Спосіб плазмово-реагентної обробки металевого розплаву в вакуумі
Номер патенту: 96470
Опубліковано: 10.11.2011
Автори: Сичевський Анатолій Антонович, Піонтковська Наталя Сергіївна, Нарівський Анатолій Васильович, Ганжа Микола Сергійович, Найдек Володимир Леонтійович, Біленький Давид Миронович


Формула / Реферат
Спосіб плазмово-реагентної обробки металевого розплаву в вакуумі, що включає плазмовий нагрів розплаву у камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом, циркуляційне переміщення розплаву з глибини ванни крізь вакуумну камеру над вертикальною перегородкою за допомогою нагрітого газу, який подають з плазмотрона, встановленого в боковій стінці камери над рівнем розплаву у ванні, який відрізняється тим, що перегородка виконана з внутрішньою порожниною, у якій нагрівають рафінуючі та модифікуючі реагенти і подають їх в рідкому або пароподібному стані під тиском газу крізь отвори в стінці перегородки в розплав, що переміщують вгору по порожнині нагнітання в вакуумній камері.
Текст
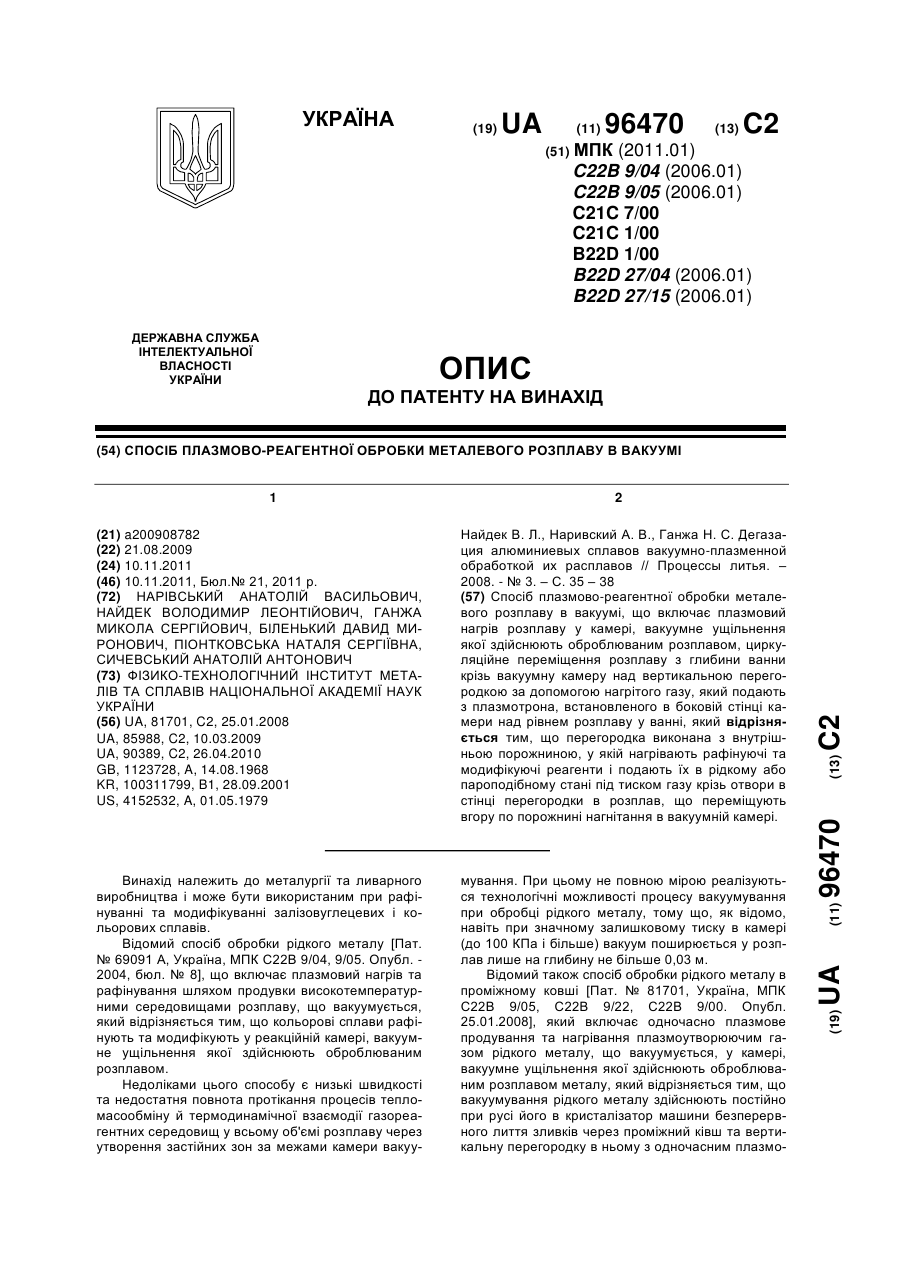
Спосіб плазмово-реагентної обробки металевого розплаву в вакуумі, що включає плазмовий нагрів розплаву у камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом, циркуляційне переміщення розплаву з глибини ванни крізь вакуумну камеру над вертикальною перегородкою за допомогою нагрітого газу, який подають з плазмотрона, встановленого в боковій стінці камери над рівнем розплаву у ванні, який відрізняється тим, що перегородка виконана з внутрішньою порожниною, у якій нагрівають рафінуючі та модифікуючі реагенти і подають їх в рідкому або пароподібному стані під тиском газу крізь отвори в стінці перегородки в розплав, що переміщують вгору по порожнині нагнітання в вакуумній камері. UA (21) a200908782 (22) 21.08.2009 (24) 10.11.2011 (46) 10.11.2011, Бюл.№ 21, 2011 р. (72) НАРІВСЬКИЙ АНАТОЛІЙ ВАСИЛЬОВИЧ, НАЙДЕК ВОЛОДИМИР ЛЕОНТІЙОВИЧ, ГАНЖА МИКОЛА СЕРГІЙОВИЧ, БІЛЕНЬКИЙ ДАВИД МИРОНОВИЧ, ПІОНТКОВСЬКА НАТАЛЯ СЕРГІЇВНА, СИЧЕВСЬКИЙ АНАТОЛІЙ АНТОНОВИЧ (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) UA, 81701, C2, 25.01.2008 UA, 85988, C2, 10.03.2009 UA, 90389, C2, 26.04.2010 GB, 1123728, A, 14.08.1968 KR, 100311799, B1, 28.09.2001 US, 4152532, A, 01.05.1979 C2 2 (19) 1 3 вим та додатковим індукційним тепловим впливом на рідкий метал, при цьому висоту стовпа рідкого металу над перегородкою регулюють витратою плазмоутворюючого газу та величиною залишкового тиску в вакуумній камері. Недоліками цього способу є недостатня повнота протікання процесу термодинамічної взаємодії газореагентних середовищ у всьому об'ємі розплаву, мала міжфазова поверхня металу з нагрітим у плазмотроні газом тому, що бульбашки зливаються в більш крупні при піднятті їх з глибини ванни при вакуумуванні. Найбільш близьким аналогом до запропонованого винаходу щодо технічної суті та досягнутого результату є спосіб вакуумно-плазмової обробки рідкого металу [Пат. № 85988, Україна, МПК С22В 9/04, С22В 9/05. Опубл. 