Спосіб футерування металургійного ковша
Номер патенту: 91500
Опубліковано: 10.07.2014
Автори: Шишкін Володимир Вікторович, Лоза Аркадій Васильович

Формула / Реферат
1. Спосіб футерування металургійного ковша, що включає формування шару футерівки на днищі ковша, який відрізняється тим, що шар футерівки на ділянці падіння струменя металу в момент початку наповнення ковша виконують потовщеним, з товщиною ![]() , яка визначається за умовою
, яка визначається за умовою ![]() , де
, де ![]() - звичайна товщина шару футерівки.
- звичайна товщина шару футерівки.
2. Спосіб за п. 1, який відрізняється тим, що потовщену частину футерівки виконують опуклої форми.
3. Спосіб за п. 1, що відрізняється тим, що потовщену частину футерівки виконують у вигляді суцільного моноблока, що встановлюється на дно ковша.
Текст
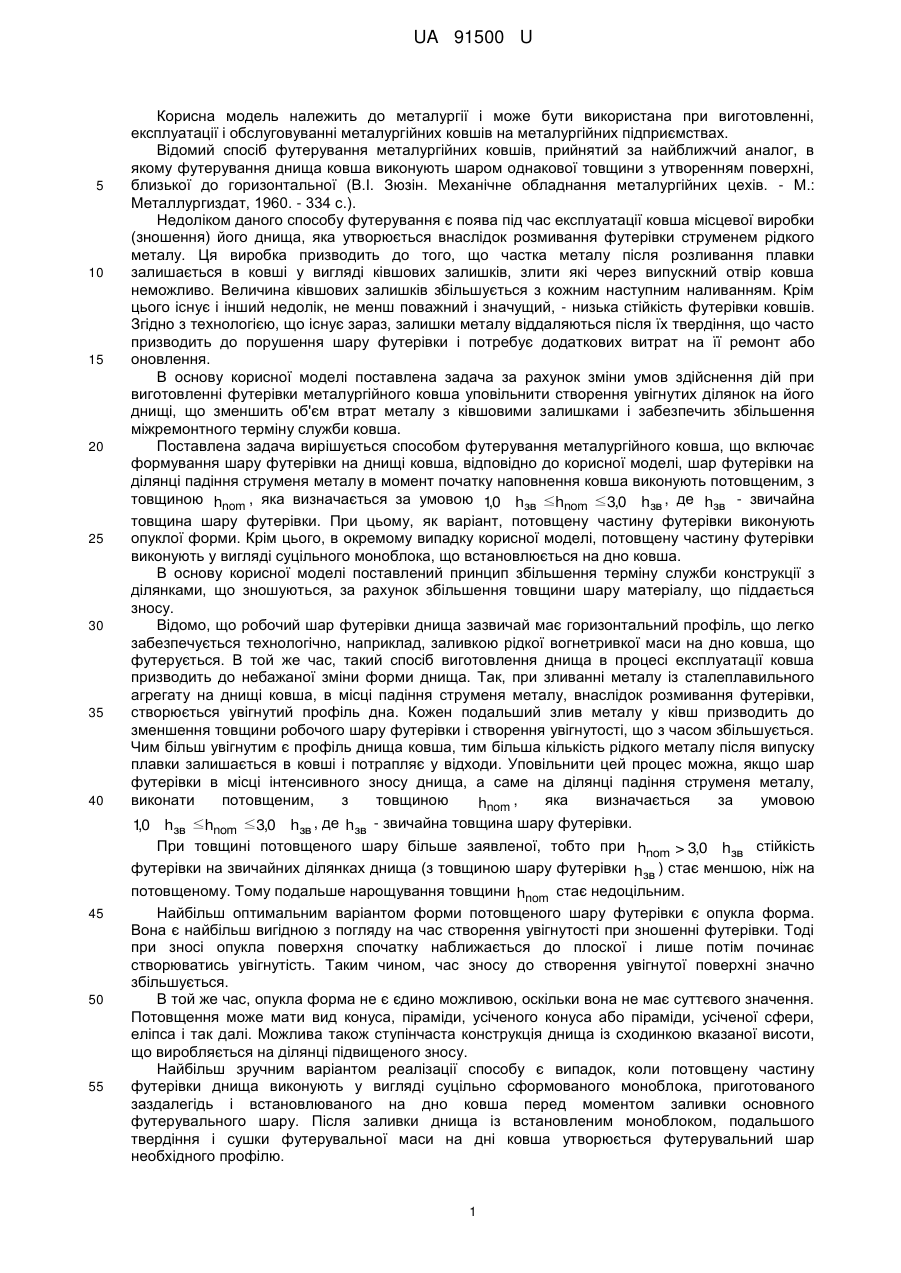
Реферат: UA 91500 U UA 91500 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургії і може бути використана при виготовленні, експлуатації і обслуговуванні металургійних ковшів на металургійних підприємствах. Відомий спосіб футерування металургійних ковшів, прийнятий за найближчий аналог, в якому футерування днища ковша виконують шаром однакової товщини з утворенням поверхні, близької до горизонтальної (В.І. Зюзін. Механічне обладнання металургійних цехів. - М.: Металлургиздат, 1960. - 334 с.). Недоліком даного способу футерування є поява під час експлуатації ковша місцевої виробки (зношення) його днища, яка утворюється внаслідок розмивання футерівки струменем рідкого металу. Ця виробка призводить до того, що частка металу після розливання плавки залишається в ковші у вигляді ківшових залишків, злити які через випускний отвір ковша неможливо. Величина ківшових залишків збільшується з кожним наступним наливанням. Крім цього існує і інший недолік, не менш поважний і значущий, - низька стійкість футерівки ковшів. Згідно з технологією, що існує зараз, залишки металу віддаляються після їх твердіння, що часто призводить до порушення шару футерівки і потребує додаткових витрат на її ремонт або оновлення. В основу корисної моделі поставлена задача за рахунок зміни умов здійснення дій при виготовленні футерівки металургійного ковша уповільнити створення увігнутих ділянок на його днищі, що зменшить об'єм втрат металу з ківшовими залишками і забезпечить збільшення міжремонтного терміну служби ковша. Поставлена задача вирішується способом футерування металургійного ковша, що включає формування шару футерівки на днищі ковша, відповідно до корисної моделі, шар футерівки на ділянці падіння струменя металу в момент початку наповнення ковша виконують потовщеним, з товщиною hnom , яка визначається за умовою 10 hзв ≤hnom ≤3,0 hзв , де hзв - звичайна , товщина шару футерівки. При цьому, як варіант, потовщену частину футерівки виконують опуклої форми. Крім цього, в окремому випадку корисної моделі, потовщену частину футерівки виконують у вигляді суцільного моноблока, що встановлюється на дно ковша. В основу корисної моделі поставлений принцип збільшення терміну служби конструкції з ділянками, що зношуються, за рахунок збільшення товщини