Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 104832
Опубліковано: 11.03.2014
Автори: Гулаков Сергій Володимирович, Бурлака Володимир Володимирович, Харланов Олег Вікторович
Формула / Реферат
1.Спосіб дугового зварювання електродом, що плавиться, який подають в зварювальну ванну з періодичною зміною швидкості його подачі, який відрізняється тим, що періодичну зміну швидкості подачі електрода здійснюють дискретно в напрямку, протилежному напрямку його подачі у зварювальну ванну, протягом часу, визначеного з виразу:
![]() ,
,
де: ![]() - швидкість подачі електрода мм/с,
- швидкість подачі електрода мм/с, ![]() - діаметр електрода, мм.
- діаметр електрода, мм.
2.Спосіб за п. 1, який відрізняється тим, що в момент, передуючий зміні швидкості, короткочасно збільшують струм джерела живлення на 20-30 %.
Текст
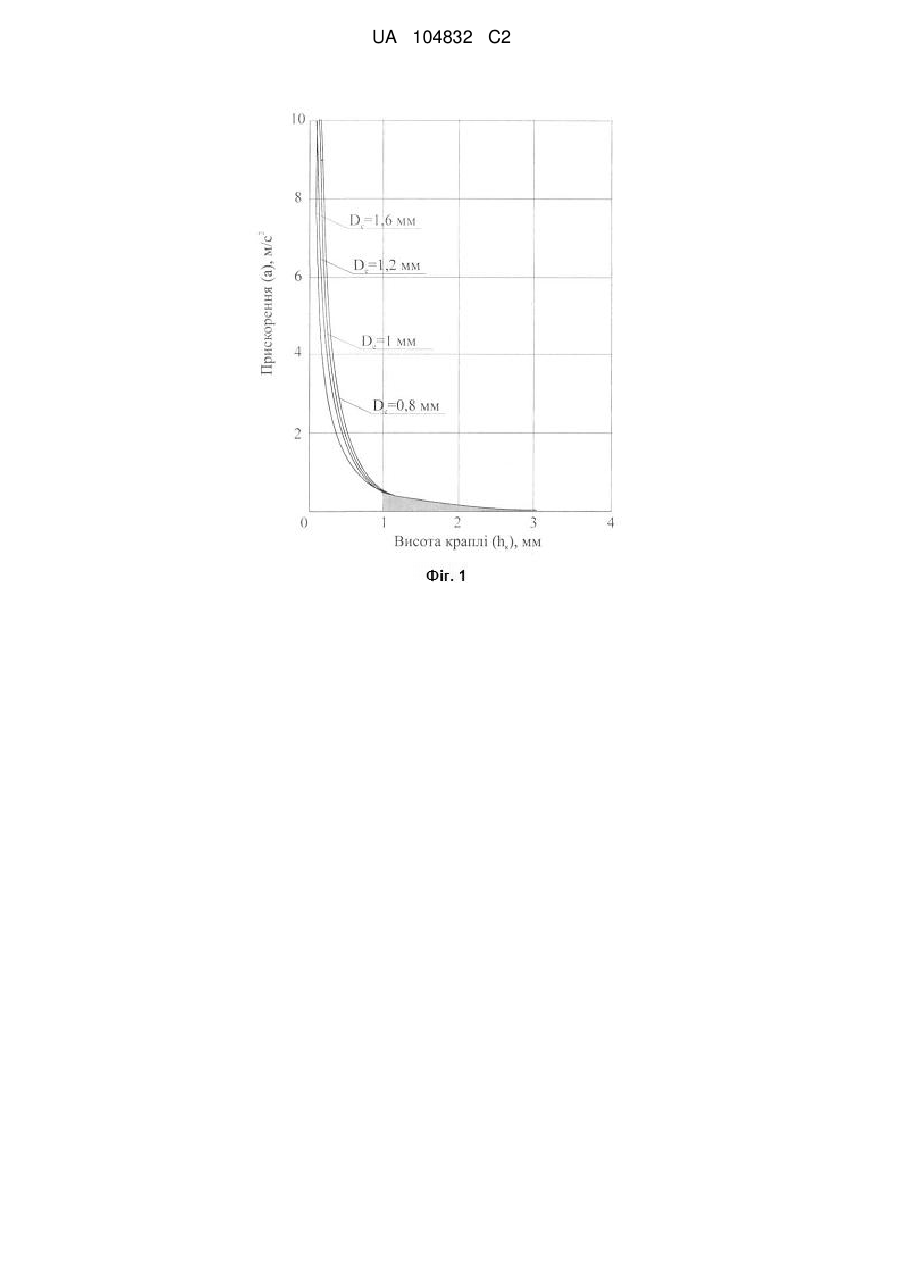
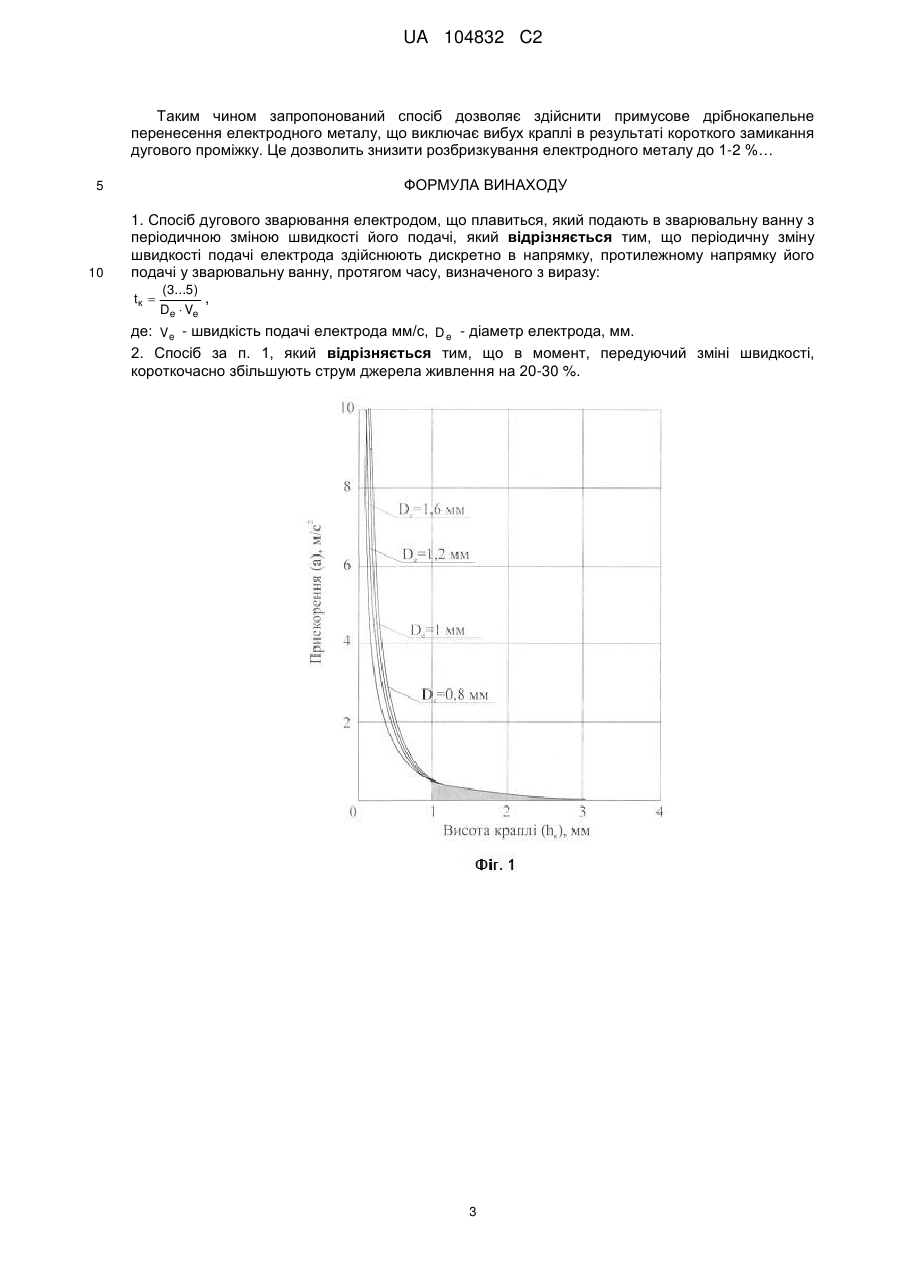
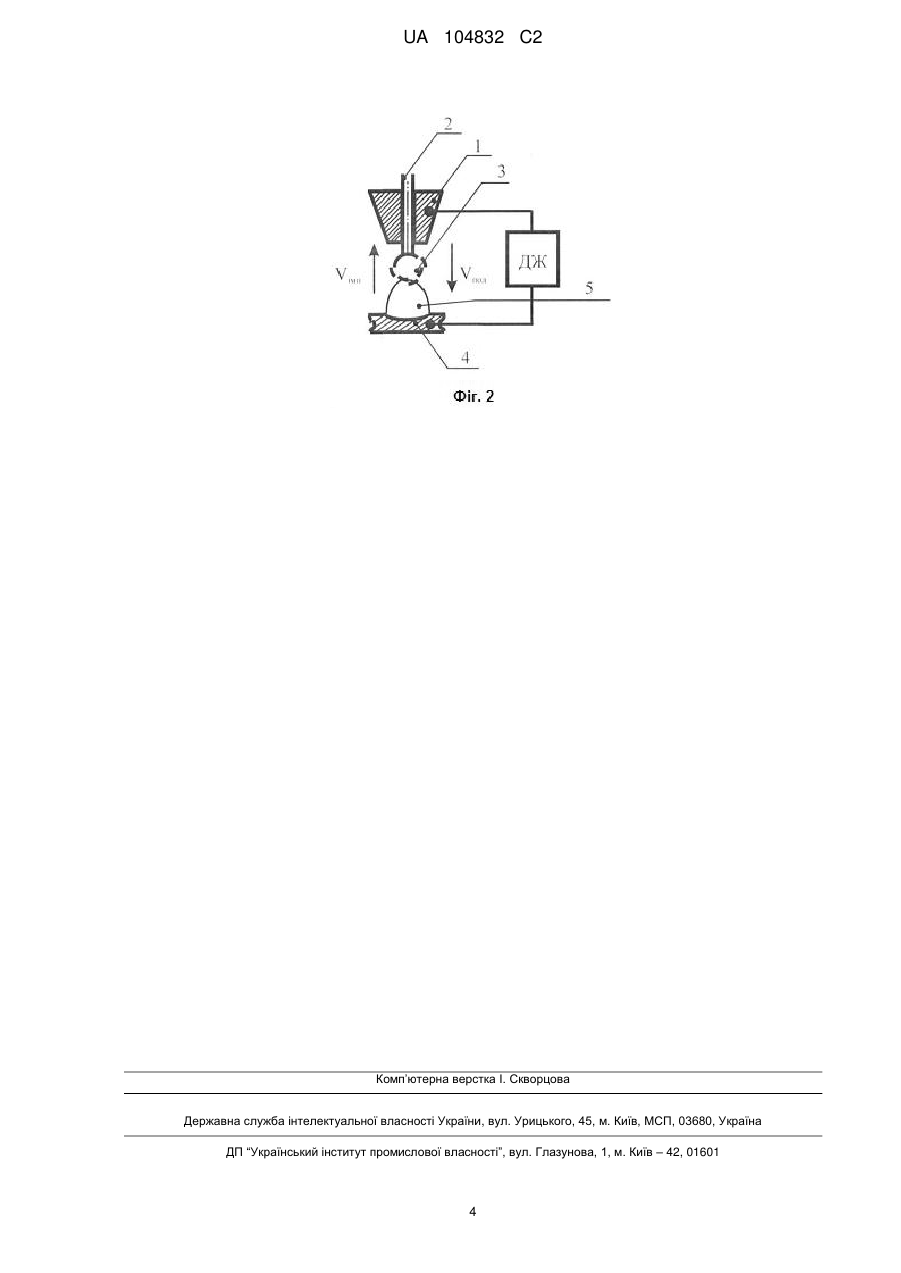
Реферат: Винахід належить до області сварки і може бути використаний при дуговому зварюванні електродом, що плавиться. В способі дугової сварки електродом, що плавиться, який подають в зварювальну ванну з періодичною зміною швидкості її подачі, періодичну зміну швидкості подачі електрода здійснюють дискретно в напрямку, протилежному до його подачі протягом часу, визначеного з виразу: tк (3...5) De Ve де Ve - швидкість подачі електрода мм/с, D e - діаметр електрода, мм. Крім того, в цьому способі в момент, передуючий зміні швидкості, короткочасно збільшують струм джерела живлення на 20-30 %. Запропонований спосіб дозволяє здійснити примусове дрібнокрапельне перенесення електродного металу, що виключає вибух краплі в результаті короткого замикання дугового проміжку. Це дозволить знизити розбризкування електродного металу до 1-2 %., що дозволить знизити витрату зварювального дроту, поліпшити якість зварного з'єднання, а також понизити витрати на видалення бризок металу з поверхні виробу. UA 104832 C2 (12) UA 104832 C2 UA 104832 C2 5 10 15 20 25 30 35 40 45 Винахід належить до області зварювання і може бути використаний при дуговому зварюванні в середовищі СО2 електродом, що плавиться. Перенесення металу з електрода