Спосіб виготовлення складнопрофільних виробів на основі композитних структур
Номер патенту: 72722
Опубліковано: 15.03.2005
Автори: Ігнатьєва Вікторія Борисівна, Ігнатьєв Борис Борисович
Формула / Реферат
Спосіб виготовлення складнопрофільних виробів на основі композитних структур, при якому пучки суміші волокон основної арматури та стрічок волокнистої тканини просочують термореактивним сполучним, розподіляють по оправці, обплітають шаром волокнистого матеріалу, просувають крізь формуючий тракт з нагрівальними елементами, профіль якого поступово змінюється, який відрізняється тим, що при стягуванні напівфабрикату з оправки спочатку будь-яким відомим засобом, наприклад роликами, здійснюють формування стійки профілю, фіксацію висоти якої і відмежування від матеріалу полиць забезпечують скріпленням стійки і полиць у точках негативної кривизни поперечного перерізу профілю будь-яким відомим способом, наприклад прошиванням, під будь-яким кутом відносно осі стійки, після чого здійснюють формування полиць профілю будь-яким відомим засобом.
Текст
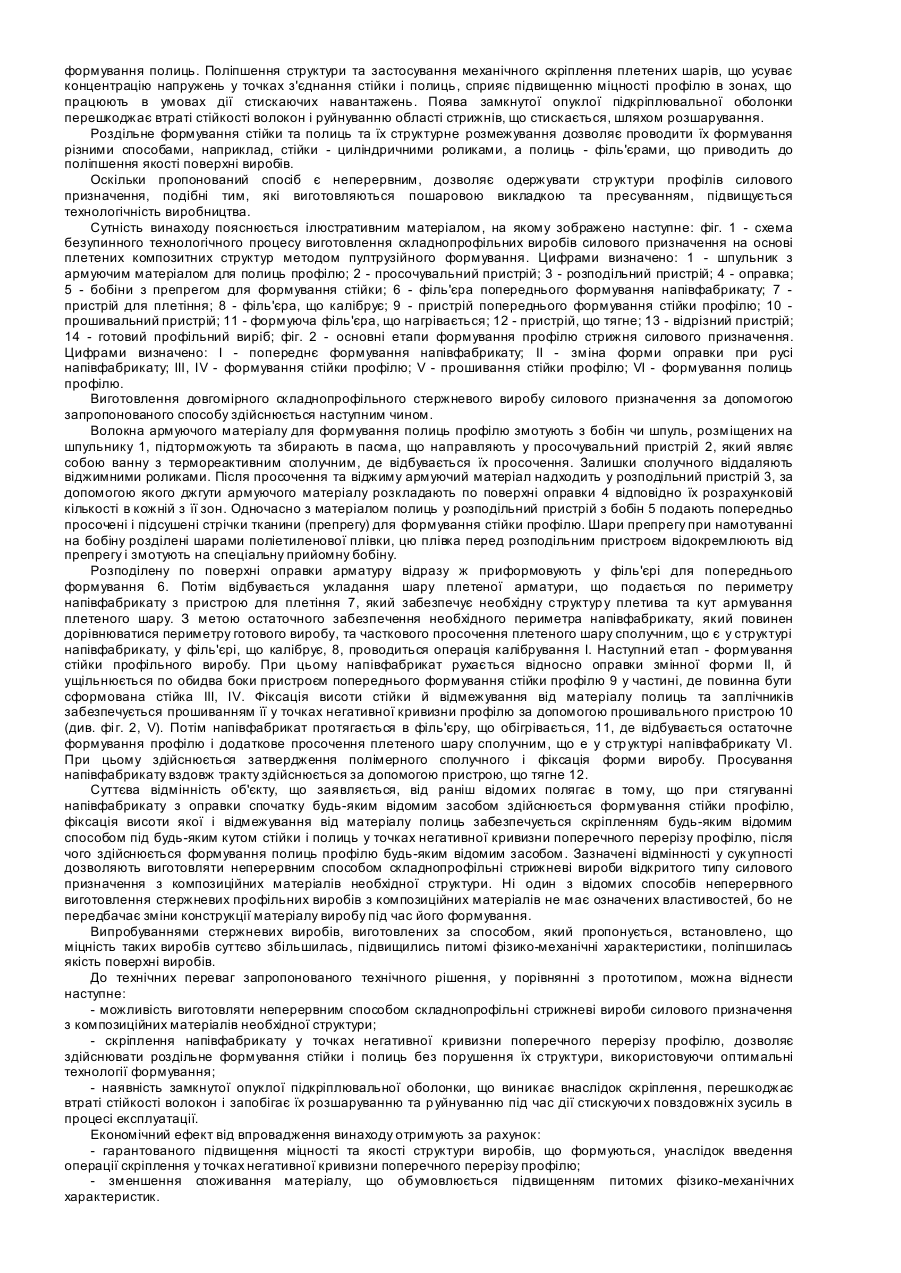
Винахід відноситься до армованих пластиків, а саме: до способів виготовлення довгомірних складнопрофільних стрижневих виробів з композиційних матеріалів та може бути використаний для виробництва профільних елементів силового призначення для будь-яких конструкцій будівельної, машинобудівної та інших галузей. Відомі способи безперервного виготовлення довгомірних композитних стержневих виробів - пултр узія формування просочених термореактивним сполучним джгутів волокнистого армуючого матеріалу під час проходження крізь філь'єру, що нагріта до відповідної температури будь яким відомим способом. Пултрузія дозволяє виготовляти профільні вироби будь-якої форми з односпрямованого композиту [див. патент США №3684622 з класу В29С 19/00, який опубліковано 15.08.72р.]. Недоліком відомих способів є те, що вони не забезпечують отримання виробів з достатніми механічними властивостями, що не дозволяє їх використовувати у конструкціях силового призначення. Відомий також спосіб виготовлення профільних виробів з полімерних композиційних матеріалів методом протягання, при якому для формування виробів використовують дорн із плавно змінюваним профілем поперечного перерізу та профільні філь'єри, що його охоплюють, який дозволяє з трубчастого напівфабрикату отримати профільні вироби [див. авторське свідоцтво СРСР №1785912 з класу В29С 55/30 // В29К 105:08, B29L 9:00, яке опубліковане 07.01.1993 р. у бюлетені № 1]. Недоліком цього способу є рівнотовщинність та однорідність напівфабрикату по всій поверхні, що формується. При цьому неможливо отримати складнопрофільні вироби силового призначення високої якості, які потребують у полках наявність насамперед односпрямованого шару композиційного матеріалу, а у стійках плетеного. Однак реалізація більш складних схем армування під час процесу пултрузії є досить складною, що пов'язано, в першу чергу з тим, що під час проходження крізь філь'єру напівзатверджений матеріал має змогу до порушення своєї структури. При формуванні профілю шари матеріалу, що розташовані на протилежних сторонах трубчасто го полуфабрикату при формуванні з'єднуються за допомогою адгезії сполучного