Спосіб і прокатний стан для поліпшення випуску катаної металевої штаби, кінець якої виходить зі швидкістю прокатки


Формула / Реферат
1. Спосіб поліпшення випуску металевої катаної штаби (1), кінець (1а) якої виходить зі швидкістю прокатки, з відповідної останньої прокатної кліті (2) багатоклітьового прокатного стана (3), при цьому під час прокатки між двома прокатними клітями (F1/F2; F2/F3...Fn), що ідуть одна за одною, для стабілізації проходження штаби встановлюють натяг (![]() ) штаби, який відрізняється тим, що незадовго до виходу кінця (1а) катаної штаби з кліті (2) вимірюють різницеві зусилля прокатки, що утворилися, між привідною стороною (4) і керуючою стороною (5) окремо для кожної прокатної кліті (F1, F2, F3,...Fn), з них формують величину (16) повороту і напрямок різницевого прокатного зусилля для утворення коректуючої величини для установки валків (10, 11) та здійснюють коректування.
) штаби, який відрізняється тим, що незадовго до виходу кінця (1а) катаної штаби з кліті (2) вимірюють різницеві зусилля прокатки, що утворилися, між привідною стороною (4) і керуючою стороною (5) окремо для кожної прокатної кліті (F1, F2, F3,...Fn), з них формують величину (16) повороту і напрямок різницевого прокатного зусилля для утворення коректуючої величини для установки валків (10, 11) та здійснюють коректування.
2. Спосіб за п. 1, який відрізняється тим, що результати стадії вимірювання використовують автоматично всередині поточного процесу прокатки від прокатної кліті (F1) до прокатної кліті (F2...Fn) або адаптивно від металевої катаної штаби (1) до металевої катаної штаби (1).
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що результат вимірювання відображають для оператора на центральному пульті керування, для можливості виконання оператором ручного коректування під час процесу прокатки.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що після випуску кінця (1а) катаної штаби формують для вибраної довжини штаби середнє значення різницевого прокатного зусилля між привідною стороною (4) і керуючою стороною (5), яке використовують для наступної металевої штаби (1).
5. Прокатний стан для гарячої прокатки металевої катаної штаби (1), зокрема тонкої стальної штаби (1b), який містить декілька працюючих на лінії прокатки прокатних клітей (2), робочі валки (10) та опорні валки (11) яких приводяться в рух на відповідній привідний стороні (4) для збереження натягу штаби, стабілізації проходження штаби, а також для забезпечення високої швидкості прокатки, при цьому стан містить відповідні вимірювальні пристрої для вимірювання зусилля прокатки на привідній стороні (4) і керуючій стороні (5), який відрізняється тим, що пристрої (12, 13) для вимірювання зусилля прокатки на привідній стороні (4) і на керуючій стороні (5) виконані з можливістю визначення зусиль незадовго до виходу кінця (1а) катаної штаби у вигляді різницевого зусилля прокатки, причому стан містить блок (14) оцінки для різницевого зусилля прокатки кінця (1а) металевої штаби та обчислювальний блок (15) для обчислення величини (16) повороту для установки валків (10, 11) під час проходження кінця (1а) металевої штаби.
6. Прокатний стан за п. 5, який відрізняється тим, що пристрої (12, 13) вимірювання зусиль для визначення різницевого прокатного зусилля кінця (1а) металевої штаби містять динамометричні датчики (17, 18) зусиль, кожний з яких розташований під нижнім опорним валком (11).
7. Прокатний стан за п. 5 або п. 6, який відрізняється тим, що до обчислювального блока (15) підключене розгалуження (19) для подальшого направлення величини (16) повороту в автоматичний пристрій (20) для врахування в поточній або наступній металевій катаній штабі (1) і/або в індикатор (21) рекомендації повороту для оператора.
8. Прокатний стан за п. 7, який відрізняється тим, що автоматичний пристрій (20) і/або індикатор (21) підключені до пристрою (22) порівняння із заданою величиною повороту і/або до пристрою (23) порівняння з поточною величиною повороту, причому обидва пристрої підключені до пристрою (25) регулювання положення для гідравлічної установки на привідній стороні (4) або до пристрою (26) регулювання положення для гідравлічної установки на керуючій стороні (5).
