Вертикальний пакетувальник
Номер патенту: 90100
Опубліковано: 12.04.2010
Автори: Коломієц Валєрій Міхайловіч, Коломієць Вікторія Валеріївна
Формула / Реферат
1. Вертикальний пакетувальник, що містить багатоповерхову раму з транспортними піддонами для сформованих виробів та механізмом перезавантаження піддонів, камеру теплової обробки виробів та передавальні візки, який відрізняється тим, що він оснащений додатковою рамою з транспортними піддонами для сформованих виробів та камерою теплової обробки виробів, при цьому рами розміщені у багатоярусних коридорах та з'єднані між собою двоплечим коромислом з рейковим повертальним навколо центральної опори механізмом з приводними гідроциліндрами.
2. Вертикальний пакетувальник за п. 1, який відрізняється тим, що стіни багатоярусних коридорів та транспортні візки оснащені опорними рамами з повертальними упорними фіксаторами з кінцевими вимикачами.
3. Вертикальний пакетувальник за п. 1, який відрізняється тим, що привідні гідроциліндри з'єднані з одним із плечей коромисла, з однією з рам та з рейкою, а їхні гідронасоси оснащені електронною системою управління, зв'язаною з кінцевими вимикачами упорних фіксаторів.
4. Вертикальний пакетувальник за п. 1, який відрізняється тим, що гідроциліндри рами симетрично розміщені з двох боків рами та з'єднані з нею через важільні механізми.
5. Вертикальний пакетувальник по п. 1, який відрізняється тим, що гідроциліндр пересування рейки зв'язаний з нею через двоплечий важіль та рухому втулку із стопорним пальцем.
Текст
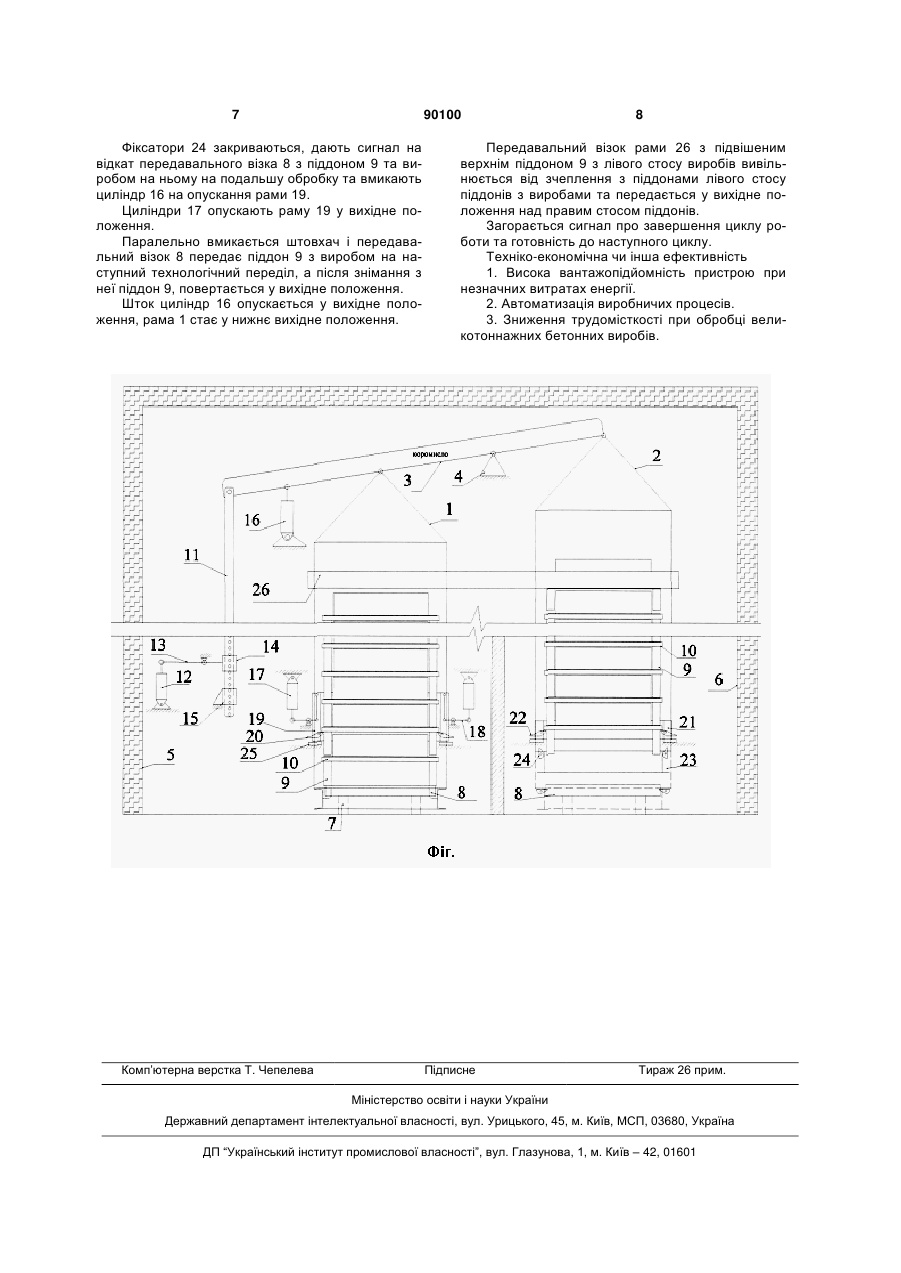
1. Вертикальний пакетувальник, що містить багатоповерхову раму з транспортними піддонами для сформованих виробів та механізмом перезавантаження піддонів, камеру теплової обробки виробів та передавальні візки, який відрізняється тим, що він оснащений додатковою рамою з транспортними піддонами для сформованих виробів та камерою теплової обробки виробів, при цьому рами розміщені у багатоярусних коридорах та C2 2 (19) 1 3 топоверхову раму з транспортними піддонами для сформованих виробів та механізм перевантаження піддонів, камеру теплової обробки виробів та передавальні візки, оснащений додатковою рамою з транспортними піддонами для сформованих виробів та камерою теплової обробки виробів, при цьому рами розташовані у багатоярусних коридорах та з'єднані між собою двоплечим коромислом з рейковим повертальним навколо центральної опори механізмом з привідними гідроциліндрами; стінки багатоярусних коридорів та транспортні візки оснащені опорними рамами з повертальними упорними фіксаторами з кінцевими вимикачами; привідні гідроциліндри з'єднані з одним із плечей коромисла, з однією з рам та з рейкою, а їхні гідронасоси мають електронну систему управління, що зв'язана з кінцевими вимикачами упорних фіксаторів; гідроциліндри багатоповерхової рами симетрично розташовані з двох боків рами та з'єднані з нею важільними механізмами; гідроциліндр пересування рейки з’єднаний з нею через двоплечий важіль та