Спосіб виготовлення литої порожнистої тонкостінної заготовки з латуней або бронз
Номер патенту: 92217
Опубліковано: 11.10.2010
Автори: Мінковська Світлана Дмитрівна, Михайлик Михайло Васильович


Формула / Реферат
Спосіб виготовлення литої порожнистої тонкостінної заготовки з латуней або бронз безперервним горизонтальним литтям, по якому для заповнення робочої порожнини кристалізатора під порожнисту тонкостінну заготовку порцією рідкого сплаву з металоприймача використовують операцію покрокового витягування із кристалізатора чергової ділянки тонкостінної заготовки, що сформувалася, а для формування чергової ділянки порожнистої тонкостінної заготовки використовують операцію періодичної зупинки витягування для забезпечення затвердіння порції рідкого сплаву, яка заповнила робочу порожнину кристалізатора, який відрізняється тим, що величину кроку витягування із кристалізатора чергової ділянки, що сформувалася, порожнистої тонкостінної заготовки, встановлюють зі співвідношення величини зовнішнього діаметра порожнистої тонкостінної заготовки до величини кроку витягування й це співвідношення витримують для латуней або бронз у межах від 2,95 до 4,75, а тривалість зупинки витягування для формування чергової ділянки порожнистої тонкостінної заготовки витримують рівною або більшою часу затвердіння порції рідкого сплаву, яка заповнила робочу порожнину кристалізатора, яку встановлюють розрахунковим або дослідним шляхом залежно від зовнішнього діаметра заготовки й складу латуні або бронзи.
Текст
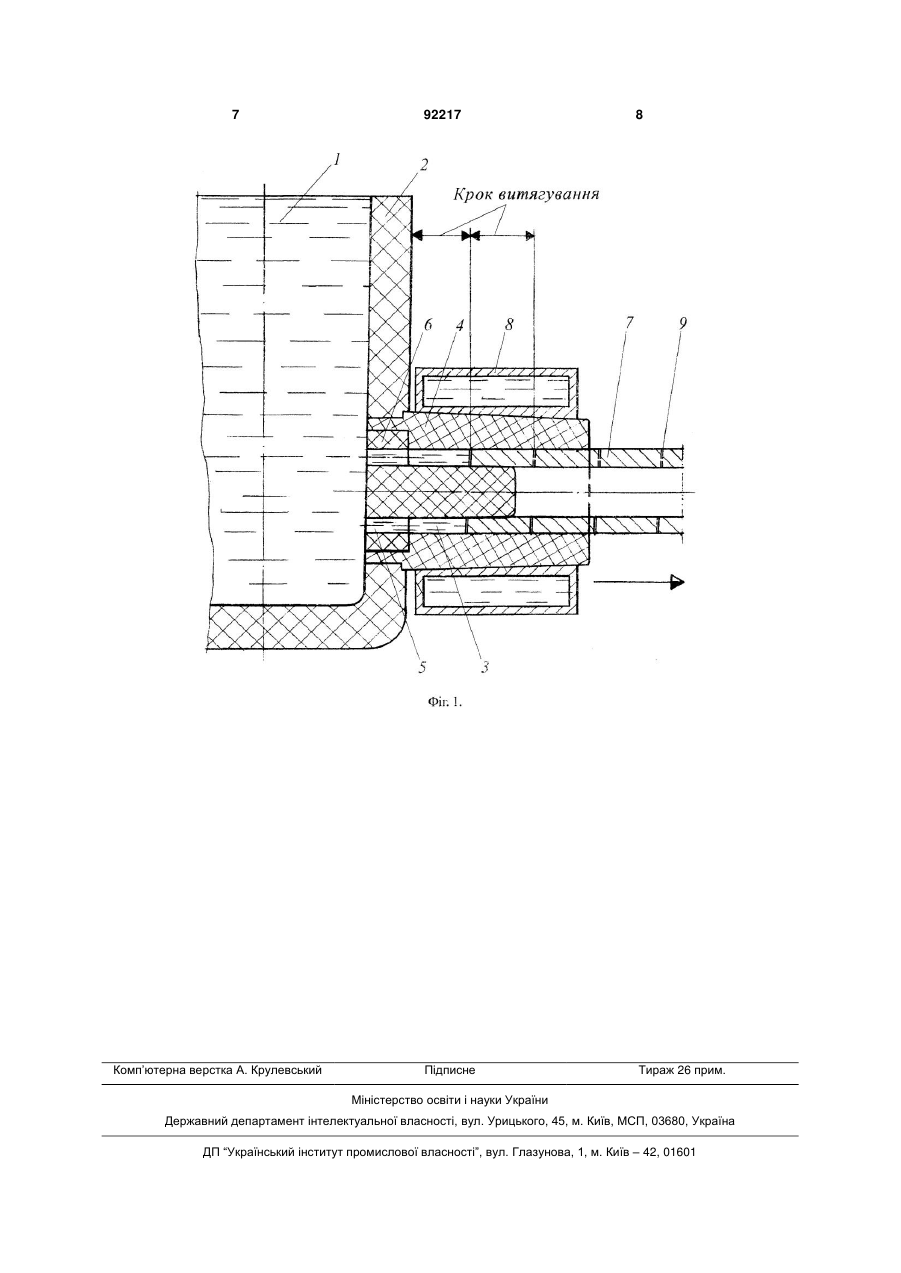
Спосіб виготовлення литої порожнистої тонкостінної заготовки з латуней або бронз безперервним горизонтальним литтям, по якому для заповнення робочої порожнини кристалізатора під порожнисту тонкостінну заготовку порцією рідкого сплаву з металоприймача використовують опера C2 2 (19) 1 3 92217 утворюється нестабільна дендритна структура, яка обумовлює появу гарячих тріщин і розривів при витягуванні із кристалізатора порожнистої тонкостінної заготовки, які знижують якість одержуваних порожнистих заготовок. Знижена якість отриманих відомим способом порожнистих тонкостінних заготовок, з латуні й бронзи не дає можливості їх наступної пластичної деформації при холодній прокатці, волочінні. Задачею пропонованого винаходу є усунення зазначеного недоліку шляхом установлення таких технологічних параметрів виготовлення литих, порожнистих тонкостінних заготовок з латуней і бронз горизонтальним безперервним литтям, при яких з урахуванням величини зовнішнього діаметра й кроку витягування порожнистої тонкостінної заготовки із кристалізатора досягається підвищена якість литих, порожнистих тонкостінних заготовок, що виготовляються. Поставлена задача досягається