Спосіб гарячої прокатки тонкої штаби і стан для його здійснення
Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Стеч Володимир Станіславович


Формула / Реферат
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою, який відрізняється тим, що реверсивну прокатку сляба в чорновій кліті здійснюють паралельно з реверсивною прокаткою у чистовій прокатній групі штаби, отриманій з попереднього сляба, а штабу хоча б в одному непарному чорновому проході, крім останнього непарного проходу, пропускають без згортання через передбачений згортальний пристрій, під час останнього чорнового проходу штабу згортають у проміжний рулон у згортальному пристрої, з наступним розгортанням для задачі штаби в чистову прокатну групу, при цьому закінчення циклу чистової прокатки попередньої штаби здійснюють одночасно з задачею наступної штаби в чистову прокатну групу.
2. Стан для виробництва тонкої гарячекатаної штаби, що включає підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, чистову прокатну групу, що складається з однієї чи більше прокатних клітей, моталки в печах, встановлені перед і за чистовою прокатною групою, ножиці з тягнучими роликами, моталку для змотування готової штаби в рулон, який відрізняється тим, що він обладнаний згортальною машиною, відстань між якою і чорновою кліттю вибрано з умови, що вона не більша, ніж довжина підкатки в передостанньому непарному чорновому проході, а відстань між чорновою кліттю і першої кліттю чистової прокатної групи вибрано з умови, що вона визначається довжиною штаби в передостанньому непарному чорновому прокатному проході по формулі:
 , де
, де
L - відстань між чорновою кліттю і першою кліттю чистової прокатної групи;
Lштаб. - довжина штаби в передостанньому непарному чорновому прокатному проході;
Vn - швидкість штаби при прокатці;
а - уповільнення при гальмуванні штаби;
![]() - відстань від першої кліті чистової прокатної групи до ножиць з тягнучими роликами.
- відстань від першої кліті чистової прокатної групи до ножиць з тягнучими роликами.
Текст
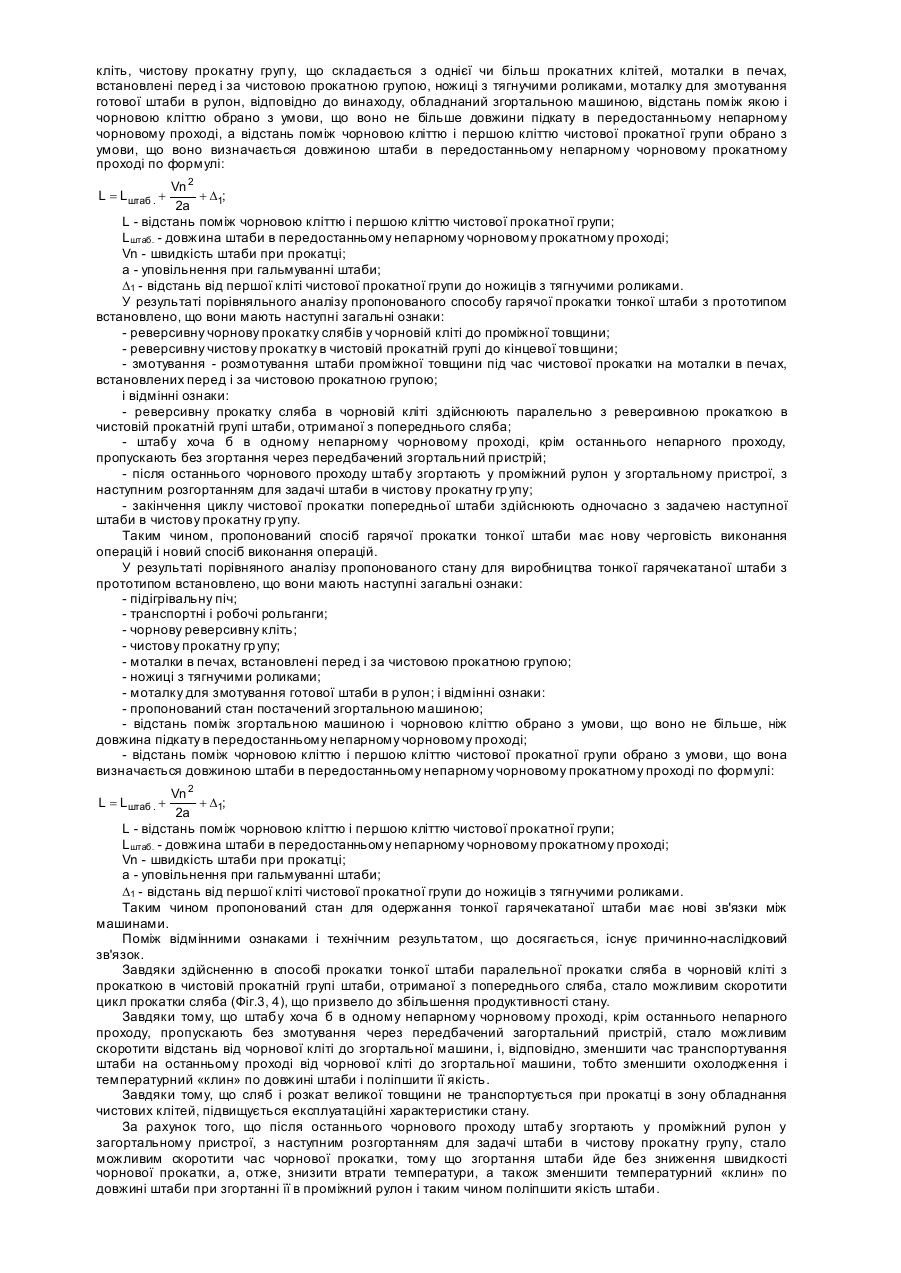
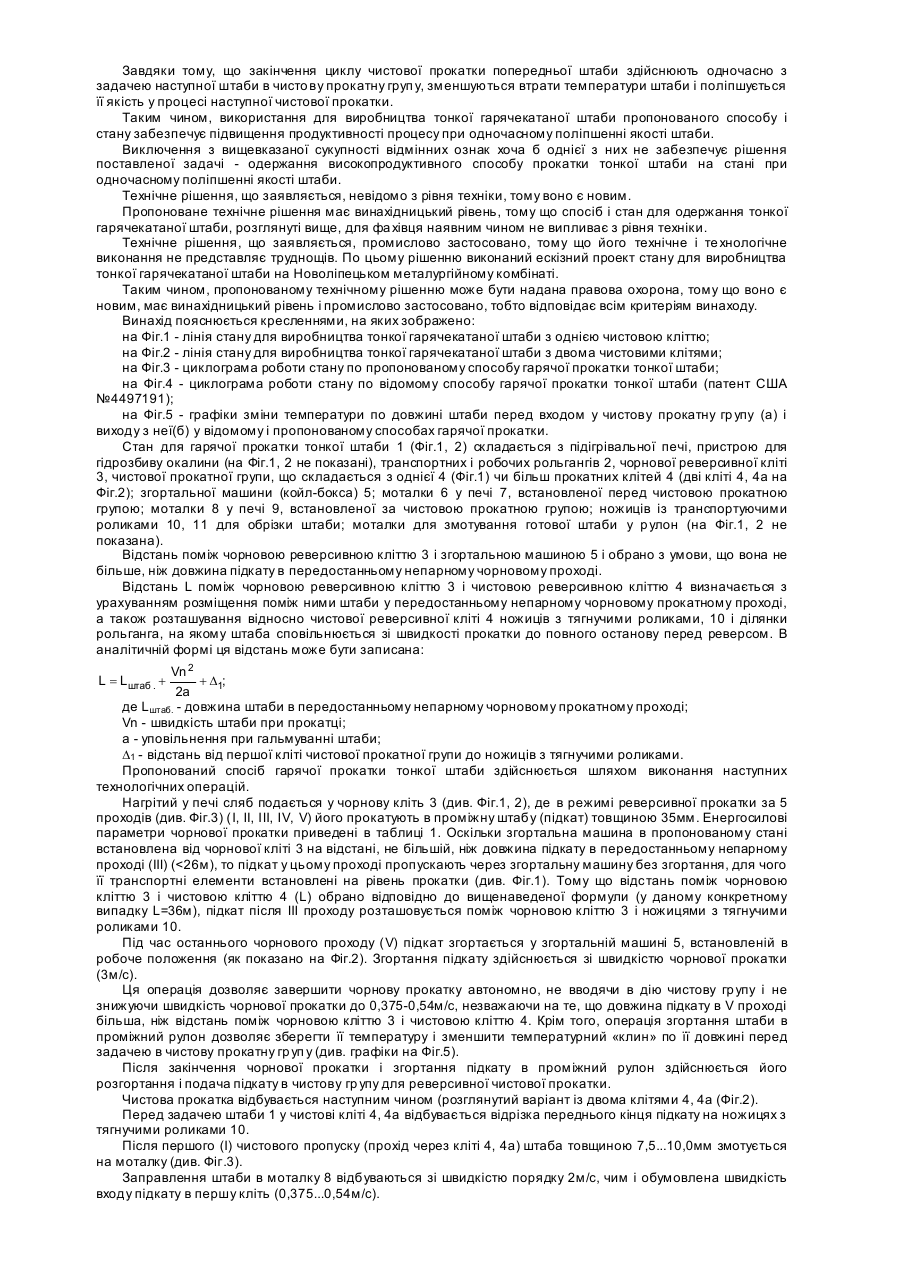
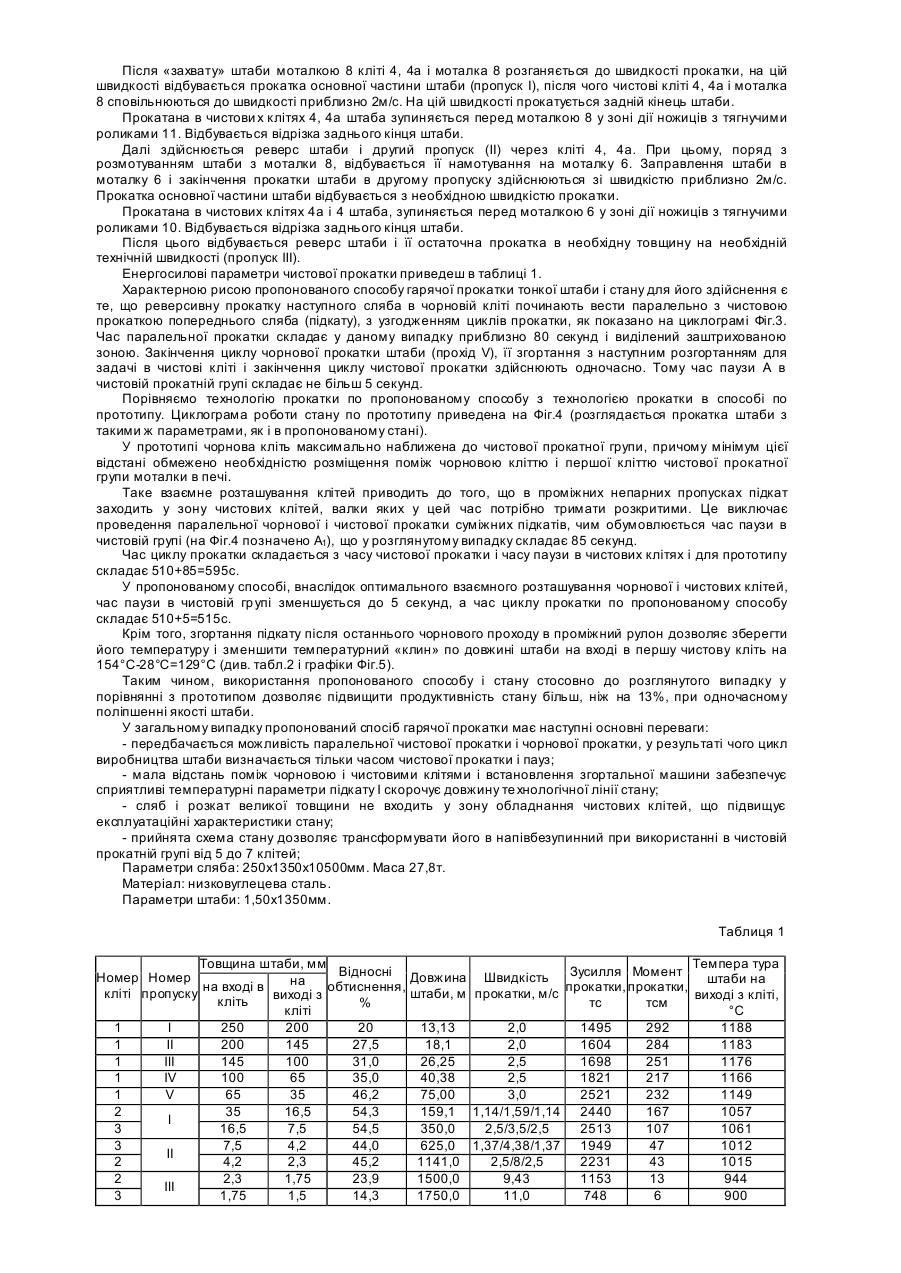
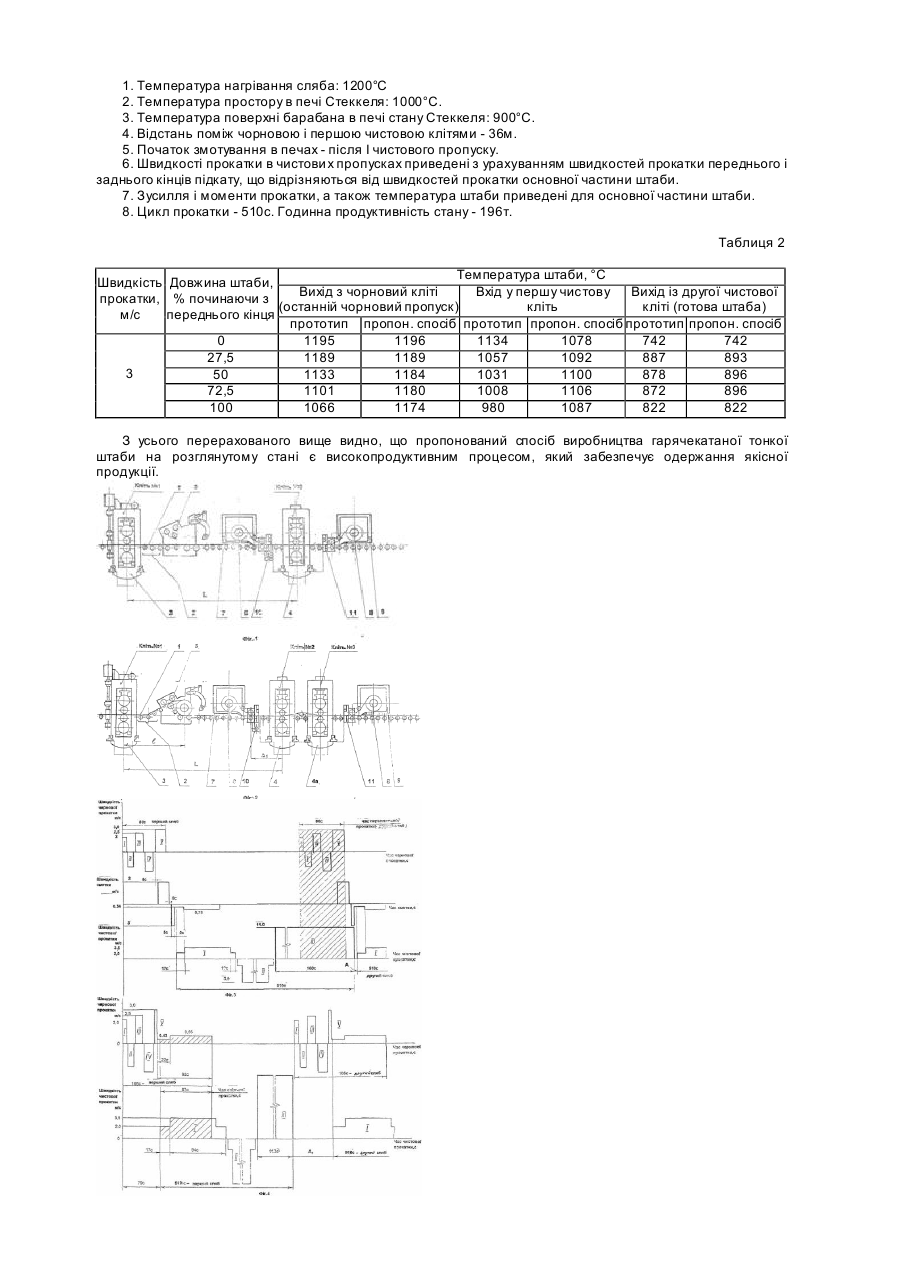