в зварювальну ванну є однією з найважливіших характеристик зварювання електродом, що плавиться, який визначає технологічні характеристики і сфери застосування процесів зварювання. При дуговому зварюванні електродом, що плавиться в середовищі вуглекислого газу нерегульоване крупнокрапельне перенесення електродного металу в зварювальну ванну призводить до значного його розбризкування. Це, у свою чергу, негативно позначається на якості зварного з'єднання. Для здобуття високоякісних зварних з'єднань це перенесення здійснюють всілякими примусовими методами, спрямованими на зниження розбризкування металу в процесі зварювання. Відомий спосіб дугового зварювання електродом, що плавиться, в середовищі СО 2 з імпульсною подачею електродного дроту (див. Н.Н. Воропай, "Принципы построения устройств для импульсной подачи сварочной проволоки"; Автоматическая сварка, 1998 - № 8., с. 19), який реалізується за допомогою механізмів, що забезпечують імпульсну подачу електродної проволоки. Проте при дуговому зварюванні електродом, що плавиться, в середовищі СО2 з імпульсною подачею електродного дроту, усунути розбризкування металу при зварювальному процесі можливо лише теоретично. На практиці виходить, що неможливо усунути розбризкування електродного металу. Відомий спосіб дугового зварювання електродом, що плавиться (див. патент Україна № 24440 В23К 9/12), в якому зварювання здійснюють при живленні дуги від однофазного тиристорного випрямляча і в момент початку напівперіоду, коли тиристор ще закритий, торкаються електродом з краплею до виробу, що зварюється. Проте реалізація даного способу можлива при живленні джерела живлення від однофазної мережі 50 Гц у вузькому діапазоні діаметрів електродних дротів і параметрів режимів. При цьому має бути вибраний режим зварювання, коли час утворення краплі буде дорівнювати періоду мережевої напруги (0,01 с). Найбільш близьким технічним рішенням - прототипом є спосіб дугового зварювання електродом, що плавиться, при якому електродний дріт за допомогою привідних роликів і зварювального пальника подають в зону зварювання з періодичним збільшенням швидкості подачі, а між подавальними роликами і пальником встановлений