9. Прокатний стан за п. 8, який відрізняється тим, що пристрої (25, 26) регулювання положення з урахуванням регулювання положення для абсолютної заданої величини (27) положення сполучені з пристроями (29, 30) регулювання зусилля циліндрів для привідної сторони (4) і керуючої сторони (5).
Текст
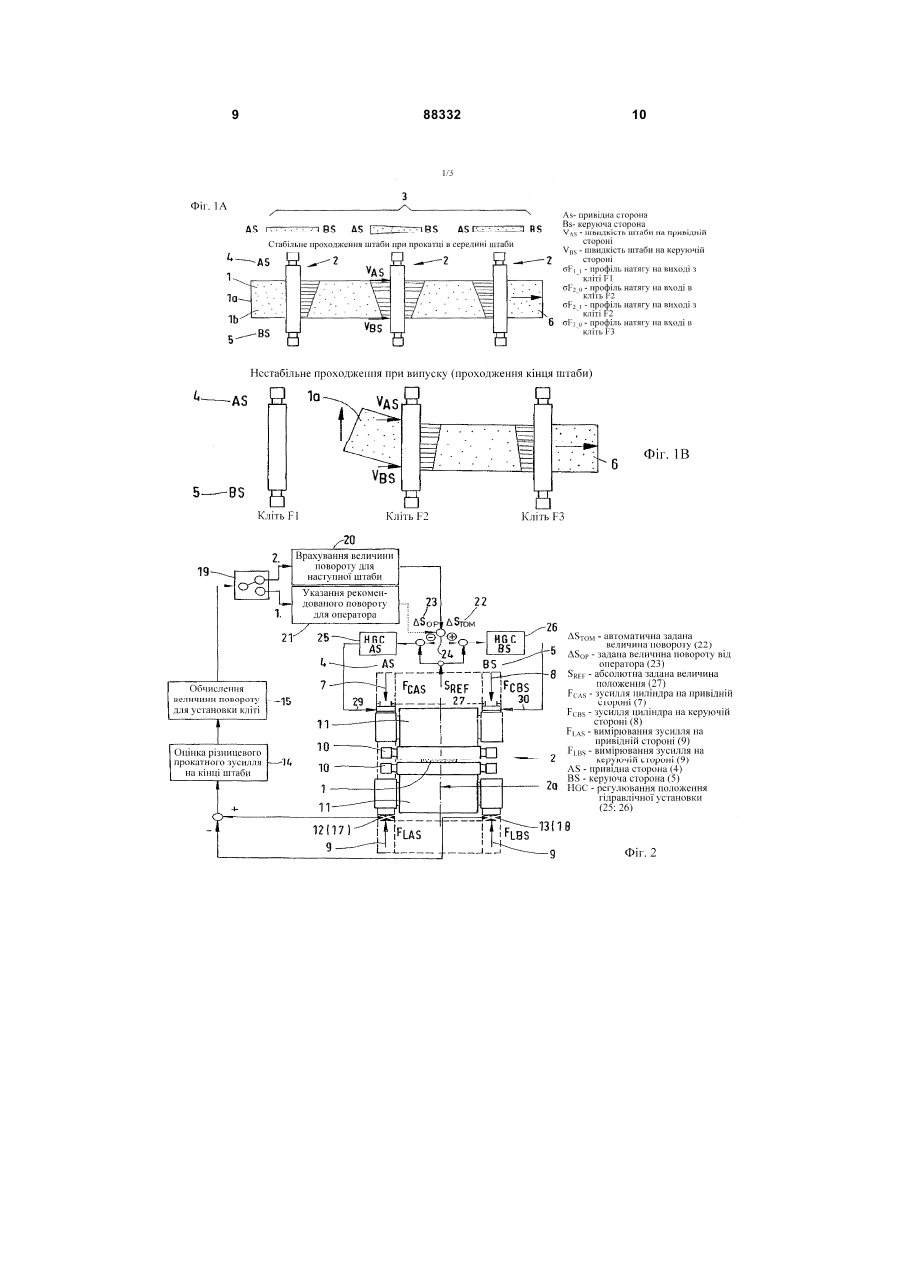
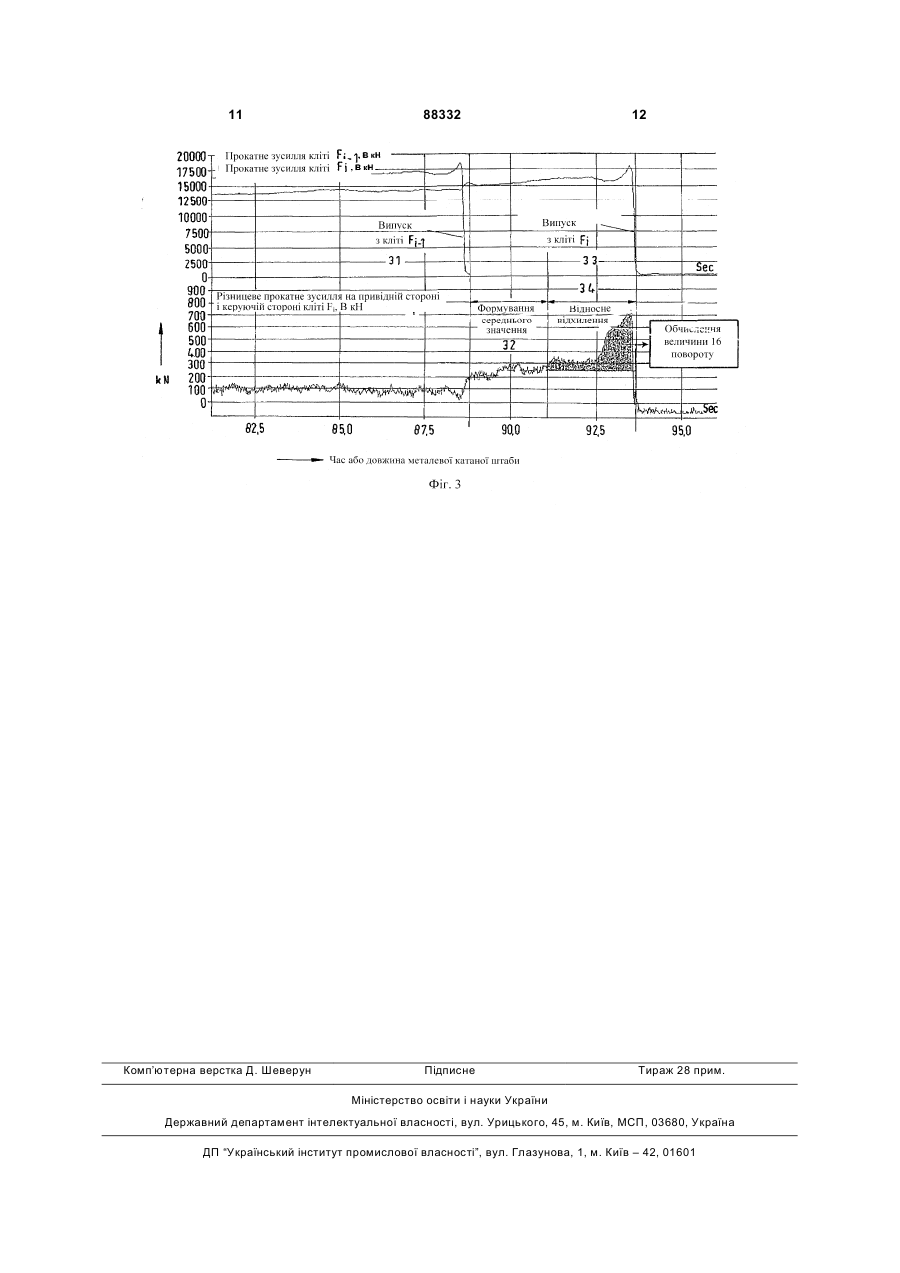
1. Спосіб поліпшення випуску металевої катаної штаби (1), кінець (1а) якої виходить зі швидкістю прокатки, з відповідної останньої прокатної кліті (2) багатоклітьового прокатного стана (3), при цьому під час прокатки між двома прокатними клітями (F1/F2; F2/F3...Fn), що ідуть одна за одною, для стабілізації проходження штаби встановлюють 2 (19) 1 3 88332 4 на привідній стороні (4) або до пристрою (26) регулювання положення для гідравлічної установки на керуючій стороні (5). 9. Прокатний стан за п. 8, який відрізняється тим, що пристрої (25, 26) регулювання положення з урахуванням регулювання положення для абсолютної заданої величини (27) положення сполучені з пристроями (29, 30) регулювання зусилля циліндрів для привідної сторони (4) і керуючої сторони (5). Винахід належить до способу і прокатного стану для поліпшення випуску катаної металевої штаби, кінець якої виходить зі швидкістю прокатки з відповідної останньої прокатної кліті багатоклітьового прокатного стану, при цьому під час прокатки між двома прокатними клітями, що йдуть одна за одною, для стабілізації проходження штаби встановлений натяг штаби. При гарячій прокатці сталі швидкість прокатки встановлюють так, що забезпечується необхідна кінцева температура прокатки металевої штаби, зокрема стальної штаби. Ці кінцеві температури прокатки необхідно витримувати для досягнення бажаних металургійних властивостей. Зменшення швидкості прокатки на кінці штаби також не бажане. Однак випуск металевої штаби зі швидкістю прокатки є проблематичним, зокрема, при високих швидкостях прокатки і тонкій кінцевій товщині. Під час прокатки встановлений між прокатними клітями натяг штаби є вирішальним фактором для стабілізації проходження штаби. При випуску кінця катаної штаби з кліті, зменшують натяг штаби незадовго до випуску і найпізніше під час випуску штаби з прокатної кліті. У цій фазі проходження штаби є нестійким і невеликі перешкоди або відхилення можуть приводити до відхилення кінця катаної штаби в осередку деформації. У цьому випадку металева штаба виходить з середини кліті, при цьому виникають нерівномірні прокатні зусилля, що приводить до навскісного розташування осередку деформації і в свою чергу прискорює відхилення. Причинами такого процесу можуть бути не паралельний осередок деформації, різниця температур по ширині штаби, клин товщини по ширині штаби або відмінності в твердості штаби. З EP 0 875 303 B1 відоме передбачення коректуючого різницевого зусилля прокатки між привідною і керуючою стороною прокатної кліті для регулювання осередку деформації з