шару матеріалу, що піддається зносу. Відомо, що робочий шар футерівки днища зазвичай має горизонтальний профіль, що легко забезпечується технологічно, наприклад, заливкою рідкої вогнетривкої маси на дно ковша, що футерується. В той же час, такий спосіб виготовлення днища в процесі експлуатації ковша призводить до небажаної зміни форми днища. Так, при зливанні металу із сталеплавильного агрегату на днищі ковша, в місці падіння струменя металу, внаслідок розмивання футерівки, створюється увігнутий профіль дна. Кожен подальший злив металу у ківш призводить до зменшення товщини робочого шару футерівки і створення увігнутості, що з часом збільшується. Чим більш увігнутим є профіль днища ковша, тим більша кількість рідкого металу після випуску плавки залишається в ковші і потрапляє у відходи. Уповільнити цей процес можна, якщо шар футерівки в місці інтенсивного зносу днища, а саме на ділянці падіння струменя металу, виконати потовщеним, з товщиною яка визначається за умовою hnom , 10 hзв ≤hnom ≤3,0 hзв , де hзв - звичайна товщина шару футерівки. , При товщині потовщеного шару більше заявленої, тобто при hnom > 3,0 hзв стійкість футерівки на звичайних ділянках днища (з товщиною шару футерівки hзв ) стає меншою, ніж на потовщеному. Тому подальше нарощування товщини hnom стає недоцільним. Найбільш оптимальним варіантом форми потовщеного шару футерівки є опукла форма. Вона є найбільш вигідною з погляду на час створення увігнутості при зношенні футерівки. Тоді при зносі опукла поверхня спочатку наближається до плоскої і лише потім починає створюватись увігнутість. Таким чином, час зносу до створення увігнутої поверхні значно збільшується. В той же час, опукла форма не є єдино можливою, оскільки вона не має суттєвого значення. Потовщення може мати вид конуса, піраміди, усіченого конуса або піраміди, усіченої сфери, еліпса і так далі. Можлива також ступінчаста конструкція днища із сходинкою вказаної висоти, що виробляється на ділянці підвищеного зносу. Найбільш зручним варіантом реалізації способу є випадок, коли потовщену частину футерівки днища виконують у вигляді суцільно сформованого моноблока, приготованого заздалегідь і встановлюваного на дно ковша перед моментом заливки основного футерувального шару. Після заливки днища із встановленим моноблоком, подальшого твердіння і сушки футерувальної маси на дні ковша утворюється футерувальний шар необхідного профілю. 1 UA 91500 U 5 10 15 Прикладом використання корисної моделі, що заявляється, може бути випробування технології виготовлення дослідного ковша в конвертерному цеху одного з металургійних підприємств України. У ковші ємністю 250 тонн рідкої сталі звичайна товщина робочого шару футерівки hзв з наливного вогнетривкого бетону складала 200 мм. У місці падіння струменя металу виконували потовщення у вигляді конуса, що мав висоту на 100 мм вище по відношенню до поверхні звичайного шару. Таким чином, максимальна товщина шару футерівки в місці потовщення hnom складала 300 мм, що задовольняє заявленій умові 10 hзв ≤hnom ≤3,0 hзв . , Радіус потовщеної ділянки футерівки складав 0,4 м. Потовщення виконувалося з тієї ж