механізм імпульсної подачі, за допомогою якого забезпечують імпульсну зміну швидкості електрода (див. патент РФ № 2022737 В23К 9/12, 31/02). Імпульсна подача електрода в бік зварювальної ванни не може повною мірою забезпечити стабільне перенесення електродного металу у зварювальну ванну без його розбризкування. У основу винаходу поставлено задачу створити спосіб дугового зварювання електродом, що плавиться, в середовищі СО2, в якому, за рахунок введення нових операцій, зменшиться розбризкування при зварюванні металів, що дозволить знизити витрати зварювального дроту, поліпшити якість зварного з'єднання, а також зменшити розбризкування металу, понизити витрати на видалення бризок металу з поверхні виробу. Для вирішення поставленої задачі в способі дугового зварювання електродом, що плавиться, який подають, в зварювальну ванну з періодичною зміною швидкості його подачі, відповідно до винаходу, періодичну зміну швидкості подачі електрода здійснюють дискретно в напрямку, протилежному напряму його подачі у зварювальну ванну протягом часу, визначеного з вираження: tк 50 55 (3...5 ) D e Ve де: D e - діаметр електрода, мм; Ve - швидкість подачі електрода мм/с. Крім того, в способі дугового зварювання в середовищі СО 2 електродом, що плавиться, в момент, передуючий зміні швидкості, короткочасно збільшують струм джерела живлення на 2030 %. Суть способу пояснена кресленнями, де фіг. 1 - рівень прискорення, при якому відбувається відрив краплі залежно від її висоти для різних діаметрів електродів; фіг. 2 - суть реалізації способу. Для відриву краплі від електрода необхідно забезпечити, аби сила, що відриває краплю, перевищувала силу міжфазного натягнення або силу поверхневого натягнення. Якщо сила, що відриває краплю, перевищить силу міжфазного натягнення, то крапля відірветься по межі розділу фаз і перейде в зварювальну ванну. Якщо сила, що відриває краплю, перевищить силу поверхневого натягнення, то крапля витече через нижню її поверхню. Як правило, при зварюванні в середовищі СО2 сили поверхневого натягнення великі, оскільки атмосфера 1 UA 104832 C2 5 окислювальна. Отже, перенесення металу відбувається шляхом відриву краплі. Тому сила, сприяюча