Спосіб виготовлення газорозпиленого порошку швидкорізальної сталі
Номер патенту: 98196
Опубліковано: 27.04.2015
Автори: Гогаєв Казбек Олександрович, Назаренко Володимир Андрійович, Лук'янчук Василій Володимирович, Воропаєв Віталій Семенович, Радченко Олександр Кузьмич, Іценко Анатолій Іванович

Формула / Реферат
Спосіб отримання газорозпиленого порошку швидкорізальної сталі, що включає розплавлення металу, злив його в металоприймач і розпилення азотом, який відрізняється тим, що розплав нагрівають до 1750-1800 °C і після досягнення цієї температури охолоджують до температури зливу 1600-1650 °C.
Текст
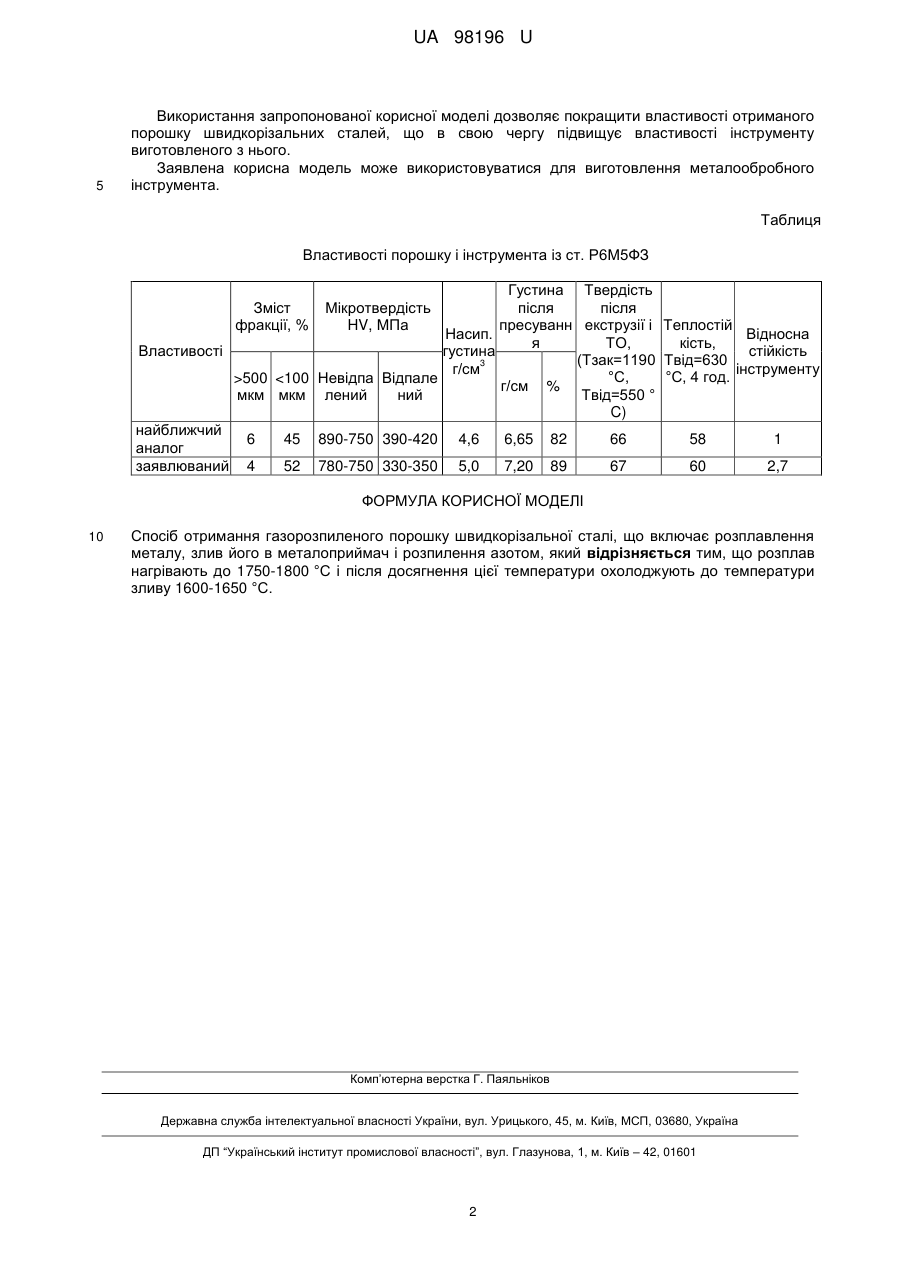
Реферат: Спосіб отримання газорозпиленого порошку швидкорізальної сталі включає розплавлення металу, злив його в металоприймач і розпилення азотом. При цьому розплав нагрівають до 1750-1800 °C і після досягнення цієї температури охолоджують до температури зливу 16001650 °C. UA 98196 U (12) UA 98196 U UA 98196 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до металургійної галузі, в частині порошкової металургії, зокрема проблем поліпшення мікроструктури і властивостей порошку, а також виробів з нього. Відомий спосіб ["Технологічні процеси виробництва порошкових швидкорізальних сталей" Ю.Г. Орлов та ін. Препринт № 14, 1985 г. ІПМ НА України] отримання порошку методом розпилення розплавів інертними газами (Аr, Не). У порівнянні з іншими промисловими способами (відновлення, розмелювання) він забезпечує рівномірний розподіл всіх компонентів в обсязі кожної частинки порошку. Недоліком даного способу є утворення газових пор в частинках, що робить практично неможливим компактування такого порошку в герметичних контейнерах. Тому для розпилення швидкорізальних сталей використовують азот. Як найближчий аналог прийнятий спосіб отримання порошку швидкорізальної сталі на заводі "Дніпроспецсталь" [В.Н. Макогон та ін. "Оптимізація і освоєння промислової технології одержання порошку швидкорізальної сталі". У тематичному збірнику наукових праць "Структура і властивості інструментальних і підшипникових сталей" М. Металургія, 1984, с. 12-15], який включає розплавлення металу в індукційній печі, злив його в металоприймач і розпилення азотом високого тиску в герметичну колону. При цьому метал у печі нагрівається до 16001640 °C, витримується 25-35 хв. і охолоджується до температури зливу. Недоліком даного способу є низька пресованість і наявність дендритної структури в порошку, яка знижує його мікрооднорідність. Порошок швидкорізальної сталі, отриманий методом газового розпилення, має сферичну форму і порівняно високу твердість після відпалу (HV 400 МПа). Тому холодне статичне пресування навіть при тиску 1000 МПа не забезпечує форму пресовки і потрібне використання зв'язки-пластифікатора. Задача корисної моделі - покращення властивостей порошку та виробів з нього. Поставлена задача вирішується тим, що спосіб, як і найближчий аналог, передбачає розплавлення металу, злив його в металоприймач і розпилення азотом при тиску 0,5-10,8 МПа. Згідно з корисною моделлю, порошок отримують з використанням перегріву розплаву до 17504800 °C з подальшим охолодженням до температури зливу (1600÷1650 °C) і розпиленням. Суть корисної моделі полягає в розплавленні