компенсацією сил вигину і сил противаги за допомогою коректуючого регулювання за допомогою керування установочними параметрами осередку деформації. При цьому перед подальшою обробкою плоских виробів при регулюванні враховується утворена з виміряних на всіх окремих валках горизонтальних сил додаткова коректуюча установочна величина. Рішення являє собою так званий перехресний модуль, за допомогою якого перераховуються величини подовження на обох сторонах станини. Величини подовження можна компенсувати за допомогою відповідних заданих значень положення для обох регулювальних систем на привідній стороні і керуючій стороні прокатної кліті. Однак, внаслідок дуже великих похибок це регулювання нездатне стабілізувати металеву катану штабу на кінці катаної штаби. Виконувані до цього часу спроби мінімізації або навіть виключення відхилення кінця катаної штаби за рахунок втручання операторів в процес прокатки або за рахунок заміни оператора автоматичним регулюванням не приводили до задовільного результату. Вплив на вихідне положення під час зменшення натягу штаби не дозволяє виключати відхилення кінця катаної штаби, і відбувається перекочування, тобто виникають відповідні проблеми на наступних прокатних клітях. У найгіршому випадку кінець катаної штаби обривається, і виникають пошкодження на робочих і опорних валках. При металевих катаних штабах, які повинні мати особливо невеликі похибки поверхні (тонка стальна штаба), незначне перекочування може приводити до того, що процес прокатки необхідно переривати і замінювати робочі валки в одній або декількох клітях. В основу винаходу встановлена задача перетворення випуску кінця катаної штаби у відповідній прокатній кліті прокатного стану, яка виявилася в даний момент останньою, в самостійну стадію процесу, і своєчасного виконання оцінки установки зусиль прокатки на обох сторонах прокатної кліті. Поставлена задача вирішена, згідно з винаходом, тим, що незадовго до виходу кінця катаної штаби з кліті вимірюють різницеві зусилля прокатки між привідною стороною, і керуючою стороною окремо для кожної прокатної кліті, з них виводять величину повороту і напрям повороту різницевого зусилля прокатки для утворення коректуючої величини для установки валків, і коректують установку. Перевагою є те, що поліпшується вихідна ситуація перед випуском і максимально виключається відхилення кінця катаної штаби. Для цієї фази визначають напрям і величину різницевого зусилля прокатки і тим самим розраховують можливу величину повороту для металевої катаної штаби. Ці стадії виконують окремо для кожної прокатної кліті, так що у вимірювання включаються властивості металевої катаної штаби в конкретному місці, її геометричні параметри, такі як товщина і твердість, плоскопаралельність і стан поверхні. У одному варіанті виконання передбачено, що результати відповідної стадії вимірювання автоматично оцінюються в процесі прокатки, що виконується від прокатної кліті до прокатної кліті або адаптивно від металевої катаної штаби до металевої катаної штаби. Перевагою є врахування одержаного досвіду. Одна можливість застосування полягає в тому, що результат вимірювання вказується для оператора в центральному пункті керування і оператор вручну виконує коректування під час процесу прокатки. 