відриву краплі, залежить від маси краплі. При цьому діаметр крапель може перевищувати в 2-3 рази діаметр електрода, тобто маса краплі відносно велика. Це призводить до крупнокрапельного перенесення і до розбризкування. Часто краплі замикають дуговий проміжок, відбувається розбризкування металу. Для реалізації перенесення металу у вигляді дрібних крапель без замикання дугового проміжку доцільно краплю відірвати до того, як вона досягла критичного діаметра (коли її вага стане рівною силі міжфазного натягнення). Час утворення краплі: tк 10 k D e Ve , де k - коефіцієнт, як показали розрахунки, варіюється в межі від 3 до 5. 15 20 25 30 35 40 45 50 55 Крапля формується в періоді від 0 до t к . У момент часу t к сила, що відриває краплю, перевищить силу міжфазного натягнення, крапля відірветься і почнеться процес формування нової краплі. Під час формування краплі на торці плавкого електрода можна її відірвати від останнього, висмикнувши електрод з краплі, тобто додавши йому дискретне переміщення в напрямку, протилежному до вектора швидкості його подачі при зварюванні. З цією метою періодичну зміну швидкості подачі електрода здійснюють дискретно в напрямку, протилежному напряму його подачі у зварювальну ванну, тим самим висмикуючи електрод з краплі. Це призводить до того, що крапля, відірвавшись від електрода, переходить в зварювальну ванну. Розрахункова залежність прискорення торця електрода, необхідного для відриву краплі, від різного перерізу електрода і від висоти краплі, приведена на фіг. 1. Найбільш раціональною є заштрихована область для діаметрів електроду від 0,8 до 1,6 мм (використовуваних зазвичай при зварюванні у вуглекислому газі). Залежність показує, що 2 досить додати електроду прискорення в межах від 0,5 до 1 м/с і крапля відірветься. Додатковою умовою є різке збільшення струму в момент, передуючий дискретній зміні швидкості. При цьому за рахунок пінч-ефекту шийка, що утворюється на краплі, різко зменшує свій переріз. Це дозволить з меншими зусиллями і з меншими прискореннями відірвати електрод від краплі. Приведемо один з прикладів для реалізації даного способу (див. фіг 2). Через мундштук електродний дріт зі швидкістю Vпод подають