Спосіб дифузійного зварювання металів
Номер патенту: 93453
Опубліковано: 10.02.2011
Автори: Іванов Юрій Федорович, Матвієнко Максим Валентинович, Бутенко Юрій Васильович, Коваль Микола Миколайович, Квасницький Вячеслав Федорович, Квасницький Віктор Вячеславович
Формула / Реферат
1. Спосіб дифузійного зварювання металів, що включає нагрів з'єднуваних деталей до температури зварювання, їх стиснення, витримку при заданих умовах і охолодження, який відрізняється тим, що з'єднувані поверхні попередньо обробляють, розплавляючи приповерхневий шар металу, для кристалізації в умовах високого градієнта температур.
2. Спосіб за п. 1, який відрізняється тим, що попередню обробку проводять високострумовим багатоімпульсним електронним пучком, щільність потужності якого, тривалість імпульсів та їх кількість вибирають з урахуванням властивостей з'єднуваних матеріалів та бажаної глибини розплавлення.
3. Спосіб за п. 1, який відрізняється тим, що попередню обробку проводять високошвидким нагріванням струмами високої частоти, при цьому частоту вибирають з урахуванням властивостей з'єднуваних матеріалів та бажаної глибини розплавлення.
Текст
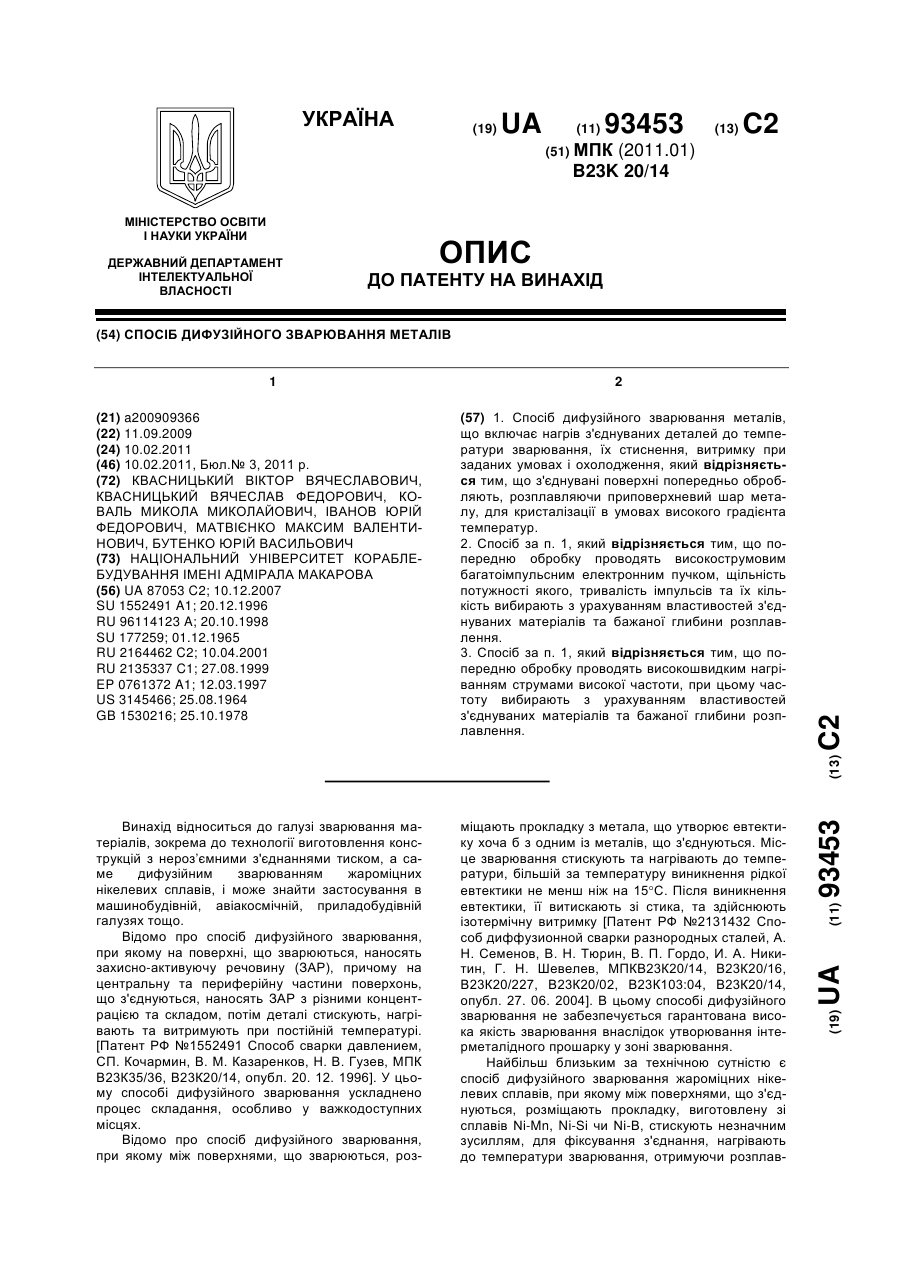
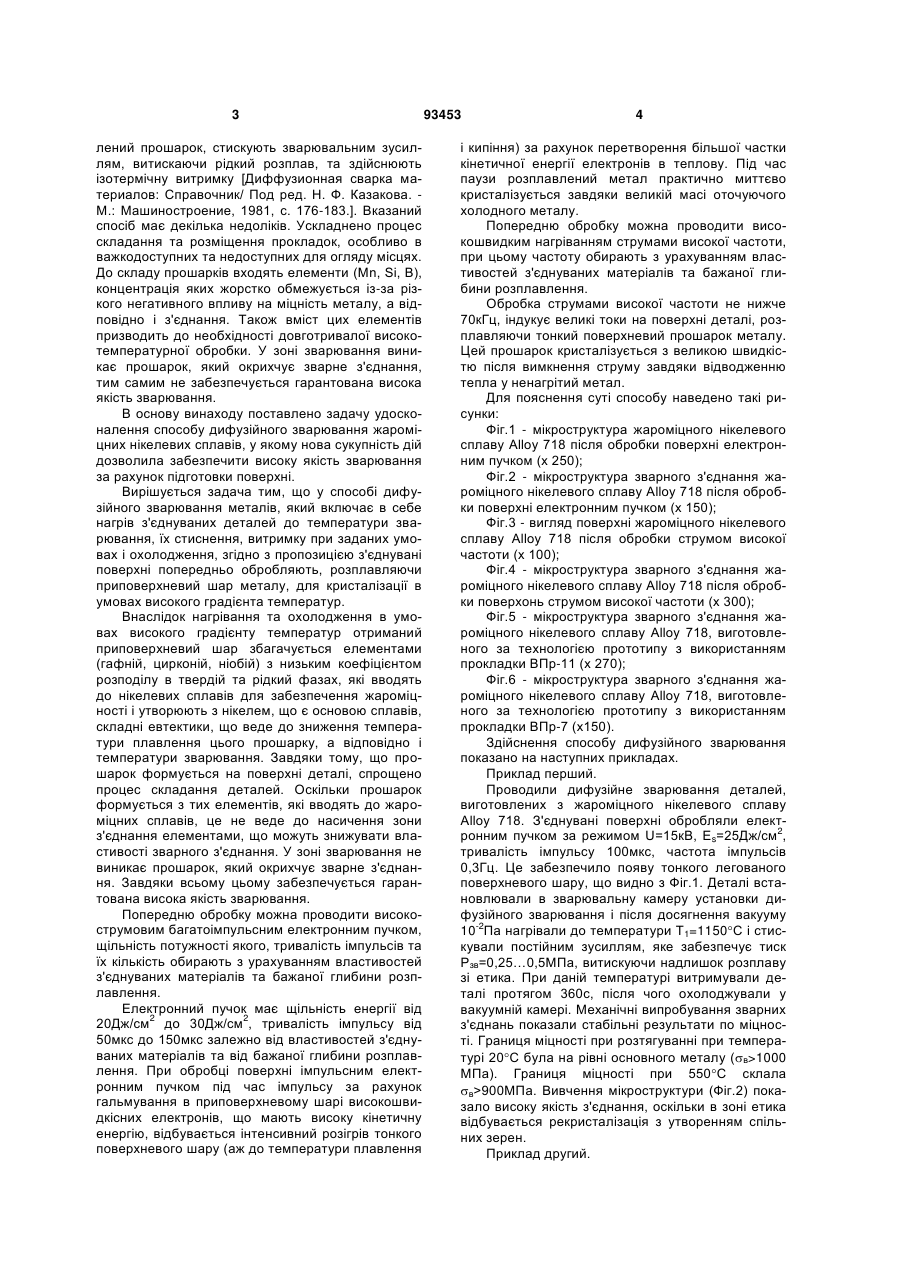
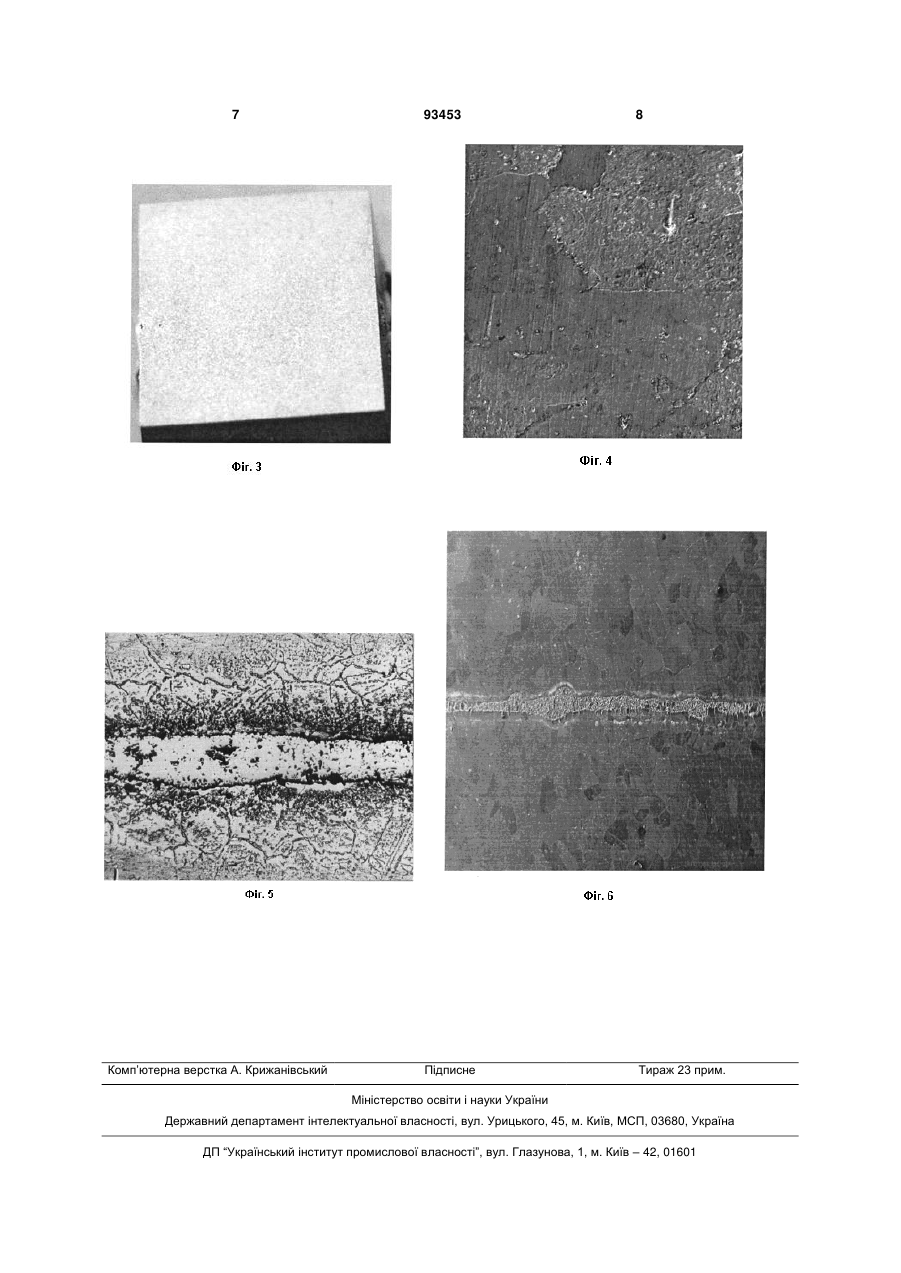
1. Спосіб дифузійного зварювання металів, що включає нагрів з'єднуваних деталей до температури зварювання, їх стиснення, витримку при заданих умовах і охолодження, який відрізняється тим, що з'єднувані поверхні попередньо обробляють, розплавляючи приповерхневий шар металу, для кристалізації в умовах високого градієнта температур. 2. Спосіб за п. 1, який відрізняється тим, що попередню обробку проводять високострумовим багатоімпульсним електронним пучком, щільність потужності якого, тривалість імпульсів та їх кількість вибирають з урахуванням властивостей з'єднуваних матеріалів та бажаної глибини розплавлення. 3. Спосіб за п. 1, який відрізняється тим, що попередню обробку проводять високошвидким нагріванням струмами високої частоти, при цьому частоту вибирають з урахуванням властивостей з'єднуваних матеріалів та бажаної глибини розплавлення. Винахід відноситься до галузі зварювання матеріалів, зокрема до технології виготовлення конструкцій з нероз’ємними з'єднаннями тиском, а саме дифузійним зварюванням жароміцних нікелевих сплавів, і може знайти застосування в машинобудівній, авіакосмічній, приладобудівній