Спосіб виготовлення порошкового дроту з металевим сердечником, що самоцентрується
Номер патенту: 98710
Опубліковано: 12.05.2015
Автори: Кассов Валерій Дмитрович, Данилюк Вікторія Олександрівна, Разумович Олеся Олегівна, Грибков Едуард Петрович

Формула / Реферат
Спосіб виготовлення порошкового дроту, який полягає у формуванні металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповненні його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намотуванні на намотувальному пристрої порошкового дроту, при цьому металева стрічка, що призначена для оболонки, подається до згинальних роликів з пазом для розміщення дроту, потім з бункера попередньо засипається порошковий матеріал, ущільнюється в обтискних роликах на висоту, що дорівнює радіусу порошкового сердечника в готовому порошковому дроті, після чого остаточно досипають порошковий матеріал і волочать у волочильній машині, який відрізняється тим, що порошкові матеріали, що надходять з дозатора, ущільнюються в обтискних роликах до площі ![]() , що дорівнює
, що дорівнює ![]() , де
, де ![]() - внутрішній діаметр металевої оболонки;
- внутрішній діаметр металевої оболонки; ![]() - площа металевого сердечника складного профілю з елементами загостреної форми.
- площа металевого сердечника складного профілю з елементами загостреної форми.
Текст
Реферат: Спосіб виготовлення порошкового дроту полягає у формуванні металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповненні його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намотуванні на намотувальному пристрої порошкового дроту, при цьому металева стрічка, що призначена для оболонки, подається до згинальних роликів з пазом для розміщення дроту, потім з бункера попередньо засипається порошковий матеріал, ущільнюється в обтискних роликах на висоту, що дорівнює радіусу порошкового сердечника в готовому порошковому дроті, після чого остаточно досипають порошковий матеріал і волочать у волочильній машині. Порошкові матеріали, що надходять з дозатора, ущільнюються в обтискних роликах до площі S , що дорівнює S 2 Dвн Sc , де Dвн - внутрішній діаметр 2 металевої оболонки; Sc - площа металевого сердечника складного профілю з елементами загостреної форми. UA 98710 U (54) СПОСІБ ВИГОТОВЛЕННЯ ПОРОШКОВОГО ДРОТУ З МЕТАЛЕВИМ СЕРДЕЧНИКОМ, ЩО САМОЦЕНТРУЄТЬСЯ UA 98710 U UA 98710 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до зварювального виробництва, і може знайти застосування при виготовленні зварювальних матеріалів, таких як порошковий дріт складного профілю, що призначений для зварювання та наплавлення. Відомий спосіб виготовлення порошкового дроту, який полягає у формуванні металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповненні його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намотуванні на намотувальному пристрої порошкового дроту [1]. Відомий також спосіб виготовлення порошкового дроту, вибраний за прототип, який полягає у формуванні металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповненні його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намотуванні на намотувальному пристрої порошкового дроту, при цьому металева стрічка, що призначена для оболонки, подається до згинальних роликів з пазом для розміщення дроту, потім з бункера попередньо засипається порошковий матеріал, ущільнюється в обтискних роликах на висоту, що дорівнює радіусу порошкового сердечника в готовому порошковому дроті, після чого остаточно досипають порошковий матеріал і волочать у волочильній машині [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є формування металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотка на намотувальному пристрої порошкового дроту, при цьому металева стрічка, що призначена для оболонки, подається до згинальних роликів з пазом для розміщення дроту, потім з бункера попередньо засипається порошковий матеріал, ущільнюється в обтискних роликах на висоту, що дорівнює радіусу порошкового сердечника в готовому порошковому дроті, після чого остаточно досипають порошковий матеріал і волочать у волочильній машині. Недоліками відомого способу є необхідність центрування металевого сердечника та запобігання нерівномірності його плавлення. В основу корисної моделі поставлено задачу вдосконалення відомого способу шляхом виготовлення порошкового дроту з металевим сердечником складного профілю, який самоцентрується без використання натяжного пристрою та діаметр якого дорівнює внутрішньому діаметру металевої оболонки, що, завдяки контакту металевого сердечника з металевою оболонкою, дозволяє збільшити вірогідність рівномірного плавлення сердечника. Поставлена задача вирішується за рахунок