в зону зварювальної ванни. У певний момент часу, коли на кінці електрода утворилась крапля достатніх розмірів, електродний дріт зі швидкістю Vімп рухаємо дискретно (наприклад, за рахунок удару) в напрямку, протилежному напряму його подачі у зварювальну ванну. Це призводить до того, що крапля починає витягуватися, утворюється шийка і електрод відривається від краплі або виходить із неї. У момент, перед зміною швидкості, доцільно короткочасно збільшити струм джерела живлення. За рахунок збільшення сили струму джерела живлення шийку стискують сили, що виникають під дією пінч-еффекта. Це дозволить поліпшити умови для зривання краплі, що утворилася. Після зриву краплі електрод знов зі швидкістю Vпод подають в зону зварювальної ванни. При здійсненні процесу, амплітуда коливання торця електродного дроту менше довжини дугового проміжку. Під час процесу відбувається відрив краплі від торця електродного дроту і її перехід в зварювальну ванну без короткого замикання дуговою проміжку. При цьому, за рахунок примусового скиданя краплі з торця електрода, здійснюваного з досить високою частотою, відбувається примусове дрібнокапельне перенесення, яке виконується з метою зниження розбризкування електродного металу, і виключається вибух краплі в результаті усунення короткого замикання дугового проміжку. Спосіб реалізується таким чином. Через мундштук 1 (фіг. 2) пропускають електродний дріт (2), діаметром 1 мм. На кінці електрода утворилась крапля електродного металу 3, між краплею та зварювальною ванною 4 горить дуга 5. Швидкість подачі дроту Vпод дорівнює 115 мм/с. На дугу подають напругу від однофазного джерела живлення (ДЖ) дуги - 24 В, струм дуги складає 100 А. У зону зварювання подають захисне середовище - газ СО2. Через певний час (0,023 секунди) виробляють періодичну зміну швидкості подачі електроду дискретно в напрямі, протилежному до зварювальної ванни. У момент, передуючий зміні швидкості, короткочасно збільшують струм джерела живлення до значення 130 А. З вказаним режимом здійснювали зварювання двох пластин із сталі Ст 3 розміром 100×200 мм. Оцінку величини розбризкування здійснювали шляхом зважування зварюваних деталей і зварювального дроту до