Вимірювальний пристрій для шліфувального верстата та шліфувальний верстат
Номер патенту: 95910
Опубліковано: 26.09.2011
Автори: Тревізан Клаудіо, Б'янкессі Флавіо Стефано, Бозеллі Джованні, Бавестреллі Джованні Ґідо Марія
Формула / Реферат
1. Вимірювальний пристрій (50) для вимірювання геометричних параметрів циліндрів або валків (11), виконаний з можливістю автономного руху на верстатах для шліфування циліндрів і валків, причому його автономний рух не залежить від поступального руху шліфувального диска або інших частин шліфувального верстата, встановлений на опорному або вимірювальному супорті та має тримач (51) з одним верхнім кронштейном (52), на якому змонтовано принаймні один верхній датчик (54), і нижнім кронштейном (53), на якому змонтовано принаймні один нижній датчик (55), причому тримач (51) виконано з можливістю відкривання або закривання поступальним і/або обертальним рухом щонайменше одного з верхнього і нижнього кронштейнів (52, 53) для встановлення контакту з циліндром або валком під час вимірювання та здійснення завантаження та розвантаження циліндрів або валків, який відрізняється тим, що верхній кронштейн (52) має принаймні три верхні датчики (54), розташовані на опорі (56), причому щонайменше три верхні датчики (54) і щонайменше один нижній датчик (55) встановлено радіально у площині, перпендикулярній осі оброблюваного циліндра або валка (11), для забезпечення положення датчиків під прямим кутом до поверхні циліндрів або валків всіх форм і діаметрів, придатних для обробки, і здійснення одночасного вимірювання у щонайменше чотирьох точках без будь-якого взаємного впливу шліфувального верстата, а також тим, що щонайменше два із зазначених датчиків (54, 55) розташовано в протилежних положеннях, що діаметрально протилежні один іншому.
2. Пристрій за п. 1, який відрізняється тим, що зазначений принаймні один нижній датчик (55) розміщено діаметрально протилежно принаймні одному із зазначених верхніх датчиків (54).
3. Пристрій за п. 2, який відрізняється тим, що додатково має систему визначення структурних і/або поверхневих дефектів (дефектоскопи паразитних струмів і/або ультразвукові дефектоскопи, і/або ругозиметри, та/або дюрометри і т. п.) циліндрів або валків, встановлену в тримачі (51), виконаному за одне ціле з опорним або вимірювальним супортом (40).
4. Верстат (10) для шліфування циліндрів або валків, який відрізняється тим, що має вимірювальний пристрій за будь-яким з пп. 1-3.
5. Верстат (10) для шліфування циліндрів або валків, який відрізняється тим, що має щонайменше одну опору (12), на якій рухомо закріплено шліфувальний супорт (20), на якому розміщено шліфувальний вузол (21), що має шліфувальний диск (22), а також опорний супорт (40), на якому розміщено вимірювальний пристрій (50) за будь-яким з пп. 1-3.
6. Верстат (10) для шліфування циліндрів або валків за п. 4 або 5, який відрізняється тим, що додатково має автоматичну систему керування, призначену для вимірювання повного геометричного профілю та повної характеристики крутості циліндра або валка.
