Пристрій для виготовлення деталей типу відвозів
Номер патенту: 9462
Опубліковано: 30.09.1996
Автори: Мільченко Євген Іванович, Сухов Віталій Вікторович, Венцківський Олександр Віталієвич, Поліщук Василь Олександрович

Формула / Реферат
Устройство для изготовления деталей типа отводов по п. 2 авт.св.№ 1262797, отличающееся тем, что, с целью повышения производительности труда за счет сокращения времени переналадки, фиксатор рабочего положения матрицы выполнен в виде двух расположенных параллельно оси матрицы стоек, закрепленных одним концом на нижней и верхней плитах, свободный конец каждой из которых обращен к матрице и выполнен с параллельными скосами, двух выполненных в платформе пазов для перемещения стоек, а также расположенных по обе стороны от пазов двух пар упоров, при этом один из упомянутой пары упоров, расположенный со стороны паза, обращенной к матрице, неподвижно смонтирован на платформе, а второй установлен шарнирно и подпружинен, упоры выполнены на обращенных к стойке поверхностях со скосами, соответствующими скосам стойки, и установлены с возможностью взаимодействия с последними.
Текст
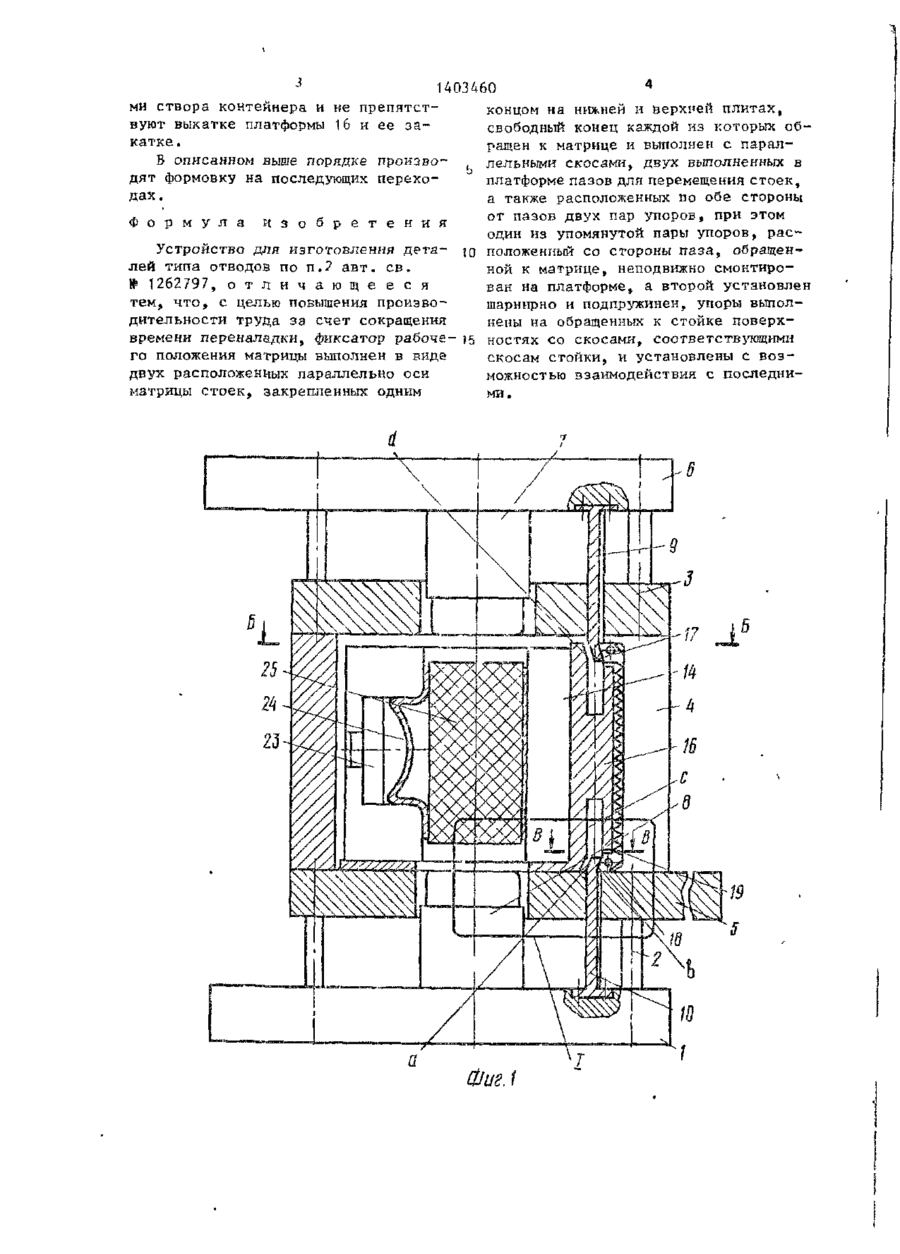
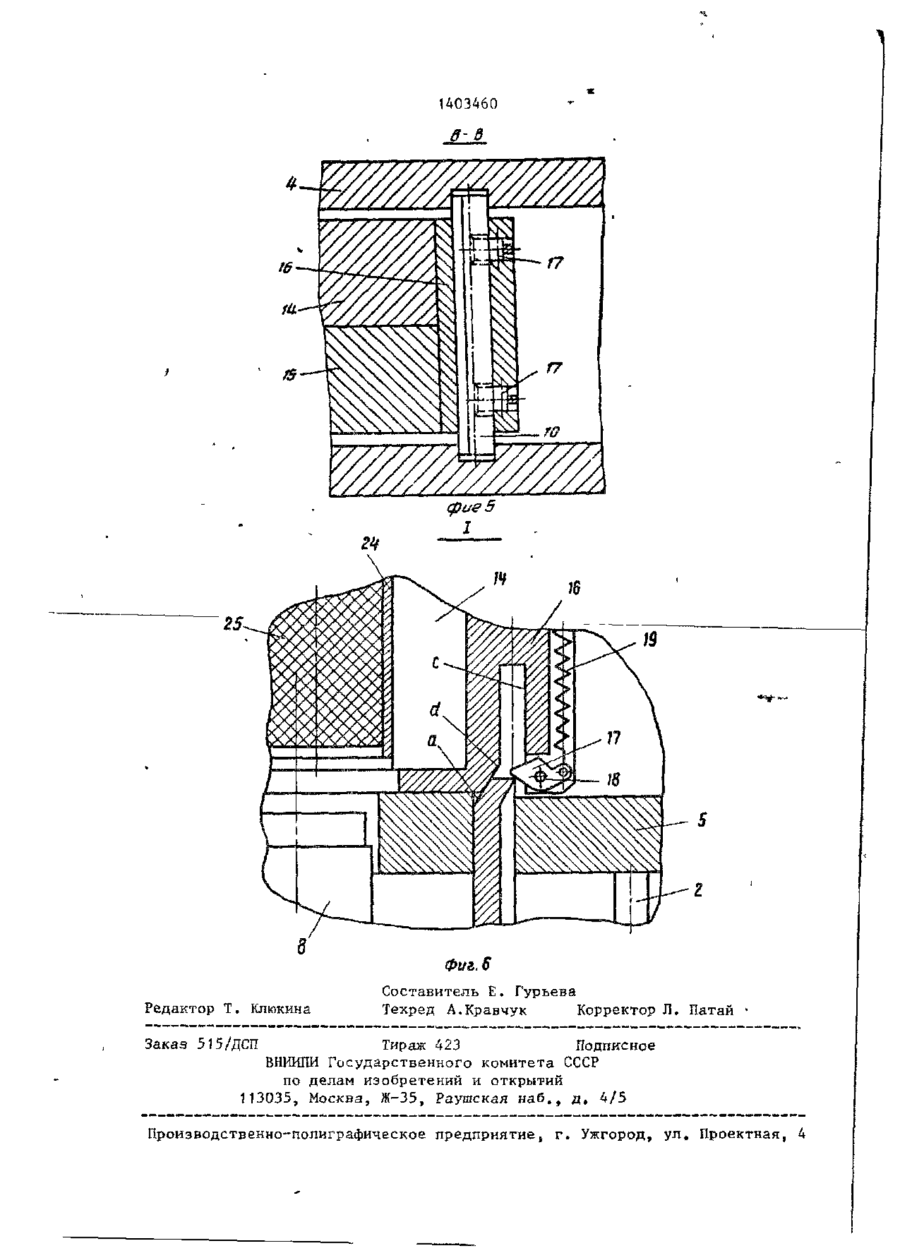
Изобретение касается обработки металлов давлением и может быть использовано в авиастроении и ракетостроении, а также в химическом машиностроении и судостроении. Цель изобретения - повышение производительности труда. Это достигается тем, что фиксатор рабочего положения матрицы 22-88 выполнен в виде стоек (СТ) 9 и 10, свободные концы которых выполнены со скосами а и Ь . , Платформу (її) 16 с установленными на ней полуматрицами с оснасткой для формования и заготовкой 27 закатывают в рабочую зону контейнера до контакта с установленными заранее боковыми клиньями. Синхронизатор перемещений обеспечивает равномерное сближение пуансонов 7 и 8. СТ 9 и 10 через скосы о входят в контакт с упорами d, смыкают полуматрицы. При выходе на прямые участки пазов с СТ 9 и t0 фиксируют П 16 в рабочем положении. При обратном ходе пресса скосы b взаимодействуют с упорами 17 и смещают матрицу с П ]6 в сторону ее вывода из рабочей зоны контейнера. 