і після зварювання. Вага зварювального дроту і зварюваних пластин до зварювання - 1057 г; після зварювання -1053 г. 2 UA 104832 C2 Таким чином запропонований спосіб дозволяє здійснити примусове дрібнокапельне перенесення електродного металу, що виключає вибух краплі в результаті короткого замикання дугового проміжку. Це дозволить знизити розбризкування електродного металу до 1-2 %… ФОРМУЛА ВИНАХОДУ 5 10 1. Спосіб дугового зварювання електродом, що плавиться, який подають в зварювальну ванну з періодичною зміною швидкості його подачі, який відрізняється тим, що періодичну зміну швидкості подачі електрода здійснюють дискретно в напрямку, протилежному напрямку його подачі у зварювальну ванну, протягом часу, визначеного з виразу: tк (3...5) , De Ve де: Ve - швидкість подачі електрода мм/с, D e - діаметр електрода, мм. 2. Спосіб за п. 1, який відрізняється тим, що в момент, передуючий зміні швидкості, короткочасно збільшують струм джерела живлення на 20-30 %. 3 UA 104832 C2 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюBurlaka Volodymyr Volodymyrovych, Kharlanov Oleh Viktorovych
Автори російськоюБурлака Владимир Владимирович, Харланов Олег Викторович
МПК / Мітки
МПК: B23K 9/12
Мітки: електродом, дугового, зварювання, спосіб, плавиться
Код посилання
<a href="https://ua.patents.su/6-104832-sposib-dugovogo-zvaryuvannya-elektrodom-shho-plavitsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб дугового зварювання електродом, що плавиться</a>
Спосіб дугового зварювання електродом, що плавиться
Номер патенту: 84237
Опубліковано: 25.09.2008
Автори: Носовський Борис Іванович, Ковалевський Олексій Ігорович
МПК: B23K 9/12
Мітки: електродом, плавиться, дугового, зварювання, спосіб
Формула / Реферат:
1. Спосіб дугового зварювання електродом, що плавиться, який включає подачу електрода за допомогою приводних роликів і зварювального пальника і примусовий перенос електродного металу в зварювальну ванну, який відрізняється тим, що примусовий перенос електродного металу здійснюють за рахунок коливань за синусоїдальним законом механічного контуру, у нижній частині якого розташовують електрод, що плавиться, а верхню частину виконують з обмоткою,...
