Спосіб дугового зварювання

Формула / Реферат
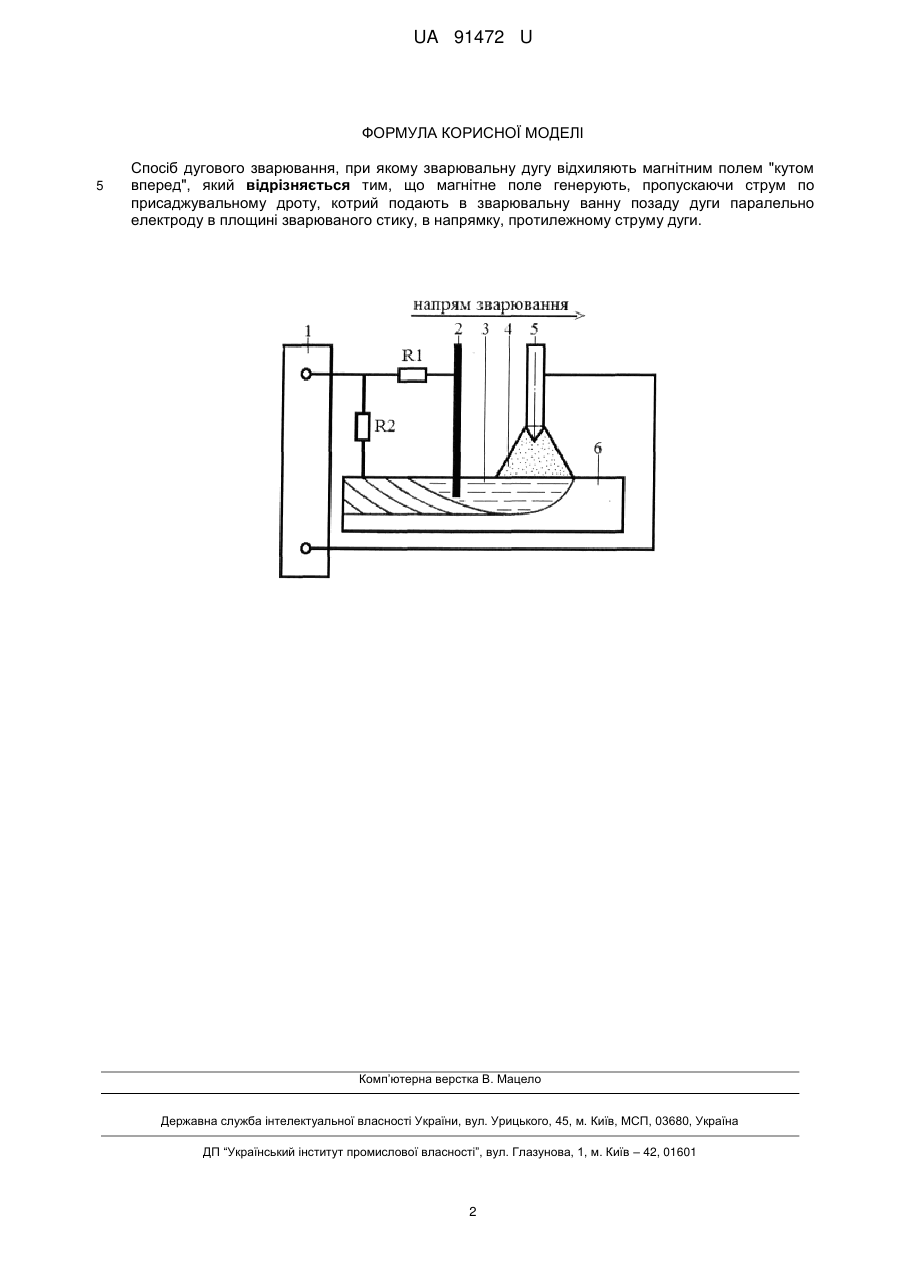
Спосіб дугового зварювання, при якому зварювальну дугу відхиляють магнітним полем "кутом вперед", який відрізняється тим, що магнітне поле генерують, пропускаючи струм по присаджувальному дроту, котрий подають в зварювальну ванну позаду дуги паралельно електроду в площині зварюваного стику, в напрямку, протилежному струму дуги.