6 ил. О 1403460 Изобретение касается обработки мевые клинья 20, которые снабжены реталлов давлением и может быть испольгулировочными винтами 21 и упорными зовано з авиастроении и ракетостроефиксирующими винтами 22. В рабочую нии для изготовления детален типа полость полуматриц 14 и 15 в зоне отводов в трубчатых заготовках из отвода установлены попеременно сментруднодеформчруемых материалов (наприные опорные элементы 23 для формовамер, титановых типа БТІ-О, ПТ-7М, ния отвода на первом, втором, третьнержавеющих сталей типа 12Х18НЮТ) и ем и четвертом переходах. легкодеформируемых материалов на осУстройство работает следующим об10 нове меди, алюминия и др. (например, разом. сплава АМГ-2М), а также в химическом На платформу 16 устанавливают помашиностроении и судостроении. луматрицы 14 и 15 с опорным элементом Изобретение является усовершенст23, в полости для формования выступа отвованием изобретения по авт„ св. 15 .вода в канал, образованный полумат№ 1262797. рицами, устанавливают заготовку 24 с На фиг.1 схематически изображено эластичным вкладышем 25. Платформу 16 устройство для изготовления деталей закатывают в рабочую зону контейнера типа отводов при положении элементов до контакта с боковыми клиньями 20 фиксатора в конце обратного ходя пу- 20 (клинья выставлены регулировочными ансоноз, продольный разрез; на фиг. 2 винтами 21 и зафиксированы упорными скихроиизатор перемещения пуансонов; винтами 22 в процессе наладки устройна фиг.З - разрез А-А на фиг.2; на ства) . фиг.4 - разрез Б-Б на фиг.1; на Ползуном гидропресса перемещают фиг.5 - сечение В-Б на фиг.1; на 25 плиту 6 вниз. Синхронизатор перемефиг.6 ~ узел I на фиг.1 при положении щений обеспечивает равномерное сблиэлементов фиксатора в начале рабочего жение пуансонов 7 и 8 относительно хода пуансонов. матрицы. При этом в момент начала Устройство имеет неподвижную нижнюю плиту 1, установленные в ней на- 30 правляющие колонки 2 ? несущие контейнер, состоящий из крышей 3, корпуса 4 и основания 5, и верхнюю плиту 6. На плитах 6 и 1 установлены верхний 7 и нижний 8 пуансоны и верхняя 9 и 35 нижняя 10 стойки, свободные концы которых выполнены с параллельными скосами и Ь, Плиты 1 и 6 и контейнер связаны синхронизатором их перемещения, состоящим из четырех попарно перекрещивающихся рычагов 11» расположенных с двух сторон контейнера,> подвижно установленных концами с роликами 12 и винтами 13 в