Штамп для вирубування тонколистових деталей
Номер патенту: 97197
Опубліковано: 10.03.2015
Автори: Корнійченко Павло Олександрович, Яворовський Вадим Миколайович

Формула / Реферат
1. Штамп для вирубування тонколистових деталей, який містить притискач з амортизаційним елементом та елементом підрізки у вигляді виступаючого ребра, і які розташовані по всьому контуру вирубаної деталі, який відрізняється тим, що притискач виконаний у вигляді сектора з центральним кутом 10…20° по певній поверхні з краю заготовки.
2. Штамп за п. 1, який відрізняється тим, що він оснащений накидною гайкою та секторним притискачем, розташованим на ній.
Текст
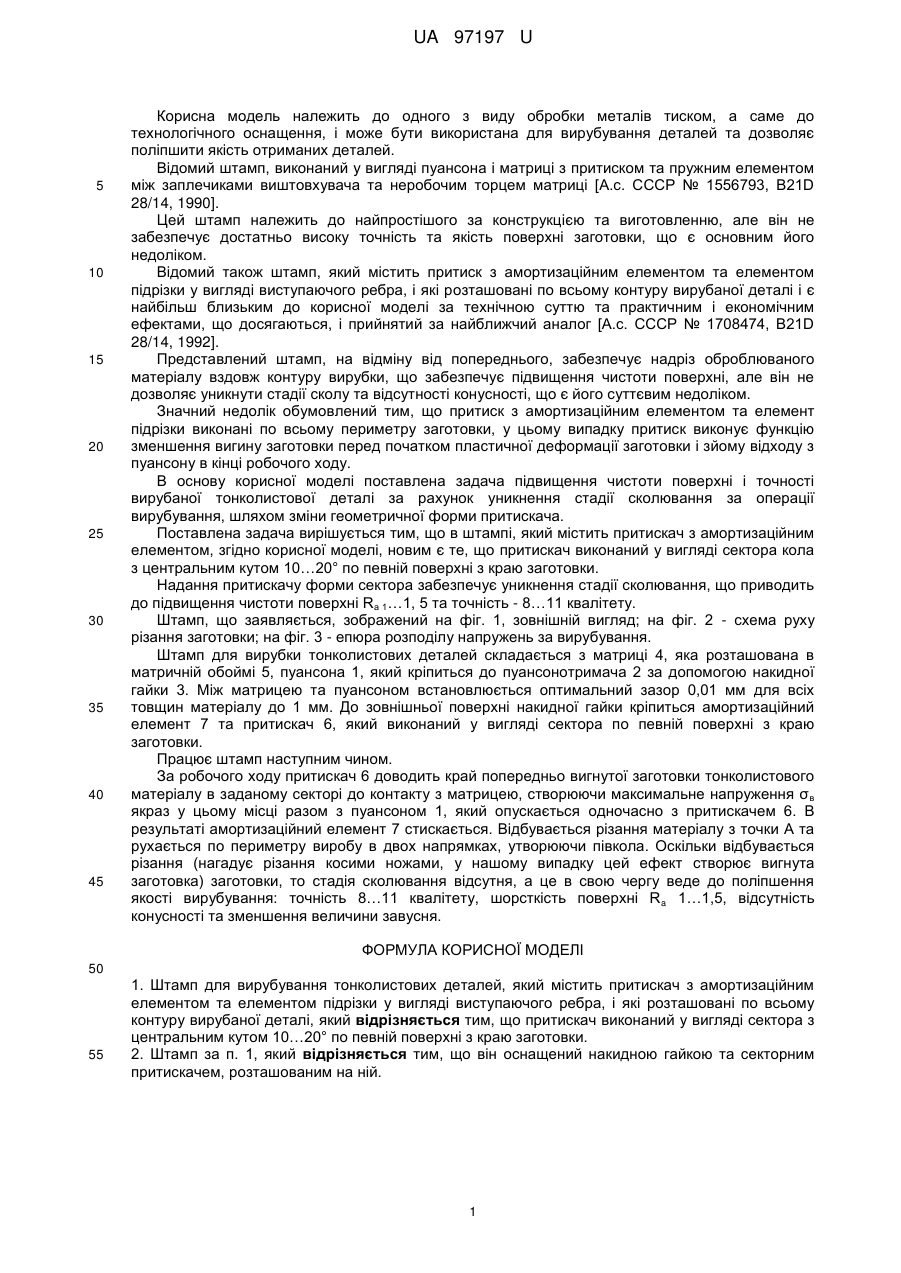
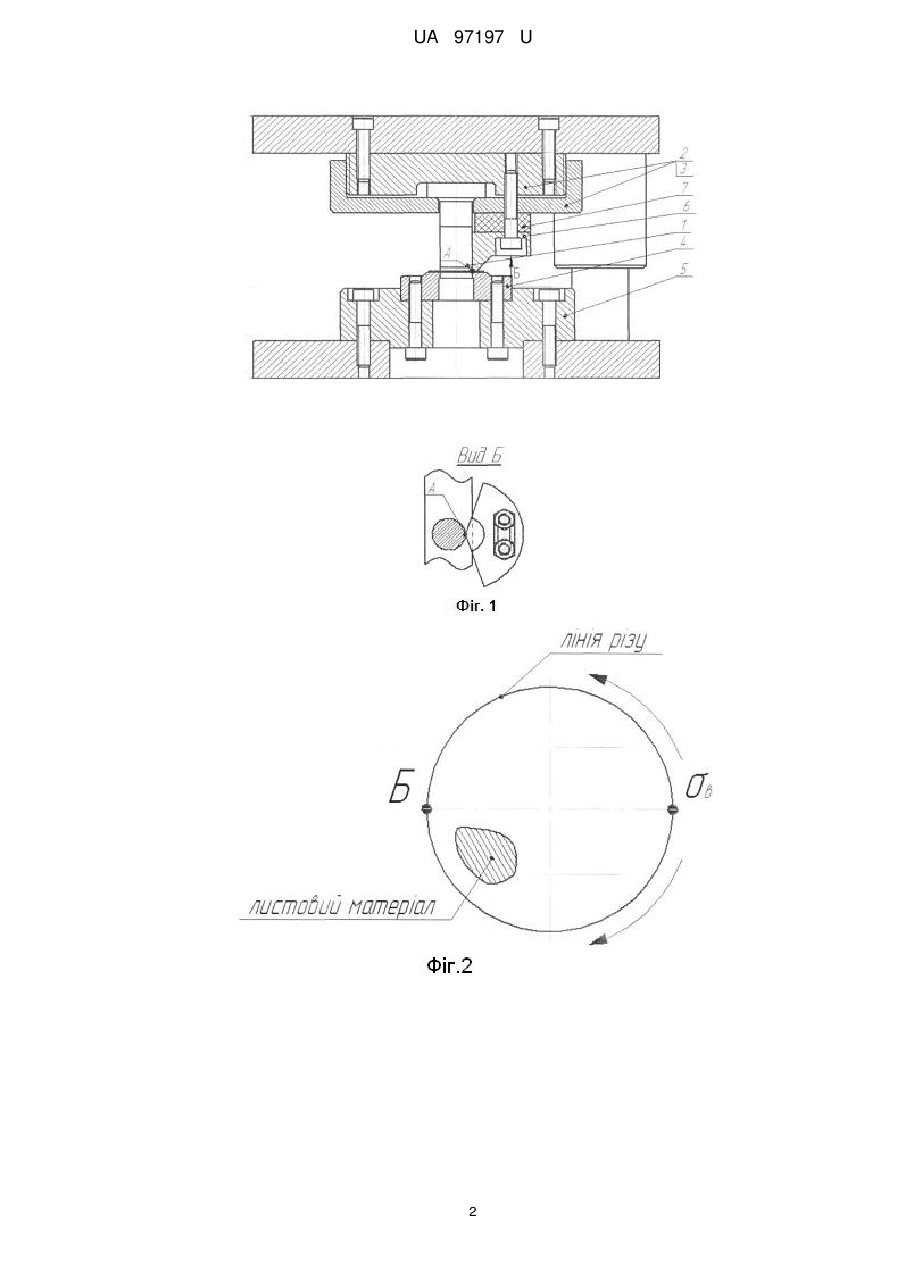
Реферат: UA 97197 U UA 97197 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до одного з виду обробки металів тиском, а саме до технологічного оснащення, і може бути використана для вирубування деталей та дозволяє поліпшити якість отриманих деталей. Відомий штамп, виконаний у вигляді пуансона і матриці з притиском та пружним елементом між заплечиками виштовхувача та неробочим торцем матриці [А.