рухому втулку із стопорним пальцем. Оснащення пристрою, який заявляється, додатковою рамою з транспортними піддонами для сформованих виробів та камерою теплової обробки приладів, розташування рам у камерах теплової обробки виробів та з'єднання їх між собою двоплечим коромислом з рейковим повертальним навколо центральної опори механізмом з привідними гідроциліндрами забезпечує багатократне зниження зусиль, що витрачаються на вертикальне пересування рам з піддонами. Оснащення стінок багатоярусних коридорів та передавальних візків опорними рамами з повертальними упорними фіксаторами забезпечує утримування рам у заданому положенні при навантаженні на кожну з них чергового піддона, з бетонною плитою, або розвантаженні кожної з них. З’єднання вузлів пристрою (коромисла, рами та рейки) автономними гідроциліндрами, оснащеними електронною системою управління, зв'язаною з кінцевими вимикачами фіксаторів, забезпечує роботу пристрою в автоматичному режимі. Розташування гідроциліндрів симетрично з двох боків рами та з'єднання їх з нею за допомогою важільних механізмів забезпечує усунення перекосів рами у площині камери теплової обробки виробів. З'єднання реї з гідроциліндром через двоплечий важіль та рухому втулку із стопорним пальцем також забезпечує зниження зусиль, що докладаються, а також пересування рам на довжину, яка перевищує довжину штоку гідроциліндра, при початковому завантаженні рам та при ремонтних роботах. Оснащення стін камери теплової обробки виробів повертальними опорними фіксаторами забезпечує утримання рам у заданому положенні при вантаженні на них чергового піддона, з бетонною плитою. На кресленні (Фіг.) зображено схему пристрою, який пропонується. Вертикальний пакетувальник містить багатоповерхові рами 1 та 2 у вигляді просторових кар 90100 4 касів, з'єднані коромислом 3, яке має опору 4, і які розміщені у двоярусних коридорах із стінами 5 та 6 та з передавальними роликами 7 на кожному ярусі для передавальних візків 8. Коридори 5, 6 та вище них являють собою камеру теплової обробки виробів (на Фіг. не показані). На рамах 1 та 2 встановлені піддони 9 з пакетованими виробами, які мають горизонтальні буртики 10 по периметру верхніх бортових кромок. Подовжений кінець коромисла 3 оснащений важільно-рейковим домкратом, що містить шарнірно з'єднану з коромислом 3 рейку 11 з гідроциліндром 12 та важелем 13 та рухомою муфтою 14, а також фіксуючу опору 15 та додатковий гідроциліндр 16, шток якого безпосередньо взаємодіє з коромислом 3. На стінах коридору 5 з двох боків від рами 1 закріплені піднімаючі гідроциліндри 17, штоки яких з'єднані важелями 18 з підйомною рамою 19, на якій розташовані повертальні упорні фіксатори 20, оснащені кінцевими вимикачами, знизу упорної рами встановлені регулюючі прокладки 25. На стінах коридору 6 розташовано упорну раму 21 з повертальними упорними фіксаторами 22. На другому ярусі коридорів 5 та 6 знаходиться передавальна рама 26 з направляючими доріжками (на Фіг. не вказані). Початкове