того, що порошкові матеріалами, що надходять 2 Dв н Sc , де 2 Dв н - внутрішній діаметр металевої оболонки; Sc - площа металевого сердечника складного профілю з елементами загостреної форми, після чого процес проходить по відомій методиці. Суть пропонованого способу пояснюється кресленнями, на яких зображено: - фіг. 1 - технологічна схема виготовлення порошкового дроту; - фіг. 2 - переріз порошкового дроту з металевими сердечниками складного профілю; - фіг. 3 - переріз порошкового дроту з металевими сердечниками складного профілю. Приклад здійснення способу. З розмотувача 1 металевий дріт 2 подається в тягнучі ролики 3. З розмотувача 4 металева стрічка 5, що призначена для оболонки порошкового дроту, подається до згинальних роликів 6 для формування стрічки в U-подібний профіль, в який з бункера 7 попередньо засипається порошковий матеріал 8. Разом із металевою стрічкою складного профілю 5 та порошковим матеріалом порошковий дріт 2 задається в обтискні калібровані ролики 9 для попереднього обтиску. Потім з бункера 10 досипають порошковий матеріал та волочать у волочильній машині 11 для формування порошкового дроту заданого діаметра та необхідної щільності сердечника. На намотувальному пристрої 12 відбувається намотка дроту в бунт. Застосування пропонованого способу виготовлення порошкового дроту дозволяє виготовляти порошковий дріт з металевим сердечником, що самоцентрується, без використання натяжного пристрою, діаметр якого дорівнює внутрішньому діаметру металевої оболонки. Завдяки контакту металевого сердечника з металевою оболонкою можливо збільшити вірогідність рівномірного плавлення сердечника. Джерела інформації: 1. Пат. 11531 Україна, МПК С22В9/10, C21D7/04. Пристрій для виробництва комбінованого порошкового дроту в металевій оболонці / Горовий С.Є., Руднєв О.Л., Пахомов Ю.А., Живченко з дозатора, ущільнюються в обтискних роликах до площі S , що дорівнює S 1 UA 98710 U 5 В.С.; патентовласники Горовий С.Є., Руднєв О.Л., Пахомов Ю.А., Живченко В.С. - № u200509116; заявл. 27.09.2005; опубл. 15.12.2005. 1. Пат. № 84906, Україна, МПК В23К 35/40. Спосіб виготовлення порошкового дроту / Грибков Е.П., Данилюк В.О., Бережна О.В., Чепель Ю.А.; патентовласник Донбаська державна машинобудівна академія. - № u 201303311; заявл. 18.03.2013; опубл. 11.11.2013, Бюл. № 21. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб виготовлення порошкового дроту, який полягає у формуванні металевої стрічки в Uподібний профіль у профілезгинальному агрегаті, заповненні його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намотуванні на намотувальному пристрої порошкового дроту, при цьому металева стрічка, що призначена для оболонки, подається до згинальних роликів з пазом для розміщення дроту, потім з бункера попередньо засипається порошковий матеріал, ущільнюється в обтискних роликах на висоту, що дорівнює радіусу порошкового сердечника в готовому порошковому дроті, після чого остаточно досипають порошковий матеріал і волочать у волочильній машині, який відрізняється тим, що порошкові матеріали, що надходять з дозатора, ущільнюються в обтискних роликах до площі S , що дорівнює S 20 2 Dвн Sc , де Dвн 2 внутрішній діаметр металевої оболонки; Sc - площа металевого сердечника складного профілю з елементами загостреної форми. Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюDanyliuk Viktoria Oleksandrivna, Hrybkov Eduard Petrovych, Kassov Valerii Dmytrovych
Автори російськоюДанилюк Виктория Александровна, Грибков Эдуард Петрович, Кассов Валерий Дмитриевич
МПК / Мітки
МПК: B23K 35/40
Мітки: порошкового, виготовлення, дроту, сердечником, спосіб, самоцентрується, металевим
Код посилання
<a href="https://ua.patents.su/4-98710-sposib-vigotovlennya-poroshkovogo-drotu-z-metalevim-serdechnikom-shho-samocentruehtsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порошкового дроту з металевим сердечником, що самоцентрується</a>
Спосіб виготовлення порошкового дроту з металевим сердечником та проміжними втулками
Номер патенту: 93897
Опубліковано: 27.10.2014
Автори: Данилюк Вікторія Олександрівна, Разумович Олеся Олегівна, Кассов Валерій Дмитрович, Грибков Едуард Петрович
МПК: B23K 35/40
Мітки: сердечником, виготовлення, порошкового, металевим, спосіб, дроту, втулками, проміжними
Формула / Реферат:
Спосіб виготовлення порошкового електрода, який полягає у формуванні металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповненні його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намотці на намотувальному пристрої, при цьому в початковій стадії з окремого розмотувача надходить металевий дріт, проводиться через тягнучі ролики, де...