галузях тощо. Відомо про спосіб дифузійного зварювання, при якому на поверхні, що зварюються, наносять захисно-активуючу речовину (ЗАР), причому на центральну та периферійну частини поверхонь, що з'єднуються, наносять ЗАР з різними концентрацією та складом, потім деталі стискують, нагрівають та витримують при постійній температурі. [Патент РФ №1552491 Способ сварки давлением, СП. Кочармин, В. М. Казаренков, Н. В. Гузев, МПК В23К35/36, В23К20/14, опубл. 20. 12. 1996]. У цьому способі дифузійного зварювання ускладнено процес складання, особливо у важкодоступних місцях. Відомо про спосіб дифузійного зварювання, при якому між поверхнями, що зварюються, роз міщають прокладку з метала, що утворює евтектику хоча б з одним із металів, що з'єднуються. Місце зварювання стискують та нагрівають до температури, більшій за температуру виникнення рідкої евтектики не менш ніж на 15С. Після виникнення евтектики, її витискають зі стика, та здійснюють ізотермічну витримку [Патент РФ №2131432 Способ диффузионной сварки разнородных сталей, А. Н. Семенов, В. Н. Тюрин, В. П. Гордо, И. А. Никитин, Г. Н. Шевелев, МПКВ23К20/14, В23К20/16, В23К20/227, В23К20/02, В23К103:04, В23К20/14, опубл. 27. 06. 2004]. В цьому способі дифузійного зварювання не забезпечується гарантована висока якість зварювання внаслідок утворювання інтерметалідного прошарку у зоні зварювання. Найбільш близьким за технічною сутністю є спосіб дифузійного зварювання жароміцних нікелевих сплавів, при якому між поверхнями, що з'єднуються, розміщають прокладку, виготовлену зі сплавів Ni-Mn, Ni-Si чи Ni-B, стискують незначним зусиллям, для фіксування з'єднання, нагрівають до температури зварювання, отримуючи розплав (19) UA (11) 93453 (13) (21) a200909366 (22) 11.09.2009 (24) 10.02.2011 (46) 10.02.2011, Бюл.№ 3, 2011 р. (72) КВАСНИЦЬКИЙ ВІКТОР ВЯЧЕСЛАВОВИЧ, КВАСНИЦЬКИЙ ВЯЧЕСЛАВ ФЕДОРОВИЧ, КОВАЛЬ МИКОЛА МИКОЛАЙОВИЧ, ІВАНОВ ЮРІЙ ФЕДОРОВИЧ, МАТВІЄНКО МАКСИМ ВАЛЕНТИНОВИЧ, БУТЕНКО ЮРІЙ ВАСИЛЬОВИЧ (73) НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ КОРАБЛЕБУДУВАННЯ ІМЕНІ АДМІРАЛА МАКАРОВА (56) UA 87053 C2; 10.12.2007 SU 1552491 A1; 20.12.1996 RU 96114123 A; 20.10.1998 SU 177259; 01.12.1965 RU 2164462 C2; 10.04.2001 RU 2135337 C1; 27.08.1999 EP 0761372 A1; 12.03.1997 US 3145466; 25.08.1964 GB 1530216; 25.10.1978 C2 1 3 лений прошарок, стискують зварювальним зусиллям, витискаючи рідкий розплав, та здійснюють ізотермічну витримку [Диффузионная сварка материалов: Справочник/ Под ред. Н. Ф. Казакова. М.: Машиностроение, 1981, с. 176-183.]