Винахід відноситься до способів гарячої прокатки тонкої штаби на станах, що містять чорнову реверсивну прокатну кліть і чистову прокатну гр упу з пічними моталками. Відомий спосіб виробництва гарячекатаних штабів на напівбезупинному стані (патент США №3803891, МПК В21В1/32). Стан, що реалізує цей спосіб, містить: - піч для підігріву слябів; - транспортні і робочі рольганги; - чорнову реверсивну прокатну кліть; - згортальну машину; - летючі ножиці; - чистову прокатну гр упу, що складається із шести безупинних прокатних клітей; - моталки для змотування гарячої штаби. Розглянутий спосіб гарячої прокатки штаби складається з ряду технологічних операцій. Сляби після нагрівання у печі і видалення окалини направляють у чорнову реверсивну прокатну кліть. Штаба в цій кліті прокатується до проміжної товщини за кілька реверсивних проходів і на останньому проході згортається у проміжний рулон у згортальній машині. Операція згортання дозволяє скоротити розкотні поля поміж чорновою кліттю і чистовою прокатною групою, поліпшити температурні умови прокатки штаби в чистовій прокатній групі за рахунок збереження тепла штаби в р улоні. Прокатка штаби в чистовій групі клітей ведеться безупинно з розмотуванням її з проміжного рулону і закінчується змотуванням на одну з моталок гарячої штаби. Недоліком описуваного способу виробництва і прокатного стану є необхідність розміщення поміж чорновою кліттю і згортальною машиною підкату проміжної довжини (після передостаннього непарного чорнового проходу), що може складати декілька десятків метрів (40-50) і приводить до втрати штабою тепла в останньому чорновому проході і далі при транспортуванні до згортальної машини під час останнього чорнового проходу, що веде до зниження якості одержуваної штаби. Крім того, стан, що реалізує цей спосіб прокатки, має великі габарити, його виготовлення зв'язане зі значними капітальними витратами. За прототип обраний спосіб прокатки тонкої штаби на стані, описаному в патенті США №4497191, МПК В21В41/02 від 15.02.85р. Стан, що реалізує цей спосіб, містить наступне обладнання: - піч для підігріву слябів; - транспортні і робочі рольганги; - універсальну реверсивну чорнову кліть; - реверсивну дво хкліттьову чистову прокатну груп у, перед і за якою встановлені моталки в печах; - летючі ножиці; - моталку для змотування готової штаби. У цьому способі для збереження температурних параметрів прокатки реверсивна чорнова кліть максимально наближена до чистової прокатної групи з умовою розміщення поміж ними пічної моталки. У зв'язку з цим чорнову прокатку ведуть з умови транспортування підкату через розкриті валки чистових клітей. При останньому чорновому пропуску прокатка йде одночасно в чорновій кліті і чистових клітях, після чого штабу змотують на моталку в печі. Чистову прокатку штаби ведуть у дво хкліттьовій безупинній реверсивній групі зі змотуванням розмотуванням штаби на моталки в печах, встановлених перед і за групою клітей. Обрізка кінців штаби при