10.03.2009], який включає плазмовий нагрів, продувку сплаву, який вакуумують, високотемпературним газом у камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом, а циркуляційне переміщення металу з глибини ванни крізь вакуумну камеру над вертикальною перегородкою і назад у ківш здійснюють нагрітим газом, який подають з плазмотрона, встановленого в боковій стінці камери над поверхнею розплаву в ковші. При цьому розплав після вакуумування і плазмової обробки безперервно зливають у ківш крізь порожнину, висота якої менше, ніж загальна висота вакуумної камери. Недоліками цього способу є, по-перше, неможливість проведення операції модифікування та рафінування сплавів різними домішками при їх вакуумуванні. По-друге, низький ступінь очищення сплавів від неметалевих включень, які ефективно видаляються з розплаву при обробці його флюсом, шлаком та іншими реагентами. Задачею запропонованого винаходу є розробка способу вакуумно-плазмового рафінування сплавів з одночасним введенням різних реагентів та флюсів в глибинні шари розплаву. Такий спосіб дозволяє підвищити ефективність процесів модифікування і легування сплавів та забезпечує високий ступінь очищення їх від газів і неметалевих включень. Поставлена задача досягається тим, що у запропонованому способі плазмово-реагентної обробки металевого розплаву в вакуумі, що включає плазмовий нагрів розплаву у камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом, циркуляційне переміщення розплаву з глибини ванни крізь вакуумну камеру над вертикальною перегородкою за допомогою нагрітого газу, який подають з плазмотрона, встановленого в боковій стінці камери над рівнем розплаву у ванні, згідно з винаходом, рафінуючі та модифікуючі реагенти нагрівають у внутрішній порожнині перегородки і подають їх в рідкому або пароподібному стані під тиском газу крізь отвори в стінці перегородки в металевий розплав, що переміщується вгору по порожнині нагнітання в вакуумній камері. Запропонований спосіб дозволяє ефективно легувати (модифікувати) і рафінувати сплави газореагентними середовищами при дозованому та безперервному розливанні металу. За рахунок введення реагентів в метал в рідкому або пароподібному стані та додаткового нагріву їх плазмовим 96470 4 струменем в верхніх шарах камери значно збільшується інтенсивність міжфазової та термодинамічної взаємодії. В результаті цього істотно зростає ефективність рафінування і модифікування сплавів. Нагрів реагентів у внутрішній порожнині перегородки дозволяє подавати їх в розплав в рідкому або пароподібному стані (залежить від температури металу, що обробляють і властивостей добавок, які подають в сплав). Введення реагентів крізь отвори в перегородці під газовим тиском забезпечує диспергування їх. В результаті цього зростає поверхня взаємодії реагентів з рідким металом. Ступінь диспергування реагентів регулюють розмірами отворів в перегородці та величиною тиску, що створюють в порожнині в перегородці над поверхнею реагентів. Реагенти, що надходять з отворів у перегородці, захоплюються металом і разом з ним надходять в зону дії плазмотрона, де найбільша інтенсивність масообміну. В цій зоні реагенти додатково диспергуються і нагріваються плазмовим струменем, що істотно підвищує взаємодію їх з рідким металом та ступінь засвоєння. В результаті цього підвищується ефективність процесів рафінування та модифікування сплавів при менших в 2-3 рази витратах реагентів на обробку металу. Реалізація запропонованого способу здійснюється за схемою, яка представлена на кресленні. Установка для реалізації способу складається з: ковша або проміжної ємності 1 з рідким металом, плазмотрона 2, вакуумної камери 3, вертикальної перегородки 4, яка розділяє камеру на дві порожнини - нагнітання і зливу розплаву в ківш. Перегородка має вікно 5 для циркулювання металу в вакуумній камері та порожнину 6, що з'єднана з дозатором 7 для реагентів. В