Спосіб обробки поверхні листового металу
Номер патенту: 92821
Опубліковано: 10.12.2010
Автори: Білий Євгеній Тимофійович, Редько Леонід Олегович, Білий Вячеслав Євгенійович
Формула / Реферат
Спосіб обробки поверхні листового металу, який включає прокатку листового металу у валках, один з яких має регулярний рельєф, з формуванням на поверхні листового металу рельєфу у вигляді сукупності однорідних чотирикутних западин, орієнтованих діагоналлю в напрямку прокатки, який відрізняється тим, що рельєф формують у вигляді сукупності однорідних ромбовидних западин з відношенням розмірів діагоналей від 1,4 до 2,5 та орієнтованих у напрямку прокатки меншою діагоналлю, при цьому прокатку листового металу у валках виконують з обтисненням 6÷12 %.
Текст
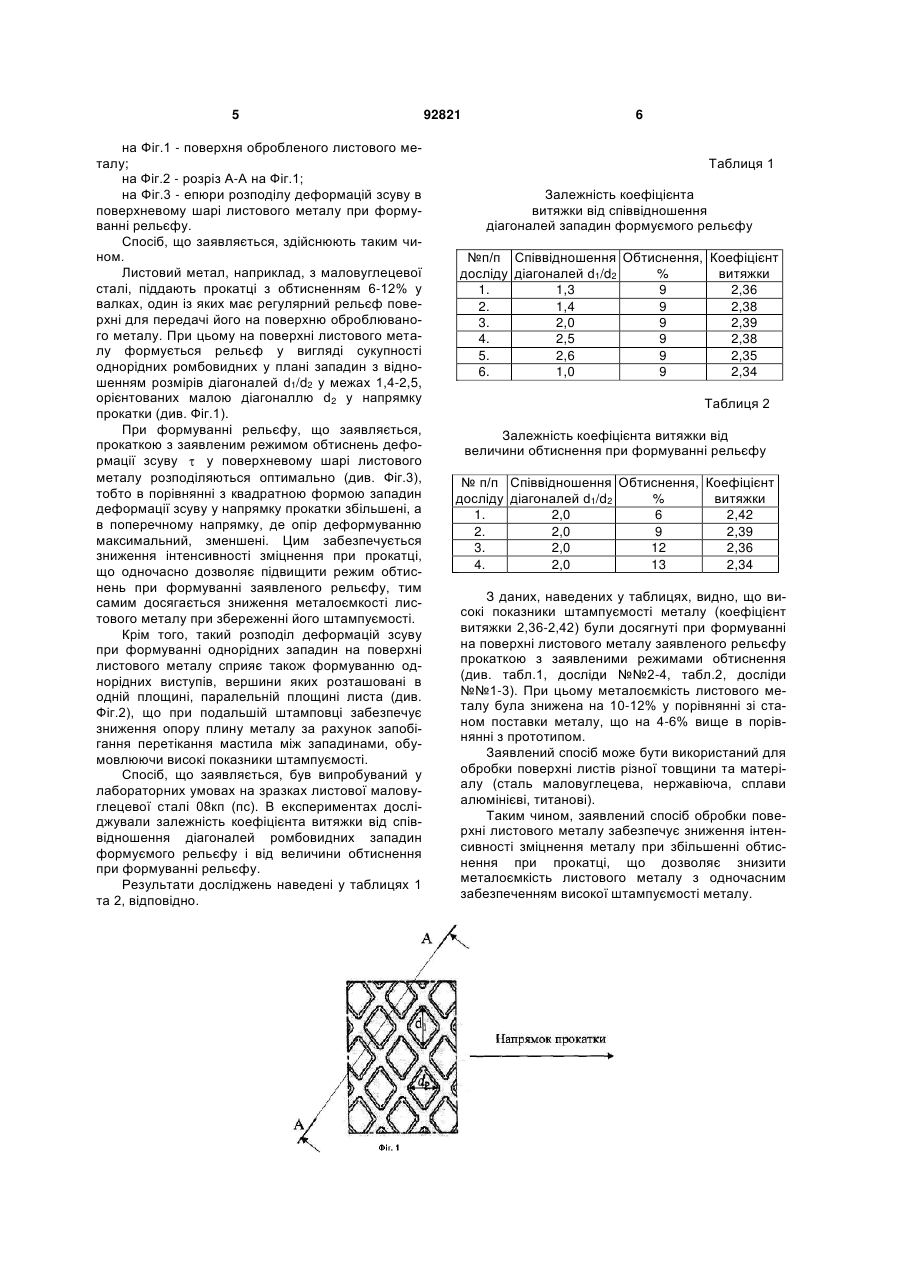
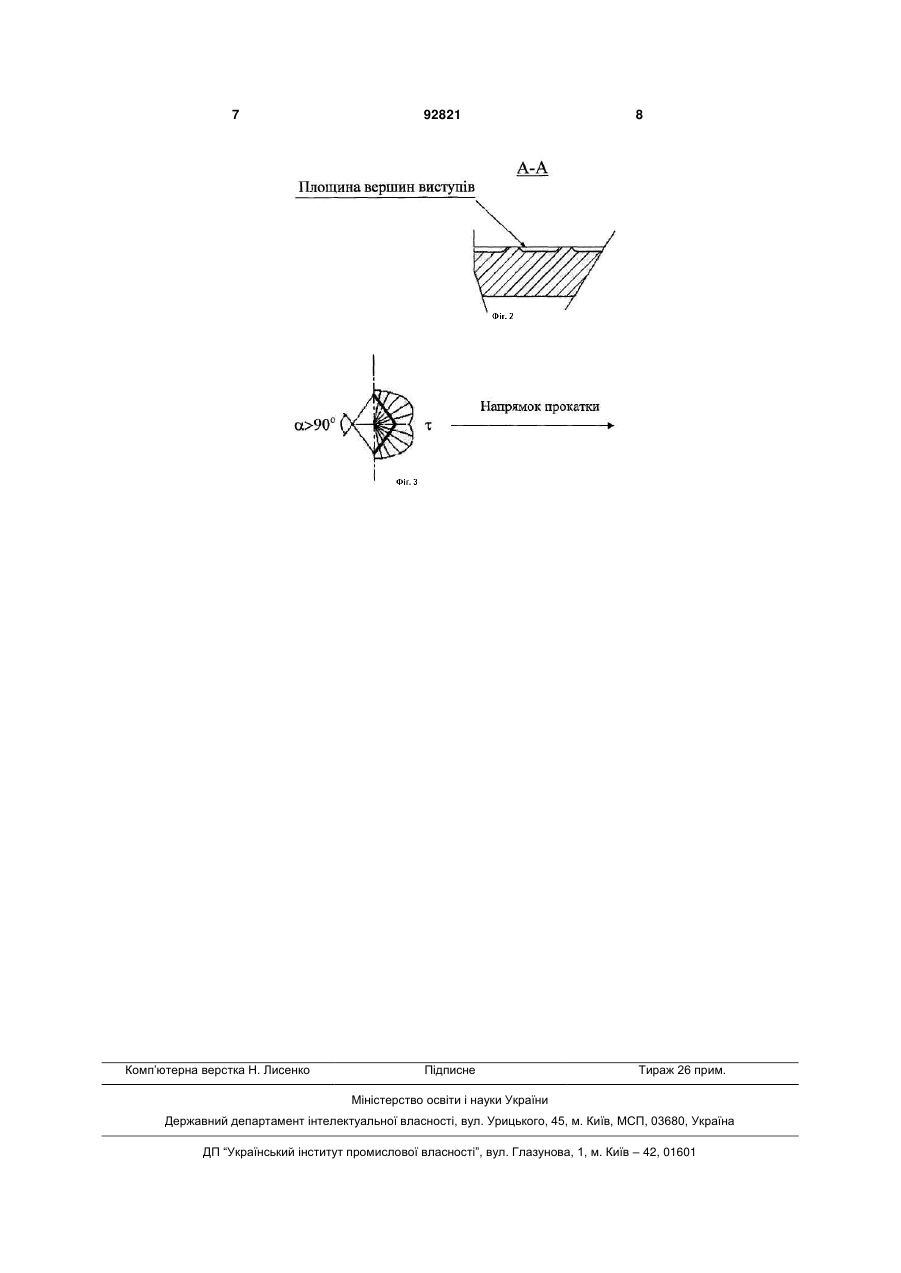
Спосіб обробки поверхні листового металу, який включає прокатку листового металу у валках, один з яких має регулярний рельєф, з формуванням на поверхні листового металу рельєфу у вигляді сукупності однорідних чотирикутних западин, орієнтованих діагоналлю в напрямку прокатки, який відрізняється тим, що рельєф формують у вигляді сукупності однорідних ромбовидних западин з відношенням розмірів діагоналей від 1,4 до 2,5 та орієнтованих у напрямку прокатки меншою діагоналлю, при цьому прокатку листового металу у валках виконують з обтисненням 6÷12%. (19) (21) a200902094 (22) 10.03.2009 (24) 10.12.2010 (46) 10.12.2010, Бюл.№ 23, 2010 р. (72) БІЛИЙ ЄВГЕНІЙ ТИМОФІЙОВИЧ, БІЛИЙ ВЯЧЕСЛАВ ЄВГЕНІЙОВИЧ, РЕДЬКО ЛЕОНІД ОЛЕГОВИЧ (73) БІЛИЙ ЄВГЕНІЙ ТИМОФІЙОВИЧ, БІЛИЙ ВЯЧЕСЛАВ ЄВГЕНІЙОВИЧ, РЕДЬКО ЛЕОНІД ОЛЕГОВИЧ (56) SU 1084091 A; 17.04.1984 UA 18803 C1; 25.12.1997 JP 2089503 A; 29.03.1990 SU 706145; 31.12.1979 SU 1653875 A1; 07.06.1991 3 ємкість листового металу на 6% у порівнянні зі станом поставки. Однак, відомий спосіб не забезпечує можливості подальшого зниження металоємкості листового металу і виробів з нього за рахунок підвищення обтиснення при прокатці. При формуванні рельєфу із квадратних у плані западин відбувається інтенсивне зміцнення металу, яке збільшується пропорційно росту обтиснень, що знижує пластичність металу та, як наслідок, погіршує штампуємість. Це пояснюється таким. Величина деформацій зсуву у поверхневому шарі листового металу обернено пропорційна відстані від центра западини, формуємої при прокатці, до розглянутої точки контуру