Шліфувальний круг
Номер патенту: 96568
Опубліковано: 10.02.2015
Автори: Степанова Ірина Ігоревна, Гуцаленко Юрій Григорійович, Севідова Олена Костянтинівна

Формула / Реферат
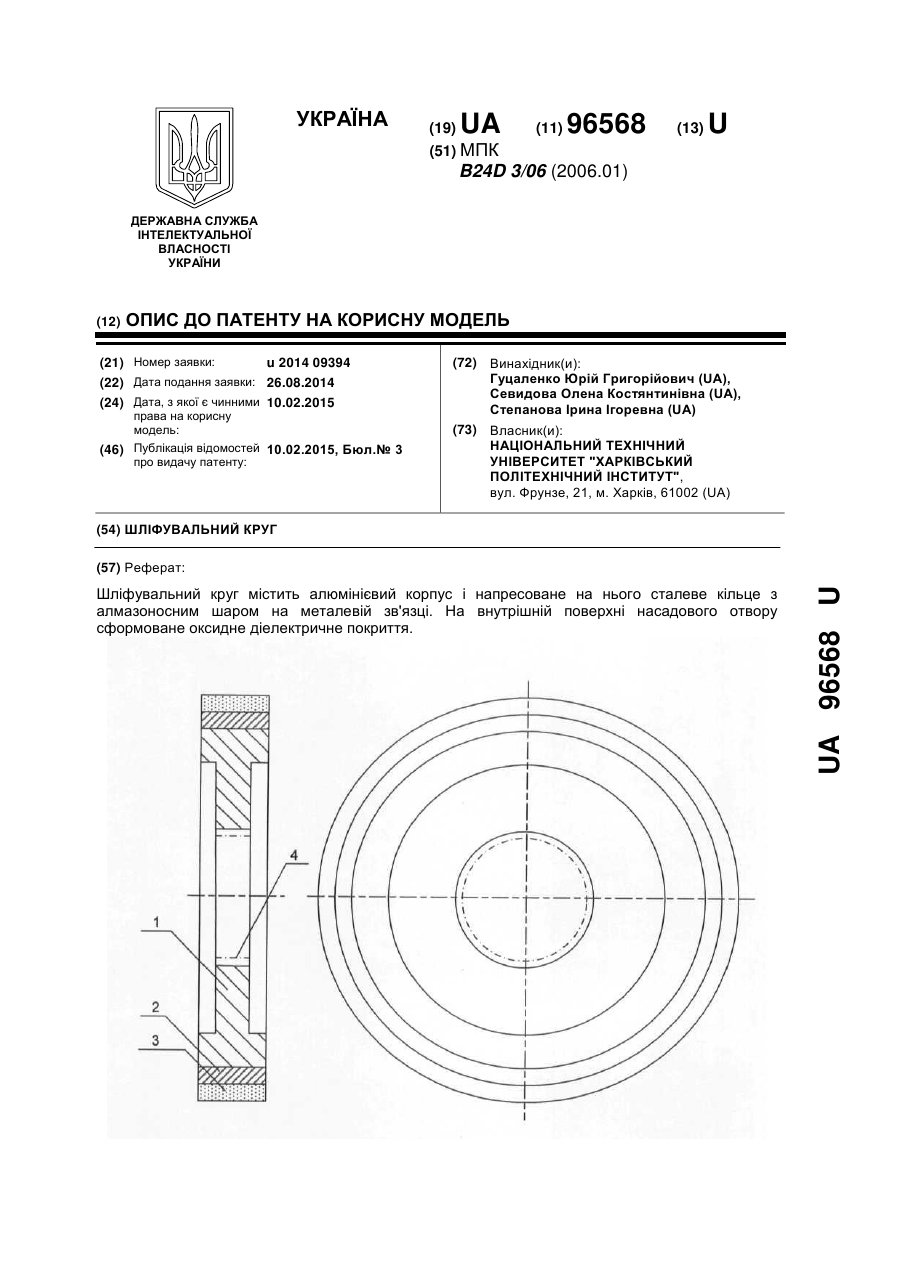
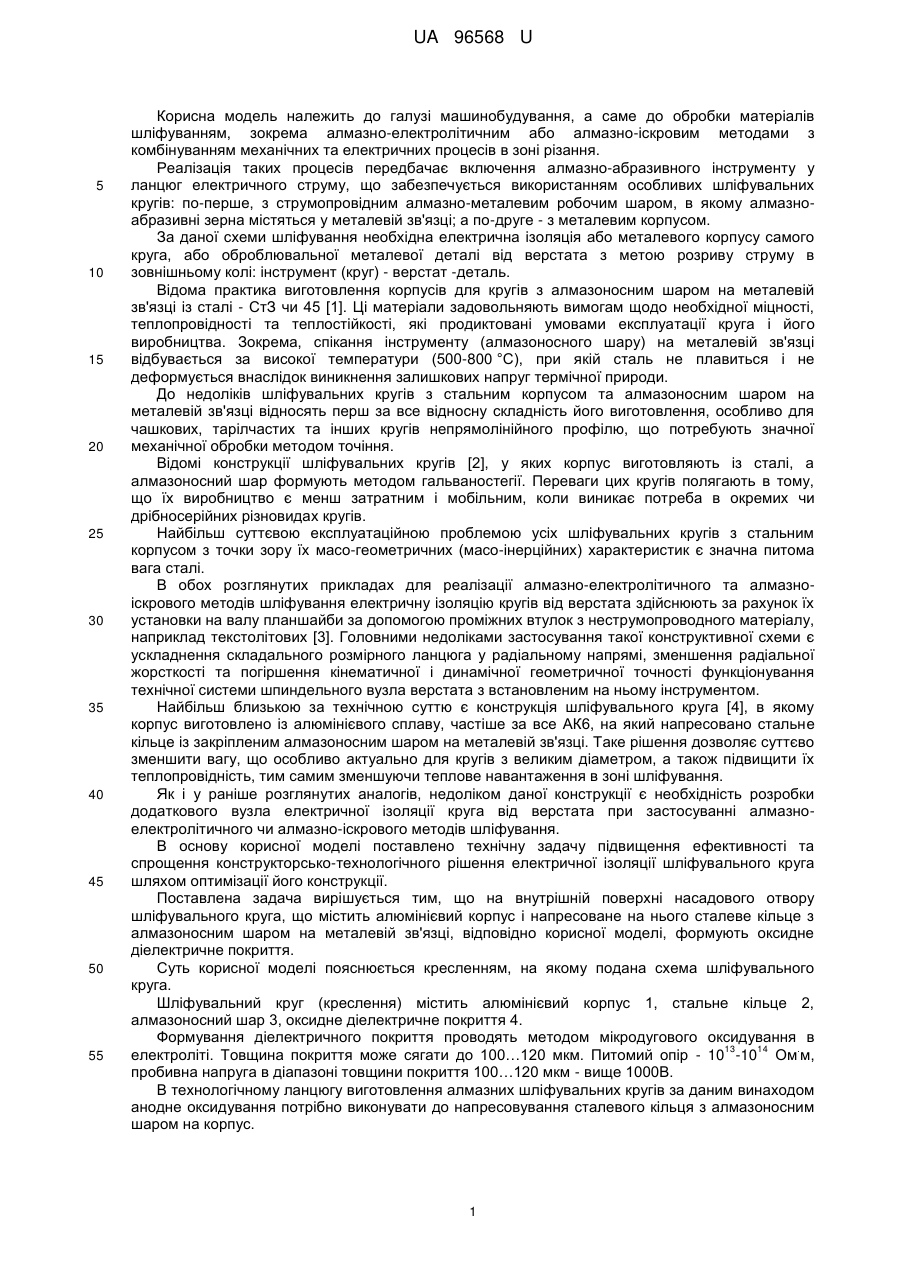
Шліфувальний круг, що містить алюмінієвий корпус і напресоване на нього сталеве кільце з алмазоносним шаром на металевій зв'язці, який відрізняється тим, що на внутрішній поверхні насадового отвору сформоване оксидне діелектричне покриття.