стінці перегородки розташовані отвори 8, крізь які реагенти 9 під тиском газу надходять в метал. Обробку сплавів запропонованим способом здійснюють так. Необхідну порцію реагентів через дозатор подають в порожнину перегородки. Потім при відкритому доступі інертного газу (аргон, азот та інші) вмикають плазмотрон і занурюють вакуумну камеру у розплав до упору перегородки в дно ковша з металом. Занурення у метал рафінованого вузла (камера з плазмотроном та перегородкою) проводять за допомогою поворотного механізму переміщення (на кресленні не вказаний).Відкривають доступ газу в порожнину перегородки і створюють надлишковий тиск над реагентами. Після цього вмикають вакуумний насос або подають стиснуте повітря на ежектор, внаслідок чого у реакційній камері створюється розрідження. Під дією розрідження розплав у камері піднімається на значну висоту, яка залежить від рівня вакууму. Під дією струменя нагрітого газу, який надходить з плазмотрона в порожнину нагнітання, розплав переміщується над вертикальною перегородкою в порожнину для зливу і надходить назад у ківш. Висоту потоку рідкого металу над перегородкою в межах 0,02-0,05 м регулюють витратою на 5 96470 6 3 грітого в плазмотроні газу та величиною залишкового тиску над розплавом у вакуумній камері. Реагенти у внутрішній порожнині перегородки нагріваються металом, що в ковші (проміжній ємності), і в рідкому або пароподібному стані під тиском газу надходять крізь отвори в розплав. При цьому реагенти диспергуються, захоплюються розплавом, який переміщується по порожнині догори, і надходять в зону дії плазмового струменя. Метал, який пройшов плазмово-реагентну обробку і вакуумування, над перегородкою та по зливній порожнині в камері, надходить назад у ківш. Розташування плазмового струменя в зоні інтенсивного вакуумування розплаву не дає можливості для зливу дрібних бульбашок нагрітого газу в більш крупні. При цьому підвищується ефективність рафінування сплавів за рахунок інтенсивного масопереносу водню з розплаву в дрібні бульбашки газу та підвищеної взаємодії металу з ними при збільшеній поверхні контакту. Дисперговані реагенти, що надходять із порожнини в перегородці в метал, надходять в зону плазмового струменя і додатково подрібнюються та нагріваються ним. В результаті цього зростають міжфазова поверхня та термодинамічна взаємодія реагентів з розплавом і значно підвищуються ефекти рафінування та модифікування сплавів. Ступінь рафінування (модифікування, легування) сплаву залежить від часу обробки, а також від кількості проходження його крізь вакуумну камеру і зону плазмової дії на рідкий метал. Реалізація запропонованого способу була здійснена на алюмінієвому сплаві АК7, який плавили у печі з графітовим тиглем об'ємом 150 кг. Після розплавлення та перегріву металу до температури 990-1000 К вимикали піч. За допомогою дозатора у внутрішню порожнину перегородки засипали 0,15 кг флюсу, мас. %: 47 КСl+30 NaCl+23 Na3AlF6). Щільність такого флюсу в рідко му стані складає 1600 кг/м , температура плавлення - 973 К. При відкритому доступі аргону вмикали плазмотрон. Відкривали доступ аргону в порожнину перегородки і занурювали вакуумну камеру в рідкий метал до упору перегородки в дно тигля. Від температури металу, що в тиглі печі, флюс розплавлявся в порожнині перегородки. При витраті аргону 6,0-6,5 л/хв. на плазмотрон від джерела живлення подавали напругу 35-40 В. Струм дуги при цьому складав 430-450 