с. СССР № 1556793, В21D 28/14, 1990]. Цей штамп належить до найпростішого за конструкцією та виготовленню, але він не забезпечує достатньо високу точність та якість поверхні заготовки, що є основним його недоліком. Відомий також штамп, який містить притиск з амортизаційним елементом та елементом підрізки у вигляді виступаючого ребра, і які розташовані по всьому контуру вирубаної деталі і є найбільш близьким до корисної моделі за технічною суттю та практичним і економічним ефектами, що досягаються, і прийнятий за найближчий аналог [А.с. СССР № 1708474, В21D 28/14, 1992]. Представлений штамп, на відміну від попереднього, забезпечує надріз оброблюваного матеріалу вздовж контуру вирубки, що забезпечує підвищення чистоти поверхні, але він не дозволяє уникнути стадії сколу та відсутності конусності, що є його суттєвим недоліком. Значний недолік обумовлений тим, що притиск з амортизаційним елементом та елемент підрізки виконані по всьому периметру заготовки, у цьому випадку притиск виконує функцію зменшення вигину заготовки перед початком пластичної деформації заготовки і зйому відходу з пуансону в кінці робочого ходу. В основу корисної моделі поставлена задача підвищення чистоти поверхні і точності вирубаної тонколистової деталі за рахунок уникнення стадії сколювання за операції вирубування, шляхом зміни геометричної форми притискача. Поставлена задача вирішується тим, що в штампі, який містить притискач з амортизаційним елементом, згідно корисної моделі, новим є те, що притискач виконаний у вигляді сектора кола з центральним кутом 10…20° по певній поверхні з краю заготовки. Надання притискачу форми сектора забезпечує уникнення стадії сколювання, що приводить до підвищення чистоти поверхні Rа 1…1, 5 та точність - 8…11 квалітету. Штамп, що заявляється, зображений на фіг. 1, зовнішній вигляд; на фіг. 2 - схема руху різання заготовки; на фіг. 3 - епюра розподілу напружень за вирубування. Штамп для вирубки тонколистових деталей складається з матриці 4, яка розташована в матричній обоймі 5, пуансона 1, який кріпиться до пуансонотримача 2 за допомогою накидної гайки 3. Між матрицею та пуансоном встановлюється оптимальний зазор 0,01 мм для всіх товщин матеріалу до 1 мм. До зовнішньої поверхні накидної гайки кріпиться амортизаційний елемент 7 та