. Вказаний спосіб має декілька недоліків. Ускладнено процес складання та розміщення прокладок, особливо в важкодоступних та недоступних для огляду місцях. До складу прошарків входять елементи (Mn, Si, В), концентрація яких жорстко обмежується із-за різкого негативного впливу на міцність металу, а відповідно і з'єднання. Також вміст цих елементів призводить до необхідності довготривалої високотемпературної обробки. У зоні зварювання виникає прошарок, який окрихчує зварне з'єднання, тим самим не забезпечується гарантована висока якість зварювання. В основу винаходу поставлено задачу удосконалення способу дифузійного зварювання жароміцних нікелевих сплавів, у якому нова сукупність дій дозволила забезпечити високу якість зварювання за рахунок підготовки поверхні. Вирішується задача тим, що у способі дифузійного зварювання металів, який включає в себе нагрів з'єднуваних деталей до температури зварювання, їх стиснення, витримку при заданих умовах і охолодження, згідно з пропозицією з'єднувані поверхні попередньо обробляють, розплавляючи приповерхневий шар металу, для кристалізації в умовах високого градієнта температур. Внаслідок нагрівання та охолодження в умовах високого градієнту температур отриманий приповерхневий шар збагачується елементами (гафній, цирконій, ніобій) з низьким коефіцієнтом розподілу в твердій та рідкий фазах, які вводять до нікелевих сплавів для забезпечення жароміцності і утворюють з нікелем, що є основою сплавів, складні евтектики, що веде до зниження температури плавлення цього прошарку, а відповідно і температури зварювання. Завдяки тому, що прошарок формується на поверхні деталі, спрощено процес складання деталей. Оскільки прошарок формується з тих елементів, які вводять до жароміцних сплавів, це не веде до насичення зони з'єднання елементами, що можуть знижувати властивості зварного з'єднання. У зоні зварювання не виникає прошарок, який окрихчує зварне з'єднання. Завдяки всьому цьому забезпечується гарантована висока якість зварювання. Попередню обробку можна проводити високострумовим багатоімпульсним електронним пучком, щільність потужності якого, тривалість імпульсів та їх кількість обирають з урахуванням властивостей з'єднуваних матеріалів та бажаної глибини