Спосіб виготовлення порошкового дроту
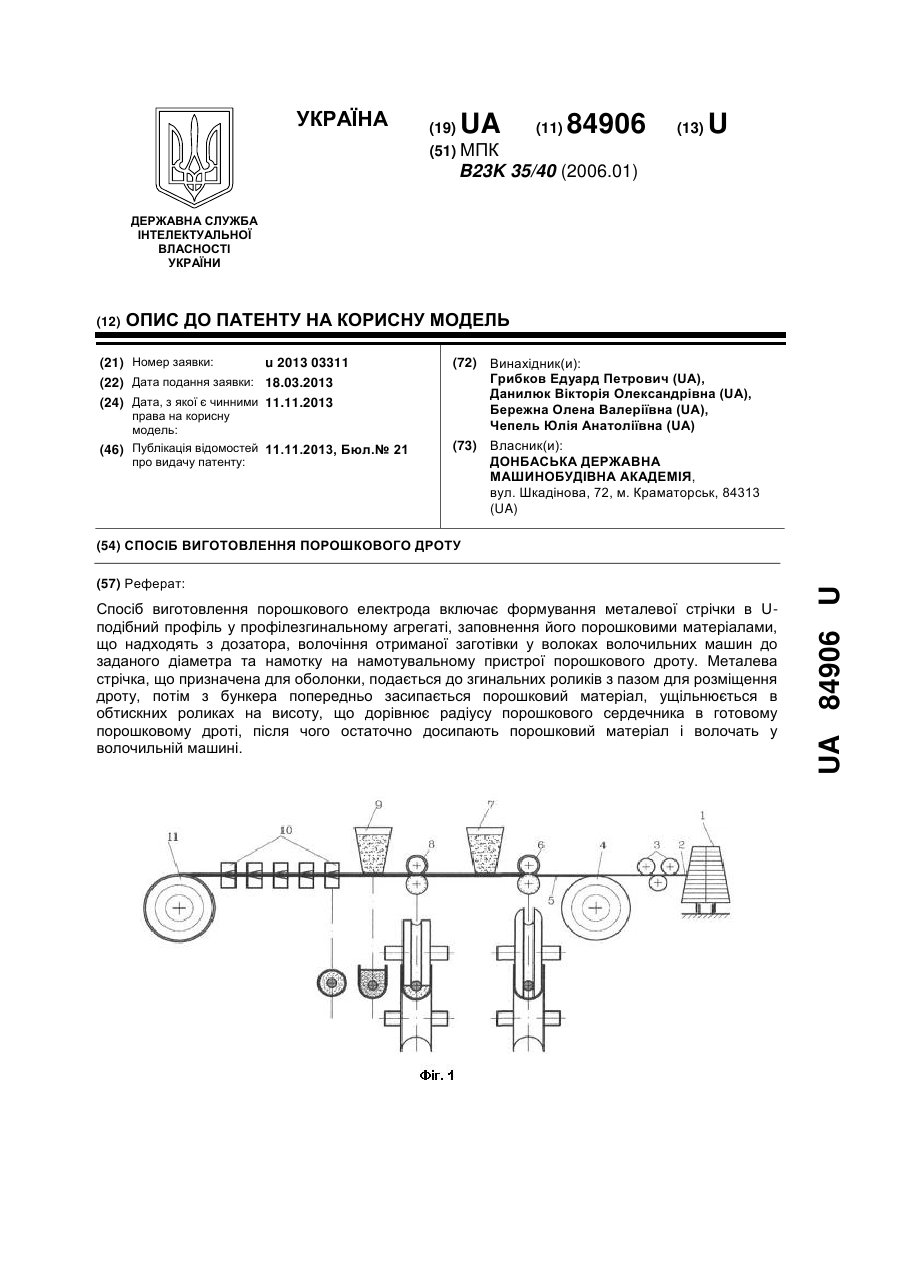
Номер патенту: 84906
Опубліковано: 11.11.2013
Автори: Чепель Юлія Анатоліївна, Бережна Олена Валеріївна, Грибков Едуард Петрович, Данилюк Вікторія Олександрівна
МПК: B23K 35/40
Мітки: дроту, виготовлення, порошкового, спосіб
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування металевої стрічки, в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотку на намотувальному пристрої порошкового дроту, який відрізняється тим, що металева стрічка, що призначена для оболонки, подається до згинальних роликів з...
Спосіб виготовлення порошкового дроту
Номер патенту: 84241
Опубліковано: 10.10.2013
Автори: Бережна Олена Валеріївна, Чепель Юлія Анатоліївна, Кассов Валерій Дмитрович, Грибков Едуард Петрович, Данилюк Вікторія Олександрівна
МПК: B23K 35/40
Мітки: спосіб, виготовлення, дроту, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового дроту, що включає формування металевої стрічки в U-подібний профіль у профілезгинальному агрегаті, заповнення його порошковими матеріалами, що надходять з дозатора, волочіння отриманої заготівки у волоках волочильних машин до заданого діаметра та намотку на намотувальному пристрої порошкового дроту, який відрізняється тим, що з окремого розмотувача подають металевий дріт, який проходить крізь індуктор, де...
Спосіб виготовлення порошкового дроту з натяганням металевого сердечника
Номер патенту: 85986
Опубліковано: 10.12.2013