Т-образных пазах верхней 6 и нижней 1 плит а корпусе 4 контейнера. В контейнере установлены полуматрицы 14 и 15, образующие рабочую полость отвода, смыкающиеся в вертикальной плоскости и установленные на платформе 16 с выполненными в ней двумя пазами с для прохода верхней 9 и нижней 10 стоек. В пазах с платформы 16 со стороны матрицы выполнены неподвижные упоры d и противоположные им упоры 17 9 установленные шарнирно ha осях 18, подпружиненные между собой пружиной 19= Для смыкания полуматриц 14 и 15_ в рабочей зоне контейнера имеются боко сближение пуансонов верхняя 9 и нижняя 10 стойки своими передними скоса— ми о. входит в контакт с неподвижными упорами d и при дальнейшем сближении пуансонов смыкают полуматрицы 14 и 15 по вертикальной плоскости разъема ? а установленные шарнирно упоры 17 стойками 9 и 10 поворачиваются на осяк 18 и не препятствуют проходу стоек в пазы с платформы 16. При выходе на прямые участки пазов с стойки 9 и 10 фиксируют платформу 16 в исходном рабочем положении, а упоры 18 под действием пружин 19 поворачиваются в исходное положение. При дальнейшем сближении пуансоны 7 ' 8 и сжимают эластичный вкладыш и, равночерно осаживая заготовку по длине, формируют первый переход выступа отвода. При обратном ходе пуансонов 7 и 8 и выходе их из рабочего канала матрицы и возврате плиты 6 ползуном гидропресса в верхнее крайнее положение задние скоры b стоек 9 и 10, взаимодействуя с соответствующими скосами упоров 17 платформы 16, как показано на фиг.1 9 смещают матрицу с платформой \Ь в сторону ее вывода из рабочей зоны контейнера. В крайнем верхнем положении плиты 6 стойки 9 и !0 находятся за предела J 1403460 ми створа контейнера и не препятстконцом на нижней и верхней плитах, вуют выкатке платформы 16 и ее засвободный конец каждой из которых обкатке. ращен к матрице и выполнен с паралБ описанном выше порядке произволельными скосами, Двух выполненных а дят формовку на последующих перехоплатформе пазов для перемещения стоек, дах. а также расположенных по обе стороны от пазов двух пар упоров, при этом Ф о р м у л а и з о б р е т е н и я один из упомянутой пары упоров, расУстройство для изготовления дета- 10 положенный со стороны паза, обращенлей типа отводов по п.? авт. св. ной к матрице, неподвижно смонтиро№ 