5 Інша можливість застосування забезпечується за рахунок того, що після випуску кінця катаної штаби для вибраної довжини штаби утворюють середнє значення різницевого зусилля прокатки між привідною стороною і керуючою стороною, що використовують для наступної металевої штаби. У прокатному стані для гарячої прокатки металевої катаної штаби, зокрема тонкої стальної штаби, передбачені декілька працюючих на лінії прокатки прокатних клітей, робочі валки і опорні валки яких приводяться в рух на відповідній привідній стороні для збереження натягу штаби з метою стабілізації проходження штаби і для забезпечення високої швидкості прокатки, а також відповідні вимірювальні пристрої для вимірювання зусилля прокатки на привідній стороні і керуючій стороні. У цьому випадку поставлена задача вирішена, згідно з винаходом, тим, що зусилля прокатки на привідній стороні і на керуючій стороні визначають за допомогою пристроїв вимірювання зусиль незадовго до виходу кінця катаної штаби як різницевого зусилля прокатки кінця металевої штаби, що передбачений блок оцінки для різницевого зусилля прокатки кінця металевої штаби і обчислювальний пристрій для обчислення так званої величини повороту для установки валків під час проходження кінця металевої штаби. При цьому забезпечуються переваги, вказані вище застосовно до способу. У одному варіанті виконання прокатних клітей передбачено, що пристрої вимірювання для різницевого зусилля прокатки кінця металевої штаби складаються з динамометричних датчиків зусилля, кожний з яких розташований під нижнім опорним валком. У іншому варіанті виконання вимірювальних пристроїв передбачено, що до обчислювального блока підключене розгалуження для подальшого направлення величини повороту або в автоматичний пристрій для врахування в поточній або наступній металевій катаній штабі, і/або в індикатор рекомендації повороту для оператора. Крім того, автоматичний пристрій і/або індикатор переважно підключені до пристрою порівняння із заданою величиною повороту і/або до пристрою порівняння з поточною величиною повороту, і при цьому обидва пристрої підключені до пристрою регулювання положення для гідравлічної установки на привідній стороні або до пристрою регулювання положення для гідравлічної установки на керуючій стороні. У іншому варіанті виконання передбачено, що регулювання положення з урахуванням регулювання положення для абсолютної заданої величини положення використовується для регулювання сили циліндрів на привідній стороні і керуючій стороні. Нижче наводиться докладний опис прикладів виконання способу і керування, відповідно, регулювання, з посиланнями на прикладені