чистових пропусках здійснюється летючими ножицями. Такий стан компактний, має значно менші габарити і вимагає менших капітальних витрат при будівництві. Однак цей спосіб має істотні недоліки: - знижена продуктивність стану через розміщення підкату при чорнових пропусках в зоні чистових клітей і їхнього змушеного простою в період чорнових пропусків, що збільшує час циклу виробництва; - погіршення експлуатаційної надійності стану через транспортування при прокатці слябів і розкатів великої товщини в зону чистових клітей; - погіршення якості штаби через появу великого температурного «клина» по довжині штаби, що виникає у зв'язку зі зниженою швидкістю прокатки в спільному чорновому і чистовому проходах, тому що після чистового проходу штабу необхідно заправляти в пічну моталку на швидкості не більш ніж 2,5м/с. До основи винаходу поставлена задача створення способу прокатки штаби, що забезпечує високу продуктивність стану при одночасному поліпшенні якості штаби. Ця задача вирішується за рахунок технічного результату, який полягає в сполучанні в часі прокатки в чорновій кліті і прокатки в чистовій прокатній групі, а також зменшенні температурного «клина» по довжині штаби, завдяки її згортанню в проміжний рулон після останнього чорнового проходу. Для досягнення вищевказаного результату в способі гарячої прокатки тонкої штаби, що включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більш прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою, відповідно до винаходу, реверсивну прокатку сляба в чорновій кліті здійснюють паралельно с реверсивною прокаткою в чистовій прокатній групі штаби, отриманої з попереднього сляба, а штабу хоча б в одному непарному чорновому проході, крім останнього непарного проходу, пропускають без змотування через передбачений загортальний пристрій, після останнього чорнового проходу штабу згортають у проміжний рулон у загортальному пристрої, з наступним розгортанням для задачі штаби в чистову прокатну гр упу, при цьому закінчення циклу чистової прокатки попередньої штаби здійснюють одночасно з задачею наступної штаби в чистову прокатну груп у. Крім того, для досягнення вищевказаного технічного результату стан для виробництва тонкої гарячекатаної штаби, що включає підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, чистову прокатну груп у, що складається з однієї чи більш прокатних клітей, моталки в печах, встановлені перед і за чистовою прокатною групою, ножиці з тягнучими роликами, моталку для змотування готової штаби в рулон, відповідно до винаходу, обладнаний згортальною машиною, відстань