технічним рішенням, по якому величина кроку витягування із кристалізатора чергової, що сформувалася, ділянки порожнистої тонкостінної заготовки встановлюють зі співвідношення величини її зовнішнього діаметра до величини кроку витягування й це співвідношення витримують для латуней і бронз у межах від 2,95 до 4,75, а тривалість зупинки витягування для формування чергової ділянки порожнистої тонкостінної заготовки витримують рівній або більшій часу затвердіння порції рідкого металу, що заповнила робочу порожнину кристалізатора, яку встановлюють розрахунковим або дослідним шляхом залежно від зовнішнього діаметра заготовки й складу латуні або бронзи. Сутність пропонованого винаходу пояснюється прикладеним кресленням, де на фіг. 1 показаний у розрізі пристрій для виготовлення литих, порожнистих тонкостінних заготовок з латуней і бронз. Здійснення пропонованого способу по виготовленню порожнистої тонкостінної заготовки з латуні або бронзи проводиться в такий спосіб: при переміщенні чергової ділянки, що сформувалася, порожнистої заготовки 7 у напрямку, показаному на кресленні стрілкою на крок витягування, порція рідкого металу 1 з металоприймача 2 заповнює робочу порожнину 3 кристалізатора 4 через отвори 5 у графітовому дорні 6. Потім, по закінченню заповнення робочої порожнини 3, робиться операція зупинки витягування порожнистої заготовки 7 із кристалізатора 4 для формування чергової ділянки порожнистої заготовки 7 за рахунок затвердіння 4 порції рідкого металу 1 у робочій порожнині 3 під впливом охолоджувального пристрою 8 кристалізатора 4. Після повного затвердіння порції рідкого металу 1 відбувається чергове витягування порожнистої заготовки 7 із кристалізатора 4 і технологічний цикл повторюється. При затвердінні порції рідкого металу 1 у робочій порожнині 3 через термоконвективне розшарування рідкого металу по перетину робочої порожнини відбувається запізнювання затвердіння металу вгорі робочої порожнини 3 у порівнянні із затвердінням металу внизу робочої порожнини, що веде до утворення еліптичної площини фронту затвердіння 9 по перетину порожнистої заготовки, що формується в напрямку її витягування. Дослідним шляхом встановлено, що чим менше по величині крок витягування заготовки, тим менше порція рідкого металу й, відповідно, менше термоконвективне розшарування, і, тим самим, менше запізнювання затвердіння вгорі заготовки й тим менше нахил еліптичної площини фронту затвердіння, що позитивно позначається на формуванні рівномірної стабільної дендритної структури. Збільшення кроку витягування порожнистої тонкостінної заготовки й, відповідно, збільшення порції рідкого металу при заповненні робочої порожнини під порожнисту заготовку веде, отже, до збільшення