Текст
Реферат: UA 96568 U UA 96568 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування, а саме до обробки матеріалів шліфуванням, зокрема алмазно-електролітичним або алмазно-іскровим методами з комбінуванням механічних та електричних процесів в зоні різання. Реалізація таких процесів передбачає включення алмазно-абразивного інструменту у ланцюг електричного струму, що забезпечується використанням особливих шліфувальних кругів: по-перше, з струмопровідним алмазно-металевим робочим шаром, в якому алмазноабразивні зерна містяться у металевій зв'язці; а по-друге - з металевим корпусом. За даної схеми шліфування необхідна електрична ізоляція або металевого корпусу самого круга, або оброблювальної металевої деталі від верстата з метою розриву струму в зовнішньому колі: інструмент (круг) - верстат -деталь. Відома практика виготовлення корпусів для кругів з алмазоносним шаром на металевій зв'язці із сталі - СтЗ чи 45 [1]. Ці матеріали задовольняють вимогам щодо необхідної міцності, теплопровідності та теплостійкості, які продиктовані умовами експлуатації круга і його виробництва. Зокрема, спікання інструменту (алмазоносного шару) на металевій зв'язці відбувається за високої температури (500-800 °C), при якій сталь не плавиться і не деформується внаслідок виникнення залишкових напруг термічної природи. До недоліків шліфувальних кругів з стальним корпусом та алмазоносним шаром на металевій зв'язці відносять перш за все відносну складність його виготовлення, особливо для чашкових, тарілчастих та інших кругів непрямолінійного профілю, що потребують значної механічної обробки методом точіння. Відомі конструкції шліфувальних кругів [2], у яких корпус виготовляють із сталі, а алмазоносний шар формують методом гальваностегії. Переваги цих кругів полягають в тому, що їх виробництво є менш затратним і мобільним, коли виникає потреба в окремих чи дрібносерійних різновидах кругів. Найбільш суттєвою експлуатаційною проблемою усіх шліфувальних кругів з стальним корпусом з точки зору їх масо-геометричних (масо-інерційних) характеристик є значна питома вага сталі. В обох розглянутих прикладах для реалізації алмазно-електролітичного та алмазноіскрового методів шліфування електричну ізоляцію кругів від верстата здійснюють за рахунок їх установки на валу планшайби за допомогою проміжних втулок з неструмопроводного матеріалу, наприклад текстолітових [3]. Головними недоліками застосування такої конструктивної схеми є ускладнення складального розмірного ланцюга у радіальному напрямі, зменшення радіальної жорсткості та погіршення кінематичної і динамічної геометричної точності функціонування технічної системи шпиндельного вузла верстата з встановленим на ньому інструментом. Найбільш близькою за технічною суттю є конструкція шліфувального круга [4], в якому корпус виготовлено із алюмінієвого сплаву, частіше за все АК6, на який напресовано стальне кільце із закріпленим алмазоносним шаром на металевій зв'язці. Таке рішення дозволяє суттєво зменшити вагу, що особливо актуально для кругів з великим діаметром, а також підвищити їх теплопровідність, тим самим зменшуючи теплове навантаження в зоні шліфування. Як і у раніше розглянутих аналогів, недоліком даної конструкції є необхідність розробки додаткового вузла електричної ізоляції круга від верстата при застосуванні алмазноелектролітичного чи