Текст
Реферат: UA 91472 U UA 91472 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до дугового зварювання і може бути використана при зварюванні з підвищеною швидкістю. Для якісного формування швів при зварюванні з підвищеною швидкістю, дугу відхиляють "кутом вперед" в напрямі зварювання. Відомий спосіб зварювання, при якому дугу відхиляють "кутом вперед" поперечними магнітними полями, основним та додатковим, напруженість яких пропорційна зварювальному току, а напрямок однаковий з напрямом основного поперечного магнітного поля [1]. Здійснення способу вимагає наявності складних і громіздких електромагнітів для створення поперечного магнітного поля в зоні дуги, а також наявності додаткового джерела живлення для створення основного поперечного магнітного поля, що ускладнює здійснення способу і конструкцію пристрою. Найближчим за технічною суттю до запропонованого технічного рішення є спосіб зварювання, при якому дугу відхиляють магнітними полями "кутом вперед", магнітні поля генерують, пропускаючи струм через провідники, які розташовують з обох сторін від дуги, один попереду, інший позаду, в площині зварювального стику, причому по провіднику, розташованому попереду дуги в напрямку зварювання, пропускають струм в напрямку струму дуги, а по провіднику, розташованому позаду дуги, - в напрямку, протилежному току дуги [2]. Цей спосіб зварювання здійснюють пристроєм, який має зварювальний електрод, два стрижня, які паралельні електроду і розташовані в площині єдиній з електродом, з обох сторін від нього, і з'єднаних з боку робочого торця електроду кільцевим провідником. Пристрій ускладнює використання присадочного дроту і спостерігання за процесом зварювання. Здійснення способу не дозволяє розташування струмопровідних стрижнів на протязі всієї дуги, що значно зменшує кут її відхилення і, як наслідок, швидкості зварювання. В основу корисної моделі поставлена задача підвищення швидкості зварювання при забезпеченні якісного формування швів і спрощення конструкції приладу для відхилення дуги магнітним полем "кутом вперед". Поставлена задача вирішується тим, що в запропонованому способі зварювання, при якому зварювальну дугу відхиляють магнітним полем "кутом вперед", згідно з корисною моделлю магнітне поле генерують шляхом пропускання струму по присаджувальному дроту, який подають в зварювальну ванну позаду дуги паралельно електроду в площині стику, що зварюється, в напрямку, протилежному струму дуги. Спосіб зварювання здійснюють пристроєм, який містить зварювальний електрод і струмопровідний присаджувальний дріт, який подають в зварювальну ванну позаду дуги паралельно електроду в площині зварювального стику. На кресленні зображено принципову схему пристрою для здійснення способу. Пристрій містить джерело живлення 1 і струмопровідний присаджувальний дріт 2, який подають в зварювальну ванну 3 позаду дуги 4 паралельно електроду 5 в площині зварювального стику виробу 6. При зварюванні частина зварювального струму, яка визначається співвідношенням опору R1 і R2, протікаючи через присаджувальний дріт 2 в напрямку, протилежному струму дуги, створює магнітне поле, яке відхиляє дугу "кутом вперед". Коли через присаджувальний дріт 2 тече увесь зварювальний струм, відхилення дуги стає максимальним. Досліди проводились при зварюванні вольфрамовим електродом в аргоні зі сталі 12 × 18Н10Т товщиною 2 мм. При струмі у присаджувальному дроті рівному нулю, якісне формування швів забезпечувалося при швидкостях зварювання до 40 м/г. При струмі у присаджувальному дроті рівному половині зварювального, до 70 м/г. При струмі у присаджувальному дроті рівному зварювальному, якісне формування швів забезпечувалося при швидкостях зварювання до 100 м/г. Таким чином, здійснення відхилення дуги "кутом вперед" магнітним полем струму, який протікає по присаджувальному дроту, котрий подають в зварювальну ванну позаду дуги паралельно електроду в площині зварюваного стику, в напрямку, протилежному струму дуги, дозволяє спростити здійснення способу і конструкцію пристрою, а також забезпечити якість зварних швів при зварюванні з підвищеною швидкістю. Джерела інформації: 1. Авторское свидетельство СССР № 546446, МКИ В23К9/08, 1975. 