1262797, о т л и ч а ю щ е е с я ван на платформе, а второй установлен тем, что, с целью повышения произвошарнирно и подпружинен, упоры выполдительности труда за счет сокращения нены на обращенных к стойке поверхвремени переналйдки, фиксатор рабоче- )5 ностяк со скосами, соответствующими го положения матрицы выполнен в виде скосам стойки, и установлены с воздвух расположенных параллельно оси можностью взаимодействия с последниматрицы стоек, закрепленных одним ми. Фиг. 1403460 ФигА 1403460 в-в Фиг. 6 Редактор Т. Клюкина Составитель Е. Гурьева Техред А.Кравчук Корректор Л. Патай Заказ 515/ДСП Тираж 423 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская ua6,t д , 4/5 Производственно-полиграфическое предприятие, г . Ужгород, ул. Проектная, 4 i'W ,
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing of components of branch type
Автори англійськоюVentskivskyi Oleksandr Vitaliievych, Sukhov Vitalii Viktorovych, Milchenko Yevhen Ivanovych, Polischuk Vasyl Oleksandrovych
Назва патенту російськоюУстройство для изготовления деталей типа отводов
Автори російськоюВенцкивский Александр Витальевич, Сухов Виталий Викторович, Мильченко Евгений Иванович, Полищук Василий Александрович
МПК / Мітки
МПК: B21C 37/15
Мітки: пристрій, деталей, типу, відвозів, виготовлення
Код посилання
<a href="https://ua.patents.su/6-9462-pristrijj-dlya-vigotovlennya-detalejj-tipu-vidvoziv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення деталей типу відвозів</a>
Спосіб виготовлення деталей з прутка і пристрій для його здійснення
Номер патенту: 5614
Опубліковано: 28.12.1994
Автори: Стєпанов Владімір Андрєєвіч, Жученко Олександр Миколайович, Нестеров Дмитро Кузьмич, Сазонов Владімір Ніколаєвіч
МПК: B21D 35/00, B21D 22/02
Мітки: спосіб, пристрій, деталей, виготовлення, прутка, здійснення
Формула / Реферат:
(57) 1. Способ изготовления деталей из прутка в штампе путем последовательной гибки с передачей предварительно изогнутой заготовки на позицию окончательной гибки при обратном ходе подвижной плиты штампа, отличающийся тем, что на позиции предварительной гибки сперва отгибают концевые участки заготовки, затем, освободив их, гнут в обратном направлении среднюю часть, после чего, при зафиксированной средней части, гнут промежуточные участки...