западини. Оскільки у відомому способі западини мають форму квадратів, розташованих у напрямку прокатки діагоналлю, величини деформацій зсуву у напрямку прокатки та у поперечному напрямку рівні. А оскільки опір деформуванню в поперечному напрямку максимальний, як і у загальному випадку прокатки, відбувається інтенсивне зміцнення металу, що погіршує його штампуємість. В основу винаходу поставлена задача вдосконалення способу обробки поверхні листового металу, в якому за рахунок нових умов здійснення способу і нової форми рельєфу, формуемого на поверхні металу, забезпечується зниження інтенсивності зміцнення металу, що дозволяє збільшити обтиснення при прокатці, за рахунок чого досягається зниження металоємкості листового металу при одночасному забезпеченні високої штампуємості металу. Поставлена задача вирішується тим, що у відомому способі обробки поверхні листового металу, який включає прокатку листового металу у валках, один із яких має регулярний рельєф, з формуванням на поверхні листового металу рельєфу у вигляді сукупності однорідних чотирикутних у плані западин, розташованих діагоналлю в напрямку прокатки, новим, відповідно де» технічного рішення, що заявляється, є те, що формують рельєф у вигляді сукупності однорідних ромбовидних у плані западин з відношенням розмірів діагоналей від 1,4 до 2,5, орієнтованих у напрямку прокатки малою діагоналлю, при цьому прокатку листового металу у валках виконують з обтисненнями від 6 до 12%. Причинно-наслідковий зв'язок між сукупністю ознак винаходу, що заявляється, і технічним результатом, що досягається, полягає в наступному. Нові умови здійснення способу, а саме проведення прокатки листового металу з обтисненнями від 6 до 12%, у сукупності з новою формою рельєфу, формуемого на поверхні металу, а саме те, що формують рельєф у вигляді сукупності однорідних ромбовидних у плані западин з заявленим співвідношенням діагоналей, орієнтованих у напрямку прокатки малою діагоналлю, забезпечує зниження інтенсивності зміцнення металу при збільшенні обтиснення при прокатці, що дозволяє знизити металоємкість листового металу при одночасному забезпеченні високої штампуємості металу. 