вогнетривкої маси, що і футерівка робочого шару ковша. Службові характеристики дослідного ковша порівнювали з ковшем, виготовленим з тих же матеріалів за стандартною технологією. Протягом терміну експлуатації ковшів стан їх футерувального шару контролювався візуальними оглядами. Стійкість дослідного і порівняльного ковшів оцінювали по числу наливань (розлитих плавок) до зупинки на ремонт (перефутерування). Паралельно вели облік маси ковшових залишків, що були витягнуті з ковшів і направлені у відходи. В результаті експерименту отримали наступні показники роботи ковшів (таблиця): Таблиця Тип ковша 1. Дослідний 2. Порівняльний 20 Кількість розлитих плавок 124 83 Загальна кількість ковшових залишків (скрапу), тн 2,5 91,3 Застосування дослідної технології футерування днища дозволило отримати значний економічний ефект за рахунок зниження відходів виробництва у вигляді ковшових залишків і зменшення питомої витрати футерівки на одну тонну розлитої сталі. Таким чином, пропонована корисна модель дозволяє за рахунок зміни умов здійснення дій при виготовленні футерівки металургійного ковша уповільнити створення увігнутих ділянок на днищі ковша, що зменшує об'єм втрат металу з ковшовими залишками і забезпечує збільшення міжремонтного терміну служби ковша. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 1. Спосіб футерування металургійного ковша, що включає формування шару футерівки на днищі ковша, який відрізняється тим, що шар футерівки на ділянці падіння струменя металу в момент початку наповнення ковша виконують потовщеним, з товщиною hnom , яка визначається 35 за умовою 10 h зв ≤hnom ≤3,0 h зв , де hзв - звичайна товщина шару футерівки. , 2. Спосіб за п. 1, який відрізняється тим, що потовщену частину футерівки виконують опуклої форми. 3. Спосіб за п. 1, який відрізняється тим, що потовщену частину футерівки виконують у вигляді суцільного моноблока, що встановлюється на дно ковша. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюLoza Arkadii Vasyliovych, Shyshkin Volodymyr Havrylovych
Автори російськоюЛоза Аркадий Васильевич, Шишкин Владимир Викторович
МПК / Мітки
МПК: B22D 41/00
Мітки: ковша, футерування, спосіб, металургійного
Код посилання
<a href="https://ua.patents.su/4-91500-sposib-futeruvannya-metalurgijjnogo-kovsha.html" target="_blank" rel="follow" title="База патентів України">Спосіб футерування металургійного ковша</a>
Спосіб футерування сталерозливного ковша

Номер патенту: 44388
Опубліковано: 12.10.2009
Автори: Романов Віталій Анатолійович, Дрейко Олексій Іванович, Крикунов Борис Петрович, Колєсников Дмитро Васильович
МПК: B22D 41/02
Мітки: спосіб, ковша, футерування, сталерозливного
Формула / Реферат:
1. Спосіб футерування сталерозливного ковша, що включає формування арматурного й робочого шарів футерівки стінки й днища корпуса ковша, сушіння футерівки ковша шляхом термообробки, який відрізняється тим, що формування арматурного шару футерівки днища й стінки в районі шлакового пояса здійснюють шляхом приварювання на внутрішню поверхню днища й по периметру стінки в районі шлакового пояса анкерів з жароміцної нержавіючої сталі, розташованих...