алмазно-іскрового методів шліфування. В основу корисної моделі поставлено технічну задачу підвищення ефективності та спрощення конструкторсько-технологічного рішення електричної ізоляції шліфувального круга шляхом оптимізації його конструкції. Поставлена задача вирішується тим, що на внутрішній поверхні насадового отвору шліфувального круга, що містить алюмінієвий корпус і напресоване на нього сталеве кільце з алмазоносним шаром на металевій зв'язці, відповідно корисної моделі, формують оксидне діелектричне покриття. Суть корисної моделі пояснюється кресленням, на якому подана схема шліфувального круга. Шліфувальний круг (креслення) містить алюмінієвий корпус 1, стальне кільце 2, алмазоносний шар 3, оксидне діелектричне покриття 4. Формування діелектричного покриття проводять методом мікродугового оксидування в 13 14 . електроліті. Товщина покриття може сягати до 100…120 мкм. Питомий опір - 10 -10 Ом м, пробивна напруга в діапазоні товщини покриття 100…120 мкм - вище 1000В. В технологічному ланцюгу виготовлення алмазних шліфувальних кругів за даним винаходом анодне оксидування потрібно виконувати до напресовування сталевого кільця з алмазоносним шаром на корпус. 1 UA 96568 U 5 10 15 20 Основною перевагою запропонованої конструкції круга в порівнянні з найближчим аналогом є безпосередня забезпеченість його електричної ізоляції від валу планшайби шпиндельного вузла, що значно спрощує і водночас підвищує якість рішення цієї конструкторськотехнологічної задачі, оскільки за таким рішенням не ускладнюється складальний розмірний ланцюг у радіальному напрямі і не зменшується радіальна жорсткість, кінематична і динамічна геометрична точність функціонування технічної системи шпиндельного вузла верстату з встановленим інструментом, як у випадку застосування проміжних електроізоляційних втулок. Джерела інформації: 1. Сидоренко Л. С. Конструкции алмазных кругов на металлической связке с вогнутым фасонным профилем // Сверхтвердые материалы.-1994. -№3.- С. 35-39. 2. Алмазный абразивный инструмент. [Вышковский Е., Чамская Л., Маевский С.] Narzedzie diamentowe scieme. Wyszkowski J., Chamska L., Majewski S. - Пат. 122158, ПНР: МКИ B24 D3/06, B23 B51/08; заявл. 08.06.78, № 232803; опубл. 28.02.85. - Приводиться за джерелом: РЖ [ISSN 0202-957X]. - М., ВИНИТИ, 1985. - Свод. т. 14: Технология машиностроения, № 11. -С. 104. 3. Гурвич Р.А. Модернизация станка мод. ЗА153 для круглого алмазно-электролитического шлифования / Р.А. Гурвич, М.А. Погорельский, Г.В. Чайка, В.В. Коломиец // Синтетические алмазы.-1975. – Вып. 2. - С. 61-64. 4. Бакуль В.Н. Основы проектирования и технология изготовления абразивного и алмазного инструмента: Учеб. пособие для техникумов / В.Н. Бакуль, Ю.И. Никитин, Е.Б. Верник, В.Ф. Селех. - М.: Машиностроение, 1975.-296 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Шліфувальний круг, що містить алюмінієвий корпус і напресоване на нього сталеве кільце з алмазоносним шаром на металевій зв'язці, який відрізняється тим, що на внутрішній поверхні насадового отвору сформоване оксидне діелектричне покриття. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюHutsalenko Yurii Hryhoriiovych, Sevydova Olena Kostiantynivna
Автори російськоюГуцаленко Юрий Григорьевич, Севидова Елена Константиновна
МПК / Мітки
МПК: B24D 3/06
Мітки: шліфувальний, круг
Код посилання