А. Тиск аргону в порожнині перегородки над флюсом підтримували на рівні 0,5-0,55 МПа. При цих параметрах роботи плазмотрона та тиску над флюсом вмикали вакуумний насос і досягали у камері розрідження 0,8-0,85 КПа. у міру розплавлення флюс в рідкому стані під газовим тиском надходив в метал, що в порожнині нагнітання вакуумної камери. Після обробки сплаву протягом 12 хв. вимикали вакуумний насос і плазмотрон, рафінуючий вузол витягали з розплаву. Потім закривали доступ аргону до плазмотрона і до порожнини в перегородці. З металу, який пройшов плазмово-реагентну обробку в вакуумі, виливали зразки для визначення механічних властивостей, розміру зерна, вмісту водню і оксидних включень Аl2О3 в сплаві (див. таблицю). Дослідження якості сплаву показало, що після обробки сплаву запропонованим способом розмір макрозерна, кількість водню і включень Аl2О3 в ньому значно зменшується. Внаслідок цього підвищуються міцнісні і пластичні характеристики сплаву. Отже, запропонований спосіб на відміну від найближчого аналога та інших аналогів, дає змогу одержати новий технічний ефект, виражений у підвищенні ступеня рафінування сплавів та їх фізико-механічних властивостей. Таблиця Розмір макрозерна, ефективність рафінування та фізико-механічні властивості алюмінієвого сплаву АК7 Спосіб обробки Без обробки Найближчий аналог (Пат. України 85988) Запропонованим способом Вміст включень Середній розмір Вміст водню в Аl О в сплаві, 3 макрозерна, мм сплаві, см /100 г 2 3 % 14 0,68 0,048 Механічні властивості в, МПа , % 178 3,4 8 0,24 0,026 204 4,7 4-5 0,13 0,010 225 6,2 7 Комп’ютерна верстка Л. Купенко 96470 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for plasma-reagents processing of metal smelt in vacuum
Автори англійськоюNarivskyi Anatolii Vasyliovych, Naidek Volodymyr Leontiiovych, Hanzha Mykola Serhiiovych, Bilenkyi Davyd Myronovych, Piontkovska Natalia Serhiivna, Sychevskyi Anatolii Antonovych
Назва патенту російськоюСпособ плазменно-реагентной обработки металлического расплава в вакууме
Автори російськоюНаривский Анатолий Васильевич, Найдек Владимир Леонтьевич, Ганжа Николай Сергеевич, Беленький Давид Миронович, Пионтковская Наталья Сергеевна, Сичевский Анатолий Антонович
МПК / Мітки
МПК: C22B 9/05, C21C 7/00, B22D 27/15, C21C 1/00, B22D 27/04, B22D 1/00, C22B 9/04
Мітки: обробки, металевого, спосіб, розплаву, вакуумі, плазмово-реагентної
Код посилання
<a href="https://ua.patents.su/4-96470-sposib-plazmovo-reagentno-obrobki-metalevogo-rozplavu-v-vakuumi.html" target="_blank" rel="follow" title="База патентів України">Спосіб плазмово-реагентної обробки металевого розплаву в вакуумі</a>
Спосіб обробки металевого розплаву ультрадисперсними порошками
Номер патенту: 35506
Опубліковано: 25.09.2008
Автори: Волошин В'ячеслав Степанович, Крейденко Фіра Семенівна, Ковура Олександр Борисович, Живченко Володимир Семенович, Троцан Анатолій Іванович, Фірстов Сергій Олексійович, Бєлов Борис Федорович, Александров Валерій Дмитрович, Бродецький Ігор Леонідович, Ісаєв Олег Борисович
МПК: C21C 7/00
Мітки: ультрадисперсними, металевого, обробки, порошками, розплаву, спосіб
Формула / Реферат:
Спосіб обробки металевого розплаву ультрадисперсними порошками, що включає подачу порошків газом-носієм через донний продувний пристрій у придонні об'єми рідкого металу, який відрізняється тим, що ультрадисперсні порошки подають в шлейфо-пузирковому режимі в протитечії до рідкого металу.
