв Юрій Геннадійович, Козловський Альфред Іванович, Гуляєва Наталія Юріївна, Чуєв Анатолій Васильович
МПК: B21B 17/00
Мітки: спосіб, прокатки, поздовжньої, труб, короткій, багатопрохідної, нерухомій, валках, каліброваних, оправці
Формула / Реферат:
Спосіб багатопрохідної поздовжньої прокатки труб у каліброваних валках на короткій нерухомій оправці, відповідно до якого обтиснення заготовки по стінці і зовнішньому радіусу в першому проході здійснюють до площини і за площиною центрів валків, який відрізняється тим, що формозміну заготовки в першому проході здійснюють таким чином, що співвідношення обтиснення заготовки...
Спосіб пілігримової прокатки труб відповідального призначення
Номер патенту: 19479
Опубліковано: 15.12.2006
Автори: Білосточний Василь Володимирович, Кабанцев Григорій Григорович, Мурашкін Олександр Вікторович, Троцан Анатолій Іванович, Левтєрова Ірина Анатоліївна, Кудінов Сергій Миколайович, Юдін Олександр Павлович, Білосточний Андрій Васильович
МПК: B21B 19/00, B21B 17/00
Мітки: відповідального, труб, пілігримової, призначення, спосіб, прокатки
Формула / Реферат:
Спосіб пілігримової прокатки труб відповідного призначення зі злитків, що включає нагрівання злитка, прошивання злитка в гільзу в косовалковому прошивному стані і наступну пілігримову прокатку гільзи в трубу, який відрізняється тим, що діаметр злитка, що нагрівається, вибирають на 10-40 % більшим, ніж діаметр злитка, оптимальний для заданого сортаменту труб, і перед прошиванням його обтискають у прошивному стані за 1-2 проходи до...
Спосіб прокатки заготовок
Номер патенту: 60030
Опубліковано: 15.09.2003
Автори: Луценко Владислав Анатолійович, Рябцев Олєг Вікторовіч, Шувякова Ірина Володимирівна, Маточкін Віктор Аркадьєвіч, Тімошпольскій Владімір Ісааковіч, Курбатов Гєннадій Алєксандровіч, Стєблов Анвер Борісовіч, Бондарєнко Алєксандр Ніколаєвіч, Тіщєнко Владімір Андрєєвіч, Жучков Сергій Михайлович
МПК: B21B 1/02
Мітки: прокатки, заготовок, спосіб
Формула / Реферат:
1. Спосіб прокатки заготовок, що включає послідовне чорнове, проміжне і чистове формування із злитка в системі трирівчакових калібрів валків прокатного стану, переважно реверсивного, триниткового розкату з різними площами поперечного перерізу кожної з частин, з'єднаних між собою перемичками по ширині, і наступний подовжній поділ заготовок у чистовому калібрі валків прокатного стану шляхом розтягування перемички до розриву і одержання...
Спосіб прокатки на реверсивному обтискному стані
Номер патенту: 7500
Опубліковано: 15.06.2005
Автори: Теряєв Олександр Митрофанович, Жучков Сергій Михайлович, Лисенко Віктор Володимирович, Коротченков Валерій Михайлович, Кулаков Леонід Васильович, Спіняков Віктор Костянтинович, Шеремет Володимир Олександрович, Корінь Андрій Олександрович, Полуновський Ісаак Євсійович, Паламар Дмитро Григорович, Сокуренко Анатолій Валентинович, Кекух Анатолій Володимирович, Бабенко Михайло Антонович
МПК: B21B 1/02
Мітки: обтискному, спосіб, реверсивному, прокатки, стані
Формула / Реферат:
1. Спосіб прокатки на реверсивному обтискному стані, що включає послідовну прокатку металу на гладкій бочці й у ящикових калібрах із зміною напрямку прокатки в непарних і парних проходах, регламентованими обтисненнями металу по проходах і кантуваннями між проходами і під час передачі з калібру в калібр, який відрізняється тим, що обтиснення металу в непарних проходах здійснюють із збільшеним ступенем деформації відносно ступеня деформації...
Попередній патент: Спосіб лікування остеоартрозу
Наступний патент: Спосіб переробки відвальних металургійних шлаків
Випадковий патент: Рівчак робочого ролика стана холодної прокатки труб