поміж якою і чорновою кліттю обрано з умови, що воно не більше довжини підкату в передостанньому непарному чорновому проході, а відстань поміж чорновою кліттю і першою кліттю чистової прокатної групи обрано з умови, що воно визначається довжиною штаби в передостанньому непарному чорновому прокатному проході по формулі: Vn 2 + D1; 2a L - відстань поміж чорновою кліттю і першою кліттю чистової прокатної групи; Lштаб. - довжина штаби в передостанньому непарному чорновому прокатному проході; Vn - швидкість штаби при прокатці; а - уповільнення при гальмуванні штаби; D1 - відстань від першої кліті чистової прокатної групи до ножиців з тягнучими роликами. У результаті порівняльного аналізу пропонованого способу гарячої прокатки тонкої штаби з прототипом встановлено, що вони мають наступні загальні ознаки: - реверсивну чорнову прокатку слябів у чорновій кліті до проміжної товщини; - реверсивну чистову прокатку в чистовій прокатній групі до кінцевої товщини; - змотування - розмотування штаби проміжної товщини під час чистової прокатки на моталки в печах, встановлених перед і за чистовою прокатною групою; і відмінні ознаки: - реверсивну прокатку сляба в чорновій кліті здійснюють паралельно з реверсивною прокаткою в чистовій прокатній групі штаби, отриманої з попереднього сляба; - штабу хоча б в одному непарному чорновому проході, крім останнього непарного проходу, пропускають без згортання через передбачений згортальний пристрій; - після останнього чорнового проходу штабу згортають у проміжний рулон у згортальному пристрої, з наступним розгортанням для задачі штаби в чистову прокатну гр упу; - закінчення циклу чистової прокатки попередньої штаби здійснюють одночасно з задачею наступної штаби в чистову прокатну гр упу. Таким чином, пропонований спосіб гарячої прокатки тонкої штаби має нову черговість виконання операцій і новий спосіб виконання операцій. У результаті порівняного аналізу пропонованого стану для виробництва тонкої гарячекатаної штаби з прототипом встановлено, що вони мають наступні загальні ознаки: - підігрівальну піч; - транспортні і робочі рольганги; - чорнову реверсивну кліть; - чистову прокатну гр упу; - моталки в печах, встановлені перед і за чистовою прокатною групою; - ножиці з тягнучими роликами; - моталку для змотування готової штаби в р улон; і відмінні ознаки: - пропонований стан постачений згортальною машиною; - відстань поміж згортальною машиною і чорновою кліттю обрано з умови, що воно не більше, ніж довжина підкату в передостанньому непарному чорновому проході; - відстань поміж чорновою кліттю і першою