Плазмово-індукційна установка для плавлення металів
Номер патенту: 96471
Опубліковано: 10.11.2011
Автори: Найдек Володимир Леонтійович, Нарівський Анатолій Васильович, Волошин Анатолій Олексійович, Ганжа Микола Сергійович, Костяков Володимир Миколайович
Формула / Реферат
Плазмово-індукційна установка для плавлення металів, що містить подовий електрод-анод, з'єднаний з тигелем з індуктором, дуговий плазмотрон та кришку з вогнетривкою футерівкою, яка відрізняється тим, що плазмотрон виконаний у вигляді підпружинених штока з поршнем, які з ущільненням розташовані в пневматичному циліндрі, який встановлений на футерованій кришці і електроізольований від неї, при цьому верхня частина циліндра містить отвір для підведення у його порожнину стиснутого газу та з'єднана з пристроями для регулювання тиску газу в порожнині циліндра.
Текст
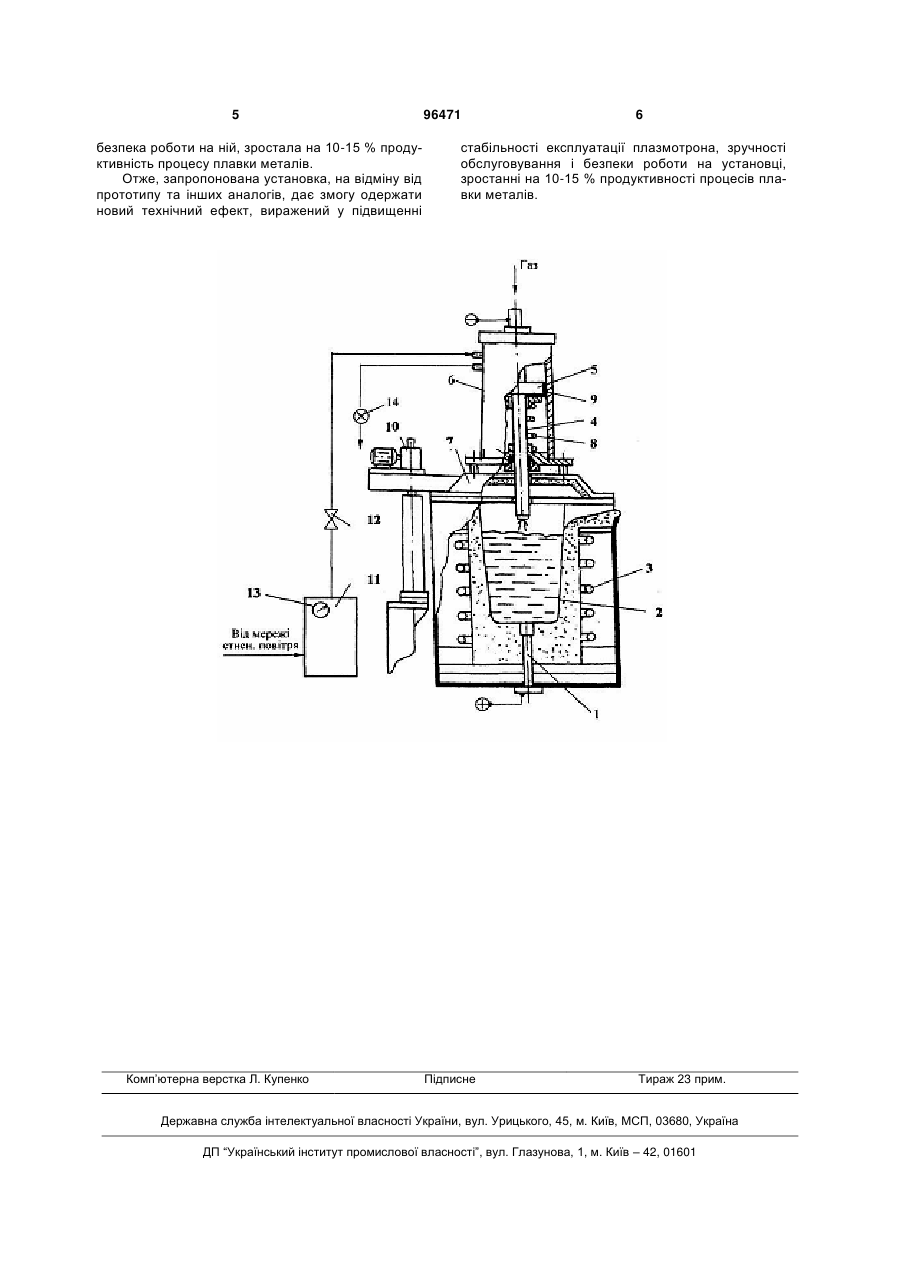
Плазмово-індукційна установка для плавлення металів, що містить подовий електрод-анод, з'єднаний з тигелем з індуктором, дуговий плазмотрон та кришку з вогнетривкою футерівкою, яка відрізняється тим, що плазмотрон виконаний у вигляді підпружинених штока з поршнем, які з ущільненням розташовані в пневматичному циліндрі, який встановлений на футерованій кришці і електроізольований від неї, при цьому верхня частина циліндра містить отвір для підведення у його порожнину стиснутого газу та з'єднана з пристроями для регулювання тиску газу в порожнині циліндра. (19) (21) a200908814 (22) 25.08.2009 (24) 10.11.2011 (46) 10.11.2011, Бюл.№ 21, 2011 р. (72) НАЙДЕК ВОЛОДИМИР ЛЕОНТІЙОВИЧ, НАРІВСЬКИЙ АНАТОЛІЙ ВАСИЛЬОВИЧ, КОСТЯКОВ ВОЛОДИМИР МИКОЛАЙОВИЧ, ВОЛОШИН АНАТОЛІЙ ОЛЕКСІЙОВИЧ, ГАНЖА МИКОЛА СЕРГІЙОВИЧ (73) ФІЗИКО-ТЕХНОЛОГІЧНИЙ ІНСТИТУТ МЕТАЛІВ ТА СПЛАВІВ НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ (56) SU 1012649 A1; 30.11.1989 SU 586776 A; 07.09.1986 SU 1048810 A1; 07.07.1989 3 підпружинених штока з поршнем, які розташовані в пневматичному циліндрі. Для переміщення плазмотрона запропоновано використати пневматичний циліндр, надійність роботи якого перевірено в багатьох галузях промисловості (машинобудуванні, металургії та інших). Виготовлення плазмотрона у вигляді штока з поршнем і розташування його в пневматичному циліндрі дозволяє переміщувати плазмотрон по вертикалі вниз за допомогою тиску, що створюють повітрям або плазмоутворюючим газом. Наявність пружини під поршнем забезпечує плавне переміщення плазмотрона по вертикалі і надійну фіксацію його в заданому положенні. В результаті цього підвищується стабільність горіння плазмової дуги і спрощується регулювання її довжини. При скиданні тиску в пневмоциліндрі пружина повертає плазмотрон в початкове положення. Крім вказаного, таке технічне рішення спрощує обслуговування установки, підвищує безпеку роботи на ній і підвищує продуктивність плавлення металів. Суть винаходу пояснюється кресленням, на якому зображена заявлена плазмово-індукційна установка для плавлення металів, яка містить: подовий електрод-анод 1, тигель 2 з індуктором 3, плазмотрон у вигляді штока 4 та поршня 5, що розміщені в пневматичному циліндрі 6, який встановлено на футерованій кришці 7 і електроізольований від неї. Під поршнем в циліндрі встановлено пружину 8. До