92821 4 Оскільки величина деформацій зсуву в поверхневому шарі листового металу обернено пропорційна відстані від центра западини, формуємо!" при прокатці, до. розглянутої точки контуру западини, ромбовидна форма контуру западин з заявленим співвідношенням діагоналей і розташування западин малою діагоналлю в напрямку прокатки дозволяють збільшити деформації зсуву у напрямку прокатки і скоротити їх у поперечному напрямку, де опір деформуванню максимальний. Цим забезпечується зниження інтенсивності зміцнення при прокатці, що одночасно дозволяє підвищити режим обтиснень до заявлених значень при формуванні рельєфу, що заявляється, тим самим досягається зниження металоємкості листового металу при збереженні його штампуємості. При формуванні однорідних ромбовидних западин з заявленим співвідношенням діагоналей, орієнтованих у напрямку прокатки малою діагоналлю, на поверхні листового металу відбувається також формування однорідних виступів, вершини яких розташовані в одній площині, паралельній площині листового металу, що при подальшій штамповці забезпечує зниження опору плину металу за рахунок запобігання перетікання мастила між западинами, обумовлюючи, тим самим, високі показники штампуємості. Заявлене співвідношення діагоналей ромбовидних западин і режими обтиснення при прокатці є оптимальними і установлені експериментально. При відношенні діагоналей ромбовидних западин менше 1,4 формуємі западини мають контур, що наближається до квадрата. У цьому випадку при прокатці з заявленим обтисненням виникають більші деформації зсуву в поверхневому шарі металу в напрямку, поперечному напрямку прокатки, де опір деформуванню максимальний, що приводить до зміцнення металу, зниження його пластичності і, відповідно, погіршує штампуємість металу. При відношенні діагоналей ромбовидної западини більше 2,5 формуємі западини мають контур сильно витягнутого ромба. У цьому випадку при прокатці з заявленим обтисненням формуємий рельєф характеризується більшою площею виступів, що утворюються. При наступному штампуванні це може привести до росту опору плину металу, знизивши його штампуємість. Проведення прокатки листового металу з обтисненням нижче 6% недоцільно, тому що не забезпечує необхідного зниження металоємкості листового металу. Підвищення обтиснення при прокатці вище 12% обумовлює ріст зміцнення металу, що знижує його пластичність і, як наслідок, погіршує показники штампуємості листового металу. Таким чином, заявлений спосіб обробки поверхні листового металу забезпечує зниження інтенсивності зміцнення металу при збільшенні обтиснення при прокатці, що дозволяє знизити металоємкість листового металу з забезпеченням високої