Спосіб футерування металургійних ємкостей
Номер патенту: 49222
Опубліковано: 26.04.2010
Автори: Учитель Лев Михайлович, Івко Володимир Вікторович, Тонконог Анатолій Олексійович, Буга Ілля Дмитрович, Слівченко Анатолій Іванович, Гребенюк Борис Юрійович, Родь Олександр Григорович
МПК: B22D 41/02
Мітки: металургійних, ємкостей, футерування, спосіб
Формула / Реферат:
Спосіб футерування металургійних ємкостей переважно рідкими сумішами, що самотвердіють, який включає установку шаблона в ємності, заповнення простору, що футерується, вогнетривкою сумішшю, витримку суміші до закінчення тужавлення і наступне виймання шаблона, який відрізняється тим, що після тужавлення суміші на контактній границі між шаблоном і сформованим шаром футерівки створюють повітряний прошарок шляхом подачі стиснутого повітря під...
Спосіб сушіння та розігріву футерівки чавуновізного ковша
Номер патенту: 56159
Опубліковано: 10.01.2011
Автори: Косолап Микола Володимирович, Пампуха Михайло Петрович, Безчерев Олександр Сергійович, Харін Олексій Костянтинович, Доля Сергій Миколайович, Бердник Володимир Петрович, Бєлкін Олексій Іванович, Гладкий Павло Анатолійович
МПК: B22D 41/02, F26B 3/32
Мітки: розігріву, чавуновізного, ковша, спосіб, футерівки, сушіння
Формула / Реферат:
Спосіб сушіння та розігріву футерівки чавуновізного ковша, що включає подачу енергоносія в порожнину ковша та здійснюється поетапно, який відрізняється тим, що на першому етапі в порожнину ковша подається рідкий чавун у кількості (0,04...0,12)·Мф, де Мф - маса футерівки ковша, на другому етапі здійснюється витримка ковша протягом не менш ніж 12 годин, на третьому етапі в порожнину ковша подається рідкий чавун у кількості (0,08...0,24) ·Мф,...
Установка для футерування металургійних ковшів
Номер патенту: 824
Опубліковано: 15.05.2001
Автори: Музирін Олександр Олегович, Малойваненко Володимир Андрійович, Зеленін Іван Матвійович, Учитель Лев Михайлович, Несвіт Володимир Васильович, Слівченко Анатолій Іванович, Сітало Олександр Олексійович
МПК: B22C 15/00
Мітки: металургійних, ковшів, установка, футерування
Формула / Реферат:
Установка для футерування металургійних ковшів, що вміщує металоконструкцію, на якій розташована рама, яка має можливість поперечного переміщення, що несе привідну платформу з двома транспортерами і піскометними головками, вбудований у раму дисковий живильник з приводом, скидачі, закріплені на стояках привідної платформи, пристрій рівномірної подачі футерувальної маси, встановлений між транспортерами, яка відрізняється тим, що вона...
Спосіб футерування барабанного млина
Номер патенту: 29465
Опубліковано: 10.01.2008
Автори: Свістельник Ірина Олегівна, Свістельник Олег Якимович, Бро Семен Маєрович
МПК: B02C 17/22
Мітки: спосіб, футерування, барабанного, млина
Формула / Реферат:
1. Спосіб футерування барабана млина, який включає закріплення гумових футерувальних плит на внутрішній поверхні барабана, який відрізняється тим, що закріплення гумових футерувальних плит на внутрішній поверхні барабана виконують з пружним розпором між плитами.2. Спосіб за п. 1, який відрізняється тим, що спочатку закріплюють плити на внутрішній поверхні барабана через одну, а потім між ними закріплюють плити з пружним розпором...
Попередній патент: Спосіб місцевої анестезії при вивихах плеча
Наступний патент: Спосіб газобалонного наддування бака з висококиплячим пальним
Випадковий патент: Спосіб отримання солей полінітроарилпохідних деяких заміщених s-триазолів