завантаження рам 1 та 2 здійснюється за допомогою важільно-рейкового домкрати з приводом гідроциліндра 12. Під час завантаження фіксатори 24 весь час відкриті та виконують функцію упорів. Регулювальні прокладки 25 змінюються на ремонтно-завантажувальні. Механізм передавання зусиль гідроциліндра 16 на рейку вмикається за допомогою електронної схеми та кінцевим вимикачів на фіксаторах 20, 22, 24 та візкових. Порядок завантаження рам 1 та 2 є наступним: Шток гідроциліндра 16 опущений, рама 1 перебуває внизу, дещо нижче за верх передавальник роликів 7. На раму 1 за допомогою передавального візка подається піддон з виробами. На гідроциліндр 16 подається сигнал на підйом, фіксатори 20 закриті. Рама 1 з піддоном та виробами піднімається, і після проходження буртиками 10 піддона 9 фіксаторів 20 вони відкриваються, а рама 2 при цьому стає у нижнє положення. На раму 2 за допомогою передавального візка 8 подається піддон з виробами. На гідроциліндр 16 подається сигнал на опускання, фіксатори 22 закриті. Рама 2 з піддоном та виробами піднімається, після проходження буртиками 10 піддона 9 фіксаторів 22 вони відкриваються, а рама 1 при цьому стає у нижнє положення, дещо нижче верха передавальних роликів 7. На раму 1 подається наступний піддон 9 з виробами. На гідроциліндр 16 подається сигнал на підіймання, і він починає через коромисло 3 піднімати раму 1 з піддоном 9 з виробами. Як тільки упорні 5 елементи піддона 9 з виробами упруться в упорні елементи піддона 9 з виробами, який перебуває на фіксаторах 20, тиск у системі підвищується до максимального і через схему автоматичного управління вмикає важільно-рейковий домкрат на підйом. Важільно-рейковий домкрат, який перебуває у зціпленні з рейкою 1, починає за допомогою гідроциліндра 12 через важіль 13 допомагати гідроциліндру 16 підіймати стос піддонів 9 з виробами на рамі 1. Після вивільнення фіксаторів 20 вони закриваються, а після підйому стосу піддонів з виробами до необхідного рівня відкриваються та подають сигнал на перемикання ходу важільно-рейкового домкраті на опускання. Домкрат вмикається на опускання та опускає раму 1 з виробами до упору буртиками 10 піддона 9 з виробами на упори 20, після чого вимикається. На раму 2 подається наступний піддон 9 з виробами. На циліндр 16 подається сигнал на опускання. Шток циліндра. 16 опускається, підіймаючи завантажену раму 2. Як тільки упорні елементи піддона 9 з виробами упруться в упорні елементи піддона 9 з виробами, що знаходиться на фіксаторах 22, тиск в системі підвищується до максимального, в наслідок чого через схему автоматичного управління вмикає важільно-рейковий домкрат на опускання. Сумісними зусиллями важільно-рейковий домкрат та гідроциліндр 16 піднімають стос піддонів з виробами на рамі 2 вище упорів 22, які після вивільнення від вантажу закриваються, а після проходження нижнього піддона відкриваються і домкрат опускає раму 2 зі стосом піддонів 9 з виробами до упору на фіксатори 22, після чого домкрат вимикається. На раму 