Спосіб зварювання високоміцних сталей аустенітним електродом
Номер патенту: 97711
Опубліковано: 12.03.2012
Автори: Демченко Едуард Леонідович, Єлагін Валерій Павлович, Савицький Михайло Михайлович, Кулик Віктор Михайлович

Формула / Реферат
Спосіб зварювання високоміцних сталей аустенітним електродом у середовищі захисних газів, згідно з яким зварне з'єднання піддають старінню, який відрізняється тим, що старіння здійснюють при температурі, що не досягає температури відпуску при термообробці зварюваних сталей, і зварний шов піддають пластичному деформуванню після або перед старінням.
Текст
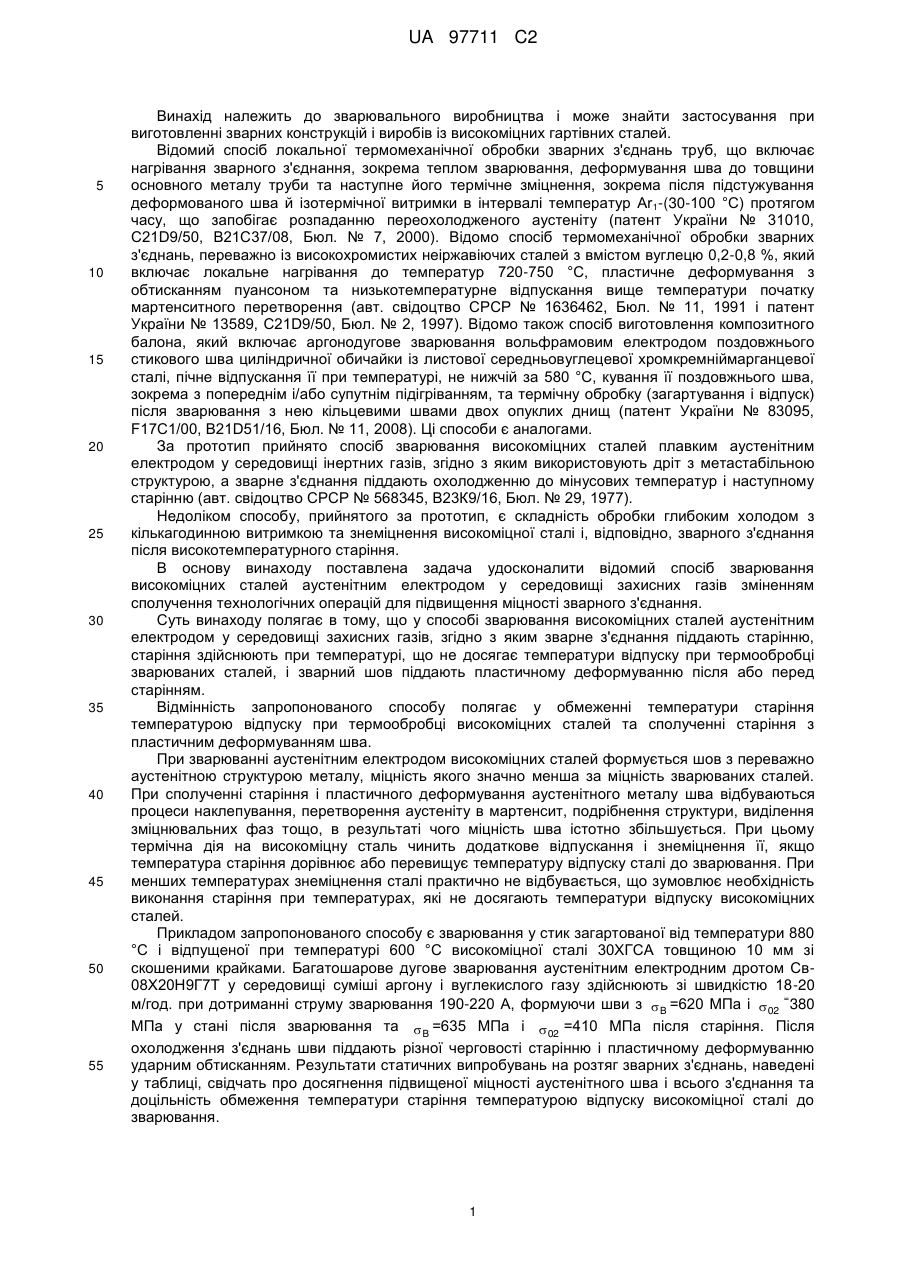
Реферат: Винахід стосується зварювального виробництва і може знайти застосування при виготовленні зварних конструкцій і виробів із високоміцних гартівних сталей. Спосіб зварювання високоміцних сталей виконують аустенітним електродом у середовищі захисних газів, і зварний шов піддають різної черговості пластичного деформування та старіння при температурі, що не досягає температури відпуску при термообробці сталей до зварювання. Удосконалення способу зварювання високоміцних сталей аустенітним електродом у середовищі захисних газів досягається зміненням технологічних операцій для підвищення міцності зварного з'єднання. UA 97711 C2 (12) UA 97711 C2 UA 97711 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до зварювального виробництва і може знайти застосування при виготовленні зварних конструкцій і виробів із високоміцних гартівних сталей. Відомий спосіб локальної термомеханічної обробки зварних з'єднань труб, що включає нагрівання зварного з'єднання, зокрема теплом зварювання, деформування шва до товщини основного металу труби та наступне його термічне зміцнення, зокрема після підстужування деформованого шва й ізотермічної витримки в інтервалі температур Аr1-(30-100 °С) протягом часу, що запобігає розпаданню переохолодженого аустеніту (патент України № 31010, C21D9/50, В21С37/08, Бюл. № 7, 2000). Відомо спосіб термомеханічної обробки зварних з'єднань, переважно із високохромистих неіржавіючих сталей з вмістом вуглецю 0,2-0,8 %, який включає локальне нагрівання до температур 720-750 °С, пластичне деформування з обтисканням пуансоном та низькотемпературне відпускання вище температури початку мартенситного перетворення (авт. свідоцтво СРСР № 1636462, Бюл. № 11, 1991 і патент України № 13589, C21D9/50, Бюл. № 2, 1997). Відомо також спосіб виготовлення композитного балона, який включає аргонодугове зварювання вольфрамовим електродом поздовжнього стикового шва циліндричної обичайки із листової середньовуглецевої хромкремніймарганцевої сталі, пічне відпускання її при температурі, не нижчій за 580 °С, кування її поздовжнього шва, зокрема з попереднім і/або супутнім підігріванням, та термічну обробку (загартування і відпуск) після зварювання з нею кільцевими