Автори: Чепель Юлія Анатоліївна, Данилюк Вікторія Олександрівна, Кассов Валерій Дмитрович, Грибков Едуард Петрович
МПК: B23K 35/40
Мітки: сердечника, металевого, порошкового, спосіб, виготовлення, дроту, натяганням
Формула / Реферат:
Спосіб виготовлення порошкового дроту з натяганням металевого сердечника, який полягає у формуванні металевої стрічки, в U-подібний профіль у профілезгинальному агрегаті, заповнені його порошковими матеріалами, що надходять з дозатора, волочінні отриманої заготівки у волоках волочильних машин до заданого діаметра та намоткою на намотувальному пристрої порошкового дроту, який відрізняється тим, що в початковій стадії з окремого розмотувача...
Спосіб виготовлення порошкового дроту
Номер патенту: 98709
Опубліковано: 12.05.2015
Автори: Чигарьов Валерій Васильович, Волков Дмитро Анатолійович, Голуб Денис Михайлович
МПК: B23K 35/40
Мітки: спосіб, виготовлення, дроту, порошкового
Формула / Реферат:
Спосіб виготовлення порошкового дроту, який полягає у формуванні жолоба з металевої стрічки, заповненні його шихтою на 65±5 % обсягу порожнини, закритті жолоба у трубчасту заготівку, впливі постійним магнітним полем з індукцією 0,9…1,1 Тл на шихту та оболонку дроту, відкачуванні повітря з порожнини заготівки та подальшому багатократному волочінні з сумарними деформаціями 70…95 % та одиничними деформаціями 5…10 % - на першому...
Попередній патент: Спосіб виготовлення порошкового дроту
Наступний патент: Спосіб розширення забивної залізобетонної палі
Випадковий патент: Склад для виготовлення помадних цукерок "гранд-конти" фундук