притискач 6, який виконаний у вигляді сектора по певній поверхні з краю заготовки. Працює штамп наступним чином. За робочого ходу притискач 6 доводить край попередньо вигнутої заготовки тонколистового матеріалу в заданому секторі до контакту з матрицею, створюючи максимальне напруження σ в якраз у цьому місці разом з пуансоном 1, який опускається одночасно з притискачем 6. В результаті амортизаційний елемент 7 стискається. Відбувається різання матеріалу з точки А та рухається по периметру виробу в двох напрямках, утворюючи півкола. Оскільки відбувається різання (нагадує різання косими ножами, у нашому випадку цей ефект створює вигнута заготовка) заготовки, то стадія сколювання відсутня, а це в свою чергу веде до поліпшення якості вирубування: точність 8…11 квалітету, шорсткість поверхні R a 1…1,5, відсутність конусності та зменшення величини завусня. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 1. Штамп для вирубування тонколистових деталей, який містить притискач з амортизаційним елементом та елементом підрізки у вигляді виступаючого ребра, і які розташовані по всьому контуру вирубаної деталі, який відрізняється тим, що притискач виконаний у вигляді сектора з центральним кутом 10…20° по певній поверхні з краю заготовки. 2. Штамп за п. 1, який відрізняється тим, що він оснащений накидною гайкою та секторним притискачем, розташованим на ній. 1 UA 97197 U 2 UA 97197 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюYavorovskyi Vadym Mykolaiovych, Korniichenko Pavlo Oleksandrovych
Автори російськоюЯворовский Вадим Николаевич, Корнийченко Павел Александрович
МПК / Мітки
МПК: B21D 28/14
Мітки: тонколистових, вирубування, деталей, штамп
Код посилання
<a href="https://ua.patents.su/5-97197-shtamp-dlya-virubuvannya-tonkolistovikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Штамп для вирубування тонколистових деталей</a>
Енергозберігаючий прес для вирубування деталей взуття
Номер патенту: 10262
Опубліковано: 15.11.2005
Автори: Шевчук Сергій Сергійович, Кармаліта Анатолій Костянтинович, Прибега Дмитро Володимирович, Поліщук Олег Степанович
Мітки: взуття, прес, енергозберігаючий, деталей, вирубування
Формула / Реферат:
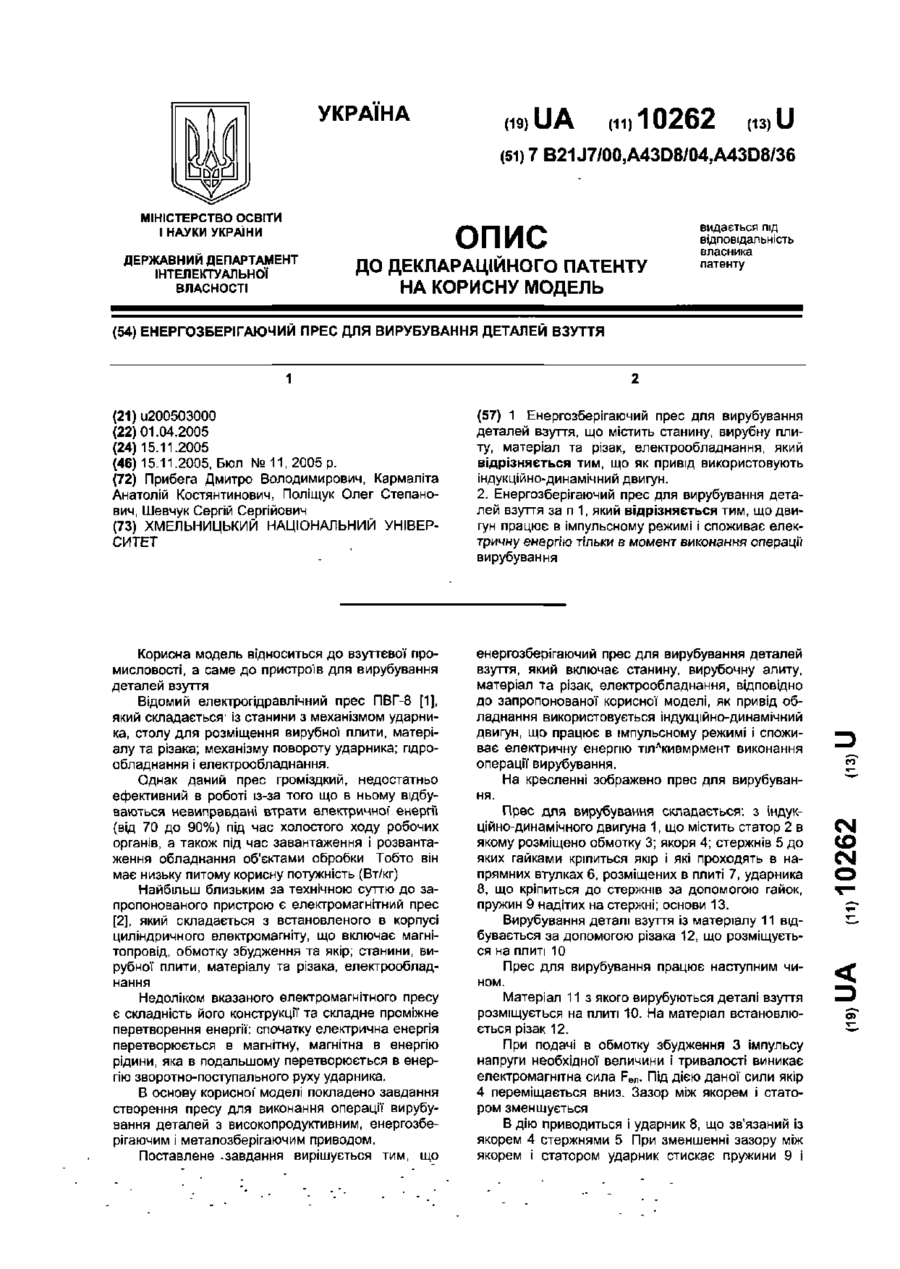