кліттю чистової прокатної групи обрано з умови, що вона визначається довжиною штаби в передостанньому непарному чорновому прокатному проході по формулі: L = L штаб . + Vn 2 + D1; 2a L - відстань поміж чорновою кліттю і першою кліттю чистової прокатної групи; Lштаб. - довжина штаби в передостанньому непарному чорновому прокатному проході; Vn - швидкість штаби при прокатці; а - уповільнення при гальмуванні штаби; D1 - відстань від першої кліті чистової прокатної групи до ножиців з тягнучими роликами. Таким чином пропонований стан для одержання тонкої гарячекатаної штаби має нові зв'язки між машинами. Поміж відмінними ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок. Завдяки здійсненню в способі прокатки тонкої штаби паралельної прокатки сляба в чорновій кліті з прокаткою в чистовій прокатній групі штаби, отриманої з попереднього сляба, стало можливим скоротити цикл прокатки сляба (Фіг.3, 4), що призвело до збільшення продуктивності стану. Завдяки тому, що штабу хоча б в одному непарному чорновому проході, крім останнього непарного проходу, пропускають без змотування через передбачений загортальний пристрій, стало можливим скоротити відстань від чорнової кліті до згортальної машини, і, відповідно, зменшити час транспортування штаби на останньому проході від чорнової кліті до згортальної машини, тобто зменшити охолодження і температурний «клин» по довжині штаби і поліпшити її якість. Завдяки тому, що сляб і розкат великої товщини не транспортується при прокатці в зону обладнання чистових клітей, підвищується експлуатаційні характеристики стану. За рахунок того, що після останнього чорнового проходу штабу згортають у проміжний рулон у загортальному пристрої, з наступним розгортанням для задачі штаби в чистову прокатну групу, стало можливим скоротити час чорнової прокатки, тому що згортання штаби йде без зниження швидкості чорнової прокатки, а, отже, знизити втрати температури, а також зменшити температурний «клин» по довжині штаби при згортанні її в проміжний рулон і таким чином поліпшити якість штаби. L = L штаб . + Завдяки тому, що закінчення циклу чистової прокатки попередньої штаби здійснюють одночасно з задачею наступної штаби в чисто ву прокатну груп у, зменшуються втрати температури штаби і поліпшується її якість у процесі наступної чистової прокатки. Таким чином, використання для виробництва тонкої гарячекатаної штаби пропонованого способу і стану забезпечує підвищення продуктивності процесу при одночасному поліпшенні якості штаби. Виключення з вищевказаної сукупності відмінних ознак хоча б однієї з них не забезпечує