1 подається наступний піддон 9 з виробами та починається процес його підйому аналогічно описаному вище. На раму 2 подається наступний підйом 9 з виробами та продовжується процес її підйому аналогічно описаному вище. Процеси повторюються до повного завантаження рам 1 та 2 стосами піддонів 9 з виробами. Після повного завантаження пакетувальника схема управління домкратом вимикається, а регулювальні прокладки 25 змінюються на тонші робочі. Пакетувальник установлюється у вихідне положення. Лівий стос піддонів спирається на фіксатори 20 рами 19. Основа рами 1 стає у нижнє положення. Фіксатори 24 нижньої основи рами 2 закриті та перебувають вище опорних елементів нижнього піддона правого стосу піддонів з виробами. Правий стос піддонів спирається на відкриті фіксатори 22 рами 21. Таким чином, рами 1 та 2 не навантажені та врівноважують одна одну. Подальша робота пакетувальника полягає у наступному. На раму 1 передавального візка 8 подається піддон з виробами. Шток гідроциліндра 16 висувається, відповідно, рама 1 з піддонами 9 та виробами піднімається, а рама 2 опускається. Як тільки 90100 6 упорні елементи піддона 9 з виробами упруться в упорні елементи піддон 9 з виробами, який перебуває на фіксаторах 20, тиск у системі підвищується та вмикає приводні циліндри 17, які через важелі 18 спільно з циліндром 16 підіймають раму 1 ще вище. Після вивільнення від вантажу фіксаторів 20, вони закриваються, після проходження фіксаторами 24 опорних елементів нижнього піддона, що перебуває на фіксаторах 22, вони відкриваються і цим дають сигнал на опускання циліндрами 17 рами 1. Гідроциліндри 17 починають опускати раму 1, фіксатори 24 спираються в нижні упорні елементи нижнього піддоні, що знаходиться на фіксаторах 22, і вага правого стосу піддонів з виробами починає через коромисло 3 компенсувати вагу лівого стосу піддонів з виробами. Після компенсації ваги, рама 19 опускається до нижнього положення і фіксатори 20 закриваються. Гідроциліндр 16 перемикається на рух штоку вниз, пересуваючи стоси піддонів 9 на відстань, достатню для закриття фіксаторів 22. Фіксатори 22 закриваються. Піддон 9 з виробами, що перебуває на передавальному візку, що рухається по передавальній рамі 26, зафіксованій у цей час над правим стосом, трохи підіймається через опорні елементи верхнього піддона стосу, і фіксатори передавального візка рами 26 (на Фіг. не показані) закриваються. Передавальний візок пересувається по рамі 26 і стає над лівим стосом піддонів рами 1, фіксується, і гідроциліндр 16 починає підіймати раму 1 з піддонами 9 з виробами, при цьому рама 2, через коромисло 3, компенсуючи вагу лівого стосу, опускається вниз. Після опускання нижнього піддона 9 рами 2 нижче фіксаторів 22, вони відкриваються і при подальшому опусканні утримують стос піддонів 9, що лежать вище. Рама 1 при цьому з піддонами 9 та виробами лівого стосу підіймається догори. Верхні опорні елементи нижнього піддона стосу, що знаходиться на рамі 1, проходять закриті фіксатори 20 рами 