штампуємості металу. Суть винаходу пояснюється кресленнями, де зображені: 5 на Фіг.1 - поверхня обробленого листового металу; на Фіг.2 - розріз А-А на Фіг.1; на Фіг.3 - епюри розподілу деформацій зсуву в поверхневому шарі листового металу при формуванні рельєфу. Спосіб, що заявляється, здійснюють таким чином. Листовий метал, наприклад, з маловуглецевої сталі, піддають прокатці з обтисненням 6-12% у валках, один із яких має регулярний рельєф поверхні для передачі його на поверхню оброблюваного металу. При цьому на поверхні листового металу формується рельєф у вигляді сукупності однорідних ромбовидних у плані западин з відношенням розмірів діагоналей d1/d2 у межах 1,4-2,5, орієнтованих малою діагоналлю d2 у напрямку прокатки (див. Фіг.1). При формуванні рельєфу, що заявляється, прокаткою з заявленим режимом обтиснень деформації зсуву у поверхневому шарі листового металу розподіляються оптимально (див. Фіг.3), тобто в порівнянні з квадратною формою западин деформації зсуву у напрямку прокатки збільшені, а в поперечному напрямку, де опір деформуванню максимальний, зменшені. Цим забезпечується зниження інтенсивності зміцнення при прокатці, що одночасно дозволяє підвищити режим обтиснень при формуванні заявленого рельєфу, тим самим досягається зниження металоємкості листового металу при збереженні його штампуємості. Крім того, такий розподіл деформацій зсуву при формуванні однорідних западин на поверхні листового металу сприяє також формуванню однорідних виступів, вершини яких розташовані в одній площині, паралельній площині листа (див. Фіг.2), що при подальшій штамповці забезпечує зниження опору плину металу за рахунок запобігання перетікання мастила між западинами, обумовлюючи високі показники штампуємості. Спосіб, що заявляється, був випробуваний у лабораторних умовах на зразках листової маловуглецевої сталі 08кп (пс). В експериментах досліджували залежність коефіцієнта витяжки від співвідношення діагоналей ромбовидних западин формуємого рельєфу і від величини обтиснення при формуванні рельєфу. Результати досліджень наведені у таблицях 1 та 2, відповідно. 92821 6 Таблиця 1 Залежність коефіцієнта витяжки від співвідношення діагоналей западин формуємого рельєфу №п/п Співвідношення Обтиснення, Коефіцієнт досліду діагоналей d1/d2 % витяжки 1. 1,3 9 2,36 2. 1,4 9 2,38 3. 2,0 9 2,39 4. 2,5 9 2,38 5. 2,6 9 2,35 6. 