і не можуть протистояти експлуатаційним навантаженням. Найбільш близьким за своєю суттю та ефектом, що досягається, і який приймається за прототип, є спосіб виготовлення виробів з композиційних матеріалів, при якому на шпульнику встановлено котушки з основною арматурою, джгути якої при проходженні через ванну, просочуються підігрітим термореактивним сполучним, залишки якого віджимають у віджимній філь'єрі. Далі пучок просоченої основної арматури розподіляють по периметру оправки та подають до філь'єри обмотувального вузла, що калібрує, діаметр якої обчислюють з урахуванням периметру го тового виробу, після чого на його поверхню вкладають за допомогою обмотника тонкий шар обмотної нитки. На поверхню обмотного шару вкладають повздовжні джгути основної арматури з додаткового шпульнику, після чого отриманий напівфабрикат при проходженні крізь філь'єру, що калібрує, за допомогою обплітувального вузла обплітують зовнішнім шаром допоміжної арматури. Отриманий таким чином коаксіальний напівфабрикат стягують з оправки та посувають до формуючого тракту, перша ділянка якого являє собою чергу коротких філь'єр з профілем прохідного отвору, що поступово змінюється. Філ'єрний вузол, розташований у термокамері, температуру якої встановлюють з врахуванням розрідження сполучного, яке знаходиться у п учці основної арматури, з метою просочення верхніх коаксіальних шарів допоміжної та основної арматури та наступним досягненням сполучним ступеня гелеутворення. Після цього сформований матеріал просувають до вузла формуючих роликів, які розташовані в термокамері остаточної полімеризації, та здійснюють остаточне формування виробу. Просування напівфабрикату вздовж тракту здійснюють за допомогою протяжного пристрою (див. патент України № 32310 з класу B29D 3/02, B29D 23/00, який опубліковано 15.12.2000 р. у бюлетені № 7-ІІ). Недоліком цього способу є те, що при проходженні через філь'єри під час формування профілю, внаслідок зміни положення окремих пучків волокнистої арматури під дією формуючих пристроїв, можливий їх неконтрольований перерозподіл по площі поперечного перерізу. Також недоліком є те, що під час проходження крізь ролики напівзатверджений матеріал має змогу до порушення своєї структури внаслідок різних лінійних швидкостей окремих точок профілю роликів. Ще одним недоліком є те, що при формуванні профілю частини плетених шарів матеріалу, що розташовані на протилежних сторонах напівфабрикату з'єднані за допомогою адгезії сполучного і не можуть протистояти термічним та експлуатаційним навантаженням. Отриманий таким способом виріб має тенденцію до руйнування шляхом розшарування, що має місце в частині профілю, що навантажена стискаючими напруженнями. Руйнування починається у вигляді відшарування плетеного шару в точках негативної кривизни поперечного перерізу профілю, внутрішнього міжшарового руйнування або виклацування елементів полки разом з плетеним шаром поблизу точок негативної кривизни. В основу винаходу поставлено задачу підвищення міцності, якості поверхні та підвищення технологічності процесу виготовлення складнопрофільних виробів силового призначення за рахунок попередження можливості зсування волокон з первісного стану шляхом відмежування матеріалу стійки від