19 до упору правого стосу піддонів з виробами без нижнього піддона на закриті фіксатори 22. Після упору правого стосу піддонів, крім нижнього, на фіксатори 22, компенсація ваги через коромисло зменшується, тиск масла у гідроциліндрі 16 підвищується і включає фіксатори 20 на відкривання, а після їх відкривання включає циліндр 17, який допомагає циліндру 16 піднімати раму 1 разом із стосом піддонів, які спираються на фіксатори 20. Верхній піддон з виробами піднімається вище фіксаторів на передавальному візку рами 26. Фіксатори передавального візка рами 26 закриваються. Рама 2 при цьому опускається достатньо низько для, передавання ваги піддона 9, який знаходиться на ній, на передавальний візок 8 та вивільнення після цього фіксаторів 24. 7 90100 Фіксатори 24 закриваються, дають сигнал на відкат передавального візка 8 з піддоном 9 та виробом на ньому на подальшу обробку та вмикають циліндр 16 на опускання рами 19. Циліндри 17 опускають раму 19 у вихідне положення. Паралельно вмикається штовхач і передавальний візок 8 передає піддон 9 з виробом на наступний технологічний переділ, а після знімання з неї піддон 9, повертається у вихідне положення. Шток циліндр 16 опускається у вихідне положення, рама 1 стає у нижнє вихідне положення. Комп’ютерна верстка Т. Чепелева 8 Передавальний візок рами 26 з підвішеним верхнім піддоном 9 з лівого стосу виробів вивільнюється від зчеплення з піддонами лівого стосу піддонів з виробами та передається у вихідне положення над правим стосом піддонів. Загорається сигнал про завершення циклу роботи та готовність до наступного циклу. Техніко-економічна чи інша ефективність 1. Висока вантажопідйомність пристрою при незначних витратах енергії. 2. Автоматизація виробничих процесів. 3. Зниження трудомісткості при обробці великотоннажних бетонних виробів. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюVertical piler
Автори англійськоюKolomiiets Valerii Mykhailovych, Kolomiiets Viktoria Valeriivna
Назва патенту російськоюВертикальный пакетировщик
Автори російськоюКоломиец Валерий Михайлович, Коломиец Виктория Валериевна
МПК / Мітки
МПК: B65G 57/00, B28B 17/00
Мітки: вертикальний, пакетувальник
Код посилання
<a href="https://ua.patents.su/4-90100-vertikalnijj-paketuvalnik.html" target="_blank" rel="follow" title="База патентів України">Вертикальний пакетувальник</a>
Вертикальний прес
Номер патенту: 3592
Опубліковано: 15.12.2004
Автори: Сітало Олександр Вікторович, Завражний Олександр Іванович
МПК: G05D 15/00, B30B 15/14
Мітки: прес, вертикальний
Формула / Реферат:
Вертикальний прес, що містить станину з напрямними, рухому раму з вертикальними стрижнями, установлену в напрямних, повзун, колінно-важільний привід переміщення повзуна, прес-форму з верхнім та нижнім штампами, механізм регулювання положення по висоті нижнього штампа, систему контролю зусиль пресування, що включає датчики, а також блок управління, зв'язаний з механізмом, який відрізняється тим, що він обладнаний механізмом регулювання...