швами двох опуклих днищ (патент України № 83095, F17C1/00, B21D51/16, Бюл. № 11, 2008). Ці способи є аналогами. За прототип прийнято спосіб зварювання високоміцних сталей плавким аустенітним електродом у середовищі інертних газів, згідно з яким використовують дріт з метастабільною структурою, а зварне з'єднання піддають охолодженню до мінусових температур і наступному старінню (авт. свідоцтво СРСР № 568345, В23К9/16, Бюл. № 29, 1977). Недоліком способу, прийнятого за прототип, є складність обробки глибоким холодом з кількагодинною витримкою та знеміцнення високоміцної сталі і, відповідно, зварного з'єднання після високотемпературного старіння. В основу винаходу поставлена задача удосконалити відомий спосіб зварювання високоміцних сталей аустенітним електродом у середовищі захисних газів зміненням сполучення технологічних операцій для підвищення міцності зварного з'єднання. Суть винаходу полягає в тому, що у способі зварювання високоміцних сталей аустенітним електродом у середовищі захисних газів, згідно з яким зварне з'єднання піддають старінню, старіння здійснюють при температурі, що не досягає температури відпуску при термообробці зварюваних сталей, і зварний шов піддають пластичному деформуванню після або перед старінням. Відмінність запропонованого способу полягає у обмеженні температури старіння температурою відпуску при термообробці високоміцних сталей та сполученні старіння з пластичним деформуванням шва. При зварюванні аустенітним електродом високоміцних сталей формується шов з переважно аустенітною структурою металу, міцність якого значно менша за міцність зварюваних сталей. При сполученні старіння і пластичного деформування аустенітного металу шва відбуваються процеси наклепування, перетворення аустеніту в мартенсит, подрібнення структури, виділення зміцнювальних фаз тощо, в результаті чого міцність шва істотно збільшується. При цьому термічна дія на високоміцну сталь чинить додаткове відпускання і знеміцнення її, якщо температура старіння дорівнює або перевищує температуру відпуску сталі до зварювання. При менших температурах знеміцнення сталі практично не відбувається, що зумовлює необхідність виконання старіння при температурах, які не досягають температури відпуску високоміцних сталей. Прикладом запропонованого способу є зварювання у стик загартованої від температури 880 °С і відпущеної при температурі 600 °С високоміцної сталі 30ХГСА товщиною 10 мм зі скошеними крайками. Багатошарове дугове зварювання аустенітним електродним дротом Св08Х20Н9Г7Т у середовищі суміші аргону і вуглекислого газу здійснюють зі швидкістю 18-20 = м/год. при дотриманні струму зварювання 190-220 А, формуючи шви з В =620 МПа і 02 380 МПа у стані після зварювання та В =635 МПа і 02 =410 МПа після старіння. Після охолодження з'єднань шви піддають різної черговості старінню і пластичному деформуванню ударним обтисканням. Результати статичних випробувань на розтяг зварних з'єднань, наведені у таблиці, свідчать про досягнення підвищеної міцності аустенітного шва і всього з'єднання та доцільність обмеження температури старіння температурою відпуску високоміцної сталі до зварювання. 