<a href="https://ua.patents.su/4-96568-shlifuvalnijj-krug.html" target="_blank" rel="follow" title="База патентів України">Шліфувальний круг</a>
Шліфувальний круг з переривчастою робочою поверхнею
Номер патенту: 23352
Опубліковано: 25.05.2007
Автори: Новосьолов Юрій Костянтинович, Богуцкий Володимир Борисович, Малигіна Віра Вікторівна
МПК: B24D 7/00
Мітки: робочою, круг, поверхнею, шліфувальний, переривчастою
Формула / Реферат:
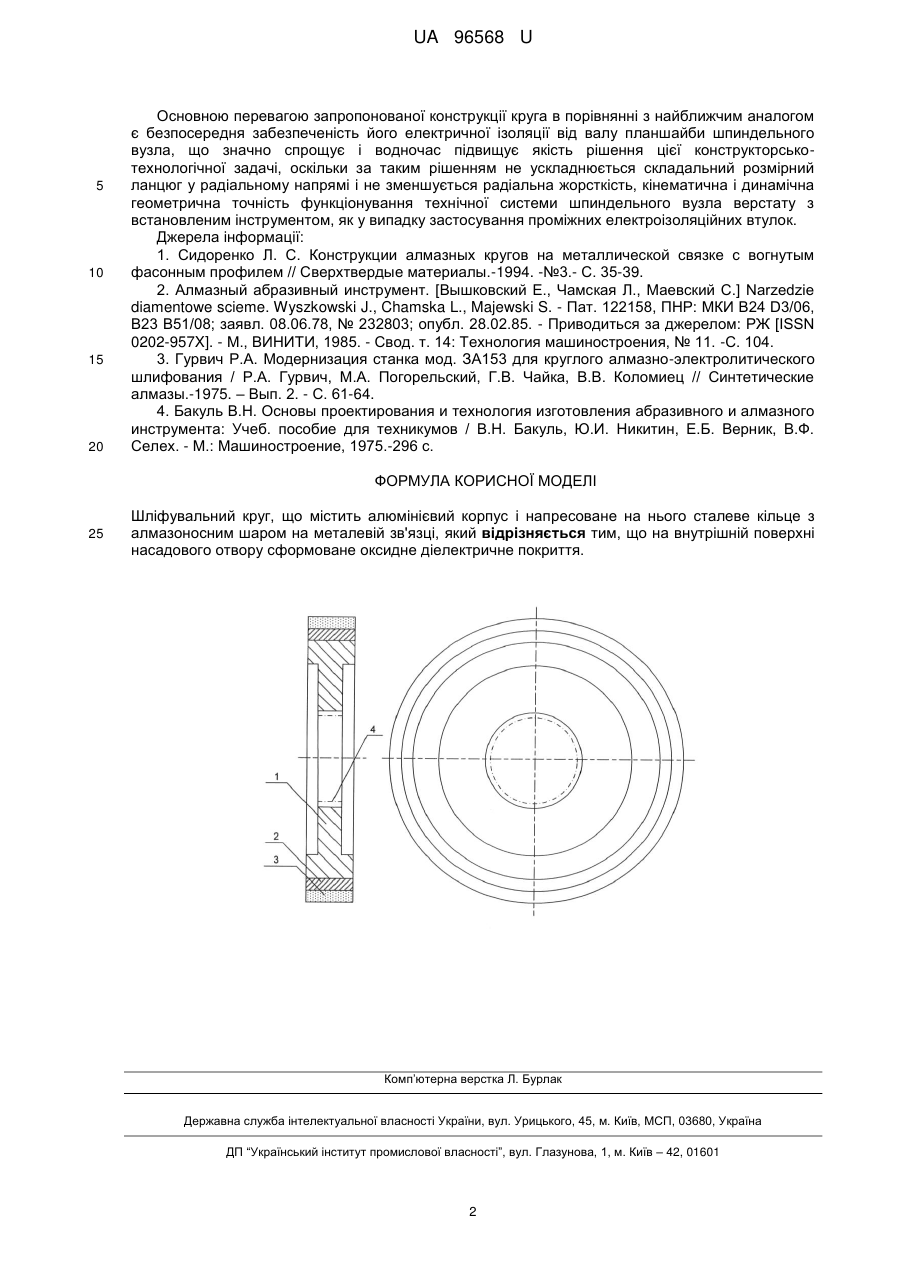
Шліфувальний круг з переривчастою робочою поверхнею, що має пази на своїй робочій поверхні, який відрізняється тим, що пази спрямовані під кутом α до осі круга, діапазон кута складає 37-76 градусів.
Шліфувальний круг
Номер патенту: 3066
Опубліковано: 15.10.2004
Автор: Грабарчук Віктор Мар'янович
МПК: B24D 17/00
Мітки: шліфувальний, круг
Формула / Реферат:
1. Шліфувальний круг, який складається з правої і лівої частин, виконаних у вигляді кругів із скошеними торцями і спряжених одна з одною з утворенням V-подібної канавки на торці спільної робочої поверхні, яка має алмазне покриття, який відрізняється тим, що алмазне покриття робочої поверхні правої і лівої частин круга виконане з алмазного порошку різної зернистості.2. Шліфувальний круг за п. 1, який відрізняється тим, що відношення...
Збірний шліфувальний круг

Номер патенту: 29681
Опубліковано: 25.01.2008
Автори: Юров Дмитро Петрович, Стиріков Олександр Миколайович
МПК: B24B 5/00
Мітки: круг, шліфувальний, збірний
Формула / Реферат:
1. Збірний шліфувальний круг, що містить корпус, який виконано у вигляді двох паралельно розташованих і жорстко з'єднаних між собою на деякій відстані дисків з отвором в центральній частині для кріплення на консолі шпинделя внутрішньошліфувального верстата, і абразивних елементів, що виконані у вигляді кругів, радіально розміщених між дисками і роз'ємно скріплених з ними за допомогою елементів кріплення, які розташовані на дисках по колу,...
Збірний шліфувальний круг

Номер патенту: 20257
Опубліковано: 15.01.2007
Автор: Борблик Сергій Борисович
МПК: B24D 5/00
Мітки: шліфувальний, круг, збірний
Формула / Реферат:
1. Збірний шліфувальний круг, що містить корпус з отвором в центральній частині для кріплення на консолі шпінделя внутрішньошліфувального верстата і абразивні елементи, що радіальнo розташовані і закріплені на корпусі за допомогою елементів кріплення, який відрізняється тим, що корпус виконано у вигляді двох паралельно розташованих і жорстко з'єднаних між собою на деякій відстані дисків, між якими розміщені абразивні елементи, які виконані у...
Шліфувальний круг
Номер патенту: 61563
Опубліковано: 25.07.2011
Автори: Пташенчук Віталій Віталійович, Марчук Віктор Іванович
Мітки: шліфувальний, круг
Формула / Реферат:
1. Шліфувальний круг, що містить виконаний у формі круглого фланця корпус з абразивною робочою поверхнею, у якій виконані отвори, частина яких з'єднана з камерами, що утворені всередині корпуса, який відрізняється тим, що отвори, які з'єднані з камерами, оснащені соплами та розташовані еквідистантно у радіально розміщених пазах, виконаних на абразивній робочій поверхні, при цьому камери усередині корпуса з'єднані трубопроводами з каналом для...
Попередній патент: Спосіб прогнозування зрощення перелому
Наступний патент: Опалювальний прилад
Випадковий патент: Спосіб оцінки ступеня тяжкості неврологічного дефіциту первинного гіпотиреозу