1,0 9 2,34 Таблиця 2 Залежність коефіцієнта витяжки від величини обтиснення при формуванні рельєфу № п/п Співвідношення Обтиснення, Коефіцієнт досліду діагоналей d1/d2 % витяжки 1. 2,0 6 2,42 2. 2,0 9 2,39 3. 2,0 12 2,36 4. 2,0 13 2,34 З даних, наведених у таблицях, видно, що високі показники штампуємості металу (коефіцієнт витяжки 2,36-2,42) були досягнуті при формуванні на поверхні листового металу заявленого рельєфу прокаткою з заявленими режимами обтиснення (див. табл.1, досліди №№2-4, табл.2, досліди №№1-3). При цьому металоємкість листового металу була знижена на 10-12% у порівнянні зі станом поставки металу, що на 4-6% вище в порівнянні з прототипом. Заявлений спосіб може бути використаний для обробки поверхні листів різної товщини та матеріалу (сталь маловуглецева, нержавіюча, сплави алюмінієві, титанові). Таким чином, заявлений спосіб обробки поверхні листового металу забезпечує зниження інтенсивності зміцнення металу при збільшенні обтиснення при прокатці, що дозволяє знизити металоємкість листового металу з одночасним забезпеченням високої штампуємості металу. 7 Комп’ютерна верстка Н. Лиcенко 92821 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSurface treatment of sheet metal
Автори англійськоюBilyi Yevhenii Tymofiiovych, Bilyi Viacheslav Yevheniiovych, Redko Leonid Olehovych
Назва патенту російськоюСпособ обработки поверхности листового металла
Автори російськоюБелый Евгений Тимофеевич, Белый Вячеслав Евгеньевич, Редько Леонид Олегович
МПК / Мітки
МПК: B21B 1/22, B21B 1/38, B21B 27/02
Мітки: металу, поверхні, листового, спосіб, обробки
Код посилання
<a href="https://ua.patents.su/4-92821-sposib-obrobki-poverkhni-listovogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поверхні листового металу</a>
Спосіб обробки поверхні листового металу
Номер патенту: 42962
Опубліковано: 27.07.2009
Автори: Білий Вячеслав Євгенійович, Редько Леонід Олегович, Білий Євгеній Тимофійович
МПК: B21B 1/00
Мітки: спосіб, обробки, поверхні, металу, листового
Формула / Реферат:
Спосіб обробки поверхні листового металу, що включає прокатку листового металу у валках, один з яких має регулярний рельєф, з формуванням на поверхні листового металу рельєфу у вигляді сукупності однорідних чотирикутних, у плані, западин, розташованих діагоналлю в напрямку прокатки, який відрізняється тим, що формують рельєф у вигляді сукупності однорідних ромбоподібних, у плані, западин з відношенням розмірів діагоналей від 1,4 до 2,5,...