Спосіб виготовлення пружинних деталей
Номер патенту: 7452
Опубліковано: 29.09.1995
Автор: Корак Анатолій Вікторович
МПК: B21F 35/00
Мітки: деталей, пружинних, спосіб, виготовлення
Формула / Реферат:
Способ изготовления пружинных деталей путем навивки на оправку и последующей формовки с помощью фасонных многорадиусных матриц и пуансонов, отличающийся тем, что, с целью расширения технологических возможностей путем получения пружинного блока, состоящего по меньшей мере из двух однотипных пружинных элементов, формовку осуществляют в три этапа, на первом из которых формуют наружные боковые поверхности заготовки, затем производят разделение...
Пристрій для виготовлення та подачі конічних оболонок на лінію виробництва цукерок типу “стріла”
Номер патенту: 3267
Опубліковано: 26.12.1994
Автори: Корман Йосип Ісаакович, Пастушук Олексій Олексійович, Сезонов Володимир Степанович, Лущанець Богдан Сафатович
МПК: A23G 3/00, B65B 65/00
Мітки: оболонок, виготовлення, типу, виробництва, подачі, цукерок, стріла, конічних, лінію, пристрій
Формула / Реферат:
Установка для изготовления и подачи конических оболочек на линию производства конфет типа «Стрела», содержащая устройство для изгогов-ления конических оболочек, цепной конвейер с носителями оболочек и механизмы ориентирования и переноса оболочек, отличающаяся тем, что, с целью упрощения конструкции и повышения надежности, носители оболочек выполнены в виде втулок с коническими отверстиями, механизм ориентирования оболочек состоит из...
Шіхта для виготовлення деталей контейнеру камери високого тиску

Номер патенту: 1373
Опубліковано: 25.03.1994
Автори: Білоусов Ігор Святославович, Шульженко Олександр Олександрович, Івахненко Сергій Олексійович, Чіпенко Георгій Володимирович, Виноградов Сергій Олександрович
МПК: B01J 3/04, C04B 35/48
Мітки: камери, шихта, контейнеру, виготовлення, деталей, тиску, високого
Формула / Реферат:
Шихта для изготовления деталей контейнера камеры высокого давлення, включающая галогенид щелочного металла и оксид, отличающаяся тем, что, с целью повышения стабильности давления, в реакционной ячейке контейнера и снижения потребляемой мощности нагрева, она в качестве оксида содержит стабилизированный диоксид циркония, при следующем соотношении компонентов, об. %:галогенид щелочного металла 30—95...