верхньої порожнини циліндра підведено стиснуте повітря або плазмоутворюючий газ (аргон, азот або їх суміші). Ущільнення зазору між внутрішньою стінкою циліндра та поршнем здійснюють манжетою 9 з гуми або шкіри. Підйом та опускання кришки здійснюють поворотним (навколо вертикальної осі) електромеханічним приводом 10. Швидкість вертикального переміщення плазмотрона регулюють витратою та тиском газу, що подають у порожнину циліндра 6. Визначений тиск газу або повітря підтримують в ресивері 11, витрату їх регулюють голчатим дроселем 12. Тиск газу в ресивері регулюють електроконтактовим манометром 13. При необхідній величині тиску, що встановлюють на манометрі, його електричні контакти змикаються і вмикають електромагнітний клапан (на кресленні не вказано), який скидає надлишковий тиск в атмосферу. Тиск в ресивері створюють стиснутим повітрям від мережі, що в цеху, або газом, який подають в плазмотрон. Газовий тиск в циліндрі 6 скидають шляхом відкриття електричного клапана або ручного крана 14. Установка працює таким чином. В тигель 2, що нагрівається індуктором 3, укладають шихту так, щоб був щільний контакт між нею та подовим електродом-анодом 1. Потім закривають кришку 7, подають газ в плазмотрон і напругу на нього та подовий електрод. Після цього відкривають доступ газу або повітря в циліндр 6. Під тиском газу поршень 5 та шток 4 (які є складовими плазмотрона) переміщуються вниз. Пружина 8 при цьому стискується. Плазмотрон переміщують вниз до збудження електричної дуги між ним та шихтою. Потім шляхом регулювання тиску в пневматичному циліндрі 96471 4 встановлюють визначну довжину плазмової дуги (контролюють величиною напруги на плазмотроні). Вмикають індуктор і здійснюють плавлення шихти. В процесі плавки металу в тигель подають додаткові шихтові та легуючі матеріали через завантажувальний люк (на кресленні не вказано). При досягненні рідким металом необхідної температури вимикають індуктор і плазмотрон. Припиняють подачу газу в плазмотрон і скидають тиск в пневматичному циліндрі 6. У міру зменшення тиску в циліндрі плазмотрон під дією пружини 8 повертається в початкове положення. Після цього відкривають кришку 7 і розливають метал в ковші або форми. Реалізація запропонованої установки була здійснена при плавленні сталі X18Н10Т в індукційній печі ІСТ-0,16 з футерованою кришкою і електромеханічним приводом до неї. На кришці було встановлено пневматичний циліндр висотою 300 мм, в якому розміщувався плазмотрон у вигляді штока з поршнем. Діаметр штока складав 41 мм, довжина 1300 мм. Поршень діаметром 110 мм, який виготовляли із звичайного чавуну, мав висоту 30 мм. Шток виготовляли із стальної труби ø 42,3 мм з товщиною стінки 3,5 мм. Між поршнем і нижнім фланцем пневматичного циліндра розміщували пружину із дроту діаметром 3 мм. Така пружина надійно утримувала і переміщувала плазмотрон в верхнє положення. Ущільнення поршню в циліндрі здійснювали манжетою із шкіри, штока - гумовим кільцем. Така конструкція пневматичного циліндра забезпечувала вертикальне переміщення плазмотрона на відстань 180 мм. Після завантаження шихти в тигель, який футерували набивною масою на основі магнезиту, закривали кришку. Відкривали доступ газу у плазмотрон і подавали напругу