Спосіб позапічної обробки металевого розплаву на основі заліза
Номер патенту: 41073
Опубліковано: 15.08.2001
Автори: Цибулевський Олександр Еріковіч, Олійник Юрій Володимирович, Олійник Юрій Іванович, Живченко Володимир Семенович
МПК: C21C 7/00
Мітки: металевого, спосіб, позапічної, основі, обробки, розплаву, заліза
Формула / Реферат:
Спосіб позапічної обробки металевого розплаву на основі заліза, який включає подачу в ківш твердої шлакоутворюючої суміші, що містить вуглецевмісний матеріал і розріджувач, злив конвертерного шлаку і подачу металевого розплаву в ківш, який відрізняється тим, що як розріджувач використовують кам'яновугільну породу в кількості, вибраній із співвідношення кам'яновугільної породи та вуглецевмісного матеріалу, рівній 0,83 - 0,60, а подачу в ківш...
Спосіб вакуумно-плазмової обробки розплаву металу
Номер патенту: 85988
Опубліковано: 10.03.2009
Автори: Сичевський Анатолій Антонович, Нарівський Анатолій Васильович, Гарін Олєг Анатольєвіч, Біленький Давид Миронович, Гарін Анатолій Дмітрієвіч, Ганжа Микола Сергійович, Найдек Володимир Леонтійович, Піонтковська Наталя Сергіївна
Мітки: вакуумно-плазмової, обробки, металу, розплаву, спосіб
Формула / Реферат:
1. Спосіб вакуумно-плазмової обробки розплаву металу, що включає його плазмовий нагрів, продувку та вакуумування високотемпературним газом у камері, яку вакуумно ущільнюють оброблюваним розплавом, який відрізняється тим, що додатково здійснюють циркуляційне переміщення розплаву з глибини ванни крізь вакуумну камеру над вертикальною перегородкою і назад у ванну за допомогою нагрітого газу, який подають з плазмотрона, встановленого в боковій...
Спосіб термічної обробки металевого розплаву
Номер патенту: 82164
Опубліковано: 11.03.2008
Автори: Гріженко Ігор Миколайович, Іванов Григорій Олександрович, Мошкін Олександр Миколайович, Секачов Олександр Олегович, Кузьмін Юрій Дмитрович, Скребцов Олександр Михайлович
МПК: B22D 27/04, C21D 1/78, B22D 1/00, B22D 27/20
Мітки: металевого, термічної, розплаву, обробки, спосіб
Формула / Реферат:
1. Спосіб термічної обробки рідкого металевого розплаву, що включає нагрівання розплаву в печі і випуск його частинами у ківш із співвідношенням температур, що забезпечує температуру після змішування у ковші, рівну температурі заливання розплаву у форму, який відрізняється тим, що в донну частину ковша випускають частину більш гарячого розплаву і зменшують швидкість його охолодження чи додатково підігрівають, а частину розплаву, що залишають...
Шлакоутворююча суміш для обробки металевого розплаву

Номер патенту: 45580
Опубліковано: 15.04.2002
Автори: Цибулевський Олександр Еріковіч, Олійник Юрій Володимирович, Олійник Юрій Іванович, Живченко Володимир Семенович
МПК: C22B 9/10, C21C 7/076
Мітки: обробки, металевого, шлакоутворююча, суміш, розплаву
Формула / Реферат:
1. Шлакоутворююча суміш для обробки металевого розплаву, що містить конверторний шлак і легкоплавку складову, яка відрізняється тим, що суміш додатково містить вуглецевий розкиснювач, а як легкоплавка складова використана кам'яновугільна порода при наступному співвідношенні компонентів, мас. %: Вуглецевий розкиснювач 5,0-10,0 Кам'яновугільна порода 15,0-25,0 ...
Попередній патент: Облицювання опорної рами стрілового крана
Наступний патент: Плазмово-індукційна установка для плавлення металів
Випадковий патент: Спосіб одержання оцтової кислоти карбонілюванням з іридієвим каталізатором