металу, зливу його в металоприймач і розпилення азотом, причому розплав нагрівають до 1750-1800 °C і після досягнення цієї температури охолоджують до температури зливу 1600-1650 °C. Одержаний порошок має більш високу мікрооднорідність, має комірчасту, а не дендритну структуру, має кращі технологічні властивості (насипна щільність, пресованість). Інструмент, виготовлений з такого порошку, також має більш високі показники по теплостійкості і зносу. Приклади виконання способу наведені в таблиці. Приклад 1 Для отримання порошку ст. Р6М5Ф3 використовувалася установка УРС-40 з вертикальним напрямком потоків металу і газу. Розплав нагрівався в індукційній печі до 1750 °C. Витримка при цій температурі практично не робить впливу, тому що визначальною є температура, при якій досягається гомогенізація розплаву, і ступінь переохолодження металу, що розпилюється. Потім він охолоджується разом з піччю до температури зливу 1650 °C, переливається в металоприймач і розпилюється азотом під тиском 0,7 МПа. Такий порошок менш сферичний і має підвищену дисперсність, тому що текучість перегрітого розплаву вища. Мікроструктура має не дендритний, а клітинний характер і відрізняється більш високою мікрооднорідністю. Після вакуумного відпалу мікротвердість порошку становить HV 350 МПа, що на 50 МПа нижче, ніж у порошку, отриманому за технологією найближчого аналога, і тому він більш пластичний і краще пресується. Статичне пресування під тиском 1000 МПа дає щільність 89 % від теоретичної (без застосування пластифікатора), що на 7 % вище, ніж у найближчого аналога. Компактний матеріал отриманий методом вакуумного спікання і подальшої гарячої екструзії. Інструмент, виготовлений з такого порошку, має більш високі властивості, має кращі показники після термообробки і більш високу теплостійкість. Стійкість фрез діаметром 10 мм при обробці сплаву ВТ5 вище в 2,5-3 рази у матеріалі, отриманому з застосуванням перегріву розплаву. Порівняльні характеристики для ст. Р6М5Ф3 представлені в таблиці. Приклад 2 Порошок ст. Р6М5К5 отриманий з перегрівом розплаву до 1800° (за технологією, відповідною формулою корисної моделі, має підвищені властивості у порівнянні з порошком, отриманим за технологією заводу "Дніпроспецсталь", а також з порошком, виробленим на цьому заводі (аналогічно властивостям, описаним для ст. Р6М5Ф3 в прикладі 1). Підвищення температури нагріву розплаву обумовлено більш високою температурою ліквідусу. 1 UA 98196 U 5 Використання запропонованої корисної моделі дозволяє покращити властивості отриманого порошку швидкорізальних сталей, що в свою чергу підвищує властивості інструменту виготовленого з нього. Заявлена корисна модель може використовуватися для виготовлення металообробного інструмента. Таблиця Властивості порошку і інструмента із ст. Р6М5ФЗ Густина Твердість після після пресуванн екструзії і Теплостій Насип. Відносна я ТО, кість, Властивості густина стійкість (Тзак=1190 Твід=630 3 г/см інструменту °C, °C, 4 год. >500
ДивитисяДодаткова інформація
Автори англійськоюHohaev Kazbek Oleksandrovych, Radchenko Oleksandr Kuzmych, Itsenko Anatolii Ivanovych
Автори російськоюГогаев Казбек Александрович, Радченко Александр Кузьмич, Иценко Анатолий Иванович
МПК / Мітки
МПК: B22F 9/08