розплавлення. Електронний пучок має щільність енергії від 20Дж/см2 до 30Дж/см2, тривалість імпульсу від 50мкс до 150мкс залежно від властивостей з'єднуваних матеріалів та від бажаної глибини розплавлення. При обробці поверхні імпульсним електронним пучком під час імпульсу за рахунок гальмування в приповерхневому шарі високошвидкісних електронів, що мають високу кінетичну енергію, відбувається інтенсивний розігрів тонкого поверхневого шару (аж до температури плавлення 93453 4 і кипіння) за рахунок перетворення більшої частки кінетичної енергії електронів в теплову. Під час паузи розплавлений метал практично миттєво кристалізується завдяки великій масі оточуючого холодного металу. Попередню обробку можна проводити високошвидким нагріванням струмами високої частоти, при цьому частоту обирають з урахуванням властивостей з'єднуваних матеріалів та бажаної глибини розплавлення. Обробка струмами високої частоти не нижче 70кГц, індукує великі токи на поверхні деталі, розплавляючи тонкий поверхневий прошарок металу. Цей прошарок кристалізується з великою швидкістю після вимкнення струму завдяки відводженню тепла у ненагрітий метал. Для пояснення суті способу наведено такі рисунки: Фіг.1 - мікроструктура жароміцного нікелевого сплаву Alloy 718 після обробки поверхні електронним пучком (х 250); Фіг.2 - мікроструктура зварного з'єднання жароміцного нікелевого сплаву Alloy 718 після обробки поверхні електронним пучком (х 150); Фіг.3 - вигляд поверхні жароміцного нікелевого сплаву Alloy 718 після обробки струмом високої частоти (х 100); Фіг.4 - мікроструктура зварного з'єднання жароміцного нікелевого сплаву Alloy 718 після обробки поверхонь струмом високої частоти (х 300); Фіг.5 - мікроструктура зварного з'єднання жароміцного нікелевого сплаву Alloy 718, виготовленого за технологією прототипу з використанням прокладки ВПр-11 (х 270); Фіг.6 - мікроструктура зварного з'єднання жароміцного нікелевого сплаву Alloy 718, виготовленого за технологією прототипу з використанням прокладки ВПр-7 (х150). Здійснення способу дифузійного зварювання показано на наступних прикладах. Приклад перший. Проводили дифузійне зварювання деталей, виготовлених з жароміцного нікелевого сплаву Alloy 718. З'єднувані поверхні обробляли електронним пучком за режимом U=15кВ, Еs=25Дж/см2, тривалість імпульсу 100мкс, частота імпульсів 0,3Гц. Це забезпечило появу тонкого легованого поверхневого