Текст
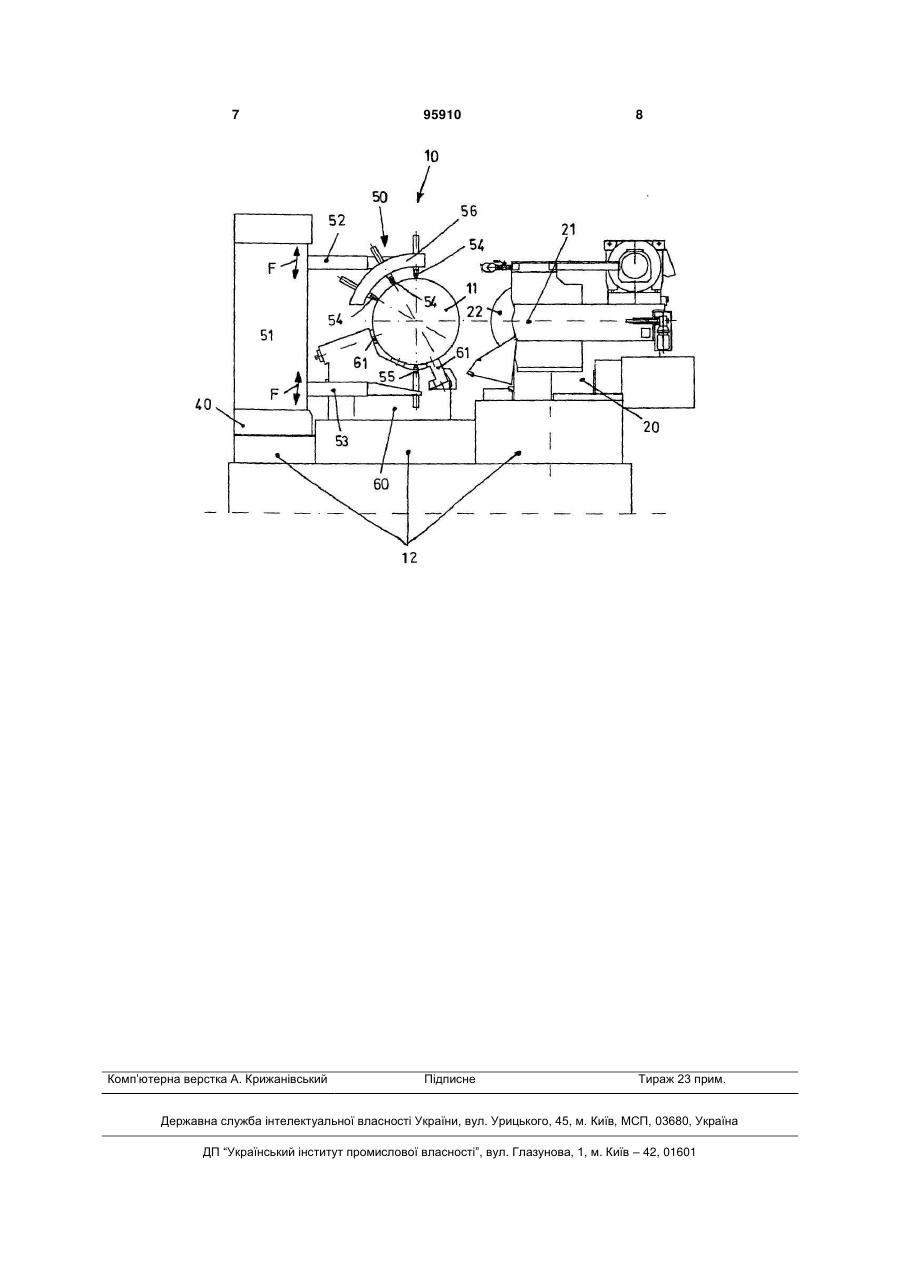
1. Вимірювальний пристрій (50) для вимірювання геометричних параметрів циліндрів або валків (11), виконаний з можливістю автономного руху на верстатах для шліфування циліндрів і валків, причому його автономний рух не залежить від поступального руху шліфувального диска або інших частин шліфувального верстата, встановлений на опорному або вимірювальному супорті та має тримач (51) з одним верхнім кронштейном (52), на якому змонтовано принаймні один верхній датчик (54), і нижнім кронштейном (53), на якому змонтовано принаймні один нижній датчик (55), причому тримач (51) виконано з можливістю відкривання або закривання поступальним і/або обертальним рухом щонайменше одного з верхнього і нижнього кронштейнів (52, 53) для встановлення контакту з циліндром або валком під час вимірювання та здійснення завантаження та розвантаження циліндрів або валків, який відрізняється тим, що верхній кронштейн (52) має принаймні три верхні датчики (54), розташовані на опорі (56), причому щонайменше три верхні датчики (54) і щонайменше один нижній датчик (55) встановлено 2 (19) 1 3 Винахід стосується незалежного вимірювального пристрою для шліфувальних верстатів. Зокрема, винахід стосується вимірювального пристрою для виміру циліндрів, роликів і подібних елементів під час операції шліфування, який обладнаний системами визначення геометричних і розмірних характеристик (наприклад, округлість, форма, діаметр і т.п.), і / або структурних характеристик (наприклад, присутність тріщин, механічна міцність, вимір твердості і т.п.), і / або поверхневих характеристик (наприклад, шерехатість, стан поверхневого натягу і т.п.). Шліфувальні верстати для обробки циліндрів, які поступають з прокатних станів для виробництва стрічок з металевого матеріалу, є машинами великих розмірів, які повинні гарантувати високу продуктивність і забезпечувати повторюваність і точність вимірів для отримання точних геометричних форм. Такі характеристики точності, якості поверхні і повторюваності, повинні бути гарантовані у широкому діапазоні розмірів (діаметр - до і більше 2 м, довжина - до і більше 10 м) і потрібні у багатьох галузях промисловості, а не тільки у прокатці плоских металевих і неметалевих виробів, наприклад, вони потрібні для паперової індустрії і для галузі друкування на папері, для конструкцій машин і гідравлічних систем великого розміру, наприклад, поршні, вали передач і колінчасті вали для морських двигунів. Використання цих верстатів є взагалі необхідним кожного разу, коли великі розміри елементів пов'язані із складними і обмежувальними геометричними і поверхневими характеристиками, а також з структурною цілісністю. При виробництві чорного металу і сталі, наприклад, загальною практикою є виконання операцій по відновленню циліндрів прокатних станів, які виконуються в зонах суміжних до прокатного стану (так звані зони "формування циліндрів") або у цехах, призначених для обслуговування різних прокатних станів. В цих випадках зношені і / або пошкоджені циліндри збираються у одному місці для шліфування, щоб відновити робочі умови, необхідні для процесу прокатки. Навіть дуже невеликі відхилення від теоретичного профілю і округлості циліндрів для прокатки спричиняють нерівність поверхні, поверхневі рубці і сліди на стрічках, які виходять з прокатних станів, що зменшує комерційну цінність тон сталі і приносить значну шкоду заводу, який виготовляє і продає їх. Крім того, відхилення у шерехатості поверхні створює проблеми при наступних фазах захисту поверхні стрічки. Наприкінці, невеликі поверхневі дефекти (наприклад, пов'язані з тріщинами, механічною міцністю і т.