матеріалу полиць. Рішення поставленої задачі досягається тим, що у способі виготовлення складнопрофільних стрижневих виробів на основі композитних структур, при якому пучки суміші волокон основної арматури та стрічок волокнистої тканини, просочують термореактивним сполучним, розподіляють по оправці, обплітають шаром волокнистого матеріалу, просувають крізь формуючий тракт з нагрівальними елементами, профіль якого поступово змінюється, згідно з винаходом при стягуванні напівфабрикату з оправки спочатку будь-яким відомим засобом, наприклад, роликами, здійснюють формування стійки профілю, фіксацію висоти якої і відмежування від матеріалу полиць забезпечують скріпленням стійки і полиць у точках негативної кривизни поперечного перерізу профілю, будь-яким відомим способом, наприклад, прошиванням, під будь-яким кутом відносно осі стійки, після чого здійснюють формування полиць профілю будь-яким відомим засобом, наприклад, пресуванням, або протяганням через філь'єру. Запропоноване здійснення способу виготовлення складнопрофільних стрижневих виробів на основі композитних стр уктур дозволяє поліпшити структур у матеріалу виробів, оскільки дозволяє виготовляти полки профілю з переважно односпрямованого матеріалу, який добре сприймає навантаження розтягу-стиснення у конструкціях силового призначення, а стійки - з тканих стрічок, які добре сприймають навантаження зсуву. Матеріали розподіляються по периметру поверхні оправки у потрібних зонах і після формування стійки та скріплення зовнішніх плетених шарів у точках негативної кривизни профілю не можуть змішуватися в процесі формування полиць. Поліпшення структури та застосування механічного скріплення плетених шарів, що усуває концентрацію напружень у точках з'єднання стійки і полиць, сприяє підвищенню міцності профілю в зонах, що працюють в умовах дії стискаючих навантажень. Поява замкнутої опуклої підкріплювальної оболонки перешкоджає втраті стійкості волокон і руйнуванню області стрижнів, що стискається, шляхом розшарування. Роздільне формування стійки та полиць та їх структурне розмежування дозволяє проводити їх формування різними способами, наприклад, стійки - циліндричними роликами, а полиць - філь'єрами, що приводить до поліпшення якості поверхні виробів. Оскільки пропонований спосіб є неперервним, дозволяє одержувати стр уктури профілів силового призначення, подібні тим, які виготовляються пошаровою викладкою та пресуванням, підвищується технологічність виробництва. Сутність винаходу пояснюється ілюстративним матеріалом, на якому зображено наступне: фіг. 1 - схема безупинного технологічного процесу виготовлення складнопрофільних виробів силового призначення на основі плетених композитних структур методом пултрузійного формування. Цифрами визначено: 1 - шпульник з армуючим матеріалом для полиць профілю; 2 - просочувальний пристрій; 3 - розподільний пристрій; 4 - оправка; 5 - бобіни з препрегом для формування стійки; 6 - філь'єра попереднього формування напівфабрикату; 7 пристрій для плетіння; 8 - філь'єра, що калібрує; 9 - пристрій попереднього формування стійки профілю; 10 прошивальний пристрій; 11 - формуюча філь'єра, що нагрівається; 12 - пристрій, що тягне; 13 - відрізний пристрій; 14 - готовий профільний виріб; фіг. 