шару, що видно з Фіг.1. Деталі встановлювали в зварювальну камеру установки дифузійного зварювання і після досягнення вакууму 10-2Па нагрівали до температури Т1=1150С і стискували постійним зусиллям, яке забезпечує тиск Рзв=0,25…0,5МПа, витискуючи надлишок розплаву зі етика. При даній температурі витримували деталі протягом 360с, після чого охолоджували у вакуумній камері. Механічні випробування зварних з'єднань показали стабільні результати по міцності. Границя міцності при розтягуванні при температурі 20С була на рівні основного металу (в>1000 МПа). Границя міцності при 550С склала в>900МПа. Вивчення мікроструктури (Фіг.2) показало високу якість з'єднання, оскільки в зоні етика відбувається рекристалізація з утворенням спільних зерен. Приклад другий. 5 Проводили дифузійне зварювання деталей, виготовлених зі жароміцного нікелевого сплаву Alloy 718. З'єднувані поверхні обробляли струмами високої частоти 75кГц, час обробки 80с Це забезпечило появу тонкого легованого поверхневого шару, вигляд якого показано на Фіг.3. Деталі встановлювали в зварювальну камеру установки дифузійного зварювання і після досягнення вакууму 10-2Па нагрівали до температури Т1=1160С і стискували постійним зусиллям, яке забезпечує тиск Рзв=0,25…0,5МПа, витискуючи надлишок розплаву зі етика. При даній температурі витримували деталі протягом 360с, після чого охолоджували у вакуумній камері. Механічні випробування зварних з'єднань показали стабільні результати по міцності. Границя міцності при розтягуванні при температурі 20С була на рівні основного металу (в>1000МПа). Границя міцності при 550С склала в>900МПа. Вивчення мікроструктури (Фіг.4) показало високу якість з'єднання, оскільки в зоні етика відбувається рекристалізація з утворенням спільних зерен. Для порівняння здійснювали зварювання сплаву Alloy 718 за схемами прототипу. Режими зварювання: температура Т=1170С, стискувальне зусилля, що забезпечує тиск Рзв=15МПа, час зварювання t=600c. Використовувалася прослойка ВПр-11 зі складом: 15% Сr, 4,5% 93453 6 Si, 2,5% В, 0,5% С, 4% Fe, основа Ni. Механічні випробування зварних з'єднань показали, що границя міцності при розтягуванні при температурі 20С склала в=650-830МПа, при температурі 550С склала в=510-785МПа. Руйнування відбувалося по стику. Вивчення мікроструктури (Фіг.5) показало чітко виражений прошарок, що і призводить до руйнування з'єднання по стику. Режими