п.) створюють ризик структурній цілісності циліндру, підвищуючи ризик аварії (наприклад, катастрофічної поломки), що призводить до припинення виробництва і викликає великі збитки на ремонт, а також і до більш важких випадків, пов'язаних з безпекою робітників. Щоб оптимізувати процес відновлення циліндрів, необхідно виміряти і далі корегувати геометрію під час шліфування. Одночасно, необхідно ідентифікувати наявність і положення дефектів, 95910 4 щоб виконати прийнятне шліфування для їх ліквідації. Зараз існує два альтернативні рішення при вимірюванні цих циліндрів: - у системах для паперової індустрії поширений спосіб, який базується на 4 точках і який спроможний дати якісну відповідь відносно визначення характеристик округлості циліндру. Але, це рішення має обмеження, пов'язане з тим, що вимірювальний пристрій змонтований на супорті з шліфувальним кругом і тому працює синхронно з ними. Тобто якість визначення, геометричні виміри і розміри є задовільними, але не можуть бути здійснені під час шліфування циліндру, так як структурні і поверхневі дефекти виявляють вибірковим контролем. Різні розміри шліфувального кругу і датчиків передбачають, що вимірна спіраль датчиків є меншої ширини, ніж та, що створена шліфувальним кругом, що робить неможливим покриття датчиком всієї зони, яка аналізується. Так як це призводить до неповного виміру, то і ідентифікація всіх дефектів не гарантується; - на противагу, в індустрій чорних металів і сталі поряд з синхронними "традиційними" способами виміру (вимірний пристрій змонтований на рамі супорту), де геометричний і розмірний аналіз здійснюється двома датчиками, що створює такі самі обмеження, які описані вище, є рішення, яке базується на способах асинхронного визначення (незалежний вимірювальний пристрій), які здійснюються у двох точках для здійснення геометричних і розмірних вимірів (форма, профіль, діаметр і т.п.). Норми (наприклад, ISO 4292) встановлюють, що вичерпне вимірювання округлості повинне проводитися двома вимірами у трьох точках і одним - у двох точках і, що ці визначення повинні бути здійснені незалежно одне від одного. Тому очевидним є, що спосіб і обладнання, яке є зараз на ринку, не спроможне забезпечити вичерпні виміри. А з іншого боку, ці пристрої достатньо відповідають нормам для визначення структурних і поверхневих характеристик, так як в асинхронній системі виміру шаг вимірної спіралі відповідає розмірами датчиків. У "традиційному" (синхронному) циклі для отримання вичерпного аналізу всієї зони обробки необхідні три фази: - прохід шліфувального кругу, - геометричний і розмірний, і, факультативно, структурний контроль, - визначення нових параметрів процесу. Ці операції повинні бути проведені послідовно, що підвищує потрібний час циклу. Крім того, здійснення процесу у різний час створює можливість помилок, внаслідок змін конфігурації системи, як результат випадкових подій між двома проходами. Загальною метою даного винаходу є створення вимірювального пристрою для шліфувального верстату, в якому подолані вище описані недоліки відомих пристроїв, описаних вище, шляхом забезпечення виміру геометричних характеристик у 