1 UA 97711 C2 Таблиця №№ п/п 1 2 3 Міцність з'єднання, МПа Черговість зміцнювальних операцій Старіння при 570-580 °С+ +пластичне деформування Пластичне деформування шва+ +старіння при 570-580 °С Пластичне деформування шва+ +старіння при 620 °С Особливості руйнування при випробуванні 892,4 По ЗС з ОМ 761,2 На відстані 16 мм від шва 690,8 По основному металу Примітка: ОМ - основний метал; ЗС - зона сплавлення. ФОРМУЛА ВИНАХОДУ 5 Спосіб зварювання високоміцних сталей аустенітним електродом у середовищі захисних газів, згідно з яким зварне з'єднання піддають старінню, який відрізняється тим, що старіння здійснюють при температурі, що не досягає температури відпуску при термообробці зварюваних сталей, і зварний шов піддають пластичному деформуванню після або перед старінням. 10 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of welding high-tensile steel with austenitic electrode
Автори англійськоюKulyk Viktor Mykhailovych, Savytskyi Mykhailo Mykhailovych, Yelahin Valerii Pavlovych, Demchenko Eduard Leonidovych
Назва патенту російськоюСпособ сварки высокопрочных сталей аустенитным электродом
Автори російськоюКулик Виктор Михайлович, Савицкий Михаил Михайлович, Елагин Валерий Павлович, Демченко Эдуард Леонидович
МПК / Мітки
МПК: B23K 9/16, C21D 9/50, C21D 8/10
Мітки: високоміцних, сталей, зварювання, спосіб, аустенітним, електродом
Код посилання
<a href="https://ua.patents.su/4-97711-sposib-zvaryuvannya-visokomicnikh-stalejj-austenitnim-elektrodom.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання високоміцних сталей аустенітним електродом</a>
Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів

Номер патенту: 63285
Опубліковано: 10.10.2011
Автори: Каховський Юрій Миколайович, Бабич Олександр Анатолійович, Фадєєва Галина Вікторівна, Коваленко Дмитро Васильович, Каховський Микола Юрійович, Коваленко Ігор Васильович, Супрун Сергій Олександрович, Ющенко Костянтин Андрійович
МПК: B23K 35/00
Мітки: сталей, середовищі, вольфрамовим, зварювання, хромонікелевих, дріт, інертних, електродом, порошковий, газів, дугового, високолегованих
Формула / Реферат:
1. Порошковий дріт для дугового зварювання високолегованих хромонікелевих сталей вольфрамовим електродом у середовищі інертних газів, який складається зі сталевої оболонки та шихти, яка містить активуючий флюс відповідного складу, а саме: оксид кремнію, метасилікат заліза, ортотитанат заліза, метатитанат заліза та дититанат заліза, який відрізняється тим, що сталева оболонка виготовлена з нержавіючої хромистої сталі з вмістом хрому 15,0-27,0...
Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів
Номер патенту: 89553
Опубліковано: 10.02.2010
Автори: Коваленко Ігор Васильович, Ющенко Костянтин Андрійович, Коваленко Дмитро Васильович
МПК: B23K 35/362, B23K 35/36
Мітки: дугового, зварювання, флюс, газів, інертних, середовищі, електродом, сталей, вольфрамовим
Формула / Реферат:
Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів, що містить оксид кремнію, який відрізняється тим, що додатково містить метасилікат заліза та одну із хімічних сполук FeO-ТіО2 з підкласу складних окислів (ортотитанат заліза, метатитанат заліза та дититанат заліза) при наступному співвідношенні компонентів, мас. %: оксид кремнію SiO2 2,0 метасилікат заліза...
Спосіб дугового багатопрохідного зварювання неплавким електродом
Номер патенту: 81053
Опубліковано: 26.11.2007
Автори: Кулик Віктор Михайлович, Черторильський Леонід Олексійович, Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович
МПК: B23K 9/167
Мітки: багатопрохідного, зварювання, електродом, дугового, спосіб, неплавким
Формула / Реферат:
1. Спосіб дугового багатопрохідного зварювання неплавким електродом у захисних газах стиків, при якому виконують зварювальний прохід з повним проплавленнямпісля нанесення на поверхню активуючого флюсу і наступні проходи з неповним проплавленням, зокрема при зменшенні зварювального струму, який відрізняється тим, що при зварюванні гартівних сталей зменшують швидкість зварювання на останньому проході.2. Спосіб за п. 1, який відрізняється...
Керамічний флюс для зварювання низьколегованих високоміцних сталей
Номер патенту: 5157
Опубліковано: 28.12.1994
Автори: Походня Ігор Костянтинович, Ямський Марат Вікторович, Головко Віктор Володимирович, Зарубін Андрій Михайлович, Устинов Сергій Денисович, Кушнерьов Данило Матвійович, Баскаков Генадій Васильович, Грищенко Леонід Володимирович, Соколов Олег Григорович
МПК: B23K 35/362
Мітки: зварювання, флюс, високоміцних, низьколегованих, сталей, керамічний
Формула / Реферат:
Керамический флюс для сварки низколегированных высокопрочных сталей, содержащий обожженный магнезит, компонент, содержащий не менее 95% а-Аl2О3, волластонит, марганец, силикат натрия, ферротитан, ферробор, отличающийся тем, что, с целью повышения хладостойкости и предела текучести металла шва, а также снижения содержания в нем диффузионного водорода при сохранении высоких сварочно-технологических свойств флюса, он дополнительно...
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Жерносєков Анатолій Максимович, Шейко Павло Петрович, Патон Борис Євгенович, Шевчук Сергій Анатолійович, Лебедєв Володимир Костянтинович
МПК: B23K 9/173, B23K 9/167
Мітки: зварювання, газів, плавким, електродом, середовищі, захисних, дугового, спосіб
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Попередній патент: Спосіб і пристрій для виготовлення стрічки з металу
Наступний патент: Двосідельний клапан (варіанти)
Випадковий патент: Спосіб лікування захворювань нейроендокринної системи