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 79088
Опубліковано: 10.04.2013
Автори: Максимов Сергій Юрійович, Бернацький Артемій Володимирович, Лебедєв Володимир Олександрович, Лобанов Леонід Михайлович, Гончаров Павло Васильович, Тимошенко Олександр Микитович
МПК: B23K 9/09
Мітки: зварювання, електродом, комбінованим, імпульсним, впливом, спосіб, дугового, плавким
Формула / Реферат:
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання.
Спосіб дугового зварювання, наплавлення або паяння електродом, що плавиться, та джерело струму для його здійснення
Номер патенту: 104214
Опубліковано: 10.01.2014
Автори: Колєснік Георгій Фомич, Патон Борис Євгенович, Кривцун Ігор Віталійович, Сидорук Володимир Степанович, Максимов Сергій Юрійович
Мітки: спосіб, дугового, струму, електродом, паяння, здійснення, плавиться, джерело, наплавлення, зварювання
Формула / Реферат:
1. Спосіб дугового зварювання, наплавлення або паяння плавким електродом, що подають у зону дуги з постійною середньозваженою швидкістю, за яким відбувається самоплинна періодична зміна довжини дуги, із саморегулюванням плавлення електрода, який відрізняється тим, що середньозважену щільність струму на електроді підтримують на рівні менше, ніж потрібно при механізованому способі дугового зварювання, процес дугового плавлення електрода...
Спосіб дугового зварювання електродом, що плавиться

Номер патенту: 24440
Опубліковано: 16.07.2001
Автори: Носовський Борис Іванович, Носовський Михайло Борисович
МПК: B23K 9/12
Мітки: зварювання, плавиться, електродом, дугового, спосіб
Формула / Реферат:
Способ дуговой сварки плавящимся электродом, при котором электродную проволоку с помощью приводных роликов и сварочной горелки подают в сварочную ванну, отличающийся тем, что электродную проволоку изгибают по синусоидальному закону в зоне между приводными роликами и горелкой симметрично относительно оси, и в момент уменьшения пульсирующего напряжения сварочной дуги до нуля, преобразуют синусоидальные колебания электродной проволоки в...
Спосіб дугового зварювання і наплавлення плавким електродом у подовжньому магнітному полі
Номер патенту: 70785
Опубліковано: 25.06.2012
Автори: Видмиш Павло Олександрович, Размишляєв Олександр Денисович, Ярмонов Станіслав Володимирович, Міронова Марина Володимирівна
Мітки: спосіб, наплавлення, полі, магнітному, зварювання, електродом, подовжньому, плавким, дугового
Формула / Реферат:
Спосіб дугового зварювання та наплавлення плавким електродом у подовжньому магнітному полі, що включає розміщення джерела подовжнього магнітного поля над зварювальною ванною і дію на рідкий метал зварювальної ванни, який відрізняється тим, що джерело подовжнього магнітного поля розташовують під кутом до осі електрода a=15…30° і на відстані а=10…30 мм від осі електрода та додатково діють на краплю на торці електрода і зварювальну дугу.
Попередній патент: Спосіб визначення орієнтації космічного апарата
Наступний патент: Ендопротез сегмента хребта
Випадковий патент: Установка для утилізації гумовмісних відходів, зокрема автомобільних шин