4 точках визначення, які, серед іншого, відповідають вимогам норм ISO, і працюють, разом з "структур 5 95910 6 ними" і / або "поверхневими" датчиками, в асинхЗокрема, верхні датчики 54 розташовані ронній системі переміщення. вздовж прийнятної опори 56 радіально у площині, Тобто ця вимірна система спроможна працюяка перпендикулярна осі циліндра 11, який обробвати одночасно з шліфуванням циліндра. ляється. З погляду на це, за винаходом, незалежний Один з залишених датчиків 55 у нижніх точках вимірювальний пристрій застосовують у шліфувавизначення може бути встановлений також радіальних верстатах, зокрема для виміру циліндрів, льно і діаметрально протилежно одному з полороликів і подібних виробів при шліфуванні, які обжень верхніх датчиків 54 на опорі 56 і, а тому таладнані контрольними органами для виміру геомекож у площині, яка перпендикулярна осі циліндра, тричних і / або розмірних, і / або структурних, і / який обробляється, щоб гарантувати напрямок або поверхневих характеристик. Ознаки винаходу зчитування діаметру циліндра 11. визначені у наведеній формулі винаходу. Іншими словами, вимірювальна система за Морфологічні і функціональні характеристики винаходом, яка працює на верстаті для шліфуванданого винаходу як і переваги порівняно з відоминя зазначених циліндрів, має автономне переміми рішеннями будуть більш зрозумілими з наступщення, тобто переміщення незалежно від руху ного опису з посиланням на креслення, яке покаподачі шліфувального кругу або інших частин, і зує приклад винаходу, що не обмежує винахід, і має принаймні чотири датчики 54, 55, які розміщеяке схематично ілюструє незалежний вимірювальні у площині, яка є ортогональною до циліндру 11 ний пристрій для шліфувального верстату, виготоабо ролику, і два із зазначених датчиків можуть влений згідно винаходу. бути розміщені у положеннях, діаметрально проНа фігурі показано шліфувальний верстат 10 тилежних одне одному. Тому датчики розміщують для циліндрів 11, роликів і подібних виробів, який на принаймні двох кронштейнах 52, 53, обладнамає принаймні одну базу 12, на якій знаходиться них засобом автоматичного переміщення, яке дошліфувальний рухомий супорт, на якому знахозволяє датчикам 54, 55 наближатися і попередньо диться шліфувальний вузол 21 з шліфувальним бути розміщеними на поверхні циліндру 11. кругом 22, і опорну конструкція 40 незалежної виТочне регулювання відбувається потім при кемірювальної системи, на якій знаходиться вимірюруванні, безпосередньо використовуючи сигнали вальний пристрій 50 і яка спирається з можливістю від датчиків. переміщення. Додатково до датчиків 54, 55, описаних вище, Пристрій 50 для виміру і визначення геометрії також є можливість додати системи визначення циліндру 11 використовують не тільки для циліндструктурних дефектів, такі як системи паразитних рів, які потрібні для прокатних станах для отриструмів і / або ультразвукові системи, і / або дюмання стрічки з металевого матеріалу, але потріброметри, і / або ругозиметри і подібні системи для ні також і для іншого обладнання у паперової визначення поверхневих характеристик. індустрії, де потрібне шліфування циліндрів, ролиПередбачається, що ці структурні і / або повеків і інших подібних елементів, які взагалі викорисрхневі системи аналізу, що будуть встановлені на товують для отримання плоских неметалевих пронезалежній вимірній структурі 51 або на іншій прикатних виробів, і / або потрібні для конструкції значеній для цього структурі, але, знову таки, розсудових двигунів і / або для гідравлічних систем міщеній на рамі незалежної вимірної структури. великих розмірів. Прийнятна опорна конструкція 60, яка має баПристрій 50, зібраний як незалежна система, шмаки 61, також знаходиться на базі 12 і слугує має рухому опорну конструкцію 40 з структурою 51 для спирання циліндру в процесі обробки. у вигляді захвату, яка має принаймні один верхній Очевидно, що система функціонує навіть, яккронштейн 52 з верхніми датчиками 54 і нижній що циліндр утримується між центрами без будькронштейн 53 з принаймні одним нижнім датчиком якого допоміжного спирання. 55. Датчики 54, 55 дають можливість повного виЦя захватоподібна структура може відкривазначення округлості циліндру за допомогою спецітися / закриватися шляхом пересування і / або ального алгоритму, введеного у автоматичну сисповороту принаймні одного з кронштейнів 52, 53 у тему керування шліфувальним верстатом 10, і напрямку, вказаному стрілкою F, для входження у прийнятної стратегії вимірювання. контакт з циліндром 11 під час фази вимірювання, Це дозволяє здійснити визначення повної геоу той же час, дозволяючи завантаження і розванметрії циліндру 11, яка є базою для оптимізації таження циліндру для обробки. наступних операції шліфування за допомогою Вимірювальний пристрій 50 також має датчики прийнятного інформаційного забезпечення і сис54, 55, які розміщені для виконання одночасного теми зворотного зв'язку з параметрами роботи виміру у принаймні чотирьох точках, не створюючи шліфувального кругу, які регулюють округлість, будь-які перешкоди для шліфувального вузла. профіль, діаметр і конусність циліндрів, що шліфуються. 7 Комп’ютерна верстка А. Крижанівський 95910 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDetecting unit for a grinding machine and a grinding machine
Автори англійськоюBozelli Giovanni, Bavestelli Giovanni Gido Maria, Biankessi Flavio Stefano, Trevizan Klaudio
Назва патенту російськоюИзмерительное устройство для шлифовального станка и шлифовальный станок
Автори російськоюБозелли Джованни, Бавестрелли Джованни Гидо Мария, Бянкесси Флавио Стефано, Тревизан Клаудио
МПК / Мітки
МПК: G01B 5/08, G01B 5/20, G01B 21/10
Мітки: верстата, пристрій, вимірювальний, верстат, шліфувального, шліфувальний
Код посилання
<a href="https://ua.patents.su/4-95910-vimiryuvalnijj-pristrijj-dlya-shlifuvalnogo-verstata-ta-shlifuvalnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Вимірювальний пристрій для шліфувального верстата та шліфувальний верстат</a>
Пристрій для зливу рідини із станини шліфувального верстата
Номер патенту: 49687
Опубліковано: 16.09.2002
Автори: Удовіков Олександр Миколайович, Ходаков Леонід Володимирович, Іщєнко Тарас Олександрович, Коваленко Олена Леонідівна, Степанов Михайло Сергійович
МПК: B01D 25/38
Мітки: верстата, рідини, станини, зливу, шліфувального, пристрій
Формула / Реферат:
Пристрій для зливу рідини із станини шліфувального верстата в установку очистки і подачі мастильно-охолодної рідини в зону різання, що містить лоток з вхідним і вихідним отворами і лопатний механізм, що містить привід і вал із закріпленими на ньому перфорованими лопатками, який відрізняється тим, що лоток виконаний у вигляді півциліндра і містить вертикальні перегородки, розміщені на різній висоті, а лопатки виконані вигнутими в радіальному...