на нього та подовий електрод-анод від джерела живлення АПР-403. Потім подавали газ в циліндр, під тиском якого плазмотрон переміщувався вниз до збудження електричної дуги між графітовим наконечником в плазмотроні та шихтою. Після цього регулювали тиск газу в циліндрі так, щоб плазмотрон під дією пружини переміщувався вгору на відстань, при якій напруга на плазмотроні складала 180 В при струмі 340-350 А. Вмикали індуктор, до якого підводили потужність 110-115 КВт і здійснювали плавлення шихти. Як плазмоутворюючий газ використовували повітря для розплавлення шихти. Для перегріву металу до визначної температури використовували аргон. Витрати повітря і аргону складали 19-20 л/хв. При досягненні металом температури 1650 °С вимикали індуктор і плазмотрон. Припиняли подачу газу в плазмотрон і скидали тиск в пневматичному циліндрі. Плазмотрон переміщувався під дією пружини вгору в початкове положення. За допомогою електромеханічного приводу відкривали кришку і відводили її в бік. Після цього метал розливали в піщані форми. Випробування підтвердили надійність роботи запропонованої установки, а також плазмотрона, що був виконаний у вигляді підпружиненого штока з поршнем, в пневматичному циліндрі. При цьому підвищились зручність обслуговування установки і 5 безпека роботи на ній, зростала на 10-15 % продуктивність процесу плавки металів. Отже, запропонована установка, на відміну від прототипу та інших аналогів, дає змогу одержати новий технічний ефект, виражений у підвищенні Комп’ютерна верстка Л. Купенко 96471 6 стабільності експлуатації плазмотрона, зручності обслуговування і безпеки роботи на установці, зростанні на 10-15 % продуктивності процесів плавки металів. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPlasma-induction installation for metal melt
Автори англійськоюNaidek Volodymyr Leontiiovych, Narivskyi Anatolii Vasyliovych, Kostiakov Volodymyr Mykolaiovych, Voloshyn Anatolii Oleksiiovych, Hanzha Mykola Serhiiovych
Назва патенту російськоюПлазменно-индукционная установка для плавления металлов
Автори російськоюНайдек Владимир Леонтьевич, Наривский Анатолий Васильевич, Костяков Владимир Николаевич, Волошин Анатолий Алексеевич, Ганжа Николай Сергеевич
МПК / Мітки
МПК: H05B 11/00
Мітки: плазмово-індукційна, установка, плавлення, металів
Код посилання
<a href="https://ua.patents.su/3-96471-plazmovo-indukcijjna-ustanovka-dlya-plavlennya-metaliv.html" target="_blank" rel="follow" title="База патентів України">Плазмово-індукційна установка для плавлення металів</a>
Плазмоводугова установка для плавлення металів
Номер патенту: 41990
Опубліковано: 25.06.2009
Автор: Чугунов Леонід Федорович
МПК: H05B 7/00, H01J 17/00, B23K 10/00, C21D 7/00
Мітки: установка, плавлення, металів, плазмоводугова
Формула / Реферат:
1. Плазмоводугова установка для плавлення металів, що містить джерело живлення, плавильний агрегат з плазмотронами, яка відрізняється тим, то джерело живлення складається з розподільного трансформатора, на вторинних обмотках якого виконані три відводи з нульовим провідником у обмотки управління, вторинні обмотки з'єднані з випрямлячем постійного струму і через баластні опори з плазмотронами, які розташовані у плавильному агрегаті, виконаному...