Вертикальний сепаратор гравітаційно-каскадного типу
Номер патенту: 17200
Опубліковано: 15.09.2006
Автори: Парфененко Микола Олексійович, Дикий Сергій Олександрович, Бобов Ігор Петрович
МПК: B07B 1/04, B07B 1/46, B07B 13/00
Мітки: типу, вертикальний, сепаратор, гравітаційно-каскадного
Формула / Реферат:
Вертикальний сепаратор гравітаційно-каскадного типу, що містить вертикальний транспортуючий канал, забезпечений рядом пересипних полиць, установлених під кутом до горизонту на внутрішніх протилежних стінках транспортуючого каналу, та обладнаний приймачами для прохідної фракції, який відрізняється тим, що пересипні полиці виконані з отворами у вигляді сита і обладнані піддонами, причому кожна пересипна полиця установлена нижче попередньої на...
Вертикальний стапель загального складання крила літального апарата

Номер патенту: 80812
Опубліковано: 12.11.2007
Автори: Косьмін Юрій Вікторович, Рибалко Юрій Миколайович
МПК: B64F 5/00
Мітки: апарата, стапель, крила, вертикальний, літального, загального, складання
Формула / Реферат:
1. Вертикальний стапель загального складання крила літального апарата, що складається з основи, на якій нерухомо встановлені колони з закріпленими на них за допомогою кронштейнів подовжніми верхньою і нижньою балками, на яких за допомогою елементів кріплення змонтовані рубильники, плити стику і фіксатори навішення елерона, який відрізняється тим, що нижня балка складається з двох балок, встановлених на основі симетрично відносно верхньої...
Вертикальний роторний млин
Номер патенту: 63017
Опубліковано: 15.01.2004
Автори: Юд Лазло, Кремер Гвідо
МПК: B02C 13/284, B02C 13/14
Мітки: млин, роторний, вертикальний
Формула / Реферат:
1. Вертикальний роторний млин для подрібнення матеріалу з корпусом у формі конуса (6), що обмежує зону розмелу (19), з вертикальним ротором (7), який забезпечений мотором (4) і бильними інструментами (8), розміщеними в конусі групами, де щонайменше один впускний отвір (23) для матеріалу, що подрібнюється, розташований над бильними інструментами (8) на верхній стороні корпусу, з чашоподібним ситом (9), яке має основу сита (11) та бокову...
Вертикальний вихровий випарний конденсатор
Номер патенту: 82045
Опубліковано: 11.03.2008
Автори: Войтко Дмитро Андрійович, Войтко Андрій Маркович, Войтко Олександр Андрійович
МПК: F28D 3/00, F28B 1/00, F28C 3/00
Мітки: випарний, конденсатор, вертикальний, вихровий
Формула / Реферат:
Вертикальний вихровий випарний конденсатор, що містить вихровий теплообмінник у вигляді труби великого діаметра з укріпленими на зовнішній поверхні П-подібними ребрами, що утворюють канали для проходження холодоагенту, осьовий вентилятор з профільованими лопатями, гребінку з форсунками для зрошення її внутрішньої поверхні, сепаратор, уловлювачі для збору води, циркуляційний насос для зворотної води, яка подається в форсуночну гребінку, та...
Попередній патент: Розпилювальний пристрій, спосіб грануляції псевдорозрідженого шару (варіанти) та застосування розпилювального пристрою
Наступний патент: Мультивібратор
Випадковий патент: Механічна форсунка