рішення поставленої задачі - одержання високопродуктивного способу прокатки тонкої штаби на стані при одночасному поліпшенні якості штаби. Технічне рішення, що заявляється, невідомо з рівня техніки, тому воно є новим. Пропоноване технічне рішення має винахідницький рівень, тому що спосіб і стан для одержання тонкої гарячекатаної штаби, розглянуті вище, для фа хівця наявним чином не випливає з рівня техніки. Технічне рішення, що заявляється, промислово застосовано, тому що його технічне і те хнологічне виконання не представляє труднощів. По цьому рішенню виконаний ескізний проект стану для виробництва тонкої гарячекатаної штаби на Новоліпецьком металургійному комбінаті. Таким чином, пропонованому технічному рішенню може бути надана правова охорона, тому що воно є новим, має винахідницький рівень і промислово застосовано, тобто відповідає всім критеріям винаходу. Винахід пояснюється кресленнями, на яких зображено: на Фіг.1 - лінія стану для виробництва тонкої гарячекатаної штаби з однією чистовою кліттю; на Фіг.2 - лінія стану для виробництва тонкої гарячекатаної штаби з двома чистовими клітями; на Фіг.3 - циклограма роботи стану по пропонованому способу гарячої прокатки тонкої штаби; на Фіг.4 - циклограма роботи стану по відомому способу гарячої прокатки тонкої штаби (патент США №4497191); на Фіг.5 - графіки зміни температури по довжині штаби перед входом у чистову прокатну гр упу (а) і виходу з неї(б) у відомому і пропонованому способах гарячої прокатки. Стан для гарячої прокатки тонкої штаби 1 (Фіг.1, 2) складається з підігрівальної печі, пристрою для гідрозбиву окалини (на Фіг.1, 2 не показані), транспортних і робочих рольгангів 2, чорнової реверсивної кліті 3, чистової прокатної групи, що складається з однієї 4 (Фіг.1) чи більш прокатних клітей 4 (дві кліті 4, 4а на Фіг.2); згортальної машини (койл-бокса) 5; моталки 6 у печі 7, встановленої перед чистовою прокатною групою; моталки 8 у печі 9, встановленої за чистовою прокатною групою; ножиців із транспортуючими роликами 10, 11 для обрізки штаби; моталки для змотування готової штаби у р улон (на Фіг.1, 2 не показана). Відстань поміж чорновою реверсивною кліттю 3 і згортальною машиною 5 і обрано з умови, що вона не більше, ніж довжина підкату в передостанньому непарному чорновому проході. Відстань L поміж чорновою реверсивною кліттю 3 і чистовою реверсивною кліттю 4 визначається з урахуванням розміщення поміж ними штаби у передостанньому непарному чорновому прокатному проході, а також розташування відносно чистової реверсивної кліті 4 ножиців з тягнучими роликами, 10 і