2. Авторское свидетельство СССР № 721267, МКИ В23К9/08, 1979. 1 UA 91472 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб дугового зварювання, при якому зварювальну дугу відхиляють магнітним полем "кутом вперед", який відрізняється тим, що магнітне поле генерують, пропускаючи струм по присаджувальному дроту, котрий подають в зварювальну ванну позаду дуги паралельно електроду в площині зварюваного стику, в напрямку, протилежному струму дуги. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюSitnikov Borys Valentynovych
Автори російськоюСитников Борис Валентинович
МПК / Мітки
МПК: B23K 9/08
Мітки: дугового, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-91472-sposib-dugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання</a>
Спосіб дугового зварювання
Номер патенту: 81392
Опубліковано: 25.06.2013
Автор: Сітніков Борис Валентинович
МПК: B23K 9/00
Мітки: зварювання, спосіб, дугового
Формула / Реферат:
Спосіб дугового зварювання, при якому зварювальну ванну утримують електромагнітними силами, які з'являються внаслідок взаємодії зварювального струму, що пропускають крізь рідкий метал хвостової частини зварювальної ванни, з магнітним полем, який відрізняється тим, що магнітне поле генерують, пропускаючи частину зварювального струму по стрижню, розміщений в площині стику, який зварюють, над хвостовою частиною зварювальної ванни...
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 104832
Опубліковано: 11.03.2014
Автори: Бурлака Володимир Володимирович, Харланов Олег Вікторович, Гулаков Сергій Володимирович
МПК: B23K 9/12
Мітки: електродом, зварювання, спосіб, дугового, плавиться
Формула / Реферат:
1.Спосіб дугового зварювання електродом, що плавиться, який подають в зварювальну ванну з періодичною зміною швидкості його подачі, який відрізняється тим, що періодичну зміну швидкості подачі електрода здійснюють дискретно в напрямку, протилежному напрямку його подачі у зварювальну ванну, протягом часу, визначеного з виразу:,де:
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Копіленко Євгеній Аркадійович, Павленко Георгій Васильович, Работінскій Дмітрій Ніколаєвіч, Сорока Володимир Леонідович, Солянік Володимир Володимирович, Карасєв Міхаіл Валєнтіновіч
МПК: B23K 9/00, B23K 9/09, B23K 9/095
Мітки: короткими, спосіб, дугового, джерело, замиканнями, здійснення, зварювання, живлення, проміжку
Формула / Реферат:
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в...
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Ярмонов Станіслав Володимирович, Размишляєв Олександр Денисович, Міронова Марина Володимирівна, Видмиш Павло Олександрович
Мітки: плавким, зварювання, наплавлення, полі, магнітному, електродом, подовжньому, дугового, спосіб
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Спосіб лазерно-дугового зварювання з використанням плавкого електрода
Номер патенту: 79204
Опубліковано: 10.04.2013
Автори: Долянівська Ольга Валеріївна, Сіора Олександр Васильович, Хаскін Владислав Юрійович, Вайц Дмитро Володимирович, Палагеша Андрій Миколайович, Шелягін Володимир Дмитрович
МПК: B23K 9/167, B23K 26/00
Мітки: електрода, лазерно-дугового, зварювання, плавкого, використанням, спосіб
Формула / Реферат:
1. Спосіб лазерно-дугового зварювання з використанням плавкого електрода сталей і алюмінієвих сплавів, згідно з яким, деталі зварюють при одночасній дії лазерного випромінювання і дуги в одну зварювальну ванну у газовому захисті, який відрізняється тим, що струм зварювальної дуги модулюють імпульсами із частотою рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п. 1, який...
Попередній патент: Спосіб прогнозування появи нових епідемічних штамів вірусів грипу, що циркулюють в регіоні
Наступний патент: Спосіб дугового зварювання
Випадковий патент: Спосіб визначення якості дійкової гуми доїльних стаканів