Спосіб оцінки механічних властивостей металу у виробах із листового прокату
Номер патенту: 13670
Опубліковано: 17.04.2006
Автори: Білосточний Василь Володимирович, Білосточний Андрій Васильович, Кармазін Андрій Вікторович, Левтерова Ірина Анатоліївна, Солошенко Павло Васильович, Шебаніц Максим Юрієвич, Троцан Анатолій Іванович, Мурашкін Олександр Вікторович, Зерницький Давид Ілліч
МПК: G01N 1/04
Мітки: металу, листового, властивостей, виробах, прокату, спосіб, оцінки, механічних
Формула / Реферат:
1. Спосіб оцінки механічних властивостей металу у виробах із листового прокату, що включає вирізку проб з листового прокату, призначеного для виготовлення виробу, виготовлення з вирізаних проб стандартних зразків для випробування механічних властивостей, який відрізняється тим, що перед виготовленням стандартних зразків для випробування механічних властивостей проби металу піддають такому ж механічному впливу, як і листовий прокат при...
Спосіб виготовлення куполоподібного тіла обертання із листового металу
Номер патенту: 61928
Опубліковано: 15.12.2003
Автори: Пономарьов Василь Олексійович, Пилипчик Степан Васильович, Шкуль Зіновій Володимирович, Пилипчук Роман Володимирович, Мілевський Станіслав Бернардович, Ткачук Йосип Матвійович, Яремчук Роман Юліанович
МПК: B21D 51/00, B21D 35/00, B21D 22/14, B21D 22/00, B21D 22/20
Мітки: виготовлення, металу, листового, куполоподібного, спосіб, обертання, тіла
Формула / Реферат:
1. Спосіб виготовлення куполоподібного тіла обертання із тонколистового металу, що включає в себе вирізку плоскої заготовки, її ротаційне видавлювання та нагартування, а також глибоке витягнення, який відрізняється тим, що плоску заготовку попередньо піддають ротаційному видавлюванню на оправці з одночасним рівномірним нагартуванням, після чого здійснюють операції глибокого витягнення в штампах.2. Спосіб за п. 1, який відрізняється...
Спосіб пакування предметів, наприклад листового металу (пак-2)
Номер патенту: 62676
Опубліковано: 15.12.2003
Автор: Мануйлов Михайло Іванович
МПК: B65D 63/00, B65D 63/10
Мітки: пак-2, спосіб, листового, пакування, металу, наприклад, предметів
Формула / Реферат:
1. Спосіб пакування предметів, наприклад листового металу, який включає міцне обв'язування у залежності від розмірів пачки в повздовжньому і поперечному напрямку з перехрещуванням за допомогою металевої стрічки чи дроту, кінці яких з'єднують за допомогою замка чи подвійного точкового зварювального шва, чи закручування кінців дроту, який відрізняється тим, що на перехресті повздовжньої і поперечної стрічки чи дроту виконують додатковий...
Пристрій для різання листового металу
Номер патенту: 50806
Опубліковано: 15.11.2002
Автори: Созонтова Вікторія Анатоліївна, Пашнін Валерій Якович
МПК: B23K 7/00
Мітки: різання, пристрій, листового, металу
Формула / Реферат:
Пристрій для різання листового металу, який містить стіл з ребрами, що утворюють відсіки, які з’єднані за допомогою заслінок повітроприймача з повітроводом, і рухомо розташовану над столом газорізальну машину з кулачком для взаємодії з заслінками повітроприймача, який відрізняється тим, що кожна із заслінок розміщена горизонтально і закріплена на вертикальному штоці, який установлений з можливістю зворотно-поступального переміщення, при цьому...
Попередній патент: Калібратор
Випадковий патент: Барабан-стабілізатор із завантажувальним пристроєм