зварювання: температура Т=1180С, стискувальне зусилля, що забезпечує тиск Рзв=15МПа, час зварювання t=500c. Використовувалася прослойка ВПр-7 зі складом: 33% Mn, 1% Nb, основа Ni. Механічні випробування зварних з'єднань показали, що границя міцності при розтягуванні при температурі 20С склала в=635810МПа, при температурі 550С склала в=515755МПа. Руйнування відбувалося по стику. Вивчення мікроструктури (Фіг.6) показало чітко виражений прошарок, що і призводить до руйнування з'єднання по стику. Використання винаходу в порівнянні з відомим способом дозволяє підвищити якість з'єднань за рахунок зниження температури зварювання, спрощення процесу складання деталей, перешкоджання насиченню зони з'єднання елементами, що можуть знижувати властивості зварного з'єднання, та утворювати у зоні зварювання прошарку, який окрихчує зварне з'єднання. 7 Комп’ютерна верстка А. Крижанівський 93453 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of diffusion welding metals
Автори англійськоюKvasnytskyi Viktor Viacheslavovych, Kvasnytskyi Viacheslav Fedorovych, Koval Mykola Mykolaiovych, Ivanov Yurii Fedorovych, Matviienko Maksym Valentynovych, Butenko Yurii Vasyliovych
Назва патенту російськоюСпособ диффузионной сварки металлов
Автори російськоюКвасницкий Виктор Вячеславович, Квасницкий Вячеслав Федорович, Коваль Николай Николаевич, Иванов Юрий Федорович, Матвиенко Максим Валентинович, Бутенко Юрий Васильевич
МПК / Мітки
МПК: B23K 20/14
Мітки: металів, дифузійного, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-93453-sposib-difuzijjnogo-zvaryuvannya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб дифузійного зварювання металів</a>
Спосіб дифузійного зварювання металів
Номер патенту: 47368
Опубліковано: 25.01.2010
Автори: Іванов Юрій Федорович, Квасницький Віктор Вячеславович, Квасницький Вячеслав Федорович, Матвієнко Максим Валентинович, Коваль Миколай Миколайович, Маркашова Людмила Іванівна
МПК: B23K 20/14
Мітки: зварювання, спосіб, металів, дифузійного
Формула / Реферат:
1. Спосіб дифузійного зварювання металів, що включає нагрівання з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що з'єднувані поверхні попередньо обробляють високострумовим імпульсним електронним пучком.2. Спосіб за п. 1, який відрізняється тим, що щільність потужності електронного пучка вибирають з урахуванням властивостей з'єднуваних матеріалів та бажаної глибини...