Мітки: сталі, порошку, швидкорізальної, газорозпиленого, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/4-98196-sposib-vigotovlennya-gazorozpilenogo-poroshku-shvidkorizalno-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення газорозпиленого порошку швидкорізальної сталі</a>
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Штакун Володимир Анатолійович, Гогаєв Казбек Олександрович, Ульшин Віктор Іванович, Бондар Володимир Григорович, Сорокін Юрій Володимирович
МПК: B21K 5/00, B23P 15/28, B22F 7/06, B22F 3/20
Мітки: виготовлення, біметалевого, різального, сталі, спосіб, конструкційної, швидкорізальної, інструменту
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб виготовлення заготовок для інструменту із швидкорізальної сталі та пристрій для його здійснення
Номер патенту: 37658
Опубліковано: 15.07.2003
Автори: Гречанюк Микола Іванович, Шведчиков Микола Михайлович, ОСОКІН Валентин Олександрович, Шпак Павло Олександрович, Афанасьєв Ігор Борисович
МПК: C22C 38/10, C22B 9/22, C22C 38/12
Мітки: інструменту, пристрій, сталі, здійснення, заготовок, спосіб, швидкорізальної, виготовлення
Формула / Реферат:
1. Спосіб виготовлення заготовок для виробництва інструменту із швидкорізальної сталі, що включає рафінуюче розплавлення шихти з легованих інструментальних сталей у вакуумі та керовану кристалізацію зливка, який відрізняється тим, що виготовлення заготовок для виробництва інструменту здійснюють за один технологічний цикл шляхом електронно-променевого переплавляння у вакуумі кускових промислових відходів виробництва швидкорізальних сталей, при...
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 40859
Опубліковано: 27.04.2009
Автори: Майборода Віктор Станіславович, Заєць Тетяна Дмитрівна, Бобіна Марина Миколаївна, Бобін Андрій Борисович
МПК: C21D 1/78
Мітки: швидкорізальної, обробки, інструменту, спосіб, хіміко-термічної, сталі
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, перед нагрівом проводять активацію поверхні виробу абразивним порошком у...
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Бобіна Марина Миколаївна, Ульяненко Наталія Валентинівна, Майборода Віктор Станіславович
МПК: C23C 8/00, B24B 31/112
Мітки: швидкорізальної, інструменту, сталі, хіміко-термічної, спосіб, обробки
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Спосіб відновлення поверхні інструмента зі швидкорізальної сталі
Номер патенту: 37861
Опубліковано: 10.12.2008
Автори: Дурягіна Зоя Антонівна, Георгіаду Марія Вікторівна, Алімов Валерій Іванович
МПК: C04B 35/26, C21D 9/22
Мітки: відновлення, швидкорізальної, сталі, спосіб, інструмента, поверхні
Формула / Реферат:
1. Спосіб відновлення поверхні інструмента зі швидкорізальної сталі, що включає електродугову дію електродом, який відрізняється тим, що як електрод використовують остаточно бракований інструмент стрижневого типу зі швидкорізальної сталі, попередньо покритий вуглецевмісною обмазкою, що утворює сажисту кірку під впливом електродугової плазми.2. Спосіб за п. 1, який відрізняється тим, що остаточно бракований інструмент стрижневого...
Попередній патент: Маринад для зеленого горошку
Наступний патент: Спосіб інжекційного аналізу
Випадковий патент: Шихта для виплавки марганцевих феросплавів