Шліфувальний верстат
Номер патенту: 28792
Опубліковано: 16.10.2000
Автор: Пестунов Володимир Михайлович
МПК: B24B 5/00
Мітки: шліфувальний, верстат
Формула / Реферат:
1. Шліфувальний верстат, який складається з шліфувального круга, привода обертання круга та механізмів повздовжньої, поперечної та вертикальної подачі відносного руху формоутворення у системі інструмент-заготовка, який відрізняється тим, що привод головного обертального руху розташованийна поворотній відносно вертикальної вісі колоні та споряджені механізмом вертикальної подачі, а с протилежного боку колони встановлений шпіндель з механізмом...
Шліфувальний верстат
Номер патенту: 2909
Опубліковано: 15.09.2004
Автори: Крижанівський Володимир Андрійович, Пестунов Володимир Михайлович, Русавський Сергій Анатолійович
МПК: B24B 5/00
Мітки: шліфувальний, верстат
Формула / Реферат:
1. Шліфувальний верстат, який має станину з розташованими в ній поворотним столом, поворотною колоною, з механізмом вертикальної подачі, який з'єднаний з поворотним кронштейном, в якому розташований привід головного руху, а колона з станиною з'єднана через механізм поперечної подачі, причому вісь повороту кронштейна розташована в поздовжньому напрямку, який відрізняється тим, що колона кінематично зв'язана з механізмом поздовжньої подачі, а...
Шліфувальний верстат
Номер патенту: 6033
Опубліковано: 15.04.2005
Автори: Крижанівський Володимир Андрійович, Пестунов Володимир Михайлович, Русавський Сергій Анатолійович
МПК: B24B 5/00
Мітки: верстат, шліфувальний
Формула / Реферат:
1. Шліфувальний верстат, що містить станину з розташованими на ній поворотним столом, поворотною колоною з механізмом вертикальної подачі, з'єднаним з поворотним кронштейном, в якому розташований привід головного руху, а колона з станиною з'єднана через механізм поперечної подачі, причому вісь повороту кронштейна розташована в повздовжньому напрямку, який відрізняється тим, що колона кінематично зв'язана з механізмом повздовжньої подачі, а...
Шліфувальний верстат
Номер патенту: 80672
Опубліковано: 25.10.2007
Автори: Відлройтер Отто, Хертеленді Йозеф
МПК: E01B 31/00
Мітки: верстат, шліфувальний
Формула / Реферат:
1. Шліфувальний верстат для шліфування залізничних рейок, оснащений копіювальною рамою (5), яка виконана з можливістю обкатування рейки (2) за допомогою копіювальних роликів (7), має шліфувальний орган (9), виконаний із можливістю переміщення відносно рейки (2), і розташована на рамі агрегату (4) з направляючими роликами (13), що обкатують рейку (2), із можливістю обертання навколо поворотної осі (6), що проходить у подовжньому напрямку...
Попередній патент: Амідні похідні піперидинкарбонової кислоти
Наступний патент: Похідні хіноліну як антибактеріальні засоби
Випадковий патент: Робочий орган культиватора