Спосіб дифузійного зварювання металів
Номер патенту: 79181
Опубліковано: 25.05.2007
Автори: Вовченко Олександр Іванович, Половинко Володимир Дмитрович, Юрченко Євген Степанович
МПК: B23K 31/02
Мітки: зварювання, дифузійного, металів, спосіб
Формула / Реферат:
Спосіб дифузійного зварювання металів, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що після стискання деталей по черзі через кожну деталь уздовж зони зварювання пропускають серію імпульсів однополярного струму чи імпульсів змінного струму амплітудною щільністю
Спосіб дифузійного зварювання матеріалів
Номер патенту: 23414
Опубліковано: 25.05.2007
Автори: Єрмолаєв Геннадій Володимирович, Квасницький Віктор Вячеславович, Квасницький Вячеслав Федорович, Волошин Валерій Юрійович, Бугаєнко Борис Васильович, Матвієнко Максим Валентинович
МПК: B23K 20/14
Мітки: спосіб, матеріалів, зварювання, дифузійного
Формула / Реферат:
1. Спосіб дифузійного зварювання матеріалів, при якому проводять нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що в процесі зварювання створюють циклічне зниження та підвищення температури.2. Спосіб за п. 1, який відрізняється тим, що кількість циклічних знижень та підвищень температури, а також кількісний розмір циклування вибирають в залежності від...
Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки
Номер патенту: 41718
Опубліковано: 10.06.2009
Автори: Ганєєв Тимур Рашитович, Харченко Геннадій Костянтинович, Новомлинець Олег Олександрович, Прибитько Ірина Олександрівна, Руденко Михайло Миколайович
МПК: B23K 20/00
Мітки: вакуумі, дифузійного, прошарки, спосіб, зварювання, сублімовані
Формула / Реферат:
Спосіб дифузійного зварювання у вакуумі через сублімовані прошарки, який включає стискання деталей, що зварюються, нагрів до температури зварювання і витримку протягом часу, необхідного для одержання міцного з'єднання, який відрізняється тим, що перед стисканням заготовки, що зварюються, встановлюють та фіксують у робочій камері за допомогою спеціальної оснастки таким чином, щоб зазор між поверхнями становив 0,5-1 мм, потім нагрівають...
Спосіб дифузійного зварювання матеріалів
Номер патенту: 81583
Опубліковано: 10.01.2008
Автори: Волошин Валерій Юрійович, Бугаєнко Борис Васильович, Матвієнко Максим Валентинович, Квасницький Віктор Вячеславович, Єрмолаєв Геннадій Володимирович, Квасницький Вячеслав Федорович
МПК: B23K 20/14
Мітки: спосіб, зварювання, дифузійного, матеріалів
Формула / Реферат:
1. Спосіб дифузійного зварювання матеріалів, що включає в себе нагрів з'єднуваних деталей до температури зварювання, їх стиснення і витримку при заданих умовах, який відрізняється тим, що в процесі зварювання створюють циклічне зниження та підвищення температури.2. Спосіб за п. 1, який відрізняється тим, що кількість циклічних знижень та підвищень температури, а також кількісний розмір...