запізнювання затвердіння металу вгорі заготовки й до збільшення кута нахилу еліптичної площини фронту затвердіння й тривалості затвердіння. Збільшення кроку витягування й тривалості затвердіння приводить до перегріву низу заготовки, яка твердіє. Це викликає огрубіння структури металу внаслідок рекристалізації й веде до погіршення пластичних властивостей порожнистої тонкостінної заготовки. Для визначення оптимальної величини кроку витягування порожнистої тонкостінної заготовки й, відповідно, величини порції рідкого металу під час заповнення робочої порожнини під порожнисту тонкостінну заготовку і її затвердіння, що забезпечує одержання стабільної, рівномірної дендритної структури в перетині порожнистої заготовки, були проведені досліди по виготовленню порожнистих тонкостінних заготовок безперервним горизонтальним литтям на різних діаметрах заготовок і на різних кроках витягування заготовок з латуней і бронз. Результати проведених дослідів по виготовленню порожнистих тонкостінних заготовок безперервним горизонтальним литтям із кременистих латуней і безолов'яних бронз наведені в таблиці. Таблиця Величина кроку витягування (L) і величина співвідношення зовнішнього діаметра заготовки (D) до кроку витягування № п/п D, мм 1 2 3 59 69 57 Товщина стінки порожнистої заготовки, мм 7,5 8,5 10 Вид мідного сплаву Крок витягування, L, мм Співвідношення D/L Структура металу Латунь кремениста Латунь кремениста Бронза безолов'яна 20 15 12 2,95 4,6 4,75 Стабільна дендритна Стабільна дендритна Стабільна дендритна 5 Як виникає з таблиці, при співвідношенні зовнішнього діаметра порожнистої заготовки до кроку її витягування із кристалізатора в межах від 2,95 до 4,75 структура металу порожнистих тонкостінних заготовок для пластичної деформації, виготовлених з різних мідних сплавів, утворюється стабільною й дендритною. При збільшенні кроку витягування більше 20мм (до 60-80мм) утворюється нестабільна рекристалізована структура через перегрів низу заготовки, яка твердіє, що робить наступну пластичну деформацію порожнистих тонкостінних заготовок з такою структурою неможливою. При зменшенні кроку витягування заготовки із кристалізатора до 6мм структура утворюється стабільною, однак падає продуктивність виготовлення порожнистих тонкостінних заготовок через часті зупинки для затвердіння чергової порції рідкого металу. Таким чином, для одержання порожнистих тонкостінних заготовок високої якості для пластичної деформації, що виготовляються горизонтальним безперервним литтям, необхідно встановлювати крок витягування залежно від величини зовнішнього діаметра порожнистої заготовки, витримуючи співвідношення зовнішнього діаметра 92217 6 порожнистої тонкостінної заготовки до кроку її витягування із кристалізатора в межах від 2,95 до 4,75. Економічна перевага пропонованого винаходу полягає в тім, що при використанні товстостінних заготовок з мідних сплавів, виготовлених відомим способом, для одержання тонкостінних труб методами холодної прокатки, волочіння потрібно виконати 34 технологічних процеса, у т.