ділянки рольганга, на якому штаба сповільнюється зі швидкості прокатки до повного останову перед реверсом. В аналітичній формі ця відстань може бути записана: Vn 2 + D1; 2a де Lштаб. - довжина штаби в передостанньому непарному чорновому прокатному проході; Vn - швидкість штаби при прокатці; а - уповільнення при гальмуванні штаби; D1 - відстань від першої кліті чистової прокатної групи до ножиців з тягнучими роликами. Пропонований спосіб гарячої прокатки тонкої штаби здійснюється шляхом виконання наступних технологічних операцій. Нагрітий у печі сляб подається у чорнову кліть 3 (див. Фіг.1, 2), де в режимі реверсивної прокатки за 5 проходів (див. Фіг.3) (І, II, III, IV, V) його прокатують в проміжну штабу (підкат) товщиною 35мм. Енергосилові параметри чорнової прокатки приведені в таблиці 1. Оскільки згортальна машина в пропонованому стані встановлена від чорнової кліті 3 на відстані, не більшій, ніж довжина підкату в передостанньому непарному проході (III) (
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for hot rolling of a thin strip
Автори англійськоюStech Volodymyr Stanislavovych, Bilobrov Yurii Mykolaiovych, Barabash Andrii Volodymyrovych, Yeletskykh Volodymyr Ivanovych
Назва патенту російськоюСпособ горячей прокатки тонкой полосы и стан для его осуществления
Автори російськоюСтеч Владимир Станиславович, Билобров Юрий Николаевич, Барабаш Андрей Владимирович, Елецких Владимир Иванович
МПК / Мітки
МПК: B21B 1/30
Мітки: стан, тонкої, прокатки, гарячої, спосіб, здійснення, штаби
Код посилання
<a href="https://ua.patents.su/6-72015-sposib-garyacho-prokatki-tonko-shtabi-i-stan-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки тонкої штаби і стан для його здійснення</a>
Спосіб гарячої прокатки тонкої смуги і міні-стан для його здійснення
Номер патенту: 69483
Опубліковано: 15.09.2004
Автори: Остапенко Арнольд Леонтійович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович, Леонідов-Канєвський Євген Володимирович, Стеч Володимир Станіславович
МПК: B21B 41/00, B21B 1/30, B21B 1/46
Мітки: смуги, прокатки, міні-стан, гарячої, спосіб, здійснення, тонкої
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої смуги, що включає реверсивну прокатку сляба в чорновій кліті до проміжної товщини, передачу смуги проміжної товщини в чистову двоклітьову прокатну групу при одночасному виконанні останнього прокатного пропуску в чорновій кліті і першого чистового пропуску в двоклітьовій прокатній групі, реверсивну чистову прокатку смуги в чистовій двоклітьовій прокатній групі до кінцевої товщини зі змотуванням-розмотуванням...