креслення, на яких зображено: фіг. 1A - стабільне проходження штаби при прокатці з натягом штаби; фіг. 1B - нестабільне проходження стрічки при виході кінця штаби, який відхиляється при не па 88332 6 ралельній і симетричній установці валків: фіг. 2 - блок-схема для керування, відповідно регулювання, способу; і фіг. 3 - обчислення величини повороту на основі зусиль прокатки, виникаючих в прокатних клітях штабового прокатного стану, що ідуть одна за одною. На фіг. 1A показане стабільне проходження штаби при прокатці металевої катаної штаби 1, при цьому кінець 1a катаної штаби входить у відповідну останню прокатну кліть 2 прокатного стану 3 для гарячої прокатки. Зусилля прокатки приймаються діючими симетрично відносно середини 2а кліті (дивись фіг. 2). У кліті F2 установка валків 10, 11 не паралельна, а більш відкрита на привідній стороні 4, ніж на керуючій стороні 5. Ця установка приводить за рахунок затиску металевої катаної штаби 1 в суміжних клітях F1 і F3 до нерівномірного розподілу напружень штаби по ширині штаби, при цьому стабілізується проходження штаби і попереджується бічне відхилення металевої катаної штаби 1. В цьому стані швидкості втягування штаби для кліті F2 на привідній стороні 4 і керуючій стороні 5 є однаковими. На фіг. 1B показане нестабільне проходження штаби при виході кінця Ia катаної штаби, при цьому після виходу кінця 1a катаної штаби з кліті F1 відсутній стабілізуючий натяг штаби, і це приводить до різних швидкостей втягування штаби між привідною стороною 4 і керуючою стороною 5 кліті F2. У цьому випадку металева катана штаба 1 втягується з більш високою швидкістю на привідній стороні 4, так що кінець 1a катаної штаби повертається і проходить в напрямі привідної сторони 4. Такий процес є небезпечним і може приводити до вказаних вище пошкоджень. При виході кінця 1a катаної штаби з середини 2а кліті (дивись фіг. 2) порівнюються прокатні зусилля, що створюються на привідній стороні 4 і на керуючій стороні 5, або ж вимірюються по окремості для кожної прокатної кліті F1, F2, F3, Fn... і потім оцінюються. З цих виміряних величин обчислюють напрям і величину різницевого прокатного зусилля. Результати відповідної стадії вимірювання автоматично застосовуються всередині поточного процесу прокатки від прокатної кліті (F1) до прокатної кліті (F2.. F3.. Fn) або адаптивно від металевої штаби 1 до нової металевої штаби 1. Застосування оцінки виконується так, що для оператора вказуються на моніторі в центральному пульті керування результати вимірювання, і оператор виконує коректування вручну під час процесу прокатки. Інша можливість використання полягає в тому, що після виходу кінця Ia катаної штаби для вибраної довжини штаби формують середнє значення різницевого зусилля прокатки між привідними сторонами 4 і керуючими сторонами 5 і використовують його для відповідної наступної металевої катаної штаби 1. На фіг. 2 показана прокатна кліть 2 з прокатного стану 3 гарячого прокатки (дивись фіг. 1), робочі валки 10 і опорні валки 11 якої приводяться в рух на привідній стороні 4, при цьому встановлюється 7 натяг штаби для стабілізації проходження штаби і для високої швидкості прокатки. Крім того, є вимірювальні пристрої, опис яких наводиться нижче, для вимірювання прокатного зусилля на привідній стороні 4 і на керуючій стороні 5. Під час виходу кінця 1a катаної штаби з прокатної кліті 2 вимірюються прокатні зусилля в наступній прокатній кліті 2 на привідній стороні 4 і на керуючій стороні 5 за допомогою пристроїв 12 і 13 вимірювання зусиль (наприклад, динамометричних датчиків 17 і 18 зусилля) і визначається різницеве прокатне зусилля; після цього визначається різницеве прокатне зусилля в блоці 14 оцінки як дійсно виникаючого у одиничному випадку різницевого прокатного зусилля відповідного кінця Ia катаної штаби. У включеному далі обчислювальному блоці 15 обчислюється коректуюча величина, яка називається фахівцями в даній галузі техніки «величиною 16 повороту», для установки робочих і опорних валків 10, 11. Таким чином, величина 16 повороту означає коректування установки валків 10, 11 в прокатній кліті 2. Як пристрої 12, 13 вимірювання зусилля для визначення різницевого прокатного зусилля кінця Ia катаної штаби можна крім динамометричних датчиків 17, 18 зусилля застосовувати також інші вимірювальні пристрої напружень стиснення або розтягнення, розташовані в прокатній станині. Крім того, до обчислювального блока 15 підключене розгалуження 19 (дивись фіг. 2) для подальшого направлення величини 16 повороту або в автоматичний пристрій 20 для врахування в поточній або наступній металевій катаній штабі 1, і/або в індикатор 21 як рекомендація повороту для оператора. Відповідно до цього, задана величина 23 автоматичного повороту для оператора направляється в розгалуження 2 4 , в якому величини направляються в пристрій 25 регулювання положення гідравлічної установки привідної сторони (валків) і в пристрій 26 регулювання положення гідравлічної установки на керуючій стороні 5. Задані величини 22 і 23 повороту додаються або віднімаються з абсолютної заданої величини 27 положення. Пристрої 25, 26 регулювання гідравлічних установок на привідній стороні 4 і на керуючій стороні 5 працюють з цими заданими величинами положення і сполучені з відповідними пристроями 29 і 30 регулювання зусилля циліндрів для привідної сторони 4 і керуючої с то р о н и 5. На фіг. 3 показані як приклад оцінки різницевого зусилля на кінці 1a катаної штаби. Після випуску 31 з кліті Fi-1 для певного часу або довжини штаби 88332 8 утворюється середнє значення 32 різницевого зусилля. Для іншого часу або довжини штаби до випуску 33 з кліті F, потім інтегрується відносне відхилення 34 від цього середнього значення. Обчислена таким чином величина визначає величину 16 повороту і знак напряму повороту. Перелік позицій 1 Металева катана штаба 1а Кінець катаної штаби 1b Тонка стальна штаба 2 Прокатна кліть 