1. Енергозберігаючий прес для вирубування деталей взуття, що містить станину, вирубну плиту, матеріал та різак, електрообладнання, який відрізняється тим, що як привід використовують індукційно-динамічний двигун.2. Енергозберігаючий прес для вирубування деталей взуття за п. 1, який відрізняється тим, що двигун працює в імпульсному режимі і споживає електричну енергію тільки в момент виконання операції вирубування.
Прес для вирубування деталей з листового матеріалу та натуральної шкіри
Номер патенту: 9927
Опубліковано: 17.10.2005
Автори: Прибега Дмитро Володимирович, Кармаліта Анатолій Костянтинович, Поліщук Олег Степанович
МПК: A43D 8/00
Мітки: деталей, листового, натуральної, шкіри, матеріалу, прес, вирубування
Формула / Реферат:
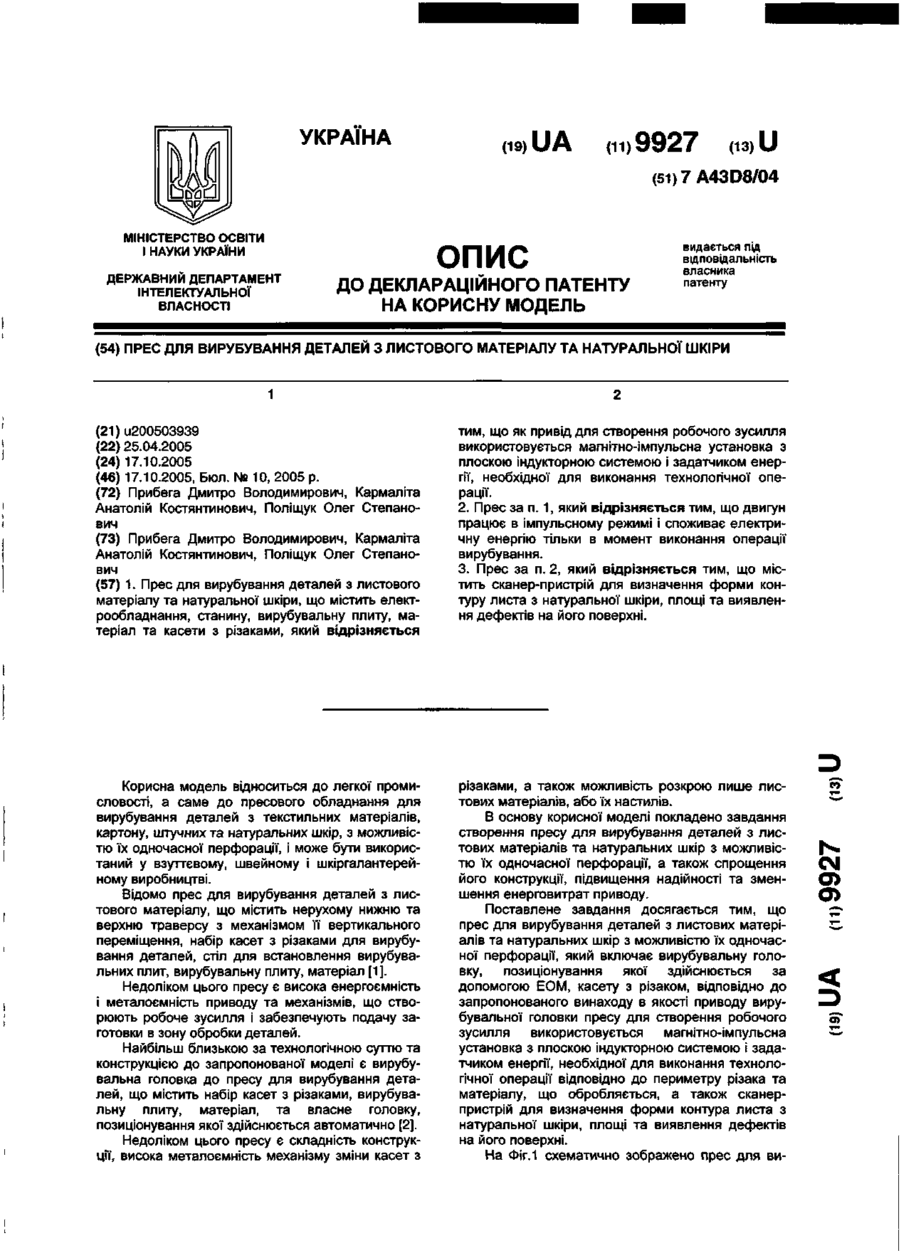
1. Прес для вирубування деталей з листового матеріалу та натуральної шкіри, що містить електрообладнання, станину, вирубувальну плиту, матеріал та касети з різаками, який відрізняється тим, що як привід для створення робочого зусилля використовується магнітно-імпульсна установка з плоскою індукторною системою і задатчиком енергії, необхідної для виконання технологічної операції.2. Прес за п. 1, який відрізняється тим, що двигун...