Індукційна піч канального типу для відновлення та плавлення металу з метало- та вуглецевмісної шихти та спосіб відновлення та плавлення металу
Номер патенту: 57148
Опубліковано: 16.06.2003
Автори: де Віллерс Йохан П'єр, ФАУРІ Луіс Йоханнес
МПК: C21B 13/12, C22B 9/00, F27B 14/00, C21C 5/52, C22B 4/00
Мітки: спосіб, металу, індукційна, плавлення, шихти, відновлення, типу, вуглецевмісної, канального, піч, метало
Формула / Реферат:
1. Індукційна піч канального типу для відновлення та плавлення металу з метало- та вуглецевмісної шихти, яка містить трубчату нагрівальну камеру, у якій шихта може плавати у вигляді принаймні однієї кучі на поверхні ванни рідкого металу у камері, яка відрізняється тим, що піч містить принаймні один індукційний нагрівник або індуктор, який розташовано біля осьової лінії поду камери.2. Піч за п. 1, яка відрізняється тим, що...
Плазмово-дугова установка для нагріву заготовок під кування
Номер патенту: 2035
Опубліковано: 15.09.2003
Автор: Чугунов Леонід Федорович
МПК: F27B 14/00
Мітки: кування, заготовок, нагріву, установка, плазмово-дугова
Формула / Реферат:
Плазмово-дугова установка для нагріву заготовок під кування, що має джерело живлення та плазмотрони, розташовані у нижній частині установки, яка відрізняється тим, що має додаткову суміжну камеру, розташовану поруч з основною, камери розділені спільною стінкою з отворами та перекриті покрівлею, в якій виконані витяжні труби, що перекриваються вогнестійкими шиберами.
Спосіб плазмово-дугового нагріву та плавлення матеріалів
Номер патенту: 7286
Опубліковано: 30.06.1995
Автори: Забарило Олег Семенович, Кугушов Олександр Сергійович, Приходько Міра Самійлівна, Мельник Гарій Олександрович, Гончаренко Володимир Вікторович, Поболь Анатолій Аркадійович
МПК: H05B 7/22
Мітки: плазмово-дугового, матеріалів, спосіб, нагріву, плавлення
Формула / Реферат:
Способ плазменно-дугового нагрева и плавления материалов, при котором возбуждают электродуговой разряд между внутренним и наружным электродами плазменно-дугового нагревателя и нагреваемый материалом, регулируют силу тока дуги, перемещают плазменно-дуговой нагреватель относительно материала, отличающийся тем, что расстояние между торцом наружного электрода и поверхностью материала поддерживают и регулируют пропорционально силе тока дуги...
Посудина прямого плавлення, установка прямого плавлення та спосіб прямого плавлення
Номер патенту: 93506
Опубліковано: 25.02.2011
Автор: Герр Меттью Джон
МПК: C21C 5/46, C21C 5/42, F27B 3/10, C21C 5/04, F27D 3/00, C21B 13/10
Мітки: плавлення, установка, спосіб, посудина, прямого
Формула / Реферат:
1. Посудина прямого плавлення для одержання рідкого заліза під тиском, яка має:(a) під, пристосований до вміщення шару металу ванни розплаву, причому під має основу та бічну стінку,(b) бічну стінку, що проходить вгору з бічної стінки поду,(c) певну кількість охолоджуваних водою фурм, які проходять вниз і всередину у посудину, для введення в посудину твердого вихідного матеріалу, такого як металовмісний вихідний матеріал...
Попередній патент: Спосіб плазмово-реагентної обробки металевого розплаву в вакуумі
Наступний патент: Пристрій для внесення матеріалу під сільськогосподарські культури (варіанти) та спосіб внесення матеріалу під сільськогосподарські культури
Випадковий патент: Лікер десертний "шоколад"