2 - основні етапи формування профілю стрижня силового призначення. Цифрами визначено: І - попереднє формування напівфабрикату; II - зміна форми оправки при русі напівфабрикату; III, IV - формування стійки профілю; V - прошивання стійки профілю; VI - формування полиць профілю. Виготовлення довгомірного складнопрофільного стержневого виробу силового призначення за допомогою запропонованого способу здійснюється наступним чином. Волокна армуючого матеріалу для формування полиць профілю змотують з бобін чи шпуль, розміщених на шпульнику 1, підторможують та збирають в пасма, що направляють у просочувальний пристрій 2, який являє собою ванну з термореактивним сполучним, де відбувається їх просочення. Залишки сполучного віддаляють віджимними роликами. Після просочення та віджиму армуючий матеріал надходить у розподільний пристрій 3, за допомогою якого джгути армуючого матеріалу розкладають по поверхні оправки 4 відповідно їх розрахунковій кількості в кожній з її зон. Одночасно з матеріалом полиць у розподільний пристрій з бобін 5 подають попередньо просочені і підсушені стрічки тканини (препрегу) для формування стійки профілю. Шари препрегу при намотуванні на бобіну розділені шарами поліетиленової плівки, цю плівка перед розподільним пристроєм відокремлюють від препрегу і змотують на спеціальну прийомну бобіну. Розподілену по поверхні оправки арматуру відразу ж приформовують у філь'єрі для попереднього формування 6. Потім відбувається укладання шару плетеної арматури, що подається по периметру напівфабрикату з пристрою для плетіння 7, який забезпечує необхідну структур у плетива та кут армування плетеного шару. З метою остаточного забезпечення необхідного периметра напівфабрикату, який повинен дорівнюватися периметру готового виробу, та часткового просочення плетеного шару сполучним, що є у структурі напівфабрикату, у філь'єрі, що калібрує, 8, проводиться операція калібрування І. Наступний етап - формування стійки профільного виробу. При цьому напівфабрикат рухається відносно оправки змінної форми II, й ущільнюється по обидва боки пристроєм попереднього формування стійки профілю 9 у частині, де повинна бути сформована стійка III, IV. Фіксація висоти стійки й відмежування від матеріалу полиць та заплічників забезпечується прошиванням її у точках негативної кривизни профілю за допомогою прошивального пристрою 10 (див. фі г. 2, V). Потім напівфабрикат протягається в філь'єру, що обігрівається, 11, де відбувається остаточне формування профілю і додаткове просочення плетеного шару сполучним, що е у стр уктурі напівфабрикату VI. При цьому здійснюється затвердження полімерного сполучного і фіксація форми виробу. Просування напівфабрикату вздовж тракту здійснюється за допомогою пристрою, що тягне 12. Суттєва відмінність об'єкту, що заявляється, від раніш відомих полягає в тому, що при стягуванні напівфабрикату з оправки спочатку будь-яким відомим засобом здійснюється формування стійки профілю, фіксація висоти якої і відмежування від матеріалу полиць забезпечується скріпленням будь-яким відомим способом під будь-яким кутом стійки і полиць у точках негативної кривизни поперечного перерізу профілю, після чого здійснюється формування полиць профілю будь-яким відомим засобом . Зазначені відмінності у сук упності дозволяють виготовляти неперервним способом складнопрофільні стрижневі вироби відкритого типу силового призначення з композиційних матеріалів необхідної структури. Ні один з відомих способів неперервного виготовлення стержневих профільних виробів з композиційних матеріалів не має означених властивостей, бо не передбачає зміни конструкції матеріалу виробу під час його формування. Випробуваннями стержневих виробів, виготовлених за способом, який пропонується, встановлено, що міцність таких виробів суттєво збільшилась, підвищились питомі фізико-механічні характеристики, поліпшилась якість поверхні виробів. До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести наступне: - можливість виготовляти неперервним способом складнопрофільні стрижневі вироби силового призначення з композиційних матеріалів необхідної структури; - скріплення напівфабрикату у точках негативної кривизни поперечного перерізу профілю, дозволяє здійснювати роздільне формування стійки і полиць без порушення їх структури, використовуючи оптимальні технології формування; - наявність замкнутої опуклої підкріплювальної оболонки, що виникає внаслідок скріплення, перешкоджає втраті стійкості волокон і запобігає їх розшаруванню та р уйнуванню під час дії стискуючи х повздовжніх зусиль в процесі експлуатації. Економічний ефект від впровадження винаходу отримують за рахунок: - гарантованого підвищення міцності та якості структури виробів, що формуються, унаслідок введення операції скріплення у точкахнегативної кривизни поперечного перерізу профілю; - зменшення споживання матеріалу, що обумовлюється підвищенням питомих фізико-механічних характеристик.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of complex profile articles on the basis of composite structures
Автори англійськоюIhnatiev Borys Borysovych, Ihnatieva Viktoria Borysivna
Назва патенту російськоюСпособ изготовления сложнопрофильных изделий на основе композитных структур
Автори російськоюИгнатьев Борис Борисович, Игнатьева Виктория Борисовна
МПК / Мітки
МПК: B29D 23/00
Мітки: структур, виготовлення, виробів, складнопрофільних, композитних, основі, спосіб
Код посилання
<a href="https://ua.patents.su/3-72722-sposib-vigotovlennya-skladnoprofilnikh-virobiv-na-osnovi-kompozitnikh-struktur.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення складнопрофільних виробів на основі композитних структур</a>
Спосіб виготовлення будівельних виробів на основі дигідрату сульфату кальція
Номер патенту: 34928
Опубліковано: 15.03.2001
Автори: Дворкін Леонід Йосипович, Скрипник Ігор Гаврилович, Мироненко Анатолій Васильович, Іщук Олександр Олександрович
МПК: C04B 28/14
Мітки: спосіб, кальція, виробів, будівельних, дигідрату, сульфату, основі, виготовлення
Формула / Реферат:
Спосіб виготовлення будівельних виробів на основі дигідрату сульфату кальцій, що включає підсушування дигідрату сульфату кальція (природного гіпсового каменю, фосфогіпсу та інших), помел, зволоження, перемішування, формування виробів та теплову обробку, який відрізняється тим, що зволоження меленого дигідрату сульфату кальція здійснюється ортофосфорною кислотою у кількості 7...15% від маси суміші, а теплова обробка відформованих виробів...