Штамп для гарячого штампування порошкових деталей
Номер патенту: 27374
Опубліковано: 25.10.2007
Автори: Білошицький Микола Володимирович, Кузьменко Олена Михайлівна, Рябічева Людмила Олександрівна, Циркін Аркадій Тимофійович
МПК: B22F 3/14
Мітки: деталей, порошкових, гарячого, штамп, штампування
Формула / Реферат:
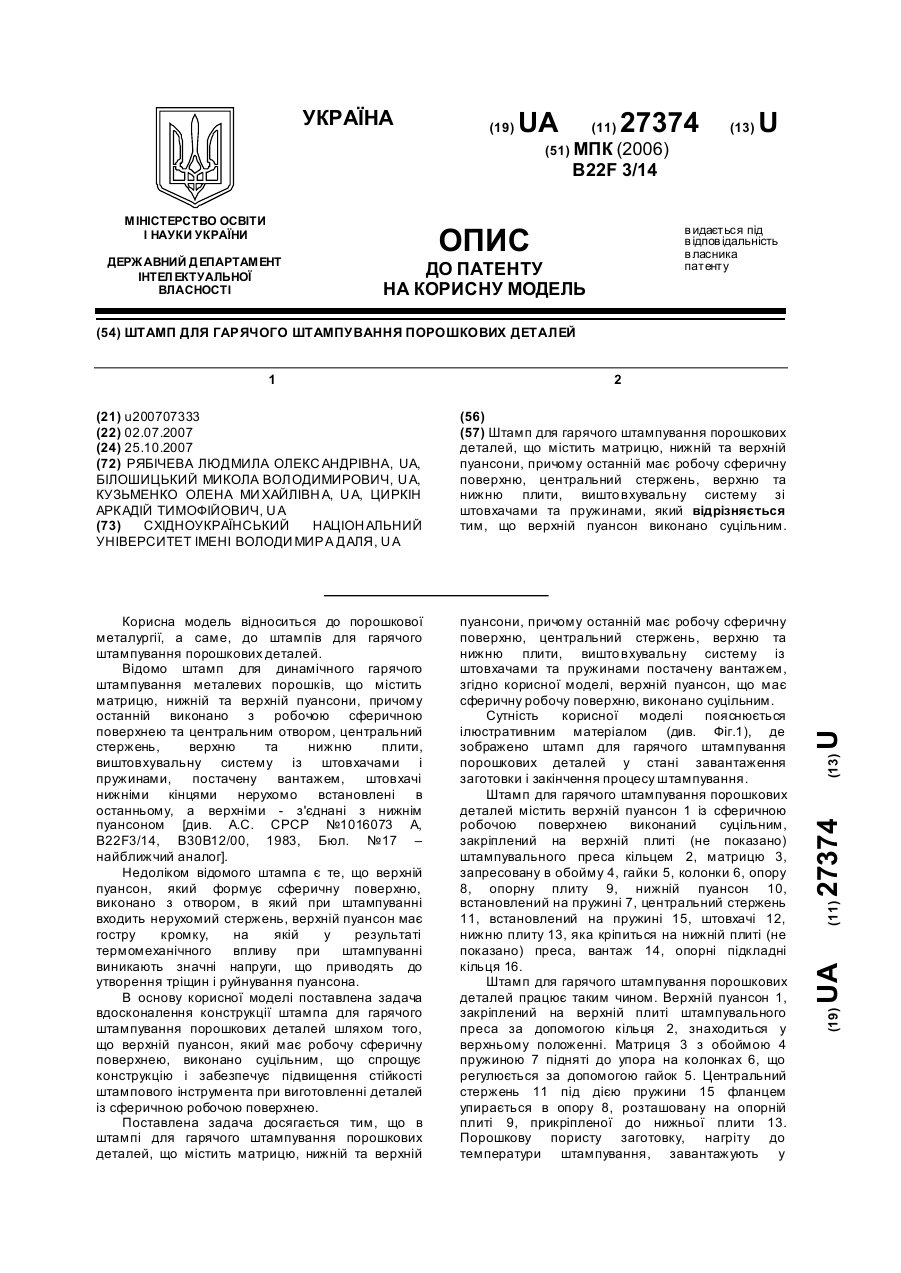
Штамп для гарячого штампування порошкових деталей, що містить матрицю, нижній та верхній пуансони, причому останній має робочу сферичну поверхню, центральний стержень, верхню та нижню плити, виштовхувальну систему зі штовхачами та пружинами, який відрізняється тим, що верхній пуансон виконано суцільним.
Штамп для комбінованого видавлювання деталей з фланцем та відростком
Номер патенту: 64958
Опубліковано: 25.11.2011
Автори: Грудкіна Наталія Сергіївна, Алієва Лейла Іграмотдіновна, Мартинов Сергій Володимирович
МПК: B21J 13/02
Мітки: фланцем, комбінованого, деталей, відростком, видавлювання, штамп
Формула / Реферат:
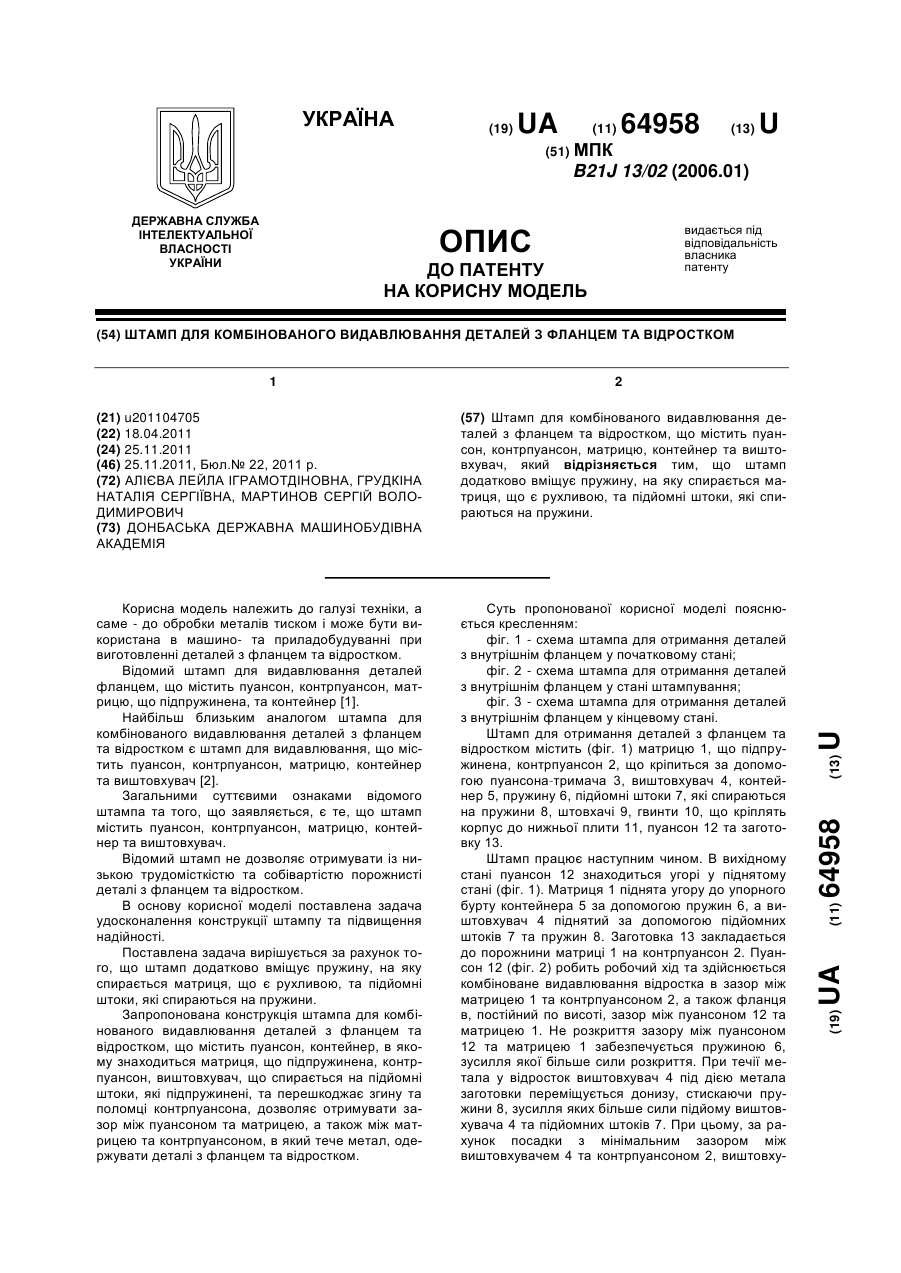