Спосіб гарячої прокатки штаби
Номер патенту: 60007
Опубліковано: 15.09.2003
Автори: Барабаш Андрій Володимирович, Каушанський Ігор Борисович, Стеч Володимир Станіславович, Савенко Юрій Євдокимович, Левіна Валентина Іванівна
МПК: B21B 1/30
Мітки: гарячої, спосіб, штаби, прокатки
Формула / Реферат:
Спосіб гарячої прокатки штаби, що включає прокатку сляба в чорновій групі клітей до одержання підкату, розміщення його після завершення чорнової прокатки на проміжному рольгангу, транспортування підкату до ножиць, центрування його напрямними лінійками, обрізання переднього і заднього кінців підкату і прокатку в чистовій групі клітей до одержання штаби заданої товщини, який відрізняється тим, що одночасно з центруванням напрямними лінійками...
Спосіб виміру натягу в безперервній групі клітей стану гарячої прокатки штаби
Номер патенту: 63378
Опубліковано: 15.01.2004
Автори: Леонідов-Каневський Євген Володимирович, Каушанський Ігор Борисович, Стеч Володимир Станіславович, Гагарін Павло Павлович, Єлецьких Володимир Іванович, Барабаш Андрій Володимирович, Биковський Анатолій Іванович
МПК: B21B 37/00
Мітки: клітей, безперервний, штаби, стану, групи, спосіб, натягу, гарячої, виміру, прокатки
Формула / Реферат:
Спосіб виміру натягу штаби в безперервній групі клітей стану гарячої прокатки, який включає безперервний вимір у кожній кліті горизонтальної сили, що діє на робочі валки, і зусилля прокатки, по отриманих даних і відомому (нульовому для першої кліті) задньому натягові розрахунок коефіцієнта пропорційності між горизонтальною силою і зусиллям прокатки до входу штаби в наступну кліть і розрахунок переднього натягу після входу штаби в наступну...
Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки

Номер патенту: 68308
Опубліковано: 15.07.2004
Автори: Леонідов-Канєвський Євген Володимирович, Гагарін Павло Павлович
МПК: B21B 37/00
Мітки: виміру, прокатки, натягу, стана, спосіб, двома, гарячої, штаби, клітями
Формула / Реферат:
1. Спосіб виміру натягу штаби між двома клітями стана гарячої прокатки, відповідно до якого безперервно вимірюють момент і зусилля прокатки першої кліті, перед заправленням штаби в другу кліть визначають для першої кліті плече прикладання зусилля прокатки, що дорівнює відношенню моменту до зусилля прокатки, а після заправлення штаби в другу кліть обчислюють момент вільної прокатки першої кліті як добуток раніше обчисленого плеча на поточне...
Міні-стан для виробництва гарячокатаної штаби
Номер патенту: 593
Опубліковано: 16.10.2000
Автори: Каушанський Ігор Борисович, Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Стеч Володимир Станіславович
МПК: B21B 1/00
Мітки: виробництва, гарячокатаної, міні-стан, штаби
Формула / Реферат:
Міні-стан для виробництва гарячокатаної штаби, до складу якого входить підігрівальна піч, транспортувальні та робочі рольганги, обладнання для гідрозбиву окалини, чорнова та чистова реверсивні кліті, поміж якими встановлено ножиці для обрізування переднього та останнього кінців підкату, моталки у печах, встановлених перед та за чистовою кліттю, моталки для змотування штаби в рулон, устаткування для транспортування рулону на склад, який...
Попередній патент: Інгібуюча полімерна промивальна рідина
Наступний патент: Спосіб неінвазійного дослідження стану мікроциркуляторної ланки системи кровообігу і пристрій для його реалізації
Випадковий патент: Спосіб селекції скоростиглого гібрида кабачка