Спосіб виготовлення будівельних виробів на основі фосфогіпсу-дигідрату
Номер патенту: 55456
Опубліковано: 15.04.2003
Автори: Дворкін Леонід Йосипович, Мироненко Анатолій Васильович, Іщук Олександр Олександрович
МПК: C04B 22/06, C04B 28/14
Мітки: виготовлення, спосіб, виробів, фосфогіпсу-дигідрату, основі, будівельних
Формула / Реферат:
Спосіб виготовлення будівельних виробів на основі фосфогіпсу-дигідрату, що включає підсушування фосфогіпсу-дигідрату, помел, зволоження, перемішування, формування виробів шляхом пресування, який відрізняється тим, що при помелі в суміш вводять домішку у вигляді одного оксиду із групи СuО, Fе2О3, NiO, ZnO у кількості 0,5-1,5 % від маси суміші, а зволоження суміші здійснюють ортофосфорною кислотою при рідинно-твердому відношенні 0,07-0,15 і при...
Спосіб виготовлення кондитерських виробів на основі ядер насіння соняшника
Номер патенту: 45461
Опубліковано: 15.04.2002
Автори: Ханик Іван Андрійович, Радкевич Іван Миколайович, Дубовий Борис Васильович
Мітки: спосіб, виготовлення, ядер, соняшника, основі, насіння, кондитерських, виробів
Формула / Реферат:
Спосіб виготовлення кондитерських виробів на основі ядер насіння соняшника, що передбачає термічну їх обробку, розпилення на гарячі ядра кондиру з наступним охолодженням, який відрізняється тим, що на гарячі ядра насіння соняшника, поміщені в дражувальний барабан, що обертається, наносять кондир при температурі на вході від 80 - 90°С у кількості 5% від загальної маси продукту та суміш із сухого екстракту солоду у кількості 10 - 30% і цукрової...
Спосіб прокатки складнопрофільних кільцевих виробів
Номер патенту: 19058
Опубліковано: 25.12.1997
Автори: Горб Євген Васильович, Яковченко Олександр Васильович, Хейфец Валентин Ільіч, Староселецький Михайло Іліч, Озимин Віктор Михайлович, Донський Анатолій Петрович, Нечепоренко Анатолій Петрович
МПК: B21H 1/00
Мітки: спосіб, прокатки, виробів, кільцевих, складнопрофільних
Формула / Реферат:
Способ прокатки сложнопрофильных кольцевых изделий, включающий деформацию в двустороннем очаге с приложением усилий к наружной и внутренней поверхностям кольцевой заготовки, отличающий-с я тем, что при прокатке осуществляют дополнительную одностороннюю деформацию локальных участков контура заготовки, при этом длина каждого локального участка соответствует длине непрофилированного участка изделия, а величину деформации на локальных участках...
Спосіб виготовлення виробів, композиційний матеріал для виготовлення виробів і установка для виготовлення виробів

Номер патенту: 69498
Опубліковано: 15.09.2004
Автори: Савостов Ніколай Сєргєєвіч, Вязовчєнко Павєл Андрєєвіч
МПК: B44C 5/00
Мітки: композиційний, установка, спосіб, матеріал, виробів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення виробів, що полягає в розміщенні у формі вологої однорідної суміші, яка включає формувальну масу зі зв'язувальними частками і наповнювачем, здійсненні її ущільнення і наступному сушінні, який відрізняється тим, що як зв'язувальні частки використовують частки розміром 0,01-10 мкм, причому ущільнення вологої однорідної суміші здійснюють шляхом впливу на неї регульованими динамічними навантаженнями для забезпечення...
Попередній патент: Фармацевтична композиція для лікування захворювань шкіри
Наступний патент: Спосіб лікування хвороби вина “мишачий тон”
Випадковий патент: Пневматичний сепаратор