Штамп для комбінованого видавлювання деталей з фланцем та відростком, що містить пуансон, контрпуансон, матрицю, контейнер та виштовхувач, який відрізняється тим, що штамп додатково вміщує пружину, на яку спирається матриця, що є рухливою, та підйомні штоки, які спираються на пружини.
Штамп для видавлювання порожнистих деталей зі складним профілем
Номер патенту: 36292
Опубліковано: 27.10.2008
Автори: Жбанков Ярослав Геннадійович, Алієв Іграмотдін Серажутдінович
МПК: B21J 13/02
Мітки: профілем, складним, штамп, порожнистих, деталей, видавлювання
Формула / Реферат:
Штамп для видавлювання порожнистих деталей зі складним профілем, що містить ступінчасту матрицю і деформуючий пуансон з порожниною, в якій розташована оправка, який відрізняється тим, що містить поворотні навколо нерухомої осі, розташованої на нерухомих опорах, важелі, які взаємодіють одним кінцем із профільованою бічною поверхнею пуансона, а другим кінцем, який проходить крізь виточку в деформуючому пуансоні, із торцем оправки.
Попередній патент: Пристрій для лазерної обробки
Наступний патент: Автоматизована установка для пробивки отворів лазерним випромінюванням
Випадковий патент: Пристрій для розчистки русла малих річок від мулових наносів