ч. 28 гарячих пресових проходів і 6 холодних протягань, що веде до збільшення витрат на додаткове обладнання й оснащення, а також енерго- і трудових ресурсів. Напроти, при використанні литих, порожнистих тонкостінних заготовок, отриманих пропонованим способом з мідних сплавів, для одержання тонкостінних труб методами пластичної деформації при холодній прокатці необхідно до 2-3 холодних протягань, що багаторазово знижує витрати на обладнання й оснащення, а також енерго- і трудові ресурси, зменшує вартість кінцевої продукції й підвищує її конкурентоспроможність на ринку. На підставі викладеного пропонований спосіб виготовлення порожнистих тонкостінних заготовок з латуней і бронз безперервним горизонтальним литтям, має патентну новизну й промислову корисність. 7 Комп’ютерна верстка А. Крулевський 92217 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing thin-walled hollow molded piece of brass or bronze
Автори англійськоюMykhailyk Mykhailo Vasyliovych, Minkovska Svitlana Dmytrivna
Назва патенту російськоюСпособ изготовления литой полой тонкостенной заготовки из латуни или бронзы
Автори російськоюМихайлик Михаил Васильевич, Минковская Светлана Дмитриевна
МПК / Мітки
МПК: B22D 11/04, B22D 11/00, B22D 11/045
Мітки: литої, тонкостінної, виготовлення, порожнистої, бронз, спосіб, латуней, заготовки
Код посилання
<a href="https://ua.patents.su/4-92217-sposib-vigotovlennya-lito-porozhnisto-tonkostinno-zagotovki-z-latunejj-abo-bronz.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення литої порожнистої тонкостінної заготовки з латуней або бронз</a>
Спосіб виготовлення багатошарової литої заготовки
Номер патенту: 1021
Опубліковано: 30.12.1993
Автори: Дубровін Едуард Юрійович, Костенко Георгій Дмитрович, Кельвіч Володимир Тихонович, Осипов Володимир Прокофійович, Єфімов Віктор Олексійович
МПК: B22D 7/02, B22D 19/00
Мітки: виготовлення, заготовки, спосіб, багатошарової, литої
Формула / Реферат:
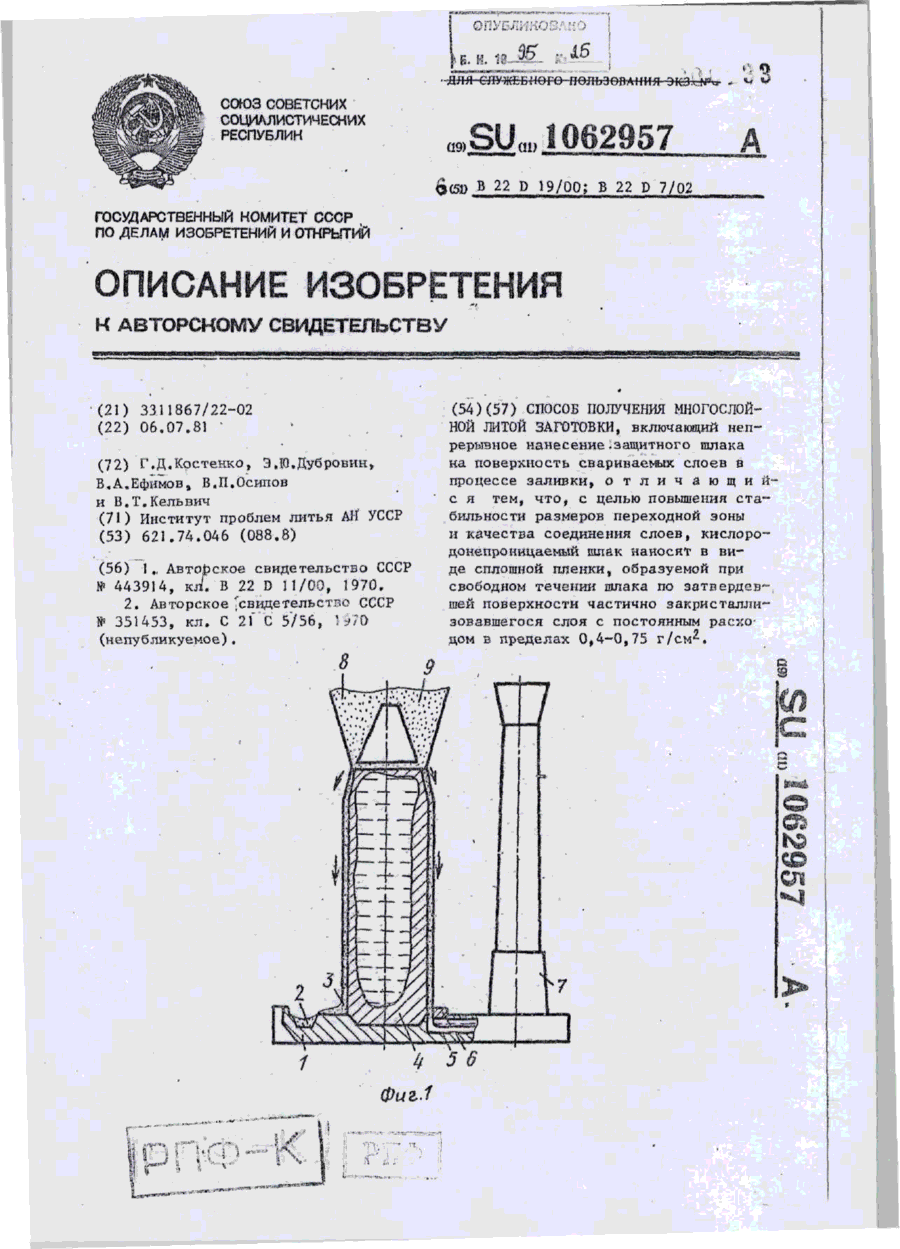
Способ получения многослойной литой заготовки, включающий непрерывное нанесение защитного шлака на поверхность свариваемых слоев в процессе заливки, отличающийся тем, что, с целью повышения стабильности размеров переходной зоны и качества соединения слоев, кислородо-непроницаемый шлак наносят в виде сплошной пленки, образуемой при свободном течении шлака по затвердевшей поверхности частично закристаллизовавшегося слоя с постоянным...