2а Середина кліті F1, F2, F3...Fn Прокатні кліті, що ідуть одна за одною в прокатній лінії 3 Прокатний стан гарячої прокатки 4 Привідна сторона 5 Керуюча сторона 6 Напрям прокатки 7 Зусилля циліндропоршневого блока на привідній стороні 8 Зусилля циліндропоршневого блока на керуючій стороні 9 Сторона вимірювання зусилля 10 Робочий валок 11 Опорний валок 12 Пристрій вимірювання зусилля на привідній стороні 13 Пристрій вимірювання зусилля на керуючій стороні 14 Блок оцінки 15 Обчислювальний блок 16 Величина повороту 17 Динамометричний датчик зусилля 18 Динамометричний датчик зусилля 19 Розгалуження для подальшого направлення даних 20 Автоматичний пристрій 21 Індикатор для рекомендації повороту 22 Автоматична задана величина повороту 23 Задана величина повороту для оператора 24 Розгалуження 25 Пристрій регулювання положення гідравлічної установки на привідній стороні 26 Пристрій регулювань я положення гідравлічної установки на керуючій стороні 27 Абсолютна задана величина положення 29 Пристрій регулювання зусилля циліндра 30 Пристрій регулювання зусилля циліндра 31 Випуск з кліті 32 Середнє значення 33 Випуск з кліті Fі 34 Відносне відхилення від середнього значення 9 88332 10 11 Комп’ютерна верстка Д. Шеверун 88332 Підписне 12 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and mill train for improving slipping out of metal rolled strip which rolled strip end runs out at rolling speed
Автори англійськоюSudau, Peter, Jepsen Olaf Norman
Назва патенту російськоюСпособ и прокатный стан для улучшения выпуска металлической катаной полосы, конец которой выходит со скоростью прокатки
Автори російськоюЗудау Петер, Йепсен Олаф Норман
МПК / Мітки
МПК: B21B 37/68, B21B 37/58
Мітки: прокатній, швидкістю, прокатки, спосіб, поліпшення, штаби, металевої, стан, кінець, катаної, виходить, якої, випуску
Код посилання
<a href="https://ua.patents.su/6-88332-sposib-i-prokatnijj-stan-dlya-polipshennya-vipusku-katano-metalevo-shtabi-kinec-yako-vikhodit-zi-shvidkistyu-prokatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб і прокатний стан для поліпшення випуску катаної металевої штаби, кінець якої виходить зі швидкістю прокатки</a>
Спосіб і установка для безперервного виробництва катаної металевої штаби з металевого розплаву
Номер патенту: 80956
Опубліковано: 26.11.2007
Автори: Хохенбіхлер Геральд, Екерсторфер Геральд
МПК: B21B 1/46, B21B 37/68
Мітки: катаної, розплаву, металевої, виробництва, спосіб, безперервного, штаби, установка, металевого
Формула / Реферат:
1. Спосіб безперервного виробництва катаної металевої штаби (1) з металевого розплаву (2), зокрема сталевої штаби, у якому на першій стадії технологічного процесу розплав вводять до розливного пристрою (5) для лиття штаби, потім відлиту металеву штабу (3) з товщиною менш ніж 20 мм, переважно 1-12 мм, та заданою шириною видаляють із зазначеного розливного пристрою для лиття штаби, а на другій, подальшій, стадії технологічного процесу...
Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, виконаної у перерізі як тонкий сляб і вертикально відлитої з певною швидкістю розливу, та ливарно-прокатний агрегат для здійснення
Номер патенту: 84128
Опубліковано: 25.09.2008
Автори: Хеннінг Вольфганг, Колаковскі Манфред, Альтунтоп Зіткі, Ріттнер Карл
МПК: B21B 1/46, B22D 11/12
Мітки: агрегат, вертикальної, певною, швидкістю, стальної, сляб, безперервної, виконано, металевої, розливу, відлитої, тонкий, заготовки, спосіб, зокрема, здійснення, прокатки, ливарно-прокатний, перерізі
Формула / Реферат:
1. Спосіб безперервної прокатки металевої заготовки, зокрема стальної заготовки, вертикально відлитої з певною швидкістю розливу та виконаної у перерізі як тонкий сляб, при якому заготовку при охолодженні згинають, правлять, при необхідності розрізають упоперек і після вирівнювання температури направляють в першу прокатну кліть для прокатки, який відрізняється тим, що після ділянки підтримки вертикально відлитої та затверділої заготовки, яка...
Спосіб виробництва тонкої гарячекатаної штаби і прокатний стан для його реалізації
Номер патенту: 82548
Опубліковано: 25.04.2008
Автори: Каушанський Ігор Борисович, Стеч Володимир Станіславович, Барабаш Андрій Володимирович, Єлецьких Володимир Іванович, Білобров Юрій Миколайович
МПК: B21B 1/30
Мітки: стан, виробництва, гарячекатаної, прокатній, реалізації, штаби, тонкої, спосіб
Формула / Реферат:
1. Спосіб виробництва тонкої гарячекатаної штаби на станах гарячої прокатки, при якому здійснюють реверсивну прокатку штаби в двоклітьовій чорновій групі клітей за три проходи, змотування штаби на останньому чорновому проході в змотувальний пристрій, наступне розмотування і прокатку в безперервній чистовій прокатній групі, який відрізняється тим, що на останньому чорновому проході штабу примусово охолоджують перед змотуванням, при цьому...
Прокатний стан для виробництва тонкої гарячекатаної штаби
Номер патенту: 73985
Опубліковано: 17.10.2005
Автори: Білобров Юрій Миколайович, Барабаш Андрій Володимирович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович
Мітки: прокатній, гарячекатаної, стан, штаби, тонкої, виробництва
Формула / Реферат:
Прокатний стан для виробництва тонкої гарячекатаної штаби, що містить підігрівальну піч, транспортні і робочі рольганги, чорнову реверсивну кліть, згортальний пристрій, летючі відрізні ножиці, чистову безперервну прокатну групу, що складається з декількох клітей, групу моталок для змотування штаби в рулон, який відрізняється тим, що він обладнаний додатковою реверсивною чорновою кліттю, встановленою між згаданою чорновою реверсивною кліттю і...
Спосіб гарячої прокатки тонкої штаби і стан для його здійснення

Номер патенту: 72015
Опубліковано: 17.01.2005
Автори: Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Стеч Володимир Станіславович, Єлецьких Володимир Іванович
МПК: B21B 1/30
Мітки: спосіб, здійснення, стан, гарячої, штаби, прокатки, тонкої
Формула / Реферат:
1. Спосіб гарячої прокатки тонкої штаби, який включає реверсивну чорнову прокатку сляба в чорновій кліті до проміжної товщини, передачу штаби проміжної товщини в чистову прокатну групу, що складається з однієї і більше прокатних клітей, реверсивну чистову прокатку штаби в чистовій прокатній групі до кінцевої товщини зі змотуванням - розмотуванням штаби проміжної товщини на моталки в печах, встановлені перед і за чистовою прокатною групою,...
Попередній патент: Об’єднана енергосистема
Наступний патент: Спосіб і пристрій для виявлення дефектів поверхні, зокрема тріщин, відколів і подібного, на валку прокатного стана
Випадковий патент: Спосіб сумішоутворення і займання у двигуні внутрішнього згоряння