Пристрій для виготовлення конічних оболонок для цукерок типу “стріла”
Номер патенту: 3266
Опубліковано: 26.12.1994
Автори: Лущанець Богдан Сафатович, Пастушук Олексій Олексійович
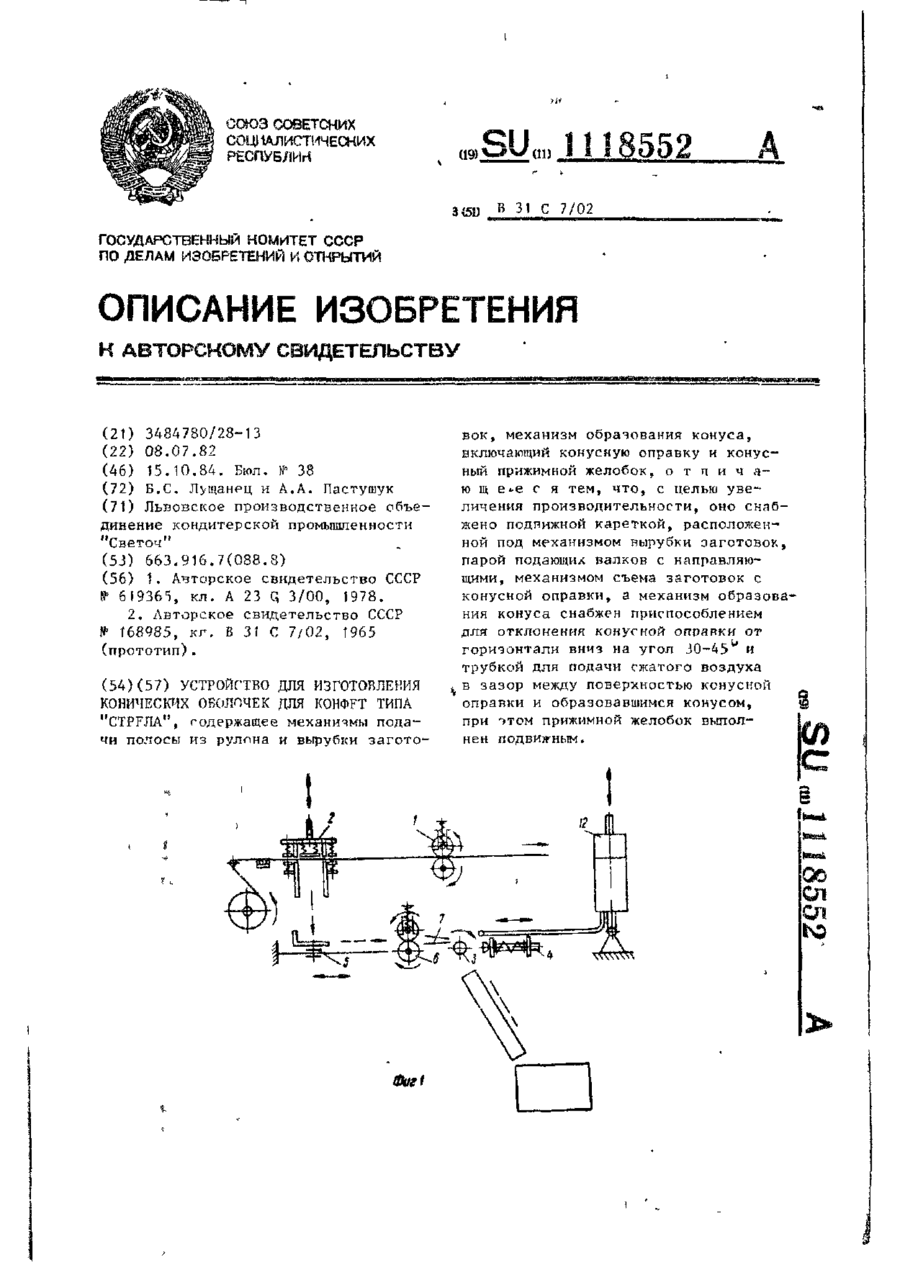
МПК: B31C 7/00
Мітки: типу, пристрій, оболонок, виготовлення, конічних, стріла, цукерок
Формула / Реферат:
Устройство для изготовления конических оболочек для конфет типа «Стрела», содержащее механизмы подачи полосы из рулона и вырубки заготовок, механизм образования конуса, включающий конусную оправку и конусный прижимной желобок, отличающееся тем, что, с целью увеличения производительности, оно снабжено подвижной кареткой, расположенной под механизмом вырубки заготовок, парой подающий валков с направляющими, механизмом съема заготовок с...
Попередній патент: Пристрій для зміцнюючої обробки деталей кулями
Наступний патент: Спосіб виготовлення деталей типу відводів і пристрій для його втілення
Випадковий патент: Широкополосний вимірювач складових комплексних опорів