Спосіб виготовлення заготовки для порожнистої лопатки газотурбінного двигуна
Номер патенту: 83793
Опубліковано: 26.08.2008
Автори: Лоріе Ален, Ломме Даніель Гастон, Франш Жан - Мішель, Патрік, Морис, Ферт Жан - П'єр
МПК: F01D 5/14, B21D 26/02, B23P 15/04, F01D 5/18
Мітки: двигуна, газотурбінного, заготовки, спосіб, порожнистої, лопатки, виготовлення
Формула / Реферат:
1. Спосіб виготовлення заготовки для порожнистої лопатки (1) газотурбінного двигуна, що містить ніжку (2) і перо (4), що включає у себе стадію виготовлення заготовки (14) лопатки, що містить частину (18) для пера і частину (16) для ніжки лопатки, причому стадію виготовлення заготовки (14) здійснюють таким чином, щоб зазначена заготовка містила блок (28) принаймні з двох деталей (30, 32), які накладають одна на одну і з'єднують одна з одною за...
Спосіб виготовлення заготовки порожнистої лопатки для газотурбінного двигуна
Номер патенту: 84260
Опубліковано: 10.10.2008
Автори: Лоріе Ален, Ферт Жан - П'єр, Франш Жан - Мішель, Патрік, Морис, Ломме Даніель Гастон
МПК: F01D 5/14, B21D 26/02, B23P 15/04, F01D 5/18
Мітки: газотурбінного, двигуна, виготовлення, порожнистої, лопатки, заготовки, спосіб
Формула / Реферат:
1. Спосіб виготовлення заготовки для порожнистої лопатки газотурбінного двигуна, яка містить ніжку (2) і перо (4), що включає у себе стадію виготовлення двох зовнішніх деталей (14), кожна з яких містить призначену для пера лопатки частину (18) і призначену для ніжки лопатки частину (16), які, принаймні частково, утворюють заготовку (30) лопатки, стадію з'єднання двох зовнішніх деталей (14) за допомогою дифузійного зварювання для одержання...
Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки
Номер патенту: 68824
Опубліковано: 16.08.2004
Автори: Розенберг Олег Олександрович, Неміровський Яков Борисович, Цеханов Юрій Алєксандровіч
МПК: B24B 39/00
Мітки: спосіб, різнотовщинної, протягування, деформуючого, порожнистої, заготовки, вісесиметричної
Формула / Реферат:
1. Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки, який передбачає пластичне деформування матеріалу заготовки шляхом роздачі отвору деформуючим елементом, який відрізняється тим, що перед роздачею отвору деформуючим елементом здійснюють зняття матеріалу з зовнішньої поверхні заготовки у місцях з меншою товщиною стінки, забезпечуючи при цьому створення жорстких ділянок у місцях з більшою товщиною стінки...
Спосіб гарячої прокатки труб з відцентроволитої порожнистої заготовки
Номер патенту: 20794
Опубліковано: 07.10.1997
Автори: Гутников Семен Піменович, Крихта Валерій Петрович, Большаков Володимир Іванович, Пахомов Геннадій Євдокимович, Сапогова Алла Євгенівна, Данилова Олена Валентинівна
МПК: B21B 23/00
Мітки: відцентроволитої, заготовки, спосіб, порожнистої, прокатки, гарячої, труб
Формула / Реферат:
Способ горячей прокатки труб из центробежнолитой полой заготовки, включающий нагрев заготовки, прокатку и раскатку, отличающийся тем, что раскатку на элонгаторе внутренней поверхности осуществляют с окружной скоростью 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с.
Попередній патент: Пристрій для проведення штаби
Наступний патент: Спосіб одержання стабільного при зберіганні біодизельного пального
Випадковий патент: Вихрострумовий перетворювач для контролю виробів з отворами